JP4268552B2 - ループカーおよびその増強方法 - Google Patents
ループカーおよびその増強方法 Download PDFInfo
- Publication number
- JP4268552B2 JP4268552B2 JP2004098301A JP2004098301A JP4268552B2 JP 4268552 B2 JP4268552 B2 JP 4268552B2 JP 2004098301 A JP2004098301 A JP 2004098301A JP 2004098301 A JP2004098301 A JP 2004098301A JP 4268552 B2 JP4268552 B2 JP 4268552B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- steel sheet
- loop car
- diameter
- steel plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Winding, Rewinding, Material Storage Devices (AREA)
Description
前述のルーパーやループカーを新設するには多大な費用がかかることから、近年、設備改造によって生産能力を増強するケースが多くなっており、設備改造コストを低減しつつ、生産能力を最大限に向上させることが課題となっていた。
横型ルーパーにおいて、鋼板の貯蔵量を増加するために鋼板のパス数を増やす方策が用いられるが、このパス数は、鋼板のパス間隔によって制約を受け、鋼板のパス間隔は、通常、搬送ロールの直径と同じ間隔がとられる。
横型ルーパーにおける鋼板のパス間隔を搬送ロールの直径未満にするために、パス変更用のガイドロールを用いると、ガイドロール直径は変更後のパス間隔以下でなくてはならず小径ロールとなることを余儀なくされ大きな曲げ抵抗を発生させるため、駆動系の能力増強が必要となり、また、鋼板に働く曲げ応力によって腰折れ等の悪影響をもたらすという問題点があった。
しかし、特開平3−81015号公報に開示された方法は、板厚によってパス間隔を変更するものであって,板厚変更時の段取り替えが必要となるという問題点があった。
また、特開昭54-93659号公報には、小円弧状および大円弧状に複数個のロール配設するダブル式ループカーが提案されている。
しかし、特開昭54-93659号公報の方法は、複数個のロールを用いることによってストリップの曲げ抵抗を減少させるものであって、本発明のように鋼板のパス間隔を縮小するものではなかった。
(1)鋼板を貯蔵する横型ルーパー内を移動しながら該鋼板を搬送するループカーであって、前記鋼板を搬送する複数の搬送ロールを有し、該搬送ロールの入側または出側に多段ロールを設置することにより、前記鋼板のパス間隔を前記搬送ロールの直径未満とすることを特徴とするループカー。
(2)鋼板を貯蔵する横型ルーパー内を移動しながら該鋼板を搬送するループカーの増強方法であって、前記鋼板を搬送する複数の搬送ロールを設け、該搬送ロールの入側または出側に多段ロールを設置することにより、前記鋼板のパス間隔を前記搬送ロールの直径未満とすることを特徴とするループカーの増強方法。
図1乃至図3は、本発明におけるループカーの実施形態を例示する図であり、それぞれ、図1は平面図、図2は側面図、図3はループカーの詳細図を示す。
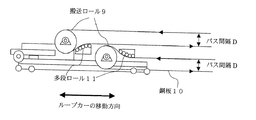
図1乃至図3において、1は駆動モータ、2は減速機、3はワイヤドラム、4はワイヤ、5はワイヤシーブ、6はガイドローラ、7はワイヤストッパー、8はループカー、9は搬送ロール、10は鋼板、11は多段ロールを示す。
ワイヤ4は、駆動モータ1により減速機2を介して駆動されるワイヤドラム3からワイヤシーブ5に掛け回された後にワイヤストッパー7に接続されて固定されている。
また、ループカーの上には、鋼板を搬送する複数の搬送ロール9が設置されており、図2の右側の矢印で示すように、搬送ロール9に鋼板を往復させて掛け回すことによって、単一の搬送ロールの場合に比べて2パス分多い鋼板を貯蔵するルーパーを構成することができる。
しかし、鋼板10をそのまま搬送ロール9に掛け回すと鋼板10のパス間隔は搬送ロールの直径に相当する間隔となってしまい、通常は、設備の寸法制約により、不可能であった。
一方、搬送ロール9の直径以下にパス間隔Dを縮小すると、図2のように搬送ロール同士が重なった配置になる。
鋼板10とパスの干渉をさけるため、パス変更をする必要があるが、設備の構造上同径のロールを設置することができず、小径のガイドロールによって鋼板10のパスラインを変更することによって鋼板のパス間隔Dを狭めようとすると、鋼板の曲げ抵抗が大きくなるうえ、鋼板自体に曲げ応力が働いて腰折れなどの原因となっていた。
すなわち、複数(本実施形態においては2基)の搬送ロール9の入側または出側に多段ロール11を設置することにより、搬送ロール9の入側または出側にあたかも大径ロールの様なパスを形成し、鋼板10を大きな曲率半径にて緩やかに曲げることによって、鋼板の曲げ抵抗の増加を極力抑え、搬送ロール9の半分程度のパス間隔Dを実現し、なおかつ、ロール間隔を縮小し設備を小型化することができるうえ、鋼板に過度の曲げ応力を働かせることがないので腰折れを防止することができる。
このように、本装置は、小径のロールを多数配置する多段ロール11を設けることにより大径ロールと同じ曲率でパスを形成し、パス変更による鋼板の曲げ抵抗の増加を抑えることができるうえ、鋼板に過度の曲げ応力を働かせることがないので腰折れを防止することができる。
なお、本実施形態における多段ロール11は、搬送ロール9の直径の約1/7程度の直径の小径ロールを5つ設けることによって、搬送ロール9の曲率半径の、約2倍の曲率半径を有するパスラインを形成しているが、小径ロールの径および数は、対象とする鋼板のサイズ、搬送ロール径、パス間隔などの条件によって適宜選択すればよい。

ここに、ベンドロスとは、曲げ応力に起因する鋼板張力をいい、このベンドロス分だけ余分に引っ張らなければ鋼板を搬送することができない。
一方、本発明例に示すように多段ロールを用いて曲率半径を1000mmとした場合、ベンドロスは132 kgfとなり、大幅な減少効果があった。
また、複数の小径ロールからなる多段ロールとすることにより、曲率半径1000mmの大径ロールに比べて設備コストを大幅に低減できるうえ、慣性力が大幅に減少するため、ラインを容易に加減速することができる。
2 減速機
3 ワイヤドラム
4 ワイヤ
5 ワイヤシーブ
6 ガイドローラ
7 ワイヤストッパー
8 ループカー
9 搬送ロール
10 鋼板
11 多段ロール
Claims (2)
- 鋼板を貯蔵する横型ルーパー内を移動しながら該鋼板を搬送するループカーであって、前記鋼板を搬送する複数の搬送ロールを有し、該搬送ロールの入側または出側に多段ロールを設置することにより、前記鋼板のパス間隔を前記搬送ロールの直径未満とすることを特徴とするループカー。
- 鋼板を貯蔵する横型ルーパー内を移動しながら該鋼板を搬送するループカーの増強方法であって、前記鋼板を搬送する複数の搬送ロールを設け、該搬送ロールの入側または出側に多段ロールを設置することにより、前記鋼板のパス間隔を前記搬送ロールの直径未満とすることを特徴とするループカーの増強方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004098301A JP4268552B2 (ja) | 2004-03-30 | 2004-03-30 | ループカーおよびその増強方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004098301A JP4268552B2 (ja) | 2004-03-30 | 2004-03-30 | ループカーおよびその増強方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005279727A JP2005279727A (ja) | 2005-10-13 |
| JP4268552B2 true JP4268552B2 (ja) | 2009-05-27 |
Family
ID=35178660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004098301A Expired - Fee Related JP4268552B2 (ja) | 2004-03-30 | 2004-03-30 | ループカーおよびその増強方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4268552B2 (ja) |
-
2004
- 2004-03-30 JP JP2004098301A patent/JP4268552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005279727A (ja) | 2005-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103030026A (zh) | 线条体卷绕卷筒、线条体卷取方法以及线条体卷取装置 | |
| JP5856535B2 (ja) | ローラレベラおよびそれを用いた板材の矯正方法 | |
| CN102951470B (zh) | 贴窗机输纸装置 | |
| JP6593239B2 (ja) | 形状矯正装置及び形状矯正方法 | |
| JP4268552B2 (ja) | ループカーおよびその増強方法 | |
| JP2010201492A (ja) | 異形線材の成形装置 | |
| CN102089144A (zh) | 驱动装置和用于加工板状材料的设备 | |
| JP5803865B2 (ja) | ステンレス冷延鋼帯の製造方法 | |
| JP2007044734A (ja) | 線材矯正装置及び太陽電池の組み立て配線装置 | |
| JP4591175B2 (ja) | ロウ材クラッドシートの製造設備及びその製造方法 | |
| EP3120945A1 (en) | Coiler device provided with chute roller | |
| CN103649663A (zh) | 步进梁式加热炉 | |
| WO2019230791A1 (ja) | 食品生地片の巻き成形装置及びその方法 | |
| JP6514543B2 (ja) | スチールコードを内包するゴムシートの製造方法及び製造装置 | |
| JP3843763B2 (ja) | 熱間圧延設備および熱間圧延方法 | |
| JP2009131867A (ja) | 鋼管曲げ加工装置及び鋼管曲げ加工方法 | |
| JP2007307587A (ja) | 極細線伸線方法および極細線伸線装置 | |
| JP5027547B2 (ja) | 縦型ルーパおよびその運転方法 | |
| JP6408332B2 (ja) | 曲がり矯正装置 | |
| WO2023228471A1 (ja) | 金属帯およびその通板方法 | |
| JP4849839B2 (ja) | 券処理装置 | |
| RU2007103836A (ru) | Устройство для непрерывного вытягивания растяжением металлической ленты и способ работы такого устройства | |
| JP3402982B2 (ja) | ストリップ搬送装置 | |
| JP2013013917A (ja) | 鋼帯の蛇行防止方法および装置 | |
| JP6881421B2 (ja) | 金属帯の工程切替え装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090217 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090220 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4268552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |