JP4346238B2 - 研磨セグメントを備えたツール - Google Patents
研磨セグメントを備えたツール Download PDFInfo
- Publication number
- JP4346238B2 JP4346238B2 JP2000523043A JP2000523043A JP4346238B2 JP 4346238 B2 JP4346238 B2 JP 4346238B2 JP 2000523043 A JP2000523043 A JP 2000523043A JP 2000523043 A JP2000523043 A JP 2000523043A JP 4346238 B2 JP4346238 B2 JP 4346238B2
- Authority
- JP
- Japan
- Prior art keywords
- segment
- tool
- grinding
- abrasive
- segments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000227 grinding Methods 0.000 claims description 156
- 239000002245 particle Substances 0.000 claims description 129
- 238000005498 polishing Methods 0.000 claims description 27
- 239000000853 adhesive Substances 0.000 claims description 13
- 230000001070 adhesive effect Effects 0.000 claims description 13
- 239000003292 glue Substances 0.000 claims 1
- 239000010410 layer Substances 0.000 description 138
- 239000000463 material Substances 0.000 description 54
- 239000000945 filler Substances 0.000 description 45
- 239000011449 brick Substances 0.000 description 40
- 238000000034 method Methods 0.000 description 31
- 239000011148 porous material Substances 0.000 description 18
- 238000005520 cutting process Methods 0.000 description 15
- 239000000203 mixture Substances 0.000 description 15
- 229910003460 diamond Inorganic materials 0.000 description 13
- 239000010432 diamond Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 12
- 239000000843 powder Substances 0.000 description 10
- 238000005245 sintering Methods 0.000 description 10
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000012790 adhesive layer Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000005219 brazing Methods 0.000 description 5
- 239000000314 lubricant Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910017052 cobalt Inorganic materials 0.000 description 4
- 239000010941 cobalt Substances 0.000 description 4
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004575 stone Substances 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 229910052582 BN Inorganic materials 0.000 description 3
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 3
- 229910000419 boron suboxide Inorganic materials 0.000 description 3
- 239000004568 cement Substances 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000011651 chromium Substances 0.000 description 3
- 239000002826 coolant Substances 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000010438 granite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000011135 tin Substances 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 238000009966 trimming Methods 0.000 description 3
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 3
- 229910052580 B4C Inorganic materials 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 2
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000009760 electrical discharge machining Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000005065 mining Methods 0.000 description 2
- 206010028197 multiple epiphyseal dysplasia Diseases 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 241000237858 Gastropoda Species 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 229910002065 alloy metal Inorganic materials 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 239000002775 capsule Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000004567 concrete Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- -1 for example Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical group C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- UGKDIUIOSMUOAW-UHFFFAOYSA-N iron nickel Chemical compound [Fe].[Ni] UGKDIUIOSMUOAW-UHFFFAOYSA-N 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- ICYJJTNLBFMCOZ-UHFFFAOYSA-J molybdenum(4+);disulfate Chemical compound [Mo+4].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O ICYJJTNLBFMCOZ-UHFFFAOYSA-J 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images
































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/06—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor with inserted abrasive blocks, e.g. segmental
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
発明の背景
発明の分野
本発明は、主に、切削し研削する研磨ツールに関する。特に、本発明は、貼付された研磨セグメント、好ましくは超研磨セグメントを有するディスクまたはホイールまたはれんが等の研削ツールと、これを製造する方法とに関する。
【0002】
関連技術の説明
一定の型の工作物(たとえば、プラスチックおよびガラスのレンズ、石、コンクリートおよびセラミック)は、ホイールまたはディスク等の研削ツールを使用して有利に形作られることができ、研削ツールは研磨作業表面、特に超研磨作業表面を有し、超研磨表面も研磨表面であるが、より高い研磨性を有する。多くの他の支持体が、超研磨作業表面によるこの型の形成または研削から利益を得ることができる。研削ホイールの作業表面は、一般に、研削ホイールの各面の一方または両方の平坦なディスク表面から作られる。作業表面は、通常、結合材料によって囲繞され、および/または、金属マトリックス内に包埋されたダイヤモンド、立方晶窒化ホウ素または亜酸化ホウ素等の超硬質または研磨材料の粒子を含む。研削ツールの回転作業表面に接触させられるときに、工作物を主に切削または研削するよう作用するのはこれらの硬質粒子である。
【0003】
作業表面全体にわたって均一な密度の硬質粒子を有する作業表面を含む研削ホイールおよびディスクは業界では公知である。硬質粒子の高密度領域と硬質粒子の低密度領域と硬質粒子のない領域とを有する作業表面を含む研削ホイールおよびディスクも公知である。
【0004】
たとえばディスクまたはホイールの研削ツールの、研削速度およびツール摩耗速度等の研削特性は、研削ツール上の研削表面(主に工作物を研削するように作用するツール表面)の面積を変えることによって変動することができるため、研削ツールの研削表面の面積を変えることができることは有利である。しかし、上記で検討された研削ツールは、研削表面が中程度の密度の硬質粒子を有するように形成されている。そのようであるため、ツールの作業表面の比較的広い面積が研削表面を作らなければならず、ツールの研削表面の面積を正確に変えることは問題でありうる。さらに、研削表面から作られた比較的広い面積の作業表面を有する研削ツールを製作するコストは、比較的高くなりうる。
【0005】
したがって、改良された研削ツールの必要が常に存在する。特に、研削ツールの研削表面の面積を変えることができて、比較的高い研削速度を達成することができ、比較的長い寿命を保持するツールを可能にする必要性がある。また、ツールが効率的に製造されることができるように、研磨粒子を有する研削ツールの作業表面の部分を削減することができ必要もある。
【0006】
発明の開示
本発明は、工作物に対してツールを動かすための、好ましくは回転運動で、ツールドライバに接続される、研削または切削ツール等の機械加工ツールを含む。回転運動は、ツール内の軸を中心にするか、または、ツールの外部にある軸を中心にするかのいずれであってもよい。ツールドライバがツールを工作物に対して動かすことができる他の運動として、回転運動を伴うか伴わないかのいずれかの往復運動および/または振動運動が挙げられる。ツールは、装着プレートと、少なくとも1つの好ましくは複数の研磨セグメントを具備し、研磨セグメントは、超研磨セグメントであることが好ましく、装着プレートの第1表面に装着される。研磨セグメントは、複数の層から作られ、層の1つの略平面によって規定される面を有する。各セグメントは、その面が装着プレートに対して0度〜180度の間(0度および180度を除く)の角度を形成するように、装着プレートに取り付けられる。
【0007】
ツールを製作する方法は、複数の厚みのある層を有するラミネートシートを具備することができるアセンブリを形成することを含む。1つの実施態様において、各厚みのある層は、結合材料または充填材の少なくとも1つの層と、研磨または硬質粒子、好ましくは超研磨粒子の層とを含む。ラミネートされたアセンブリは焼結されてラミネートシートを形成し、これから研磨セグメントが切断される。セグメントは、次いで、少なくとも1つのセグメントの研削表面が複数の厚みのある層に対して傾斜し、好ましくは直角であるように、装着プレートに取り付けられる。これによって、各研削表面で硬質粒子の密度が比較的高くなることができる。
【0008】
本明細書において、切削および研削の両方は、研磨セグメントによって保持されこれから突出する硬質粒子によって工作物から材料を除去することを示すことが理解されなければならない。この意味において、切削操作と研削操作との間に差はない。
【0009】
好適な実施態様の詳細な説明
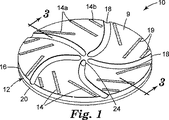
本発明による研磨粒子を含む研磨セグメント14を有するツール10が、図1に斜視図で、図2に上面図で示される。研磨セグメント14は研削表面19を有し、これはセグメント14の表面であり、主に工作物(図示せず)を研磨するように作用する。ツール10は、周期的運動、特に、円形運動または回転運動に動くように設計される。ツール10は、研削ツールがその回転運動の単一の回転によって動くときに、複数の研磨セグメントの各研削表面19の経路によって一掃される領域によって規定される作業領域12を含む。ツール10の作業領域12は、充填材16によって囲繞されるエレメントまたはセグメントを含む。セグメント14は超研磨材であってもよい。
【0010】
セグメント14は、支持体ディスク20の形態である装着プレートの第1の実質的に平坦な面17に装着され、図1の線3−3に沿って取られたツール10の断面図である図3に示される。図1、2、3に示される実施態様において、作業領域12は、最長エレメント14aの最奥先端によって規定される円51と、支持体ディスク20の周縁との間の環状領域である。しかし、作業領域12および支持体ディスク20の他の形状も本発明の範囲内である。さらに、作業領域12およびディスク20は、同一の広がりを持つ必要はない。たとえば、セグメント14は、支持体ディスク20の周縁上に突出してもよい。そのような突出するセグメント14を有するツールは、障害物に近い工作物を研削するときに、改良された研削および/または切削を提供することができる。ディスク20の縁上に突出するセグメント14の部分は、たとえば、プラスチック、樹脂、金属または複合材料の保護材料によって囲繞されてもよい。いずれの保護材料も、個別に、または、ディスク20およびセグメント14のまわりにシェルを形成することによって、突出する部分を囲繞することができる。突出の量は、セグメント14の用途および強度により、コンマ何ミリメートルから約5ミリメートルまで、あるいはそれ以上であってもよい。
【0011】
図3に示されるねじ込み式シリンダ30が、面17とは反対側である支持体ディスク20の第2の面17’に取り付けられる。図示のように、シリンダ30はディスク20と一体的に形成されるが、必須ではない。ねじ込み式シリンダ30によって、ツール10を回転可能に駆動するために、ツール10をシャフト(図示せず)に取り付けることができる。このようにして、工作物(図示せず)は、ツール10が回転して工作物を研削するときに、作業領域12の近傍に保持されてもよい。
【0012】
図1、2、3に示される実施態様において、研磨セグメント14は、形状が矩形であり、ツール10上に円周的に間隔をおいて置かれる。セグメント14は、回転されるときに所望の研磨パターンを提供する作業領域12の表面を規定するように配置されることが好ましい。セグメント14は、回転されるときにツール10の半径方向の距離のすべてまたは一部のみを覆うことができる。図示のように、セグメント14の長さが、各セグメント14が延在する点でツール10の円形周縁によって規定された円の接線に対して角度を形成するように、各セグメント14は、ツール10によって規定された円の弦の方向に沿ってツール10の周縁近くの位置から延在する。すなわち、各セグメント14の長さは、この実施態様では、作業領域12上で時計回りの配向に延在する。ツール10の回転は、矢印11に沿った方向である。この回転方向によって、セグメント14の縁が、上記に規定された接線に対して鈍角を形成し、研削の間に最初に工作物に接触する。
【0013】
単一の研磨表面から形成されるのではなく、研磨セグメント14を使用して作業領域12を形成するため、ツール10は、工作物が置かれる作業領域12の位置によってその研削特性が変動するように、形成されることができる。たとえば、セグメント14は、長さが変動することができる。図2に示されるように、ツール10の周縁のまわりに進むと、2つのより長いセグメント14aの次により短いセグメント14bが来る。これによって、ツールの1回転で工作物が接触する研磨表面の量は、ツール10上に工作物が保持される位置によって変動することができる。工作物がツール10の周縁近くに、すべてのセグメント14の経路内に、保持されると、工作物はツール10の1回転につき比較的より多くの研磨表面に接触する。工作物が、比較的短いセグメント14bに接触しないように、ツール10のさらに中心に向けて保持されると、工作物が研磨表面に接触するのは比較的少なくなる。工作物が接触する研磨表面の量は、研削速度およびツール摩耗速度に影響を与えることがある。
【0014】
単一の研磨表面ではなく研磨セグメントを備えた形成ツール10によって、ツール10の表面の直線速度または回転速度に実質的に比例して、研磨粒子をツール10の半径方向に沿って置くことができる。すなわち、ツール10のより中心に近い半径方向で、ツール10の点の直線速度がツール10の周縁により近い点での直線速度よりも遅く、研磨粒子の密度は、ツール10のより周縁に近い半径方向での硬質粒子の密度よりも低いことが可能である。
【0015】
図3に示されるように、セグメント14は、支持体ディスク20の第1の平坦な面17から作業領域12の上部露出表面9へ、軸方向に(すなわち、ツール10の回転軸の方向に)領域12を完全に通って延在することが好ましい。各研磨セグメント14は、ディスク20の第1の平坦な面17より上へ隆起し作業領域12の表面9へ露出した研削表面19を有する。このようにして、作業領域12が摩滅すると、セグメント14の一貫した断面が工作物へ露出される。図1、2、3に示される実施態様において、各研削表面19は形状が矩形であるが、セグメント14同様、研削表面19の他の形状も本発明の範囲内である。
【0016】
セグメント14は、表面9の残余の上へ突出してもよく、あるいはその下にわずかに低下してもよい。表面9は、ツール10を使用する前に、または使用中に、整えられるかまたは調整されることができる。この整えるかまたは調整することが、新しい研磨粒子を露出させ、セグメント14および表面9の残余のために同時にまたは順次に行うことができる。表面9は、セグメント14の間で少なくとも部分的に研削され、表面9上にセグメント14の所望の突出を提供することができることに注意しなければならない。また、セグメント14は、表面9の残余上のセグメント14の突出が十分であるならば、表面9の残余に接触することなく整えられることができる。整えるかまたは調整するプロセスの間に、整えるツールの回転の方向は、ツール10の回転の方向と同一であっても異なってもよい。セグメント14は、コンマ何ミリメートルから15ミリメートルまでの、あるいはそれ以上の、好ましくは0.1〜5ミリメートルのいずれの距離で、表面9の残余から突出することができる。セグメント14が、装着プレートの表面の残余上に隆起する充填材の突出内に包埋されることも企図される。
【0017】
別の実施態様において、セグメント14は、表面19以外の表面として少なくとも1つの波形表面を含んでもよい。セグメント14の波形表面または粗い表面が、セグメント14と充填材16との間により良好な一体度を提供することができる。これらの表面の波形または刻み目は、1993年3月2日に発行されたTselesinの米国特許第5,190,568号、発明の名称「輪郭づけられた表面を備えた研磨ツール(Abrasive Tool With Contoured Surface)」且つ1996年3月12日にこれに発行された再審査証明書(Reexamination Certificate)B1−5,380,390号、1993年4月20日に発行されたTselesinの米国特許第5,203,880号、発明の名称「研磨ツールを製造するための方法および装置(Method and Apparatus for Making Abrasive Tools)」且つ1995年10月17日にこれに発行された再審査証明書B1−5,203,880号、1995年1月10日に発行されたTselesinの米国特許第5,380,390号、発明の名称「パターン化研磨材料および方法(Patterned Abrasive material and Method)」且つ1996年10月1日にこれに発行された再審査証明書B1−5,380,390号に記載された材料設計および方法の結果であってもよい。
【0018】
セグメント14は、様々な形状を有してもよい。特に研削表面19は様々な構成を有してもよい。図8は、矩形断面と実質的に平らな矩形研削表面19とを有するセグメント14を例示する。しかし、研削表面19は、鋸歯状またはうね状であってもよい。あるいは、図9は、研削表面19にスクープ28を有するセグメント14を例示する。スクープ28は、いずれの形状であってもよく、たとえば、半円形、三角形または方形である。スクープ28は、その総厚さを通る摩耗の部分を通って、セグメント14の研削表面19の面積をさらに減じる。また、図10に示されるように、セグメント14は、セグメント14のスクープ28とは反対側に開口29を含むことができる。充填材16は、ツール10を形成するときに、開口29内を流れる。そのようであるため、開口29は、セグメント14と充填材16との間のインターフェースの一体度を改良する。また、セグメント14がスクープ28のレベルの下で摩耗するときに、開口29は研削表面19の面積を減じる。実質的に台形にまたは「パイ」形状に研磨エレメントを形成することも企図される。
【0019】
セグメント14は、研磨粒子のサイズ、型、セグメントの物理的/機械的特性、および、保持マトリックス組成を含むがこれらに限定されないその幾何学的配置および/またはサイズおよび/またはその組み合わせによって規定される。セグメント14は、ダイヤモンド、立方晶窒化ホウ素および炭化ホウ素等の超研磨材、亜酸化ホウ素および/または結合材料のマトリックスに浮遊する炭化ケイ素を含むがこれらに限定されない研磨または硬質材料の粒子を含む。セグメント14は、このような硬質粒子を実質的に均質の密度で含むことができるか、または、変動する密度の硬質粒子を含むことができる。セグメント14が異なる型の硬質粒子を含んでもよいことも企図される。セグメント14の特性およびこれを形成するのに好適な材料は下記に記載される。
【0020】
セグメント14の、したがって各研削表面19で、超研磨材粒子の密度は、比較的高い。セグメント14の硬質粒子の密度は、4つの量に関して検討されることができる。すなわち、直線粒子密度、セグメント14の露出表面における粒子密度、セグメント14の全体にわたる粒子密度、および、作業領域12全体に比較したセグメント14の露出表面における粒子密度である。一般に、セグメント14の直線粒子密度は、各層の1線センチメートルにつき20〜1,000硬質粒子であり、作業表面19は、1平方センチメートルにつき40〜1,000,000硬質粒子を有することができる。そのようであるため、研削表面19から作られる必要があるのは、作業領域12の比較的小さな部分、たとえば、0.1%〜60%、好ましくは5%〜50%のみである。
【0021】
したがって、図1、2、3に示されるように、高効率の研削表面を形成するために、比較的狭いおよび/または短いセグメント14のみがディスク20に装着される必要があるだけである。これによって、作業領域12を形成するのに使用されるセグメント14の幅広い構成が可能である。さらに、上記のように、ツール10が回転するときに工作物が接触するようになる全研磨領域が、研削速度と摩耗速度との両方に影響を与えることができる。さらに、セグメント14は比較的狭いため、本発明の研削ホイールのこれらの研削特性は、工作物の研削経路にあるであろうセグメントを単に加えるか引くかによって簡単に、比較的高い正確度で変えることができる。
【0022】
また、セグメント14は比較的狭く、ツール10は限られた数のセグメントを具備するため、ツール10を通って工作物に対して加えられる力は、工作物および研削表面19に対する大きな圧力に変形する。これによって、結果として高率のストック除去が得られる。さらに、作業領域12の表面の比較的小さな部分のみが研磨セグメントまたは超研磨セグメントから作られるため、ツール10の製作は、より大きな研磨表面積または超研磨表面積を有するツールよりも安価でありうる。
【0023】
さらに、セグメント14には硬質粒子が比較的高密度であるため、硬質粒子が保持される結合材料の密度は比較的低い。これには多くの利点がある。第1に、ツール10を整えるのに使用することができる材料の範囲が広くなる。これは、セグメント14の硬質粒子が高密度であるため、その中で必要とされる結合材料の量を減少するからである。結合材料の量が少ないため、ツール10を整えるために、結合材料の量が多い場合に必要であろうよりも柔らかい作業先端を有する整えるツールを使用することができる。たとえば、結合材料の量が多い場合は、ツール10を効果的に整えるために、カーバイドまたはダイヤモンドの先端ツールを必要とするであろう。第2に、結合材料が少なければ、工作物と研削ツールとの間の摩擦が減少する。そのようであるため、研削機械のモータにかかる負荷は少ない。第3に、使用する結合材料が比較的少ないため、たとえばコバルト等の高価な結合材料を使用する場合に費用効果がより高くなりうる。
【0024】
セグメント14を囲繞する充填材16は、硬質粒子または研磨粒子を含まないことが好ましく、または、その代わりに、セグメント14よりもかなり密度の低いそのような粒子を具備してもよい。したがって、回転するツール10に対して保持されるときに工作物を研磨するように作用するのは、主にセグメント14の研削表面19である。上記のように、充填材16は、軸方向の厚さがセグメント14と実質的に同じであることが好ましく、一緒に作業領域12の頂面9を規定する。このようにして、工作物は、ツール10の回転の間に、充填材16とセグメント14との両方によって少なくとも部分的に支持されなければならない。したがって、ツール10に充填材16が含まれることによって、より静かなより滑らかな研削操作を提供する。しかし、下記に記載するように、研磨セグメントまたは超研磨セグメントを有し充填材のない研削ツールも本発明の範囲内である。
【0025】
ツール10を使用して工作物が研削されるときに作業表面への潤滑剤または冷却剤の流れを向上し任意に研削くずの除去を容易にするために、領域12の中央部分からその周縁まで延在するチャネル18が充填材16に形成されることが好ましい。チャネル18は、図1、2に示されるように、弓形であってもよい。各チャネル18は、領域12の中央にもっとも近いチャネル18の端で開口部24を含むことができる。各開口部24は、チャネル18からディスク20の反対側へ延在し、水等の潤滑剤または冷却剤がディスク20を通って各チャネル18に供給され、研削くずを除去し、且つ/または、研削中の工作物の温度を下げるのを助けることができる。図1、2、3に示されるように、チャネル18はトラフを形成する開口表面を有することが好ましい。また、開口部24はシリンダ30内で開口することができ、そのため、ツール10は、中央水供給グラインダーとともに使用することができる。チャネルまたはトラフ18は、潤滑剤がそこを通って供給されないときでさえ、研削の間に研削くずを除去するための経路も提供する。あるいは、チャネル18は、頂面9または面17の下に隠れてもよい。チャネルまたはトラフ18は、上部から見たときに、半径方向構成に設けられることが好ましい。図1、2、3に示される実施態様において、らせんの凹側が、矢印11によって示されるツール10の回転方向を向く。チャネルまたはトラフ18は、いずれの形状であってもよく、たとえば、円錐形、凹状または凸状である。チャネルまたはトラフ18にはいずれの断面または深さを使用することができる。単一のツールが異なる形状のチャネルの組み合わせを有してもよく、または、セグメント14の間にまたはそのまわりに分岐したチャネルを有してもよい。いずれの数のチャネルを使用してもよく、一般に1〜15であり、好ましくは3〜6である。1つの実施態様において、チャネルはセグメント14で終わってもよく、または最近接して通ってもよく、そのため、チャネルを流れるいずれの潤滑剤または冷却剤がセグメント14を冷却してもよい。
【0026】
充填材16は、潤滑添加剤を含んでもよい。特定の潤滑剤の例として、グラファイトおよび硫酸モリブデンが挙げられる。あるいは、公知の液体潤滑剤を中に有するキャビティまたはカプセルが充填材16内に混合されることが可能である。これらは、ツールの使用中にこわれる。
【0027】
セグメント14等の研磨セグメントを製作する1つの方法は、結合材料または充填材の層と硬質粒子の層とを互い違いにして、その層を一緒に焼結することである。材料を焼結して研磨品目を形成する方法は、業界では公知であり、1997年4月15日に発行されたTselesinの米国特許第5,620,489号、発明の名称「粉末予備成型物を製造する方法およびこれから作られる研磨物品(Method for Making Powder Preform and Abrasive Articles Made Therefrom)」、1993年4月20日に発行されたTselesinの米国特許第5,203,880号、発明の名称「研磨ツールを製造するための方法および装置」且つ1995年10月17日にこれに発行された再審査証明書B1−5,203,880号、1992年3月3日に発行されたdeKok et al.の米国特許第5,092,910号、発明の名称「研磨ツール(Abrasive Tool)」且つ1995年9月26日にこれに発行された再審査証明書B1−5,092,910号、1991年9月17日に発行されたTselesinの米国特許第5,049,165号、発明の名称「複合材料(Composite Material)」且つ1995年9月26日にこれに発行された再審査証明書B1−5,049,165号、1990年5月15日に発行されたdeKok et al.の米国特許第4,925,457号、発明の名称「研磨ツールおよび製造方法(Abrasive Tool and Method for Making)」且つ1995年9月26日にこれに発行された再審査証明書B1−4,925,457号、1993年3月2日に発行されたTselesinの米国特許第5,190,568号、発明の名称「輪郭づけられた表面を備えた研磨ツール」且つ1996年3月12日にこれに発行された再審査証明書B1−5,190,568号、および、1998年8月11日に発行されたTselesinの米国特許第5,791,330号、発明の名称「研磨切削ツール(Abrasive Cutting Tool)」に開示されている。焼結された混合物、圧粉体、および他のいずれの組成物を含むがこれらに限定されない硬質粒子を具備する従来の材料、および、焼結可能な材料(金属およびセラミック粉末および粉末テープ等)のいずれの他の組成物および形態を使用して、セグメント14を形成することができることを理解しなければならない。
【0028】
所定の方法にしたがってセグメント14を形成するために、図4に上面図で示されるように、ラミネートシート36が形成される。図4の実施態様において、ラミネートシート36は、前縁37と即縁38とを備えた矩形である。しかし、ラミネートシート36の他の形状も本発明の範囲内である。シート36は複数の厚みのある層から作られる。各厚みのある層は、結合材料の層と硬質粒子の層とを含むことが好ましい。シート36の各厚みのある層は、多孔性材料および/または接着剤支持体を含むこともできる。従来の材料を使用してそれ自体によってプレート36を生成するかまたはラミネートされた層を組み合わせてもよい。
【0029】
図5は、シート36の前縁37の分解正面図であり、セグメント14の製作に使用することができる厚みのある層の積み重ねを示す。シート36は、3つの厚みのある層40、42、44から作られることが好ましい。各厚みのある層40、42、44は、それぞれ、結合材料層50、52、54と、それぞれ、多孔性材料層60、62、64と、それぞれ、硬質粒子90の硬質粒子層70、72、74とを含む。各厚みのある層40、42、44は、それぞれ、多孔性材料層60、62、64の一方の面上に置かれた接着剤層80、82、84をそれぞれ含んでもよく、各々は、感圧接着剤を含む少なくとも1つの面を有する。接着剤層80、82、84の接着面は、それぞれ、多孔性材料層60、62、64に対して位置決めされる。このようにして、硬質粒子層70、72、74の硬質粒子90が、それぞれ、多孔性材料層60、62、64の開口に置かれると、硬質粒子90が多孔性材料層60、62、64の開口に保持されるように、硬質粒子90は接着剤層80、82、84に接着する。上述の多孔性材料層は、たとえば、メッシュ型材料(たとえば、織られたおよび不織のメッシュ材料、金属および非金属のメッシュ材料)、蒸着材料、粉末または粉末繊維材料、および圧粉体から選択されてもよく、これらすべては、材料中に分布された孔または開口を含むことを理解しなければならない。
【0030】
多孔性層は、硬質粒子が接着剤層に受け取られた後に接着剤層から分離されるかまたは除去されてもよい。焼結プロセスに使用される硬質粒子を保持するために接着剤支持体を使用することは、Tselesinの米国特許第5,380,390号およびTselesinの米国特許第5,620,489号に開示されている。
【0031】
厚みのある層40、42、44は、頂部パンチ81および底部パンチ85によって一緒に圧縮され、焼結されたラミネートシート36を形成する。上記のように、本発明に適切な焼結プロセスは、業界では公知であり、Tselesinの米国特許第5,620,480号に記載されている。さらに、シート36を製作するのに使用することができる焼結プロセスは、下記の実施例に与えられている。図5は、各厚みのある層40、42、44用の単一の結合材料層を示すが、各厚みのある層40、42、44用に2つまたはそれ以上の結合層を含むことも企図される。さらに、3つよりも少ないかまたは多いかの厚みのある層を有することも本発明の範囲内である。
【0032】
また、硬質粒子層70、72、74の硬質粒子90は、いずれの多孔性材料層または接着剤支持体層なしで、それぞれ、結合材料層50、52、54に隣接して配置されることもできる。多孔性材料層60、62、64が使用される場合、硬質粒子90が配置された後且つ焼結の前に取り外すことができるが、必須ではない。硬質粒子を有さない1つまたはそれ以上の厚みのある層を形成することも企図される。これらの厚みのある層は、硬質粒子を有する厚みのある層の間で交互になる補強層として作用することができる。そのような補強層は、結合材料層と同一または異なるセグメントを含むことができ、銅、すず、亜鉛、ニッケル、コバルト、鋼、クロム、タングステン、炭化タングステンおよびモリブデンを含むがこれらの限定されない。焼結プロセスの間に、硬質粒子層に隣接する平面の一部が、図6に示されるように互いに接触するようにか、または、図7に示されるように、単一の層の粒子の間の間隙点で互いに重なり合うように、硬質粒子層が一緒に押圧されることが可能である。焼結前に硬質粒子層72、74であった平面は、図6および7の両方において、仮想的に示される。
【0033】
結合材料層の複数の型は、厚みのある層の間で交互になることもでき、硬質粒子の複数の型、密度および/またはサイズは、厚みのある層の間で交互になることができる。このようにして、セグメント14の研磨特性、摩耗特性および強度特性は、変動することが可能である。図12、13は、セグメント14の代替実施態様の斜視図であり、その中にある硬質粒子の変動する密度または型を示す。網かけ領域は硬質粒子の比較的高い密度を示し、網かけのない領域は硬質粒子の比較的低い密度区域かまたは硬質粒子がまったくない区域かまたは網かけ領域とは異なる型の硬質粒子の区域を示す。たとえば、図12は、硬質粒子の高密度の領域が、厚みのある層40、42、44の間で交互になるセグメント14の実施態様を示す。図13は、硬質粒子の高密度の領域が、各厚みのある層40、42、44で交互になり、高密度の領域の厚みのある層と低密度の領域の厚みのある層との間に整列配置があるセグメント14の実施態様を示す。
【0034】
図12に示されるように、硬質粒子の密度が変動するセグメント14を形成するために、ラミネートシート36の厚みのある層の積み重ねが、図14のように示される。硬質粒子70、72、74の各層は、4つの空の列の間に縁38に平行に走る硬質粒子90の2つの列を有する。粒子の列は、隣接する硬質粒子層70、72、74の間でずれる。シート36は、次いで、上述のように切断され、セグメント14を形成する。硬質粒子のより高い密度およびより低い密度を有する領域の他の構成、および/または、硬質粒子の異なる型を含むセグメントも本発明の範囲内である。
【0035】
厚みのある層40、42、44が一緒に焼結されてラミネートシート36を形成した後に、セグメントは、レーザ、ウォータージェット、EDM(放電機構)、プラズマ電子ビーム、鋏、刃、ダイ、または他の公知の方法を使用して、図4に仮想的に示されるように、シート36から切断することができる。硬質粒子の交互の密度と結合剤材料とを有するセグメント14は、均一であるが異なる密度の粒子を有する焼結された片の組み合わせと結合によって製造することができる。これらの片は、上述の方法によってラミネートシート36から切断されることができ、次いで、ろう付け、溶接または他の公知の方法によって所望の順に一緒に組み立てられる。
【0036】
個別のセグメント14の斜視図である図8に示されるように、各セグメント14は足13を含み、足13を収容するサイズである支持体ディスク20の開口部内に置かれることが好ましい。このようにして、足13を使用して、セグメント14を支持体ディスク20に対して間隔をおいて整列配置して装着する。セグメント14は間隔をおいて置かれ、ろう付け、溶接、接着剤、ゴムまたは他の公知の方法によって、支持体ディスク20に装着されることができる。足13は本発明の1つの実施態様のみを表し、セグメント14は足13なしでも作れることができることに注意しなければならない。足が存在しない場合には、足が使用される場合と同様に、セグメント14は、セグメント14の全体的形状に対応するディスク20の表面にあるスロット内に挿入されることが可能である。足13は狭いネックを経由してセグメント14の残余に取り付けられることも企図される。これによって、足13はディスク20のリップ付スロット内に取り外し可能に「係止」される。
【0037】
硬質粒子は足13を含むセグメント14中に位置してもよく、または、足13に位置する硬質粒子がないようにセグメント14が調製されてもよい。これは、研磨粒子のない縁37に平行なシート36にストリップを形成することによって行うことができる。次いで、足13は硬質粒子のないストリップの部分によって形成されるように、セグメント14がシート36から切断されることができる。
【0038】
図1の実施態様において、セグメント14を形成するようにシート36から切断されたセグメント14の縁が作業領域12で露出して研削表面19を形成するように、セグメント14はディスク20からほぼ垂直に延在する。このようにして、ラミネートされた厚みのある層40、42、44は、実質的に90度の角度でディスク20に装着される。しかし、下記にさらに詳述されるように、エレメント44の面63がラミネートされた厚みのある層40、42、44に実質的に平行であり、ディスク20の表面に対して、0度〜180度の間(0度および180度を除く)のいずれかで角度を形成するように、セグメント14をディスク20に装着することは、本発明の範囲内である。すなわち、角度は0度よりも大きい。研削表面19は、支持体ディスク20に略平行であり、主に工作物を研磨するように作用する。このようにして、且つ、図8に仮想的に示されるように、各研削表面19は、各セグメント14を作る厚みのある層40、42、44の平面に対して、実質的に垂直であり、すなわち、実質的に90度の角度である。すなわち、各研削表面19は、厚みのある層40、42、44にわたって切断する。しかし、セグメント14の各研削表面19に対して、0度〜180度の間(0度および180度を除く)のいずれかの角度で、厚みのある層40、42、44の平面を形成することも企図される。このように、セグメント14を形成することは、各研削表面19から硬質粒子の層全体が摩滅して、そのため、硬質粒子の次の層に到達する前に結合材料の層のみが露出するという状況を避ける。いくつかのセグメント14はディスク20に装着されることができ、そのため、厚みのある層40、42、44および面63はディスク20に対して交互になる層を形成することを理解しなければならない。
【0039】
セグメント14の硬質粒子層70、72、74の配向を示す図11Aに仮想的に示されるように、ツール10の移動方向11は、セグメント14の硬質粒子層70、72、74が、0度または180度以外の角度33で工作物に当たるようにされる。すなわち、角度33は、0度〜180度の間であり0度および180度を除く。さらに、上述のように、厚みのある層40、42、44からシート36とセグメント14とを形成することは、結果として、非等方性であるセグメント14に硬質粒子の分布を得ることができる。すなわち、厚みのある層40、42、44に平行な方向における硬質粒子の直線密度が、厚みのある層40、42、44に垂直な方向における硬質粒子の直線密度よりも高くなることができる。これは、焼結前には図11Aに仮想的に示される硬質粒子層70、72、74であったものの間に介在する結合および多孔性材料の平坦な領域のため、そうである。
【0040】
硬質粒子層70、72、74の間に形成されることが可能である結合および多孔性材料の層状領域は、硬質粒子を有するセグメント14の領域よりもより速く摩耗する。そのようであるため、厚みのある層が、ツールの移動方向に実質的に平行に整列配置されるならば、厚みのある層がそのように整列配置されるセグメント14’を有するツール10’を例示する図11Bに示されているが、図11Bに仮想的に示される直線溝39が、硬質粒子の平坦な層の間に介在する結合および多孔性材料の領域で摩耗されがちである。溝39は、セグメント14’の側方向サポートなしで硬質粒子を残す。側方向サポートがないため、硬質粒子は、セグメント14’から永久的に取り除かれ、セグメント14’を比較的速く摩耗させ、ツール10’の有効寿命を減じる。厚みのある層40、42、44がツール10の移動方向に対して垂直になるように、あるいは、そうでなければ、0度または180度以外の角度であるように、セグメント14をディスク20に装着することによって、溝39等の直線溝が、硬質粒子を含まないセグメント14の領域に形成する可能性は少ない。そのようであるため、ツール10が使用されるときには硬質粒子はより側方向サポートを保持し、セグメント14から永久的に取り除かれる可能性は少ない。これによって、ツール10の摩耗速度を減少し、有効寿命を延ばすことができる。
【0041】
支持体ディスク20およびねじこみ式シリンダ30は鋼から形成され、単一の鋼ブランクから機械加工されることができる。ねじこみ式シリンダ30は、たとえば、磁気カップリングまたは機械的「スネール」カップリングのいずれの取付システムに取って替わられてもよい。しかし、ディスク20は鋼ブランクから機械加工されることが好ましく、鋼または他のいずれの剛性材料から選択的に形成されることが可能であるねじこみ式シリンダ30は、接着剤、溶接、ろう付けまたは他のいずれの業界で公知の方法によって、ディスク20の面17’に装着されるかまたは他の方法で一体化される。ドリル、レーザ切断または他の公知の方法でディスク20の平坦な面17に開口部が形成されて、セグメント14の足13を収容する。
【0042】
セグメント14の研削表面19が露出されたままであるように、充填材16は、セグメント14のまわりに且つディスク20上に流し込まれる。金型が充填材16で予め充填され、装着されたセグメント14を備えたディスク20が金型に置かれる。充填材16は、次いで、硬化することができ、ツール10が金型から取り外される。充填材は、エポキシ樹脂であることが好ましい。充填材として使用することができるエポキシ樹脂の特定の組成は、下記の実施例に含まれる。代替の好適な充填材は、フェノール樹脂およびウレタン樹脂である。いずれのゴム材料も充填材として有用である。チャネル18は、彫刻されるか、エンボスされるか、成形されるか、または他の方法で、充填材16に形成されることができる。
【0043】
上記の製作プロセスを実行する際に、結合材料層50、52、54を作る結合材料は、硬質粒子層70、72、74とともに焼結可能ないずれの材料であってもよく、柔らかく容易に変形可能な可撓性のある材料(SEDF)が好ましく、その製作は業界では公知であり、Tselesinの米国特許第5,620,489号に開示されている。そのようなSEDFは、結合材料のペーストまたはスラリー、または、炭化タングステン粒子またはコバルト粒子等の粉末、および、ラバーセメント等のセメントおよびラバーセメントシンナー等のシンナーを含むバインダー組成物を形成することによって形成されることができる。硬質粒子もペーストまたはスラリーに含まれることができるが、必須ではない。支持体は、ペーストまたはスラリーから形成され、室温でまたは加熱して、固化され硬化され、バインダー相の揮発性構成要素を蒸発させる。図5に示される実施態様に使用され結合材料層50、52、54を形成するSEDFは、バインダーとして、メチルエチルケトン:トルエン、ポリビニルブチラール、ポリエチレングリコール、およびジオクチルフタレート、および、結合マトリックス材料として、銅、鉄ニッケル、すず、クロム、ホウ素、ケイ素、炭化タングステン、コバルトおよびリンの混合物を含むことができる。一定の溶剤が添加後に乾燥し、残余の有機物は焼結中に焼ける。本発明で使用されてもよいSEDFの正確な組成の例が下記の実施例に述べられる。そのようなSEDFの組成物の構成要素は、下記の多くの供給業者から販売されている。すなわち、ミシガン州トロイのサルザーメトコ社(Sulzer Metco, Inc.)、サウスカロライナ州マウントプレザンのオールケミー社(All−Chemie, Ltd.)、オハイオ州コロンバスのトランスメット社(Transmet Corp.)、カリフォルニア州ストックトンのバリメット社(Valimet, Inc.)、オハイオ州クリーブランドのCSMインダストリーズ(CSM Industrie)、サウスカロライナ州セネカのエンジェルハード社(Engelhard Corp.)、ニュージャージー州イーストラザフォードのクライトタングステン社(Kulite Tungsten Corp.)、オハイオ州セロンミルズのシンターロイ社(Sinterloy, Inc.)、ニュージャージー州クリフトンのサイエンティフィックアロイズ社(Scientific Alloys Corp.)、ペンシルバニア州ブリンモール(Bryn Mawr)のケムアロイ社(Chemalloy Company)、ノースカロライナ州リサーチトライアングルパークのSCMメタルプロダクツ社(SCM Metal Products)、ニュージャージー州カムデンのF.W.ウィンター&コー社(F.W. Winter & Co. Inc.)、オハイオ州パウエルのGFSケミカル社(GFS Chemicals Inc.)、ニューヨーク州オシニングのアレムコプロダクツ(Aremco Products)、フロリダ州ケープコーラルのイーグルアロイズ社(Eagle Alloys Corp.)、オハイオ州クリーブランドのフュージョン社(Fusion, Inc.)、ペンシルバニア州ベリン(Berwyn)のグッドフェロー社(Goodfellow, Corp.)、ミシガン州マジソンハイツのウォールコルモノイ(Wall Colmonoy)、ミシガン州トロイのアロイメタル社(Alloy Metals, Inc.)である。シート36を形成するすべての結合層が同一の組成物である必要はないことにも注意すべきである。1つまたはそれ以上の結合層が異なる組成物を有してもよいことが企図される。
【0044】
多孔性材料は、実質的に多孔性である限り(約30%〜99.5%の多孔度)、実際にいずれの材料であってもよく、複数の無作為ではなく間隔をおいた開口を具備することが好ましい。適切な材料は、銅、青銅、鋼またはニッケルのワイヤメッシュ等の有機または金属製の織られたまたは不織のメッシュ材料、または、繊維メッシュ(たとえば、炭素またはグラファイト)である。本発明に使用するのに特に適切なのは、ステンレス鋼のワイヤメッシュである。図5に示される実施態様において、メッシュは、第1のセットの平行なワイヤが第2のセットの平行なワイヤに垂直に交差することから形成されて、多孔性層60、62、64を形成する。本発明に使用することができるステンレス鋼のワイヤメッシュの正確な寸法は、下記の実施例に開示される。
【0045】
中に置かれた硬質粒子90を有するシート36の単一の多孔性層60の上面図である図5Aに示されるように、第1のセットの平行なワイヤ61はシート36の前縁37に平行に置かれることができ、第2のセットの平行なワイヤ69はシート36の側縁37に平行に置かれることができる。しかし、図5Bに示されるように、平行なワイヤのセット61、69が前縁37および側縁38に対しておよそ45度の角度であるように、多孔性層を傾斜することも可能である。後者の配置は、セグメント14がシート36から切断されるときに、作業表面の切削縁でより多くの硬質粒子90を露出するという利点を有する。図5Bの構成を使用するいくつかの層と図5Aの構成を使用するいくつかの層とを有するシート36を形成することも企図される。
【0046】
硬質粒子90は、ダイヤモンド、立方晶窒化ホウ素、亜酸化ホウ素、炭化ホウ素等および/または炭化ケイ素の超研磨粒子を含むいずれの比較的硬い物質から形成されてもよい。多孔性材料の穴に嵌まるような直径および形状のダイヤモンドは、硬質粒子90として使用される。多孔性材料の穴よりもわずかの大きい硬質粒子、および/または、複数の粒子が多孔性材料の穴に嵌まるように十分に小さい粒子を使用することも企図される。
【0047】
接着剤層80、82、84は、感圧接着剤を上に有する可撓性のある支持体のように、少なくとも一時的に硬質粒子を保持するのに十分に粘性性質を有する材料から形成されることができる。接着剤を有するそのような支持体は、業界では公知である。接着剤は、調製の間中、硬質粒子を保持することができなければならず、焼結ステップの間に灰なしで焼けることが好ましい。使用可能な接着剤の例は、ミネソタマイニングアンドマニュファクチャリング社(ミネソタ州セントポール)が販売のブックテープ#895(Book Tape #895)として一般に参照される感圧接着剤である。
【0048】
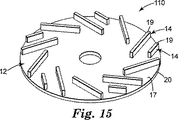
上記のように、充填材16なしでツール10を形成することも本発明の範囲内である。図15に示されるように、セグメント14は、図1、2、3関連して上記に説明されたように、ディスク20に装着されることができ、ツール10は充填材16なしで使用されることができる。例示のように、セグメント14は、図1に類似して配列され、類似の研磨パターンを呈するが、充填材16はセグメント14のまわりを流し込まれていない。これによって、ツール10を製作する費用を削減することができる。
【0049】
図16は、本発明の別の実施態様を示し、その中で研磨セグメントは弓形セクションに形成され、充填材はない。図1、2の特徴に機能的に類似した図16の特徴は、100を加えた類似の番号で示される。セグメント114は、図1、2のセグメント14と実質的に同一の方法で形成される。セグメント114は、図4に仮想的に示されるように、シート36から切断されることができる。セグメント114は、次いで、各弓形セグメント114の研削表面119が、すなわち、シート36の厚みのある層40、42、44を横切って切断することによって形成される各弓形セグメント114の面が、ディスク120の第1の平坦な面117に対して垂直になるように、支持体ディスク120の形態の装着プレートに装着される。研削表面119は、作業領域112の一部を形成する。工作物を研削するために、ツール110は一般に、セグメント114の凸面にあり平坦な面117に対して垂直であるセグメント114の研削表面119が工作物に接触するように、矢印111の方向に回転される。他の弓形形状を有するセグメント114を形成することも企図される。図1、2、3のツール10と同様に、セグメント114の研削表面119で硬質粒子の濃度は比較的高いため、作業領域112の比較的小さい部分、一般に約0.1〜約60%、好ましくは約5%〜50%が、研削表面119から作られる。
【0050】
本発明の別の実施態様が図34に示される。図1、2のエレメントに機能的に類似した図34のエレメントは、400を加えた類似の番号で示される。ツール410は、装着プレート420と、研磨エレメントまたは超研磨エレメント414を支持する突起物483とを含む。各突起物483の頂面は、エレメント414の研削表面419と実質的に同一のレベルへ装着プレート420の頂面より上へ隆起する。装着プレート420と突起物483とは、充填材416からすべて一体的に形成される。あるいは、突起物は、摩耗したときに取り替えることができる取り外し可能なプラグであってもよい。ツール410は、エレメント414を金型内に置き、エレメント414のまわりに充填材416を充填することによって、形成されることができる。充填材416の組成は、充填材16の組成と同一であってもよい。また、エレメント414を形成する厚みのある層40、42、44に実質的に平行な各エレメント414の面463が、装着面420に対して0度〜180度の間(0度および180度を除く)の角度であるように、エレメント414はツール410に装着される。厚みのある層40、42、44に実質的に平行な各エレメントの面463は、装着面420に対して実質的に垂直であることが好ましい。
【0051】
本発明のさらなる実施態様が図17〜25に示される。各場合に、研磨セグメントは、支持体ディスクの表面に対して90度以外の角度で研削表面を有して、設けられる。図1、2、3の特徴に構造的に類似した図17〜25の特徴は、200を加えた類似の番号で示される。
【0052】
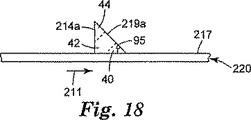
ループ210は、図17に示されるように、支持体ディスク220の形態である装着プレートの1つの面に装着されるセグメント214を含む。ツール210は、ディスク220の中心を中心にして回転するように設計される。ツール210は、ツール210が単一の回転によって動くときに、研磨セグメント214の各研削表面219の経路によって一掃される領域によって規定される作業領域212を有する。ツール210の側面図である図18に示されるように、各セグメント214aの研削表面219aが、ディスク220の第1の実質的に平坦な面217に対して、0度〜90度の間(0度および90度を除く)である角度95であるように、セグメント214aがディスク220に装着される。すなわち、エレメント214を作るラミネートされた厚みのある層40、42、44が、ディスク220の平坦な面217に対して、0度〜180度の間(0度および180度を除く)の角度であるように、セグメント214aはディスク220に装着される。工作物を研削するために、各表面219aが工作物に接触するように、ツール210は矢印211の方向に回転する。図18に示されるように、セグメント214aは、ディスク220に隣接して直角である略直角三角形の断面を有することができる。さらに、研磨セグメントの断面の直角三角形が、図19に示されるセグメント214bのように、ディスク220から離れて位置することも企図される。セグメント214bの各研削表面219bは、ディスク220の面217に対して、0度〜90度の間(0度および90度を除く)である角度96である。研磨セグメントは、図20に示されるセグメント214cの四辺形くさび状形状等の異なる断面を有することができ、平坦な面217に対して垂直である1つの表面と、平坦な面217に対して角度97で研削表面219cとを有する。角度97は、0度〜90度であり、0度および90度を除く。研磨セグメントの他の形状も企図される。
【0053】
充填材を含まないツール210の面217に対して研削表面219a、219b、219cを傾斜することは、より滑らかでより静かな研削を提供するという利点を有する。
【0054】
ツール210は、ツール10と実質的に同一の方法で製作されることができる。シート36の側面図である図21に仮想的に示されるように、研削表面219a、219bが、それぞれ、厚みのある層40、42、44に対して垂直であるかまたは実質的に90度の角度であるように、セグメント214a、214bはシート36から切断することができる。研削表面219a、219bが厚みのある層40、42、44の平面に対して、0度〜180度の間(0度および180度を除く)の角度であるように、セグメント214a、214bを切断することも企図される。厚みのある層40、42、44がディスク220の平坦な面217に対して平行であり、且つ、各研削表面219cが厚みのある層40、42、44に対して0度〜90度の間(0度および90度を除く)である角度97であるように、セグメント214cはシート36から切断することができる。セグメント214a、214b、214cをこのように形成し装着することによって、それぞれ、研削表面219a、219b、219cを実質的に支持しながら、研削表面219a、219b、219c上に硬質粒子の比較的高い密度を保持する。そのようであるため、研削表面219a、219b、219cは、ツール210の作業領域212の比較的小さな部分しか作る必要はなく、一般に、作業領域212の約0.1〜約60%、好ましくは作業領域212の約5%〜50%である。さらに、セグメント214のこの構成は、各表面219が摩耗するときに、摩耗した表面を取り替えるために多くの量のセグメント214があるため、比較的長いホイール寿命を提供する。セグメント214a、214bまたは214cをシート36から切断した後に、接着剤、溶接、ろう付けまたは他の公知の方法によって、支持体ディスク220の平坦な面217に装着されることができる。
【0055】
さらに、図17、18、19に示されるように、ディスク220の運動の方向211が厚みのある層40、42、44に対して0度および180度以外の角度であるように、セグメント214a、214bはディスク220に装着される。上述のように、セグメント214a、214bがディスク20に対してこのように装着されると、研磨粒子の低密度領域または研磨粒子がまったくない領域にセグメント214a、214bに溝が形成されるのを避けるのを助ける。そのようであるため、摩耗速度を減じ、有効ツール寿命を延ばすことができる。さらに、図20に示されるように、セグメント214cの厚みのある層40、42、44は、ディスク220の表面217に対して平行に装着される。したがって、硬質粒子のない領域かまたは低密度の領域における溝形成は、厚みのある層40、42、44がディスク220の運動の方向に対して平行であり表面217に対して垂直である構成に対してよりも、減少する。また、減少した溝形成は、摩耗速度を減じ、有効ツール寿命を延ばすことができる。
【0056】
図22に示されるように、ディスク220およびセグメント214dに隣接して置かれるサポート215aによって支持される研削表面219dを備えたセグメント214dを有するツール210を形成することも企図される。研削表面219dは、ディスク220の平坦な面217に対して、0度〜90度の間(0度および90度を除く)である角度98である。サポート215aは、鋼、プラスチックまたは他の剛性材料から形成されることができる。図22に示されるサポート215a等の三角形の断面、または、図23に示されるサポート215b等のくさび形状の断面を有するサポートを形成することも企図される。サポートの他の形状も企図される。サポート215aおよび215b等のサポートを使用することによって、ツール210を製作するのに使用される超研磨材料の量を削減することができ、それによって、ツール210の製作コストを削減する。
【0057】
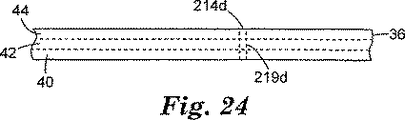
サポート215aおよび215b等の剛性サポートを形成する方法は、業界では公知である。図24に仮想的に示されるように、支持体ディスク220の表面に対して傾斜した研削表面219dが厚みのある層40、42、44に対して垂直であるように、図22、23に示されたセグメント214dはシート36から切断することができる。セグメント214dは、図8に示されたセグメント14の足13に類似した足を備えるかまたは備えないかのいずれかで切断されることができる。セグメント214は、セグメント219dがディスク220に装着される前かまたは後かのいずれかに、接着剤、ろう付け、溶接または他の公知の方法によって、サポート215aまたは215bに装着されることができる。
【0058】
エレメント214a、214b、214dを形成するラミネートされた厚みのある層40、42、44が、すべて、表面217に対して、0度〜180度の間(0度および180度を除く)の角度を形成するように、エレメント214a、214b、214dはすべてディスク220に装着される。すなわち、エレメント214a、214b、214dの厚みのある層40、42、44は、表面217に対して平行ではない。
【0059】
研削表面219がそれぞれ、厚みのある層40、42、44に対して垂直であるように、セグメント214a、214b、214dが、それぞれ、図21または24に示されるように切断されるのであれば、セグメント214a、214b、214dがディスク22の表面を越えて延在する距離は、比較的短い。この距離は、セグメント214a、214b、214dが切断されるラミネートシートを作る厚みのある層の数を増やすことによって、増やすことができる。図25に示されるように、この距離は、研磨セグメント214をシート36から切断して、研削表面219dが厚みのある層40、42、44に対して平行であるように、セグメントをサポート215dに装着することによっても、増やすことができる。すなわち、当初は、研削によって摩耗される前に、研削表面219dの露出された部分が、シート36等のラミネートシートの厚みのある層44等の外側の厚みのある層から全体的に作られる。
【0060】
シート36は、外側の硬質粒子層(層70または層74)の硬質粒子がシート36の表面からわずかに突出するように、形成されることが可能である。硬質粒子がシートの表面の上に突出するシート36に類似したシートを形成する方法は、1991年9月17日に発行されたTselesinの米国特許第5,049,165号、発明の名称「複合材料」且つ1995年9月26日にこれに発行された再審査証明書B1−5,049,165号に開示されている。硬質粒子が突出するように研削表面219dを形成することによって、研削速度を上げることができる。
【0061】
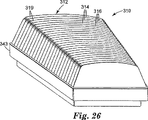
本発明の別の実施態様が図26、27、28に示される。図1、2のエレメントに類似した図26、27、28のエレメントは、300を加えた類似の番号をつけられる。図26は、複数の研磨または超研磨セグメント314を含む研磨れんが310の形態の研磨ツールの斜視図であり、装着プレート343にセグメント314を保持する充填材316によってセグメント314は囲繞される。いずれの数の研磨セグメント314が、本発明に使用されるように企図され、7〜40セグメント314が使用されることが好ましい。図26、27に示されるように、れんが310は、実質的に台形の断面を有するように例示されるが、用途により他の形状も企図される。セグメント314は、れんが310の作業領域312の一部を形成する研削表面319を有する。れんが310の作業領域の面積は、研削中に工作物に接触するれんが310の頂部湾曲面の面積によって規定される。図26、27に示される実施態様において、作業領域312は、その間に含まれる研削表面319と充填材316とによって形成される。作業領域312の約5%〜約95%、好ましくは約30%〜約80%が、研削表面319によって形成されることができる。
【0062】
上記のように、れんが310は、セグメント314の間に流し込まれる充填材316を含む。図26、27に示される実施態様において、研削表面319は、充填材316の最上面に実質的に整列配置される。しかし、研削表面319が充填材316の最上面より上に突出するように、または、充填材316がまったくないように、れんが310を形成することも企図される。充填材316は、充填材16と同一の材料から作られることもできる。
【0063】
装着アーム312を経由して円形回転ヘッド392へ装着された複数のれんが310の上面図である図27に示されるように、れんが310の作業領域312は実質的に台形である。そのようであるため、セグメント314は、台形の狭い端で比較的狭く、台形の広い端でより広い。れんが310の端面図である図28に示されるように、作業領域312は、および、したがってエレメント314の研削表面319は、湾曲しているかまたは弓形である。さらに、図26、27、28に示される実施態様において、弧の曲率は、台形の作業領域312の狭い端へ向けて累進的に鋭くなる。
【0064】
作業領域312は、このように湾曲または弓形になり、花崗岩等の硬い表面を研削するのを容易にし、れんが310の有効寿命を延ばす。図27、30に示されるように、れんが310は、円形回転ヘッド392に装着されることもできる。振動装着アーム393が旋回式に回転ヘッド392に装着され、れんが310は装着アーム393に連結される。円形回転ヘッド392は円形表面320を有し、その中心点を中心にして回転し、一方、装着アーム393は、れんが310を工作物(図示せず)の表面上に一掃するかまたはこれを前後に揺らす。したがって、作業領域312を工作物に露出するために、作業領域312は上述のように湾曲であるかまたは弓形である。このようにして工作物を研削することは、少なくとも2つの利点を有する。第1に、作業領域312全体を工作物に露出することによって、したがって作業領域全体を使用して工作物を研削することによって、れんが310の有効寿命を延ばすことができる。
【0065】
第2に、花崗岩等の硬い表面を研削するために、研削ツールの作業領域と工作物との間には比較的高い接触圧力が望ましく、研削速度を上げる。さらに、所与のいずれのときに作業領域と工作物との間の接触領域が小さければ小さいほど、所与の接触力用のその間の接触圧力は大きくなる。作業領域を湾曲または弓形にすることによって、いずれの所与の時間で作業領域の比較的狭いストリップしか工作物に接触しない。したがって、接触圧力、およびしたがって研削速度は上昇する。
【0066】
上記のように、セグメント314と作業領域312との曲率は、台形の作業領域312の狭い端に向けてよりきつくなる。これは、装着アーム393の旋回部分393aが、回転ヘッド392の円形表面320に対する垂直な平面に対して傾斜するためである。あるいは、台形の作業領域312の狭い端は、装着アーム393の1振動における作業領域の広い端よりも、工作物上のより短い距離を一掃するかまたは揺れる。したがって、作業領域312の狭い端における曲率は、カバーされるより短い距離を収容するようにより鋭くなければならず、研削表面全体を依然として使用しなければならない。平坦なセグメント314の平面に垂直なれんが310の長さ方向に沿って一定の曲率の作業領域を有するれんが310を形成することも本発明の範囲内であることに注意しなければならない。これは、回転ヘッドの装着表面に垂直な平面で旋回する装着アームを備えた回転ヘッドを有する研削機械を収容する。表面320に垂直な平面に対する装着アーム393の角度以外の角度で旋回する装着アームを有する回転ヘッドを収容する変動曲率を有するれんが310を形成することも企図される。
【0067】
実質的に平坦な、すなわち曲率のないれんが310の作業領域312を形成することも企図される。これは、れんが312が工作物の表面上に一掃されずまたは揺らされない研削機械を収納するために、行われることができる。
【0068】
セグメント14と同様に、セグメント314は、その作業表面319で研削粒子の比較的高い密度を有する。一般に、層の数および粒子サイズにより、1線センチメートルにつき20〜1,000,000粒子であり、好ましくは1線センチメートルにつき400〜1,000である。
【0069】
れんが310の製作方法を図29、31、32を参照して説明することができる。シート36の上面図である図29に示されるように、セグメント314は、レーザ、ウォータージェット、EDM、プラズマ電子ビーム、鋏、刃、ダイ、または他の公知の方法を使用して、シート36から切断される。このようにしてシート36からセグメント314を切断することによって、研削表面319の曲率は正確に制御され、特定のれんが310が最終的に使用される研削機械によって、変動することができる。これによって、れんが310は、異なる研削機械で使用されるように経済的に形成されることができ、そのようであるため、特定の研削機械に装着した後に必要とされるれんが310を整える量を実質的に削減する。
【0070】
セグメント314は、切断された後に、装着プレート343に装着されるときに直立して、そのため、シート36を形成する厚みのある層40、42、44は、研削表面319および作業領域312に対して垂直である。しかし、厚みのある層40、42、44が、作業領域312に対して90度以外の角度を形成することができることも企図される。このようにして、厚みのある層40、42、44の1つの略平面によって規定される各研磨セグメント314の面363は、れんが310が取り付けられるときに回転ヘッド392の円形表面320に対して、0度〜180度の間(0度および180度を除く)の角度を形成する。さらに、れんが310の作業領域312は、面363に対して、すなわち、厚みのある層40、42、44に対して、0度〜180度の間(0度および180度を除く)の角度を形成する。図29に示されるように、れんが310を形成するときにセグメント314を支持するために、セグメント314は、足13に類似したサポート足313を有する。れんが310を製作するコストを削減するために、セグメント314の足313は、硬質粒子を含む必要はない。図29の足313の上の横方向線387は、セグメント314の研削表面319に実質的に平行に引かれ、硬質粒子を有する各セグメント314の領域と有さない領域とを示す。硬質粒子を有する各セグメント314の領域は、研削表面319と線387との間にある。各セグメント314の残余は硬質粒子を有さない。
【0071】
セグメント314は、充填材316を経由して装着プレート343に接続される。セグメント314は、図31、32に示されるように、アセンブリプレート395内で互いに対して平行に置かれる。アセンブリプレート395は、間にセグメント314の足313を支持するためのサポートバー391を含む。セグメント314と装着プレート343とを含むアセンブリプレート395は、次いで、れんが310の形状を有する金型(図示せず)内に入れられる。図33の網かけ領域に示されるように、装着プレート343は平坦なリップ表面343aを含む。セグメント314を形成する厚みのある層40、42、44に平行な平面によって規定されるセグメント314の面が、平坦なリップ表面343aに対して実質的に垂直であるように、アセンブリプレート395、セグメント314および装着プレート343が金型内に置かれることが好ましい。しかし、セグメント314を形成する厚みのある層40、42、44の平面によって規定されるセグメント314の面が、平坦なリップ表面343aに対して0度〜180度の間(0度および180度を除く)のいずれの角度を形成することができることも企図される。充填材316は、次いで、金型内に注入され、硬化することができる。セグメント314を装着プレート343に取り付けるのは充填材316である。硬化後、れんが310は金型から取り除かれる。アセンブリプレート395およびサポートプレート343は、いずれの剛性材料から形成されることもでき、プラスチックから形成されることが好ましい。アセンブリプレート395およびサポートプレート343は、射出成形によってまたは他のいずれの公知の方法によって形成されることができる。
【0072】
上記のように且つ図27、30に示されるように、複数のれんが310が回転ヘッド392に装着されることができ、これが、円形表面320の中心を中心として複数のれんが310の周回運動を生成しながら、各れんが310を揺らす。各れんが310は、装着アーム393のテーパ状スロット394に締まり嵌めする装着プレート343のテーパ状の基部によって、各装着アーム393に取り付けられることができる。れんが310を装着アーム393に取り付ける他の公知の方法も考慮される。回転ヘッド392は、電動式のX−Y移動ガントリ(図示せず)に装着されてもよい。このようにして、れんが310は、同時に回転されて、工作物の平坦な表面に加圧接触してX−Y平面に移動されることができ、工作物は、静止保持されるか、または、回転し揺れるれんが310の下でX−Y平面に動かされるかのいずれかが可能である。複数のれんが310が装着されることができるX−Y平面に移動可能なヘッド392等の回転ヘッドを有する機械は、イタリア、トレビソ、カステロディゴデゴ(Castello Di Godego, Treviso)のブレトンS.P.A.(Breton S.P.A.)、イタリア、トレビソ、カステロディゴデゴのシメクS.P.A.(Simec S.P.A.)、および、フランス、ヴィール(Vire)のチボーS.A.(Thibaut S.A.)によって製造され、販売されている。チボーの機械は、アメリカ合衆国ジョージア州アトランタのプレシジョンストーンクラフト(Precision Stonecraft)を通して販売されている。特に、チボーのT502機械がれんが310とともに使用され、花崗岩および大理石等の様々な型の石を研削する。
【0073】
実施例
下記の一般手順を使用して、本発明のセグメント式研削ディスクに使用されるダイヤモンドセグメントを調製した。
【0074】
1側部あたりおよそ0.6mmの開口と直径0.17mmのステンレスワイヤとを有する目の粗いメッシュスクリーンが、12.7cm×12.7cm(5インチ×5インチ)に切断された。ミネソタマイニングアンドマニュファクチャリング社(ミネソタ州セントポール)が「SCOTCH」ブランド接着テープの商品名で販売の感圧接着剤を、スクリーンの一方の側に置いた。直径およそ0.42mmのダイヤモンド研磨粒子がスクリーン開口に滴下され、そのため、ダイヤモンドがテープに接着した。結果として、ダイヤモンド粒子がスクリーン開口の大半を占めた。
【0075】
71.5%のCo、22.5%のCu、2.5%のSn、3.01%のNi、0.28%のCrおよび0.2%のPを含む粉末結合混合物の600部が、67部の1.5:1のメチルエチルケトン:トルエン、6部のポリビニルブチラール、2.26部の約200の分子量を有するポリエチレングリコール、および、3.74部のジオクチルフタレートと混合された。この混合物が剥離ライナーにナイフ塗布されて、およそ0.15g/cm2(g/in2)の重量を有するおよそ5.6mm(22ミル)厚の金属粉末の161cm2(25in2)の可撓性のあるシートを提供した。
【0076】
研磨粒子で充填されたスクリーンと、金属粉末の可撓性のあるシートが互いの上に積み重ねられて積層複合材料を形成した。特定的な層形成の順は、各実施例に詳述された。層状構造物は、グラファイトスラブの間に置かれて、フレーム内に置かれた。層状構造物は、およそ200kg/cm2の圧力下で1000℃まで加熱され、次いで、約4分間、およそ400kg/cm2の圧力下でおよそ1000℃で保持され、次いで、圧力下で周囲温度まで冷却された。
【0077】
構造物は、次いで、レーザでセグメントに切断され、次いでセグメントは10cm(4インチ)直径の支持体ディスクの表面に間隔をおいて置かれた。およそ32mm×5mm×2mmの10個のセグメントがあり、各セグメントは2本の小さな足を有し、足はセグメントの長い方の側部から延在し、ろう付けの前にセグメントを支持体ディスクに間隔をおいて、整列配置し、固定するのに使用された。これらのセグメントは、図1に示された配列に類似した反時計回りの配列で支持体ディスクにろう付けされた。
【0078】
48%の「Epon828」(テキサス州ヒューストンのシェルケミカル社(Shell Chemical Co.))、20%の「Jeffamine D230」(テキサス州コンローのハンツマン社(Huntsman Corp.))、30%の「Peerless#4」クレー(コネチカット州ベセルのR.T.ヴァンダービルト社(R.T. Vanderbilt Co.))および2%の赤色酸化鉄から作られるエポキシ樹脂がセグメントのまわりに流し込まれた。
【0079】
硬化したエポキシの表面に5つのトラフが彫られた。各トラフは、およそ4mmの深さであり、ディスクの周縁から中心へ約5cmの長さ延在した。中心で、各トラフは、ディスクの裏側を通って現れた穴内に延在した。
【0080】
ディスクは中央水供給グラインダーに装着され、3200RPMで石工作物の縁で半径方向を研削するのに使用された。
【0081】
実施例1は、一般手順に記載されたように調製された。結果として得られたセグメントは下記の層から構成された。
0.124g/cm2金属結合層
ダイヤモンド/スクリーン層
0.28g/cm2金属結合層
ダイヤモンド/スクリーン層
0.28g/cm2金属結合層
ダイヤモンド/スクリーン層
0.28g/cm2金属結合層
ダイヤモンド/スクリーン層
0.124g/cm2金属結合層
【0082】
実施例2は、実施例1に記載されたように調製されたが、0.28g/cm2の金属結合層は、0.56g/cm2の金属結合層に取って替わられたことを除く。テストは、実施例1は実施例2より25%速く切断し20%遅く摩耗することを示した。
【0083】
実施例3は、実施例1に記載されたように調製されたが、セグメントが時計回り配列で支持体ディスクに結合されたことを除く。セグメントの時計回り配列を有する実施例3は、石工作物の縁により大きなチッピングを生じた。
【0084】
実施例4は、実施例1に記載されたように調製されたが、さらなる短いセグメント(他のすべてのセグメントの長さが32mmであるのに対して長さ16mm)が結合されたことを除く。結果として得られたディスクは図1に示される。実施例4は、実施例1よりも静かに走行し、10%摩耗が遅かった。
【0085】
実施例5は、実施例1に記載されたように調製されたが、10セグメントではなく15セグメントが使用されたことを除く。実施例5は、優秀な表面仕上げを産し、実施例1よりも静かに走行し、30%摩耗が遅く、切断速度に顕著な変化はなかった。
【0086】
実施例6は、実施例1に記載されたように調製されたが、20の長いセグメントが使用されたことを除く。実施例6は、実施例5と同様の騒音、表面仕上げおよび摩耗を有したが、切断速度は20%遅かった。
【0087】
本発明は好適な実施態様を参照して説明してきたが、本発明の精神および範囲から逸脱することなく、形態および詳細において変更が可能であることを当業者は認識する。
【図面の簡単な説明】
【図1】 本発明による回転可能なディスクに装着された複数の研磨セグメントを含む研削ツールの斜視図である。
【図2】 図1に示された研削ツールの上面図である。
【図3】 図1のセクション線3−3に沿って取られた図1に示された研削ツールの断面図である。
【図4】 図1に示された研磨セグメントを製作するのに使用されるラミネートシートの上面図である。
【図5】 図4に示されたラミネートシートの分解正面図である。
【図5A】 図4に示されたラミネートシートを製作するのに使用することができる多孔性材料の第1の実施態様の上面図である。
【図5B】 図4に示されたラミネートシートを製作するのに使用することができる多孔性材料の第2の実施態様の上面図である。
【図6】 図4に示されたラミネートシートの部分側面図であり、互いに接触する硬質粒子の隣接する層を示す。
【図7】 図4に示されたラミネートシートの部分側面図であり、互いに対してわずかに重なり合った硬質粒子の隣接する層を示す。
【図8】 図1に示された複数の研磨セグメントの1つの斜視図である。
【図9】 図1に示された複数の研磨セグメントの1つの第2の実施態様の斜視図である。
【図10】 図1に示された複数の研磨セグメントの1つの第3の実施態様の斜視図である。
【図11A】 図1に示された研削ツールの部分上面図であり、研削ツールの回転の方向に対する研磨セグメントの厚みのある層の配向を示す。
【図11B】 図1に示された研削ツールの代替実施態様の部分上面図であり、研削ツールの回転の方向に対する研磨セグメントの厚みのある層の代替配向を示す。
【図12】 図1に示された複数の研磨セグメントの1つの第4の実施態様の斜視図である。
【図13】 図1に示された複数の研磨セグメントの1つの第5の実施態様の斜視図である。
【図14】 図4に示されたラミネートシートの第2の実施態様の分解正面図である。
【図15】 図1に示された研削ツールの斜視図であるが、充填材はない。
【図16】 本発明による複数の弓形研磨セグメントを含む研削ツールの第2の実施態様の上面図である。
【図17】 本発明による複数のくさび形状の研磨セグメントを含む研削ツールの第3の実施態様の上面図である。
【図18】 図17に示された研削ツールの部分側面図である。
【図19】 図17に示された研削ツールに類似した研削ツールの部分側面図であり、くさび形状の研磨セグメントの第2の実施態様を含む。
【図20】 図17に示された研削ツールに類似した研削ツールの部分側面図であり、くさび形状の研磨セグメントの第3の実施態様を含む。
【図21】 図4に示されたラミネートシートの部分側面図であり、図18、19、20に示された研磨セグメントをラミネートシートから切断するための方法を仮想的に例示する。
【図22】 図17に示された研削ツールに類似した研削ツールの部分側面図であり、剛性サポートに装着された研磨セグメントを含む。
【図23】 図17に示された研削ツールに類似した研削ツールの部分側面図であり、装着された研磨セグメントを有する剛性サポートの別の実施態様を含む。
【図24】 図4に示されたラミネートシートの部分側面図であり、図22、23に示された研磨セグメントをラミネートシートから切断する方法を仮想的に例示する。
【図25】 図17に示された研削ツールに類似した研削ツールの部分側面図であり、装着された研磨セグメントの別の実施態様を有する剛性サポートを含む。
【図26】 本発明による実質的に台形の装着プレートに取り付けられた研磨セグメントを有する研削ツールの別の実施態様の斜視図である。
【図27】 円形の回転可能なヘッドに装着された図26に示された複数の研削ツールの上面図である。
【図28】 図26に示された研削ツールの端面図である。
【図29】 図4に示されたラミネートシートの上面図であり、図26に示された研削ツールの研磨セグメントをラミネートシートから切断する方法を例示する。
【図30】 図26に示された研削ツールが装着されることができる回転可能なヘッドの側面図である。
【図31】 図26に示された研削ツールの製作のために研磨セグメントが配列されることができるサポートフレームの上面図である。
【図32】 図31に示されたサポートフレームの上面図であり、図26に示された研削ツールに使用するのに適切な複数の研磨エレメントを含む。
【図33】 研磨セグメントが装着されて図26に示された研削ツールを形成することができる装着プレートの上面図である。
【図34】 本発明による隆起した充填材の区域に含まれ装着プレートに装着された複数の研磨エレメントを含む研削ツールの代替実施態様の上面図である。
Claims (3)
- ツールドライバに接続されて回転運動するツールであって、
第1表面を有する装着プレートと、
該装着プレートの第1表面に取り付けられた複数の研磨セグメントであって、少なくとも1つの研磨セグメントが、研磨粒子と接着剤からなる焼結した複数の平行な層から作られ、当該複数の層の1つの略平面によって規定されるセグメント面を有し、該セグメント面は、装着プレートの第1表面に対して、0度〜180度の間(0度および180度を除く)の角度を形成する、複数の研磨セグメントと、
を具備するツール。 - 前記ツールドライバは前記装着プレートを移動方向に動かし、前記セグメントの少なくとも1つは、該移動方向が該セグメント面に対して0度〜180度の間(0度および180度を除く)の角度である地点で、該セグメントが工作物に接触するように、該装着プレートに取り付けられる請求項1記載のツール。
- ツールドライバに接続されるツールであって、
第1表面を有する装着プレートと、
該装着プレートの第1表面に取り付けられた複数の研磨セグメントであって、少なくとも1つの研磨セグメントが、研磨粒子と接着剤からなる焼結した複数の層から作られ、当該複数の層の1つの略平面によって規定されるエレメント面を有し、各研磨セグメントは研削表面をさらに含み、該研削表面は、該エレメント面に対して0度〜180度の間(0度および180度を除く)の角度で形成される複数の研磨セグメントと、
前記ツールドライバに取り付けられて行なう研削操作中に工作物に接触する該ツール表面によって規定される作業領域であって、第1端と第2端と該第1端から該第2端へ変動する曲率とを含む作業領域と、
を具備し、
該研削表面の累積面積が前記作業領域の面積の5%〜95%を占めるツール。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/984,899 | 1997-12-04 | ||
| US08/984,899 US6196911B1 (en) | 1997-12-04 | 1997-12-04 | Tools with abrasive segments |
| PCT/US1998/023171 WO1999028088A1 (en) | 1997-12-04 | 1998-10-30 | Tools with abrasive segments |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001524397A JP2001524397A (ja) | 2001-12-04 |
| JP2001524397A5 JP2001524397A5 (ja) | 2006-01-05 |
| JP4346238B2 true JP4346238B2 (ja) | 2009-10-21 |
Family
ID=25530988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000523043A Expired - Fee Related JP4346238B2 (ja) | 1997-12-04 | 1998-10-30 | 研磨セグメントを備えたツール |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6196911B1 (ja) |
| EP (1) | EP1045744A1 (ja) |
| JP (1) | JP4346238B2 (ja) |
| KR (1) | KR100523304B1 (ja) |
| AU (1) | AU1449899A (ja) |
| CA (1) | CA2312927A1 (ja) |
| WO (1) | WO1999028088A1 (ja) |
Families Citing this family (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6478831B2 (en) | 1995-06-07 | 2002-11-12 | Ultimate Abrasive Systems, L.L.C. | Abrasive surface and article and methods for making them |
| US6482244B2 (en) | 1995-06-07 | 2002-11-19 | Ultimate Abrasive Systems, L.L.C. | Process for making an abrasive sintered product |
| US9868100B2 (en) | 1997-04-04 | 2018-01-16 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| US9199357B2 (en) | 1997-04-04 | 2015-12-01 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| US9409280B2 (en) | 1997-04-04 | 2016-08-09 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| US9463552B2 (en) | 1997-04-04 | 2016-10-11 | Chien-Min Sung | Superbrasvie tools containing uniformly leveled superabrasive particles and associated methods |
| US9238207B2 (en) | 1997-04-04 | 2016-01-19 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| US9221154B2 (en) | 1997-04-04 | 2015-12-29 | Chien-Min Sung | Diamond tools and methods for making the same |
| FR2794676B1 (fr) * | 1999-06-09 | 2001-08-10 | Seva | Procede et installation de fabrication de meules abrasives, et meule fabriquee par ce procede |
| US6755720B1 (en) * | 1999-07-15 | 2004-06-29 | Noritake Co., Limited | Vitrified bond tool and method of manufacturing the same |
| AU3971501A (en) * | 1999-12-03 | 2001-06-18 | Ultimate Abrasive Systems, L.L.C. | Process for making an abrasive sintered product |
| DE10005064A1 (de) * | 2000-02-04 | 2001-08-23 | Siegfried Goelz Gmbh & Co | Sintermetallgebundene abrasiv wirkende Segmente für Werkzeuge |
| JP4558881B2 (ja) * | 2000-03-03 | 2010-10-06 | 独立行政法人理化学研究所 | マイクロv溝加工装置及び方法 |
| DE10012073B4 (de) * | 2000-03-14 | 2004-12-16 | Krebs & Riedel Schleifscheibenfabrik Gmbh & Co. Kg | Diamant-Schleifsegment und Schleifwerkzeug zur Oberflächenbearbeitung von Werkstücken |
| IT1315622B1 (it) * | 2000-03-21 | 2003-03-14 | Nuove Officine Ancora S P A | Sistema di levigatura di manufatti ceramici. |
| KR100414006B1 (ko) * | 2001-02-20 | 2004-01-07 | 이화다이아몬드공업 주식회사 | 가공팁 및 이를 포함하는 절삭휠, 연마휠, 천공휠 |
| US20020178890A1 (en) * | 2001-04-19 | 2002-12-05 | Yukio Okuda | Cutting tool |
| ITPC20010018U1 (it) * | 2001-08-06 | 2003-02-06 | Tullio Arcobello | Utensile, in particolare settore diamantato per macchine e per la lucidatura di superfici quali agglomerati, piastrelle o simili. |
| DE10139762A1 (de) * | 2001-08-13 | 2003-02-27 | Hilti Ag | Schleifscheibe |
| US6551181B2 (en) * | 2001-08-31 | 2003-04-22 | Ewha Diamond Ind. Co., Ltd. | Abrasive wheel |
| DE10151802B4 (de) * | 2001-10-19 | 2006-05-04 | Cedima Diamantwerkzeug- Und Maschinenhandelsgesellschaft Mbh | Verfahren zu Herstellung eines Abrasivelementes für Bohrkronen von Hohlbohrern |
| US20030077389A1 (en) * | 2001-10-19 | 2003-04-24 | Jones John C. | Method and apparatus for surfacing inner wall of swimming pool |
| DE20120137U1 (de) * | 2001-12-12 | 2002-02-28 | Gerätebau Wiedtal Schützeichel KG, 53577 Neustadt | Schleifwerkzeug |
| JP2003211362A (ja) * | 2002-01-21 | 2003-07-29 | Denso Corp | 歯車研削用砥石及びその製造方法 |
| AU2003256916A1 (en) * | 2002-07-30 | 2004-02-16 | Unova Ip Corp. | Segmented superabrasive grinding device |
| JP4216025B2 (ja) * | 2002-09-09 | 2009-01-28 | 株式会社リード | 研磨布用ドレッサー及びそれを用いた研磨布のドレッシング方法 |
| US6949012B2 (en) * | 2002-12-10 | 2005-09-27 | Intel Corporation | Polishing pad conditioning method and apparatus |
| US20070060026A1 (en) * | 2005-09-09 | 2007-03-15 | Chien-Min Sung | Methods of bonding superabrasive particles in an organic matrix |
| KR100492854B1 (ko) * | 2004-09-15 | 2005-06-02 | 세원테크 주식회사 | 연마 휠 |
| CA2583085C (en) * | 2004-10-15 | 2010-07-13 | Oldcastle Building Products Canada Inc. | Aging apparatus for aging an artificial stone |
| US20060116060A1 (en) * | 2004-11-29 | 2006-06-01 | Htc Sweden Ab | Holder plate supporting grinding elements |
| NL1028002C2 (nl) * | 2005-01-11 | 2006-07-12 | Blastrac B V | Schuurschijf. |
| ITMO20050005U1 (it) * | 2005-03-23 | 2006-09-21 | Giovanni Ficai | Mola da taglio perfezionata |
| US8678878B2 (en) | 2009-09-29 | 2014-03-25 | Chien-Min Sung | System for evaluating and/or improving performance of a CMP pad dresser |
| US8398466B2 (en) * | 2006-11-16 | 2013-03-19 | Chien-Min Sung | CMP pad conditioners with mosaic abrasive segments and associated methods |
| US8393934B2 (en) * | 2006-11-16 | 2013-03-12 | Chien-Min Sung | CMP pad dressers with hybridized abrasive surface and related methods |
| US9724802B2 (en) | 2005-05-16 | 2017-08-08 | Chien-Min Sung | CMP pad dressers having leveled tips and associated methods |
| US8622787B2 (en) * | 2006-11-16 | 2014-01-07 | Chien-Min Sung | CMP pad dressers with hybridized abrasive surface and related methods |
| US9138862B2 (en) | 2011-05-23 | 2015-09-22 | Chien-Min Sung | CMP pad dresser having leveled tips and associated methods |
| CN100465713C (zh) * | 2005-06-20 | 2009-03-04 | 乐金显示有限公司 | 液晶显示设备用研磨机轮和用其制造液晶显示设备的方法 |
| US7147548B1 (en) | 2006-04-03 | 2006-12-12 | Mohsen Mehrabi | Grinding and cutting head |
| AT503981B1 (de) * | 2006-07-25 | 2008-12-15 | Swarovski Tyrolit Schleif | Schleifscheibe |
| US7833088B1 (en) | 2006-08-11 | 2010-11-16 | Studer Ronald M | Construction method and tool supporting said method |
| US7419422B1 (en) | 2006-10-09 | 2008-09-02 | Mohsen Mehrabi | Rotary cutting head |
| US20090081931A1 (en) * | 2007-09-21 | 2009-03-26 | Hantover, Inc. | Blade dressing tool |
| US20090094903A1 (en) * | 2007-10-12 | 2009-04-16 | Son Jong Choul | Profiling tool using ultra-hard sintered body and elastic material, and method of producing the same |
| TW200940258A (en) * | 2007-11-13 | 2009-10-01 | Chien-Min Sung | CMP pad dressers |
| US9011563B2 (en) * | 2007-12-06 | 2015-04-21 | Chien-Min Sung | Methods for orienting superabrasive particles on a surface and associated tools |
| US20090186567A1 (en) * | 2008-01-17 | 2009-07-23 | Xavier Orlhac | Abrasive Tool With Mosaic Grinding Face |
| SE533586C2 (sv) * | 2008-09-05 | 2010-11-02 | Husqvarna Ab | Dubbelradig abrasiv skiva |
| US20110097979A1 (en) * | 2009-10-26 | 2011-04-28 | Illinois Tool Works Inc. | Fusion Bonded Epoxy Removal Tool |
| WO2012040373A2 (en) | 2010-09-21 | 2012-03-29 | Ritedia Corporation | Diamond particle mololayer heat spreaders and associated methods |
| TWI487019B (en) | 2011-05-23 | 2015-06-01 | Cmp pad dresser having leveled tips and associated methods | |
| US20140134933A1 (en) * | 2012-11-09 | 2014-05-15 | Di-Coat Corporation | Abrading tools and methods of making same |
| JP6086765B2 (ja) * | 2013-03-12 | 2017-03-01 | 株式会社ディスコ | 研削ホイール |
| JP2015071217A (ja) * | 2013-10-04 | 2015-04-16 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨ディスクを支持するためのパッド |
| USD746654S1 (en) | 2013-12-16 | 2016-01-05 | Husqvarna Ab | Cutting disk |
| USD795666S1 (en) | 2014-06-06 | 2017-08-29 | Diamond Tool Supply, Inc. | Polishing pad |
| JP5681826B1 (ja) * | 2014-06-16 | 2015-03-11 | 嘉五郎 小倉 | 軸芯測定装置 |
| US20150375353A1 (en) * | 2014-06-30 | 2015-12-31 | Donwei Machinery Ind. Co., Ltd. | Knife sharpening device for circular knife |
| US10414012B2 (en) * | 2017-01-13 | 2019-09-17 | Husqvarna Construction Products North America, Inc. | Grinding pad apparatus |
| USD763932S1 (en) * | 2014-12-04 | 2016-08-16 | Georgi M Popov | Grinding tool |
| KR101556565B1 (ko) * | 2015-02-02 | 2015-10-02 | 이화다이아몬드공업 주식회사 | 그라인딩 공구 |
| TWI599454B (zh) * | 2015-03-04 | 2017-09-21 | 聖高拜磨料有限公司 | 磨料製品及使用方法 |
| JP2016168660A (ja) * | 2015-03-13 | 2016-09-23 | 株式会社ディスコ | 研削ホイール |
| CN105081994B (zh) * | 2015-08-07 | 2017-11-14 | 北京安泰钢研超硬材料制品有限责任公司 | 地坪磨轮及其制造方法 |
| EP3702101B1 (en) | 2015-09-24 | 2021-07-28 | Husqvarna Ab | Polishing or grinding pad assembly |
| US10471567B2 (en) | 2016-09-15 | 2019-11-12 | Entegris, Inc. | CMP pad conditioning assembly |
| USD854902S1 (en) | 2016-09-23 | 2019-07-30 | Husqvarna Construction Products North America, Inc. | Polishing or grinding pad |
| US20180126510A1 (en) * | 2016-11-10 | 2018-05-10 | Diamond Productions Ltd. | Triangular abrasive for floor finishing machine |
| US10518387B2 (en) * | 2017-07-18 | 2019-12-31 | Taiwan Semiconductor Manufacturing Co., Ltd. | Grinding element, grinding wheel and manufacturing method of semiconductor package using the same |
| USD927952S1 (en) | 2017-08-30 | 2021-08-17 | Husqvarna Ab | Polishing or grinding pad assembly with abrasive disk, spacer, reinforcement and pad |
| AU201810919S (en) | 2017-08-30 | 2018-04-13 | Husqvarna Construction Products North America | Polishing or grinding pad assembly with abrasive discs reinforcement and pad |
| USD958626S1 (en) | 2017-08-30 | 2022-07-26 | Husqvarna Ab | Polishing or grinding pad assembly with abrasive disks, reinforcement and pad |
| JP6990544B2 (ja) * | 2017-09-13 | 2022-01-12 | 株式会社ディスコ | 研削ホイール及び研削装置 |
| CN107599220A (zh) * | 2017-09-26 | 2018-01-19 | 浙江欧力机械有限公司 | 塑料制粒机 |
| US10710214B2 (en) * | 2018-01-11 | 2020-07-14 | Husqvarna Ab | Polishing or grinding pad with multilayer reinforcement |
| EP3674025A1 (de) * | 2018-12-31 | 2020-07-01 | Hilti Aktiengesellschaft | Bearbeitungssegment für die trockenbearbeitung von betonwerkstoffen |
| US20210053188A1 (en) * | 2019-08-19 | 2021-02-25 | Diamabrush Llc | Floor polishing apparatus |
| JP2022037430A (ja) * | 2020-08-25 | 2022-03-09 | 株式会社ディスコ | 研削ホイール、及びウエーハの研削方法 |
| FR3114260B1 (fr) * | 2020-09-24 | 2023-07-21 | Sogea Ile De France | Système robotisé pour le traitement d’une paroi d’un conduit de type ovoïde. |
| JP2024519914A (ja) * | 2021-05-27 | 2024-05-21 | ザ マリッシュ コーポレイション | 研磨ブラシシステム |
| US11465261B1 (en) * | 2021-09-03 | 2022-10-11 | Dixie Diamond Manufacturing, Inc. | Reciprocal segment abrasive cutting tool |
| KR20240061651A (ko) * | 2021-09-29 | 2024-05-08 | 엔테그리스, 아이엔씨. | 양면 패드 컨디셔너 |
| WO2024112735A1 (en) * | 2022-11-23 | 2024-05-30 | Engis Corporation | Fixed-abrasive nano-grinding plates, related articles, and related methods |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US976689A (en) * | 1910-07-29 | 1910-11-22 | Edson T Pollard | Polishing-head. |
| US1622942A (en) * | 1923-01-17 | 1927-03-29 | Elroy A Chase | Buffing wheel |
| US1670780A (en) * | 1923-12-03 | 1928-05-22 | Mills Samuel Hobert | Stone-polishing wheel |
| US2194546A (en) | 1937-11-04 | 1940-03-26 | American Optical Corp | Diamond lap |
| US2409363A (en) | 1944-01-14 | 1946-10-15 | Kratky Anton | Grinding and polishing tool |
| US2883807A (en) * | 1956-09-18 | 1959-04-28 | Titcomb Albert Shepard | Segmental bonded abrasive bodies |
| US3043064A (en) * | 1959-11-23 | 1962-07-10 | Osborn Mfg Co | Rotary abrading tool |
| US3120724A (en) * | 1960-12-12 | 1964-02-11 | Sylvester C Mockiewicz | Buffing wheel |
| US3250045A (en) * | 1963-09-26 | 1966-05-10 | Richard T Caserta | Grinding wheel |
| US4131436A (en) | 1977-09-12 | 1978-12-26 | Wiand Ronald C | Ophthalmic flat roughing wheel |
| US5028177A (en) * | 1984-03-26 | 1991-07-02 | Eastman Christensen Company | Multi-component cutting element using triangular, rectangular and higher order polyhedral-shaped polycrystalline diamond disks |
| SU1469702A1 (ru) * | 1987-07-27 | 1990-08-07 | Всесоюзный научно-исследовательский и проектный институт тугоплавких металлов и твердых сплавов | Режуща пластина из слоистого композиционного материала |
| GB8720498D0 (en) | 1987-08-29 | 1987-10-07 | Saville P A | Tool/tools |
| US4925457B1 (en) | 1989-01-30 | 1995-09-26 | Ultimate Abrasive Syst Inc | Method for making an abrasive tool |
| US5190568B1 (en) | 1989-01-30 | 1996-03-12 | Ultimate Abrasive Syst Inc | Abrasive tool with contoured surface |
| US5049165B1 (en) | 1989-01-30 | 1995-09-26 | Ultimate Abrasive Syst Inc | Composite material |
| JPH03161278A (ja) | 1989-11-15 | 1991-07-11 | Asahi Daiyamondo Kogyo Kk | ダイヤモンドソーブレード |
| JP3054641B2 (ja) | 1989-12-19 | 2000-06-19 | 旭ダイヤモンド工業株式会社 | 切断刃 |
| US5197249A (en) * | 1991-02-07 | 1993-03-30 | Wiand Ronald C | Diamond tool with non-abrasive segments |
| US5380390B1 (en) | 1991-06-10 | 1996-10-01 | Ultimate Abras Systems Inc | Patterned abrasive material and method |
| IT1253064B (it) | 1991-12-13 | 1995-07-10 | Unicoat Srl | Inserto composito per utensili da taglio |
| US5437754A (en) * | 1992-01-13 | 1995-08-01 | Minnesota Mining And Manufacturing Company | Abrasive article having precise lateral spacing between abrasive composite members |
| AU654901B2 (en) * | 1992-03-16 | 1994-11-24 | De Beers Industrial Diamond Division (Proprietary) Limited | Polishing pad |
| US5243790A (en) * | 1992-06-25 | 1993-09-14 | Abrasifs Vega, Inc. | Abrasive member |
| US5203880B1 (en) | 1992-07-24 | 1995-10-17 | Ultimate Abrasive Syst Inc | Method and apparatus for making abrasive tools |
| US5489235A (en) | 1993-09-13 | 1996-02-06 | Minnesota Mining And Manufacturing Company | Abrasive article and method of making same |
| US5385591A (en) | 1993-09-29 | 1995-01-31 | Norton Company | Metal bond and metal bonded abrasive articles |
| ZA9410384B (en) | 1994-04-08 | 1996-02-01 | Ultimate Abrasive Syst Inc | Method for making powder preform and abrasive articles made therefrom |
| US5518443A (en) | 1994-05-13 | 1996-05-21 | Norton Company | Superabrasive tool |
| US5496206A (en) | 1994-11-14 | 1996-03-05 | Young; Thomas D. | Building block face enhancement apparatus |
| US6017265A (en) * | 1995-06-07 | 2000-01-25 | Rodel, Inc. | Methods for using polishing pads |
| US5656045A (en) | 1995-06-07 | 1997-08-12 | Wiand Ronald C | Method of spaced distribution for diamond abrasive articles |
| KR0158750B1 (ko) | 1995-06-09 | 1999-01-15 | 김수광 | 연마용 시트 |
-
1997
- 1997-12-04 US US08/984,899 patent/US6196911B1/en not_active Expired - Lifetime
-
1998
- 1998-10-30 AU AU14498/99A patent/AU1449899A/en not_active Abandoned
- 1998-10-30 WO PCT/US1998/023171 patent/WO1999028088A1/en active IP Right Grant
- 1998-10-30 JP JP2000523043A patent/JP4346238B2/ja not_active Expired - Fee Related
- 1998-10-30 CA CA002312927A patent/CA2312927A1/en not_active Abandoned
- 1998-10-30 EP EP98958454A patent/EP1045744A1/en not_active Ceased
- 1998-10-30 KR KR10-2000-7006088A patent/KR100523304B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001524397A (ja) | 2001-12-04 |
| EP1045744A1 (en) | 2000-10-25 |
| WO1999028088A1 (en) | 1999-06-10 |
| AU1449899A (en) | 1999-06-16 |
| CA2312927A1 (en) | 1999-06-10 |
| US6196911B1 (en) | 2001-03-06 |
| KR20010024683A (ko) | 2001-03-26 |
| KR100523304B1 (ko) | 2005-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4346238B2 (ja) | 研磨セグメントを備えたツール | |
| KR100263787B1 (ko) | 개량된 초 연삭재 도구 | |
| US8104464B2 (en) | Brazed diamond tools and methods for making the same | |
| US7124753B2 (en) | Brazed diamond tools and methods for making the same | |
| US9868100B2 (en) | Brazed diamond tools and methods for making the same | |
| US9409280B2 (en) | Brazed diamond tools and methods for making the same | |
| US20040112359A1 (en) | Brazed diamond tools and methods for making the same | |
| US9221154B2 (en) | Diamond tools and methods for making the same | |
| KR100583717B1 (ko) | 연삭 휘일 | |
| US5190568A (en) | Abrasive tool with contoured surface | |
| US8579681B2 (en) | Rotary dressing tool containing brazed diamond layer | |
| US9199357B2 (en) | Brazed diamond tools and methods for making the same | |
| JP2002508712A (ja) | 超砥粒切削面 | |
| US9238207B2 (en) | Brazed diamond tools and methods for making the same | |
| JPS6363349B2 (ja) | ||
| JP4371689B2 (ja) | 超砥粒ブレード | |
| JP2004202603A (ja) | 回転工具、および、その構成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050914 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080430 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090707 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090714 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120724 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120724 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130724 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |