JP4282002B2 - R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 - Google Patents
R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 Download PDFInfo
- Publication number
- JP4282002B2 JP4282002B2 JP2003423486A JP2003423486A JP4282002B2 JP 4282002 B2 JP4282002 B2 JP 4282002B2 JP 2003423486 A JP2003423486 A JP 2003423486A JP 2003423486 A JP2003423486 A JP 2003423486A JP 4282002 B2 JP4282002 B2 JP 4282002B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- sintered magnet
- rtb
- particles
- jet mill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000843 powder Substances 0.000 title claims description 123
- 229910045601 alloy Inorganic materials 0.000 title claims description 73
- 239000000956 alloy Substances 0.000 title claims description 73
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 239000002245 particle Substances 0.000 claims description 110
- 238000010298 pulverizing process Methods 0.000 claims description 59
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 53
- 239000001301 oxygen Substances 0.000 claims description 53
- 229910052760 oxygen Inorganic materials 0.000 claims description 53
- 239000002994 raw material Substances 0.000 claims description 18
- 229910052742 iron Inorganic materials 0.000 claims description 14
- 238000000227 grinding Methods 0.000 claims description 12
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 7
- 229910052723 transition metal Inorganic materials 0.000 claims description 6
- 239000000919 ceramic Substances 0.000 claims description 4
- 238000003801 milling Methods 0.000 claims 1
- 238000000034 method Methods 0.000 description 28
- 239000000203 mixture Substances 0.000 description 22
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 12
- 239000001257 hydrogen Substances 0.000 description 12
- 229910052739 hydrogen Inorganic materials 0.000 description 12
- 239000007789 gas Substances 0.000 description 11
- 230000007423 decrease Effects 0.000 description 10
- 230000004927 fusion Effects 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 238000005245 sintering Methods 0.000 description 9
- 230000004907 flux Effects 0.000 description 8
- 230000001590 oxidative effect Effects 0.000 description 8
- 229910052796 boron Inorganic materials 0.000 description 7
- 238000009826 distribution Methods 0.000 description 7
- 230000032683 aging Effects 0.000 description 6
- 238000005266 casting Methods 0.000 description 6
- 239000013078 crystal Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000011362 coarse particle Substances 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 230000001681 protective effect Effects 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- 239000012752 auxiliary agent Substances 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000006356 dehydrogenation reaction Methods 0.000 description 2
- 229910001873 dinitrogen Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 230000005381 magnetic domain Effects 0.000 description 2
- 230000005389 magnetism Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229940053200 antiepileptics fatty acid derivative Drugs 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images

Landscapes
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Powder Metallurgy (AREA)
Description
以上のように、使用したジェットミルのタイプによって磁気特性が異なることから、得られた微粉末の性状に何らかの差異があるものと理解されるところ、本発明は、酸素量が低減されたR−T−B系焼結磁石を得る際に、高い磁気特性を得ることができるR−T−B系焼結磁石用合金粉末を提供することを目的とする。また本発明は、そのようなR−T−B系焼結磁石用合金粉末を製造する方法を提供することを目的とする。また本発明は、そのようなR−T−B系焼結磁石用合金粉末を用いて磁気特性の高いR−T−B系焼結磁石を製造する方法を提供することを目的とする。
本発明における合金粉末は、微粉末と通常称されているもので、平均粒径(d50)が1〜10μmの範囲にある。なお、d50は粒度累積分布の50%の粒径である。
さらに本発明における合金粉末は、異なる組成を有する複数の合金粉末の混合物である場合、又は単一組成の合金粉末からなる場合の両者を含む概念を有している。
衝突式ジェットミルを用いる本発明によれば、第2の粉砕粉末は、複数の粒子が融着して形成された融着粒子の数を、全体に対して30%以下とすることができる。なお、衝突式ジェットミルにおいて粉末を衝突させる衝突板はセラミックスで構成することが望ましい。
用いられる合金粉末は、衝突式ジェットミルを用い、かつ酸素濃度が500ppm以下の粉砕雰囲気で粉砕を行うことにより容易に得ることができる。
<R−T−B系焼結磁石用合金粉末>
はじめに、R−T−B系焼結磁石用合金粉末について説明する。
この合金粉末の具体的な組成は目的に応じ選択されるが、一般的にはR:27.0〜40.0wt%、B:0.5〜4.5wt%、T:残部、の組成を有している。ここで、本発明におけるRはYを含む概念を有しており、La、Ce、Pr、Nd、Sm、Eu、Gd、Tb、Dy、Ho、Er、Yb、Lu及びYの1種又は2種以上である。Rの量が27.0wt%未満であると、R−T−B系焼結磁石の主相となるR2Fe14B相の生成が十分ではなく軟磁性を持つα−Feなどが析出し、保磁力が著しく低下する。一方、Rが40.0wt%を超えると主相であるR2Fe14B相の体積比率が低下し、残留磁束密度が低下する。またRが酸素と反応することにより焼結磁石の酸素量が増え、これに伴い保磁力発生に有効なR−リッチ相が減少し、保磁力の低下を招く。そこで、Rの量は27.0〜40.0wt%とする。Ndは資源的に豊富で比較的安価であることから、希土類元素Rとしての主成分をNdとすることが好ましい。本発明は、特に低R組成、つまりRが27.0〜32.0wt%、特に28.0〜31.0wt%の範囲にある場合に有効である。Rが多いとRが酸素と反応して含有する酸素量が増え、これに伴い保磁力発生に有効なR−リッチ相が減少し、保磁力の低下を招くからである。
さらに、保磁力を改善するために、Mを加えてR−T−B−M系のR−T−B系焼結磁石とすることもできる。ここで、Mとしては、Al、Cr、Mn、Mg、Si、Cu、C、Nb、Sn、W、V、Zr、Ti、Mo、Bi、Ag及びGaなどの元素を1種又は2種以上添加することができる。
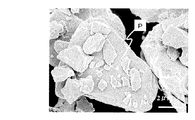
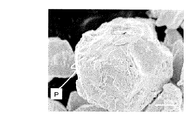
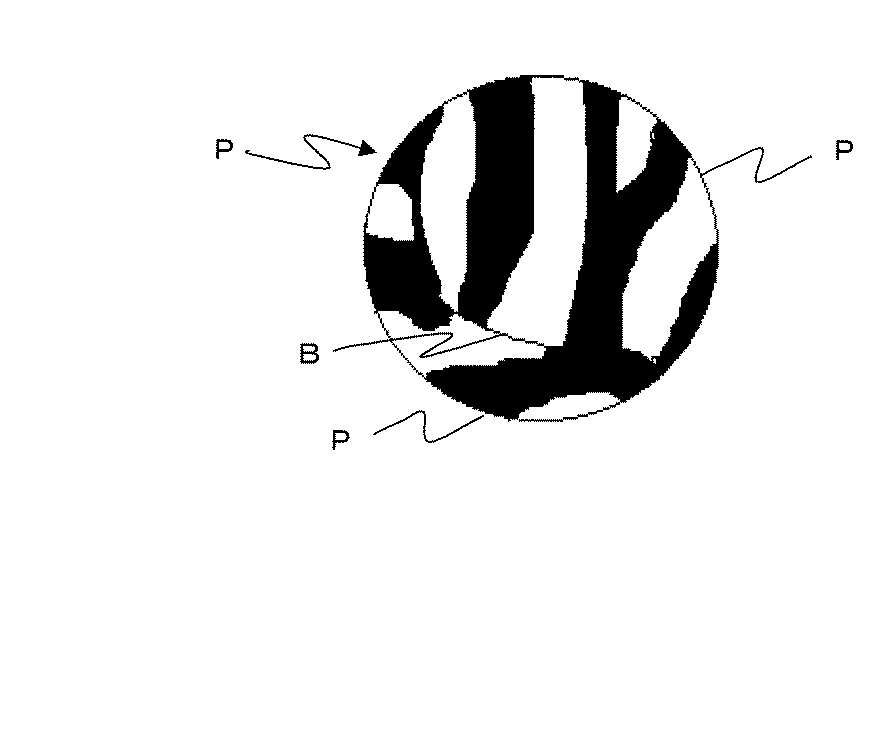
粒子同士が融着しているか否かは、例えばSEM(走査型電子顕微鏡)によって粒子を観察することにより容易に判断することができる。図1は本発明で推奨する衝突型ジェットミルで得られた粉末の粒子をSEMにより観察した像を、図2はカウンタ型ジェットミルで得られた粉末の粒子をSEMにより観察した像を示している。図1の粒子Pはその表面が破断面であるために平滑であるのに対して、図2の粒子Pは粒子が融着した痕跡として表面に凹凸が存在している。また、図3は偏光顕微鏡によりカウンタ型ジェットミルで得られた粉末の粒子を観察したときの像を模式的に示す図であるが、融着した粒子同士の境界Bを確認することができる。
本発明は、単一法及び混合法の両者について適用することができる。単一法に適用した場合には、本発明のR−T−B系焼結磁石用合金粉末は1種類の合金粉末から構成される。混合法に適用した場合には、本発明のR−T−B系焼結磁石用合金粉末は、異なる組成を有する2種類以上の各合金粉末として捉えることもできるし、異なる組成を有する2種類以上の合金粉末の混合物として捉えることもできる。この場合に重要なのは、主相(R2T14B)形成用の低R合金粉末に対して本発明が適用されていることである。磁性を担う主相が磁場中成形により配向される必要があるからである。
本発明のR−T−B系焼結磁石用合金粉末を製造するための好ましい方法について説明する。
前述したように、本発明のR−T−B系焼結磁石用合金粉末は、衝突型ジェットミルにより微粉砕粉末を得ることができる。ジェットミルで粉砕する場合に、予め所定の粒径の粉砕粉末(第1の粉砕粉末)を用意する必要がある。通常、原料合金は、インゴット、ストリップ等の原料合金塊の形態をなしており、これをいきなりジェットミルで粉砕することは困難である。そこで、この原料合金塊を所定の粒径、例えば500〜1000μm程度の粒径まで粉砕する。この粉砕は、水素吸蔵による粉砕、スタンプミル、ブラウンミル等の粉砕機による粉砕を単独又は組み合せて行うことができる。通常、この段階の粉砕を粗粉砕と呼び、得られた粉末を粗粉末と呼んでいる。粗粉末を0.1〜1.0μmの粒径まで粉砕して微粉末(第2の粉砕粉末)を得るのがジェットミルの役割である。ジェットミルによる微粉砕を行う際に、微粉砕時の粉砕性の向上及び磁場中成形時の潤滑及び配向性の向上を目的とした脂肪酸又は脂肪酸の誘導体、例えば、ステアリン酸系やオレイン酸系であるステアリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸アミド、オレイン酸アミド等の助剤を添加することが好ましい。なお、この助剤を添加するタイミングは、微粉砕前、微粉砕中、微粉砕後のいずれであってもよく、限定されるものではない。
酸素量低減の観点からは、そもそも原料合金の酸素量を低減すること、粗粉砕による酸素量の増加を抑制する必要があることは言うまでもない。
また、衝突型ジェットミルにおいて、粉末を衝突させる衝突板は、セラミックスで構成することが望ましい。セラミックスの中では、窒化珪素又は炭化珪素を用いることが望ましい。耐磨耗性にすぐれるとともに、衝突した粒子の融着が少ないからである。
本発明のR−T−B系焼結磁石用合金粉末を用いて焼結磁石を製造する好適な方法について説明する。なお、R−T−B系焼結磁石用合金粉末を製造する部分については上述したので、以下では他の部分について説明する。
R−T−B系焼結磁石を得るための原料合金は、例えば、ストリップキャスト法により得ることができる。ストリップキャスト法は、原料金属をArガス雰囲気などの非酸化雰囲気中で溶解して得た溶湯を回転するロールの表面に噴出させる。ロールで急冷された溶湯は、薄板または薄片(鱗片)状に急冷凝固される。ストリップキャスト法によって得られた薄板又は薄片(鱗片)状の原料合金は、厚みが0.05〜3mm、柱状結晶粒の平均径が1〜50μmであることが好ましい。平均径が1μm未満になると粉砕後に多磁区粒子が増加し、また50μmを超えると粉砕性が劣化する。
水素吸蔵は、原料合金を常温下で水素含有雰囲気に曝すことにより行うことができる。水素吸蔵反応は発熱反応であるため、温度上昇に伴って吸蔵水素量が低下することを防止するために、反応容器を冷却する等の手段を適用してもよい。
水素吸蔵が終了した後に、水素吸蔵が行われた原料合金を加熱保持する脱水素処理を施すことができる。この処理は、焼結磁石として不純物となる水素を減少させることを目的として行われる。加熱保持の温度は、200℃以上、望ましくは350℃以上とする。保持時間は、保持温度との関係、原料合金の厚さ等によって変わるが、少なくとも30分以上、望ましくは1時間以上とする。脱水素処理は、真空中又はArガスフロー中にて行う。
以上の水素吸蔵により粉砕された原料合金を、スタンプミル、ジョークラッシャー、ブラウンミル等を用いて粗粉砕する。この粗粉砕は非酸化性ガス雰囲気中にて行うことが望ましい。
次に、得られた微粉末は磁場中成形に供される。この磁場中成形は、12〜20kOe(960〜1600kA/m)前後の磁場中で、0.3〜3.0t/cm2(30〜300MPa)前後の圧力で行えばよい。本発明によるR−T−B系焼結磁石用合金粉末は、多磁区粒子の存在割合が30%と低いため、この磁場中成形において高い配向性を得ることができる。
磁場中成形後、その成形体を真空又は非酸化性ガス雰囲気中で焼結する。焼結温度は、組成、粉砕方法、平均粒径と粒度分布の違い等、諸条件により調整する必要があるが、1000〜1100℃で1〜10時間程度焼結すればよい。焼結工程の前に成形体に含まれている粉砕助剤、ガスなどを除去する処理を行ってもよい。焼結後、得られた焼結体に時効処理を施すことができる。この工程は、保磁力を制御する重要な工程である。時効処理を2段に分けて行う場合には、800℃近傍、600℃近傍での所定時間の保持が有効である。800℃近傍での熱処理を焼結後に行うと、保磁力が増大する。また、600℃近傍の熱処理で保磁力が大きく増加するため、時効処理を1段で行う場合には、600℃近傍の時効処理を施すとよい。
本発明によるR−T−B系焼結磁石用合金粉末を用いると、成形体の配向性が高いため、得られる焼結体磁石の残留磁束密度は高い値を示す。また、融着して粒径の大きくなった粒子が少ないため、焼結性が優れ、ひいては高い保磁力を得ることができる。
28.5wt%Nd−3.5wt%Dy−0.4wt%Al−1wt%B−残Feの組成を有する厚さ500μmの原料合金をストリップキャストにより作製した。なお、この組成は、磁気特性の向上を目指した低R組成に該当する。
得られた原料合金に水素吸蔵処理を行った後に、以下の2種類のジェットミルにより、微粉末の狙い粒径が6μm(d50)とする粉砕を行った。ここでの粉末粒径はレーザー回折式粒度分布計(Malvern Instrument 社製 Mastersizer)にて測定した。なお、粉砕雰囲気の酸素濃度は200ppmとした。また、各ジェットミルの衝突板は、窒化珪素により構成した。
(1)衝突型ジェットミル:IDS型(日本ニューマチック工業(株)製)
(2)カウンタ型ジェットミル:PJM型(日本ニューマチック工業(株)製)
得られたR−T−B系焼結磁石の磁気特性及び酸素量を測定した。その結果を表1に示す。なお、表1には、多磁区粒子の比率(個数)、ジェットミルにおける粉砕効率もあわせて示している。多磁区粒子の比率は、以下のように求めた。ジェットミルで粉砕された微粉末を樹脂に埋め込み、粉末粒子が露出するまで研磨後、偏光顕微鏡にて観察する。そして、1cm2当たりに存在する粒子数に対する多磁区粒子をカウントする作業を5回繰り返し、それを平均した値を多磁区粒子の比率とした。粉砕効率は、衝突型ジェットミル(IDS型)における単位時間あたりに狙い粒径(d50=6μm)に粉砕処理が可能な量を1.00とする指数で表している。
また、表1〜表3に示す結果を比較すると、ジェットミルにより粉砕された微粉末の粒径が小さくなるほど、多磁区粒子の比率が多くなることがわかる。磁気特性の高いR−T−B系焼結磁石を得るためには、結晶粒を微細にする必要があり、そのためには微粉砕後の微粉末の粒径を小さくすることが望まれる。したがって、本発明によれば、微細結晶粒によるR−T−B系焼結磁石の高磁気特性の実現にも寄与する。さらに、表3に示すように、衝突型ジェットミルを用いるとカウンタ型ジェットミルを用いた場合よりも20%、あるいは30%も粉砕効率が高いため、本発明は高い磁気特性のR−T−B系焼結磁石製造に当ってコスト低減を図ることもできる。
Claims (4)
- R−T−B(ただし、Rは希土類元素の1種又は2種以上、TはFe又はFe及びCoを必須とする1種又は2種以上の遷移金属元素)系焼結磁石を製造するための合金粉末の製造方法であって、
原料合金塊を所定粒度まで粉砕して第1の粉砕粉末を得る工程と、
衝突式ジェットミルを用い、かつ酸素濃度が500ppm以下の粉砕雰囲気で前記第1の粉砕粉末をさらに粉砕して第2の粉砕粉末を得る工程と、を備えることを特徴とするR−T−B系焼結磁石用合金粉末の製造方法。 - 前記第2の粉砕粉末は、複数の粒子が融着して形成された融着粒子の数が全体に対して30%以下であることを特徴とする請求項1に記載のR−T−B系焼結磁石用合金粉末の製造方法。
- 前記衝突式ジェットミルが備える粉末の衝突板は、セラミックスから構成されることを特徴とする請求項1又は2に記載のR−T−B系焼結磁石用合金粉末の製造方法。
- R−T−B(ただし、Rは希土類元素の1種又は2種以上、TはFe又はFe及びCoを必須とする1種又は2種以上の遷移金属元素)系焼結磁石を製造する方法であって、
酸素量が3000ppm以下で、かつ粉末全体に対する多磁区粒子の個数が30%以下であり、衝突式ジェットミルを用い、かつ酸素濃度が500ppm以下の粉砕雰囲気で粉砕を行うことにより得られた合金粉末を、磁場中で成形して成形体を得る工程と、
前記成形体を所定温度に所定時間保持して焼結体を得る工程と、
を備えることを特徴とするR−T−B系焼結磁石の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003423486A JP4282002B2 (ja) | 2003-12-19 | 2003-12-19 | R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003423486A JP4282002B2 (ja) | 2003-12-19 | 2003-12-19 | R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005179749A JP2005179749A (ja) | 2005-07-07 |
| JP4282002B2 true JP4282002B2 (ja) | 2009-06-17 |
Family
ID=34784005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003423486A Expired - Lifetime JP4282002B2 (ja) | 2003-12-19 | 2003-12-19 | R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4282002B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007053978A1 (fr) * | 2005-11-10 | 2007-05-18 | Yantai Zhenghai Magnetic Material Co., Ltd. | AIMANT DE FRITTAGE À SYSTÈME R-Fe-B COMPRENANT DE L’OXYGÈNE À L’ÉCHELLE MICROSCOPIQUE ET SON PROCÉDÉ DE FABRICATION |
| JP5462230B2 (ja) * | 2011-10-12 | 2014-04-02 | インターメタリックス株式会社 | NdFeB系焼結磁石の製造方法 |
| KR101561275B1 (ko) * | 2013-12-24 | 2015-10-19 | 주식회사 포스코 | 영구 자석의 제조 방법 |
| CN108213404B (zh) * | 2016-12-21 | 2022-01-28 | 三环瓦克华(北京)磁性器件有限公司 | 制备钕铁硼永磁材料的微粉、靶式气流磨制粉方法及出粉 |
-
2003
- 2003-12-19 JP JP2003423486A patent/JP4282002B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005179749A (ja) | 2005-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5595608A (en) | Preparation of permanent magnet | |
| JP3724513B2 (ja) | 永久磁石の製造方法 | |
| KR100187611B1 (ko) | 희토류.철계 소결영구자석의 제조방법 및 성형재료 | |
| WO2019151244A1 (ja) | 永久磁石 | |
| JP4033884B2 (ja) | 希土類焼結磁石の製造方法 | |
| CN100570762C (zh) | R-t-b类烧结磁体用原料合金、r-t-b类烧结磁体及其制造方法 | |
| JP4282002B2 (ja) | R−t−b系焼結磁石用合金粉末、その製造方法及びr−t−b系焼結磁石の製造方法 | |
| JP3367726B2 (ja) | 永久磁石の製造方法 | |
| WO2007063969A1 (ja) | 希土類焼結磁石及びその製造方法 | |
| JP3474684B2 (ja) | 耐食性のすぐれた高性能R−Fe−B−C系磁石材料 | |
| CN101694798B (zh) | R-t-b类烧结磁体及其制造方法 | |
| JP2008214661A (ja) | 希土類焼結磁石の製造方法 | |
| JP4415374B2 (ja) | 希土類焼結磁石の製造方法 | |
| JP3459477B2 (ja) | 希土類磁石用原料粉末の製造方法 | |
| JP4076080B2 (ja) | 希土類永久磁石の製造方法 | |
| JP5188674B2 (ja) | 希土類焼結磁石の製造方法、焼結磁石用原料合金粉の粉砕方法 | |
| JP2005288493A (ja) | 合金薄板の製造方法及び製造装置、合金粉末の製造方法 | |
| JP2005283268A (ja) | 粉体評価方法、希土類焼結磁石及びその製造方法 | |
| JP4506973B2 (ja) | 希土類焼結磁石の製造方法、焼結磁石用原料合金粉の粉砕方法 | |
| JP2005286173A (ja) | R−t−b系焼結磁石 | |
| JP2003183764A (ja) | 希土類焼結磁石の製造方法 | |
| JP2026049486A (ja) | 磁石粉末の製造方法、及びRFeB系焼結磁石の製造方法 | |
| JP3954062B2 (ja) | R−t−b系永久磁石用原料粉末の製造方法、r−t−b系永久磁石及び粉砕処理システム | |
| JP2005136356A (ja) | 希土類焼結磁石の製造方法 | |
| JPH06290919A (ja) | 希土類−鉄−ボロン系永久磁石およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090311 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4282002 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120327 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120327 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130327 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140327 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |