JP4329111B2 - ガラス板の冷却装置および急冷強化方法 - Google Patents
ガラス板の冷却装置および急冷強化方法 Download PDFInfo
- Publication number
- JP4329111B2 JP4329111B2 JP27038899A JP27038899A JP4329111B2 JP 4329111 B2 JP4329111 B2 JP 4329111B2 JP 27038899 A JP27038899 A JP 27038899A JP 27038899 A JP27038899 A JP 27038899A JP 4329111 B2 JP4329111 B2 JP 4329111B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- glass plate
- cooling air
- cooling device
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0404—Nozzles, blow heads, blowing units or their arrangements, specially adapted for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/0413—Stresses, e.g. patterns, values or formulae for flat or bent glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B27/00—Tempering or quenching glass products
- C03B27/04—Tempering or quenching glass products using gas
- C03B27/044—Tempering or quenching glass products using gas for flat or bent glass sheets being in a horizontal position
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mathematical Physics (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
【発明の属する技術分野】
本発明は、ガラス板の急冷強化用冷却風を供給するガラス板の冷却装置およびガラス板の急冷強化方法に関する。
【0002】
【従来の技術】
自動車等の車両用窓ガラスは、所定の寸法形状に切断したガラス板を曲げ成形温度(例えば600〜700℃)まで加熱し、次いでプレス曲げ成形、自重曲げ成形、ロール成形等の各種曲げ方法により湾曲させ、次いでこの湾曲ガラス板を急冷強化して形成される。
【0003】
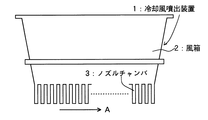
図5は、このようなガラス板の急冷強化装置を構成する冷却風の噴出装置を示す。この冷却風噴出装置1は、図示しない送風ダクトに接続された風箱2とその底面に設けられた多数のノズルチャンバ3とにより構成される。ノズルチャンバ3は、図面に垂直方向にガラス板(図示しない)の幅に対応した幅を有し、その先端に複数のノズル孔(図示しない)が連続的に形成されている。図示しない送風ファンから送風ダクトを通して冷却空気が風箱2に供給され、各ノズルチャンバ3内に流入してその先端のノズル孔から噴出し、矢印Aのように搬送されるガラス板を冷却する。この場合、ガラス板の上下両面を冷却するために、この冷却風噴出装置1がガラス板の下面側にも設置される。図は上側の冷却風噴出装置のみを示す。
【0004】
図6(A)(B)はそれぞれ、従来の冷却風噴出装置のノズルチャンバ部分の断面図および底面図である。
【0005】
冷却風の流路を構成する各ノズルチャンバ3は、その両側の側板3aと底板3cとからなり、底板3cに複数のノズル孔4が、(B)に示すように、連続的に点在して形成される。隣接するノズルチャンバ3間には排気空間5が形成される。ノズル孔4から噴出した冷却風はガラス板に衝突してこれを冷却して温度上昇し、温度上昇した冷却風はこの排気空間5を通して排出される。
【0006】
【発明が解決しようとする課題】
しかしながら、従来の冷却風噴出装置においては、ノズル孔4がノズルチャンバ3の端面を形成する平坦な板材に穿孔されて設けられるため、このノズル孔4を通して噴出する冷却風の圧力損失が大きくなり、風量や風速の低下により冷却効率を低下させ、ガラス板の強化能力を低下させる。
【0007】
本発明は上記従来技術を考慮したものであって、ノズル孔部分の圧力損失を低く抑えて冷却効率の向上を図り急冷強化作用を高めたガラス板の冷却装置およびガラス板の急冷強化方法の提供を目的とする。
【0008】
【課題を解決するための手段】
前記目的を達成するため、本発明では、曲げ成形温度まで加熱されたガラス板の両面に配される一対の風箱と、該風箱のガラス板に対向する側に設けられたノズル群と、該ノズル群の各々のノズルの先端に設けられたノズル孔とを備え、風箱に供給された冷却風をノズル孔からガラス板に向けて噴出するガラス板の冷却装置において、前記風箱とノズル孔との間の冷却風流路に、風箱側からノズル孔に向けて冷却風流路の開口断面が小さくなるように傾斜した案内面を有し、前記ノズル群は、互いに略平行に配された櫛歯状のノズルチャンバからなり、各ノズルチャンバの冷却風流路の先端に複数のノズル孔が連続して点在し、各ノズル孔の配列方向の両側に、傾斜した案内面を有することを特徴とするガラス板の冷却装置を提供する。
【0009】
この構成によれば、冷却風流路における傾斜案内面に沿って冷却風がノズル孔にガイドされるため、ノズル孔での圧力損失が小さくなり冷却効率が大きくなってガラス板の強化作用が高められる。
【0011】
さらに好ましい構成例では、前記案内面は、鋸歯状のブロック部材の各歯の側面により形成され、各歯の間に前記ノズル孔が貫通して設けられ、このブロック部材の両側を板材で挟んで前記冷却風流路が形成されていることを特徴としている。
【0012】
この構成によれば、鋸歯状のブロック部材の歯の側面で構成されるほぼV形状の案内面に沿ってその底部のノズル孔に向かって冷却風がガイドされ、冷却風の流れが円滑になって圧力損失が小さくなる。
また本発明では、ガラス板を曲げ成形温度まで加熱する工程と、前記ガラス板を請求項1又は2に記載のガラス板の冷却装置に搬送する工程と、前記ガラス板の冷却装置に設けられたノズル孔から前記ガラス板に向けて冷却風を噴出する工程とを含むガラス板の急冷強化方法を提供する。この構成によれば、急冷強化作用を高めたガラス板の急冷強化が可能となる。
【0013】
【発明の実施の形態】
図1(A)(B)(C)は、それぞれ、本発明の実施の形態に係るノズルチャンバ部分の側面図、ノズルブロックの斜視図およびノズルチャンバ部分の断面図である。
【0014】
この実施形態では、鋸歯状のブロック部材であるノズルブロック9が、冷却風の流路となるノズルチャンバ3の先端に装着される。このノズルブロック9は、角材状の基材6の上面に歯7を連続して有する鋸歯形状であり、各歯7間の基材6を貫通してノズル孔8が形成される。このノズル孔8は、リーマ加工により内面を滑らかに仕上げておくことが望ましい。このノズルブロック9の各歯7の側面7aは、ノズル孔8に向かって傾斜し、ノズル孔8へ冷却風を導く案内面を構成する。
【0015】
このようなノズルブロック9は、(C)に示すように、その両側からノズルチャンバ3の両側板3a間に挟まれて保持される。各ノズルチャンバ3間には、排気空間5が形成され、ノズル孔8から噴出した冷却風が排出される通路を構成する。
【0016】
このような構成のノズルブロック9を装着したノズルチャンバ3は、風箱2に櫛歯状に設けられて、図5に示した冷却風噴出装置1のノズルチャンバ部分を構成する。そして図1(A)の矢印に示すように各ノズル孔8から冷却風を噴出する。この場合、ノズルチャンバ3の底面3bは、搬送されるガラス板(図示しない)の曲面に合わせて湾曲した形状に形成してもよい。
【0017】
この冷却風噴出装置と同様の冷却風噴出装置が、天地逆転した状態で冷却風噴出装置の下方に配置される(図示しない)。こうして、上下両冷却風噴出装置間に搬送されてきたガラス板に、ノズル孔から冷却風が吹き付けられてガラス板の強化処理が行われる。
【0018】
図2(A)(B)は、本発明の冷却風噴出装置の下側の風箱の上面図およびそのB−B断面図である。前述のように、冷却風の案内面となる櫛歯状ノズルブロック9の各歯7の両側の傾斜した側面7aに沿って冷却風がガイドされて流れ、ノズル孔8から噴出する。この冷却風案内面を形成する隣接する歯7の傾斜側面7a間の開き角度αは、約10〜50°であることが円滑な流れを得る上で望ましい。上側の風箱についても同様である。
【0019】
本発明の参考例として、ノズル孔での冷却風の圧力損失を低減する種々の形態がある。例えば、ノズル群の構造としては次のようなものもあげられる。すなわち、風箱から直接突出した複数の円筒状のノズルからなるノズル群を備えたガラス板の冷却装置にて、本発明を適用することができる。この場合、各ノズルの風箱に当接する側の冷却風流路に、風箱から各ノズルに向かって冷却風流路の開口が狭くなるような円錐状(ただし頂部が切り取られた形状)の傾斜面が設けられる。これにより、冷却風の圧力損失を低減できる。なお、このようなノズル群の例に付いては、図3、図4を用いて後述する。
【0020】
一方で、先の例で説明した構造のノズル群のように、櫛歯状のノズルチャンバに複数のノズル孔が設けられるように、各ノズルチャンバ毎にノズルブロックを装着させる構造は特に好ましい。すなわち、各ノズルチャンバと風箱との間における冷却風流路の開口が大きいので、この部分で発生する圧力損失を抑えることができ、しかも、ノズルブロックにより設けられる傾斜面でも圧力損失を低減できる。そのため、送風量等の能力を上げる手段によらず、冷却効率を効果的に高めることができるからである。
【0021】
また、ガラス板の上下に配される冷却風噴出装置のうち、一方を本発明における傾斜面を設けた構成にすることもできる。ガラス板の両面を均等な冷却効率で冷却させる点に鑑みると、上下両冷却風噴出装置とも、こうした傾斜面を有する構造とすることが好ましい。
【0022】
図3は、本発明の参考例の実施の形態に係る風箱の斜視図である。
【0023】
この実施形態の風箱10は、その底板11に多数の孔12が千鳥配列あるいは格子状配列で形成され、各孔12に円筒状ノズル13が装着されたものである。各ノズル13の入り口部分は、円錐状あるいはラッパ状に滑らかに広がる(風箱側からノズル内部に向かって狭まる)形状である。
【0024】
図4(A)(B)(C)は、このようなノズル13の形状例を示す。
【0025】
(A)は、円筒状ノズル13の入り口部に、ラッパ状に滑らかに拡開するフランジ部13bを形成してその内面に湾曲ガイド面13aを形成し、下端部を噴出孔13cとしたものである。フランジ部13bを風箱の底板11の孔12の縁に係止して接着剤あるいはかしめ加工等により固定する。この場合、孔12の縁やノズル13のフランジ部13aの厚さや形状を適宜加工することにより、滑らかに拡開する湾曲ガイド面13aの形状を持った状態で、フランジ部13aの上面と底板11の上面とを同一面とすることもできる。
【0026】
(B)は、ノズル13の入り口部を底板11から突出させ、ノズル13の中間部を底板11の孔12部分に接着材等で接合したものである。この場合にも、上記(A)の場合と同様に、ノズル13の入り口部にはラッパ状に滑らかに拡開する湾曲ガイド面13aが形成される。
【0027】
(C)は、ノズル13の入り口部に円錐状のテーパ部13dを形成し、その端部にさらに滑らかに拡開する湾曲ガイド面13aを有するフランジ部13bを形成したものである。底板11の孔12の径と対応する径のテーパ部13dの中間部で、孔12内にテーパ部13dが保持され接着材等により固定される。孔12の径を変えることにより、風箱の底板11上へのノズル入り口部の突出長さを変えることができる。
【0028】
図7は、このような本発明の冷却風噴出装置によりガラス板の強化作用向上の効果を示す実験結果であり、図1に示した本発明の冷却風噴出装置と従来の冷却風噴出装置とを比較して、各種型式のガラス板の破壊したときの破砕数を示すものである。この実験において、送風ファンからの送風圧力、送風量等の各種条件は、吹口の構造の違い以外、全て同一とした。(A)は最も粗い部分の一定面積内の破砕数を示し、(B)は最も密な部分の一定面積内の破砕数を示す。横軸はガラス板の型式及び厚さを示し、縦軸は破砕数を示す。実線が本発明、破線が従来を示す。なお、この破砕数の測定は、JIS R3212に示す「強化ガラス破砕試験」に基づき行った。
【0029】
両グラフに示されるように、各型式および厚さにおいて密な部分および粗い部分ともに本発明の冷却風噴出装置の場合の破砕数が従来の冷却風噴出装置の場合より多く、細かく破砕されることが分かり強化作用が高められていることが確認される。
【0030】
【発明の効果】
以上説明したように、本発明においては、冷却風流路における傾斜案内面に沿って冷却風がノズル孔にガイドされるため、ノズル孔での圧力損失が小さくなり冷却効率が大きくなってガラス板の強化作用が高められる。
【図面の簡単な説明】
【図1】 (A)(B)(C)はそれぞれ、本発明の実施の形態に係るノズルチャンバ部分の側面図、ノズルブロックの斜視図およびノズルチャンバ部分の断面図。
【図2】 本発明のノズルブロックの傾斜案内面の傾斜角度の説明図。
【図3】 本発明の参考例の実施の形態の斜視図。
【図4】 図3の実施形態のノズル形状例を示す図。
【図5】 冷却風噴出装置の側面図。
【図6】 (A)(B)はそれぞれ、従来の冷却風噴出装置のノズルチャンバ部分の断面図および底面図。
【図7】 本発明の効果を示すグラフ。
【符号の説明】
1:冷却風噴出装置、2:風箱、3:ノズルチャンバ、3a:側板、
3b:底面、3c:底板、5:排気空間、6:基材、7:歯、7a:側面、
8:ノズル孔、9:ノズルブロック
Claims (3)
- 曲げ成形温度まで加熱されたガラス板の両面に配される一対の風箱と、
該風箱のガラス板に対向する側に設けられたノズル群と、
該ノズル群の各々のノズルの先端に設けられたノズル孔とを備え、
風箱に供給された冷却風をノズル孔からガラス板に向けて噴出するガラス板の冷却装置において、
前記風箱とノズル孔との間の冷却風流路に、風箱側からノズル孔に向けて冷却風流路の開口断面が小さくなるように傾斜した案内面を有し、
前記ノズル群は、互いに略平行に配された櫛歯状のノズルチャンバからなり、各ノズルチャンバの冷却風流路の先端に複数のノズル孔が連続して点在し、各ノズル孔の配列方向の両側に、傾斜した案内面を有することを特徴とするガラス板の冷却装置。 - 前記案内面は、鋸歯状のブロック部材の各歯の側面により形成され、各歯の間に前記ノズル孔が貫通して設けられ、このブロック部材の両側を板材で挟んで前記冷却風流路が形成されていることを特徴とする請求項1に記載のガラス板の冷却装置。
- ガラス板を曲げ成形温度まで加熱する工程と、
前記ガラス板を請求項1又は2に記載のガラス板の冷却装置に搬送する工程と、
前記ガラス板の冷却装置に設けられたノズル孔から前記ガラス板に向けて冷却風を噴出する工程と、
を含むガラス板の急冷強化方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27038899A JP4329111B2 (ja) | 1999-01-28 | 1999-09-24 | ガラス板の冷却装置および急冷強化方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1963399 | 1999-01-28 | ||
| JP11-19633 | 1999-01-28 | ||
| JP27038899A JP4329111B2 (ja) | 1999-01-28 | 1999-09-24 | ガラス板の冷却装置および急冷強化方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000281370A JP2000281370A (ja) | 2000-10-10 |
| JP2000281370A5 JP2000281370A5 (ja) | 2006-09-14 |
| JP4329111B2 true JP4329111B2 (ja) | 2009-09-09 |
Family
ID=26356479
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27038899A Expired - Fee Related JP4329111B2 (ja) | 1999-01-28 | 1999-09-24 | ガラス板の冷却装置および急冷強化方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4329111B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5380902B2 (ja) * | 2008-05-12 | 2014-01-08 | 富士電機株式会社 | 温度制御装置および温調システム |
| CN102143920B (zh) | 2008-09-09 | 2015-05-13 | 旭硝子株式会社 | 玻璃板的风冷强化装置及风冷强化方法 |
| WO2010071178A1 (ja) * | 2008-12-19 | 2010-06-24 | 旭硝子株式会社 | ガラス板の冷却装置及びガラス板の冷却方法 |
| JP5379073B2 (ja) * | 2009-06-09 | 2013-12-25 | 三星ダイヤモンド工業株式会社 | 冷却ノズル及びそれを用いた冷却方法並びに脆性材料基板の割断方法 |
| FR2968221B1 (fr) * | 2010-12-01 | 2013-05-03 | Saint Gobain | Buse pour dispositif de trempe |
| JP5679007B2 (ja) * | 2013-07-02 | 2015-03-04 | 富士電機株式会社 | 温調システム |
-
1999
- 1999-09-24 JP JP27038899A patent/JP4329111B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000281370A (ja) | 2000-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100645152B1 (ko) | 가스분사 냉각장치 | |
| JP6632190B2 (ja) | 液体吐出装置および液体吐出方法 | |
| JP4169075B2 (ja) | リフロー炉 | |
| JP4904420B2 (ja) | インクジェット用のワイプ装置およびこれを用いたワイプ方法 | |
| JP4834559B2 (ja) | リフロー炉 | |
| JPH06294330A (ja) | 冷却面を衝撃式に冷却するための装置 | |
| JP4329111B2 (ja) | ガラス板の冷却装置および急冷強化方法 | |
| JP2000513055A (ja) | フローテーションドライヤユニット | |
| KR20030022003A (ko) | 웨브의 열처리 장치 | |
| JP7311743B2 (ja) | 表面加工装置 | |
| JP2004122787A (ja) | 印刷材料の乾燥装置 | |
| JP5445974B2 (ja) | ガラス板の冷却装置及びガラス板の冷却方法 | |
| JP2000072463A (ja) | ガラス板の強化方法および強化装置 | |
| JP4489214B2 (ja) | 板ガラスの強化方法とその装置 | |
| JP4887858B2 (ja) | リフロー炉 | |
| US4750715A (en) | Apparatus for cooling steel belt | |
| JP5670446B2 (ja) | 改良されたガラス強化方法及び装置 | |
| JPH09194954A (ja) | 鋼帯のガスジェットによる冷却装置 | |
| JP3739934B2 (ja) | 薄鋼板の均一冷却方法 | |
| JP2000281370A5 (ja) | ガラス板の冷却装置および急冷強化方法 | |
| JPH07115403B2 (ja) | 熱可塑性樹脂フィルムの冷却方法および装置 | |
| JPH1171618A (ja) | 圧延製品の冷却装置 | |
| JP2758359B2 (ja) | 連続的に通走する金属帯材を熱処理する方法および装置 | |
| CN111836685A (zh) | 气体喷出喷嘴及炉、以及加工膜的制造方法 | |
| JP3809229B2 (ja) | 水滴・塵等付着物除去装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060801 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060817 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081031 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090413 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090525 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090607 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120626 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130626 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140626 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |