JP4264637B2 - 重合管の結合方法及びその張出カシメ用工具 - Google Patents
重合管の結合方法及びその張出カシメ用工具 Download PDFInfo
- Publication number
- JP4264637B2 JP4264637B2 JP2003154902A JP2003154902A JP4264637B2 JP 4264637 B2 JP4264637 B2 JP 4264637B2 JP 2003154902 A JP2003154902 A JP 2003154902A JP 2003154902 A JP2003154902 A JP 2003154902A JP 4264637 B2 JP4264637 B2 JP 4264637B2
- Authority
- JP
- Japan
- Prior art keywords
- caulking
- overhanging
- overhang
- punch
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Automatic Assembly (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Fluid-Damping Devices (AREA)
Description
【産業上の利用分野】
本発明は、筒型の油圧緩衝器とブラケット等の管状体どうしを重ね合わせて張出カシメによって結合する重合管の結合方法及びこれに用いる張出カシメ用工具に関するものである。
【0002】
【従来の技術】
例えば、車両の懸架装置に用いられるサスペンションストラットでは、一般的に、筒型の油圧緩衝器の外筒の外側に、ナックルブラケット、スプリングシート等の管状の結合部が重ね合わされ、その重合部分の端部が溶接されて互いに結合されている。
【0003】
この溶接による結合方法では、溶接時の熱によって、油圧緩衝器の外筒に歪が生じて寸法精度が低下し、溶接作業に時間がかかり生産性が低く、また、溶接の熱によって外筒の内面に生じる酸化スケール及び溶接時に飛散するチリが油圧緩衝器の油液中に混入する虞があるという問題がある。
【0004】
そこで、従来、例えば特許文献1には、油圧緩衝器の外筒の外側に、ナックルブラケットの管状の結合部を重ね合わせ、この結合部を電気抵抗加熱下で押圧変形させて凹部を形成して、これらを結合させることにより、上記溶接熱に起因する諸問題を解決するようにしたブラケットの結合方法が開示されている。
【0005】
また、溶接を用いずに板材どうしを結合させる技術として、例えば特許文献2には、重ね合わせた板材を両面からポンチとダイスによってカシメて、一方の部材を他方の部材に食込ませることによって、優れた剥離強度を得るようにした張出カシメによる結合方法が開示されている。なお、この張出カシメによる結合方法を管状体に適用した例はない。
【0006】
【特許文献1】
特開平9−60682号公報
【特許文献2】
特開昭62−77130号公報
【0007】
【発明が解決しようとする課題】
しかしながら、上記特許文献1に記載された結合方法では、結合部の凹部は、せん断に対する強度は有しているが、剥離に対する強度は有していないので、剥離荷重が作用する部位には適していない。一方、特許文献2に記載された張出カシメによる結合方法は、優れた剥離強度を得ることができるが、カシメによって部材に塑性流動が生じて薄肉部を生じるため、せん断強度が低下する。このため、サスペンションストラット等の大きなせん断荷重が作用する部位には適していない。
【0008】
本発明は、上記の点に鑑みてなされたものであり、せん断荷重及び剥離荷重の両方に対して優れた強度を得ることができ、かつ、生産性に優れた重合管の結合方法及びその張出カシメ用工具を提供することを目的とする。
【0009】
【課題を解決するための手段】
上記の課題を解決するために、請求項1に係る発明は、第1の管状体と第2の管状体とを重ね合わせて、食い込み形状の第1張出カシメ部及び皿面合せ形状の第2張出カシメ部によって結合する重合管の結合方法であって、
前記第1及び第2張出カシメ部に共用のダイを前記第1及び第2の管状体の重合部に挿入し、該重合部の外側から、前記第1張出カシメ部を加工するための第1ポンチ又は前記第2張出カシメ部を加工するための第2ポンチを前記ダイに向かって押圧して前記第1又は第2張出カシメ部を加工し、前記ダイと前記重合部とを相対回転させて、前記第1又は第2ポンチによって前記重合部に順次第1又は第2張出カシメ部を加工することを特徴とする。
このように構成したことにより、食込み形状の第1張出カシメ部によって重合管の剥離強度を高め、皿面合せ形状の第2張出カシメ部によってせん断強度を高めることができ、また、これらに共通のダイを回転させることにより、重合部の周方向に沿って順次張出カシメ部を加工することができる。
請求項2の発明に係る重合管の結合方法は、上記請求項1の構成において、前記第1及び第2の管状体は、一方がシリンダ装置の外筒であり、他方が支持部材であることを特徴とする。
このように構成したことにより、張出カシメによってシリンダ装置の外筒に支持部材を結合することができる。
請求項3の発明に係る重合管の結合方法は、上記請求項2の構成において、前記シリンダ装置は、サスペンション用シリンダであり、前記支持部材は、スプリングシート又はナックルブラケットであることを特徴とする。
このように構成したことにより、張出カシメによって、サスペンション用シリンダの外筒にスプリングシート又はナックルブラケットを結合することができる。
請求項4に係る発明は、請求項1乃至3のいずれかに記載の重合管の結合方法に用いる張出カシメ用工具であって、
前記重合部の直径方向外向きに配置される一対のダイと、該ダイを前記直径方向に沿って移動可能に支持する中空マンドレルと、該中空マンドレル内に挿入されて、前記一対のダイの背面側に楔合して、軸方向移動によって、前記一対のダイを進退動させる作動ロッドと、前記一対のダイに対向可能な少なくとも一対の第1及び第2ポンチとを備えたことを特徴とする。
このように構成したことにより、一対のダイを重合部に挿入し、作動ロッドを軸方向に移動させて、ダイを重合部の内面に当接させ、重合部の外側から第1ポンチ又は第2ポンチを押圧して張出カシメ加工を行う。
また、請求項5の発明に係る張出カシメ用工具は、上記請求項4の構成において、前記第2ポンチは、先端側が小径の段付形状であり、段部を所定の曲率半径を有する曲面部によって連接したことを特徴とする。
このように構成したことにより、張出カシメ部の最低板厚が大きくなり、せん断強度が高まる。
【0010】
【発明の実施の形態】
以下、本発明の一実施形態を図面に基づいて詳細に説明する。
本発明に係る重合管の結合方法を適用したサスペンションストラットを構成する油圧緩衝器の外筒とナックルブラケットとの結合構造について、図1乃至図5を参照して説明する。
【0011】
サスペンションストラット(図示せず)は、サスペンションメンバの一部を構成するものであり、筒型の油圧緩衝器(サスペンション用シリンダ、シリンダ装置)の下端部に、車軸を支持するナックルを取付けるためのナックルブラケット(支持部材)が結合され、側面部にサスペンションスプリングを受けるためのスプリングシートが結合されている。この油圧緩衝器は、ピストンが摺動可能に嵌装されたシリンダと、その外側に設けられた外筒との間にリザーバが形成された複筒式の油圧緩衝器である。
【0012】
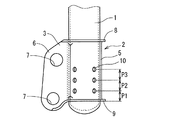
図1乃至図3に示すように、上記油圧緩衝器の有底円筒状の外筒1(第1の管状体)の底部側の端部に、ナックルブラケット2が取付けられている。ナックルブラケット2は、断面略C字形のブラケット本体3と断面略コ字形の連結部材4とを結合して、管状結合部5(第2の管状体)と、その側面部から平行に延びる一対の板状の取付部6とが形成されている。取付部6には、取付孔7が設けられている。ブラケット本体3の管状結合部5及び取付部6の両端部には、補強用のフランジ部8、9が形成されている。
【0013】
ナックルブラケット2の管状結合部5と外筒1との重合部は、張出カシメによって互いに結合されている。張出カシメは、外筒1と管状結合部5との重合部を外側から塑性変形させて内側に突出させ、これにより、外筒1の外周に形成される凹部と管状結合部5の内周に形成される凸部との凹凸嵌合によって、これらを互いに結合させるものである。
【0014】
このような張出カシメによって形成された張出カシメ部10は、外筒1と管状結合部5との重合部に、周方向に沿って1列に4ヶ所配置され、これらが所定のピッチP1、P2、P3、…をもって複数列設けられている(3列のみ図示する)。図1に示すように、周方向に沿って配置された4つの張出カシメ部10は、2つずつが外筒1及び管状結合部5の直径方向に対向するよう配置されており、ナックルブラケット2の取付部6と干渉しないように、これらの挟み角θ1及びナックルブラケット2に対する中心角θ2が設定されている。なお、張出カシメ部10は、直径方向に対向する位置に6箇所以上配置してもよい。
【0015】
周方向に沿って配置される張出カシメ部10の数及びその列数は、多いほど結合強度を高めることができるが、張出カシメを行う後述するダイ11及びポンチ12の形状及び寸法によって、挟み角θ1及びピッチP1、P2、P3、…の最小値が制限されることになる。また、複数列の張出カシメ部10は、図2に示すように、外筒1及びナックルブラケット2の下端部側に配置することにより、外筒1に作用する曲げ荷重に対して、フレッチングが発生しにくくなり、疲労強度を高め、耐久性を向上させることができる。
【0016】
次に、張出カシメ部10の形状について、図4乃至図6を参照して説明する。
張出カシメ部10は、図4(又は図5)に示す食込み形状の張出カシメ部10Aと、図6に示す皿面合せ形状の張出カシメ部10Bとを適宜組合わせて配置されている。
【0017】
図4に示すように、食込み形状の張出カシメ部10Aは、底部に環状溝17が形成された凹部18を有するダイ11と、円柱状の先端部19(第1ポンチ)を有するポンチ12とを用いて、管状結合部5及び外筒1の重合部を凸状に張出して、塑性流動によってダイ11の凹部内にフィルアップさせることによって成形することができる。
【0018】
食込み形状の張出カシメ部10Aは、張出方向Fに対して、内側に位置する管状結合部5の凸形状の張出部13の外周部が外側に位置する外筒1の凸形状の張出部14の内周部に食込んだ形状となっている。管状結合部5側の張出部13は、その先端側の外周部が外筒1側の張出部14に食込んで食込み部Kを形成すると共に、この食込み部Kによって後退した部分が薄肉部15(板厚T1)となっている。また、外筒1側の張出部14は、その先端の外周縁部に環状突部16が形成されている。このように、管状結合部5の張出部13を外筒1の張出部14に食込ませて食込み部Kを形成することにより、管状結合部5と外筒1との剥離強度を大きくすることができる。
【0019】
なお、他の食込み形状の張出カシメ部として、図5に示すように、リベット40を用いた張出カシメ部10Cとすることもできる。張出カシメ部10Cは、上述の張出カシメ部10Aと共用のダイ11及び円柱状の先端部を有するポンチ12(第2ポンチ)を使用し、フランジ部を有する円筒状のリベット40を用いて、次のようにして形成することができる。▲1▼ポンチ12にリベット40をセットし、▲2▼ポンチ12によってリベット40を管状結合部5に圧着すると、▲3▼リベット40によって管状結合部5がピアシングされ、▲4▼外筒1は、ピアシングされず、ダイ11によってカールされ、その後、▲5▼ポンチ12及びダイ11を後退させることによって、▲6▼張出カシメ部10Cが形成される。このとき、リベット40は、フランジ部が皿状の頭部40aとなり、円筒部40bが管状結合部5を貫通して外筒1に食込むことによって、本発明における第1張出カシメ部を構成する。
【0020】
図6に示すように、皿面合せ形状の張出カシメ部10Bは、食込み形状の張出カシメ部10Aを成形するものと共用のダイ11と、段付形状の先端部22(第2ポンチ)を有するポンチ12と用いて形成することができる。
【0021】
皿面合せ形状の張出カシメ部10Bは、張出方向Fに対して、内側に位置する管状結合部5の皿面形状に突出された張出部20の外側が、外側に位置する外筒1の皿面形状に突出された張出部21の内側に嵌合しており、食込み部は形成されていない。また、管状結合部5の張出部20は、段付形状の先端部22を有するポンチ12を用いることによって、張出部20の最低板厚T2が充分大きくなっており、張出部20及び21の底部厚みX2が外筒1の板厚t1より厚く、板厚t1の1.5倍より薄く(t1<X2<1.5・t1)、このとき、管状結合部5の最低板厚T2が板厚t1の約30%程度以上となっている。皿面合せ形状の張出カシメ部10Bは、食込み形状の張出カシメ部10Aを成形するものと同じ形状の凹部18を有するダイ11を用いて成形することができる。
【0022】
皿面合せ形状の張出カシメ部10Bは、食込み部を有していないので、剥離強度を得ることはできないが、薄肉部が形成されず、張出部20の最低板厚T2が充分大きいので、高いせん断強度を得ることができる。なお、皿面合せ形状の張出カシメ部10Bの張出部20、21は、過大なせん断荷重に対して、破断することなく、乗り越しが発生して分離する。
【0023】
次に、皿面合せ形状の張出カシメ部10Bを成形するためのポンチ12の先端部22の形状について、図7を参照して説明する。
ポンチ12は、先端の小径のテーパ部23と、大径の円柱状の基部24とを曲面部25(曲率半径R2)によって滑らかに連接した段付形状の先端部22を有している。このポンチ12の各部の寸法例を次に示す。ダイ11の凹部18の直径D1=10mmのとき、ポンチ12の直径D2=14mm、基部24の直径D3=6.6mm、テーパ部23の先端の直径4.6mm、先端部22の長さL1=8mm、先端部22の基端からテーパ部23の基端までの長さL2=6mm、基部24の長さL3=5mm、基部24の側面部と曲面部25との角度A1=135°、テーパ部23の角度A2=2.9°として、張出部20、21の底部の厚さX2=2.8〜3.0mmとする。
【0024】
このような段付形状の先端部22を有するポンチ12を用いて、皿面合せ形状の張出カシメ部10Bを加工することにより、図13に示すような円柱形状の先端部19を有するポンチ12を用いて皿面合せ形状の張出カシメ部10Cを加工した場合に比して、管状結合部5の最低板厚T2を厚くすることができ(T2>T3)、せん断強度を高めることができる。
【0025】
そして、剥離強度に優れる図4(又は図5)に示す食込み形状の張出カシメ部10Aと、せん断強度に優れる図6に示す皿面合せ形状の張出カシメ部10Bとを適宜組合わせて配置することにより、外筒1と管状結合部5との剥離強度及びせん断強度を高めて外筒1とナックルブラケット2との結合強度を高めることができる。
【0026】
次に、外筒1とナックルブラケット2とを張出カシメによって結合するための張出カシメ用工具について図1、図8乃至図12を参照して説明する。
図12に示すように、張出カシメ用工具26は、一対のダイ11及びポンチ12を備えており、これらのダイ11及びポンチ12は、結合すべき外筒2とナックルブラケット2の管状結合部5との重合部をはさんで直径方向に対向して配置されている。ポンチ12は、駆動手段(図示せず)によって進退動可能となっており、また、図4(又は図5)に示す食込み形状の張出カシメ部10Aを成形するための円柱状の先端部19を有するものと、図6に示す皿面合せ形状の張出カシメ部10Bを形成するための段付形状の先端部22を有するものを適宜選択できるようになっている。これらのポンチ12に対して、共用の一対のダイ11は、外筒1の内部に挿入可能な中空マンドレル27(図8乃至図11参照)によって径方向に進退動可能に支持されている。
【0027】
図8乃至図11に示すように、各ダイ11は、中空マンドレル27の先端部に径方向に貫通して形成されたガイド孔28内に摺動可能に嵌装した一対の受台29の前面にボルト30によって固定されている。各受台29の背面にはテーパ形状のあり溝31が形成されており、このあり溝31には、中空マンドレル27内に挿入され、駆動手段(図示せず)により直線移動する作動ロッド32の先端側のテーパ部33に形成されたあり34が嵌入されている。すなわち、受台29と作動ロッド32とは、楔合状態をなすあり溝(メス)31とあり(オス)34とを介して連結されており、これにより作動ロッド32の直線移動に応じてを一対の受台29が相互に半径方向へ進退動し、これに応じて一対のダイ11は、図8及び図9に示す退避位置と図10及び図11に示すカシメ位置との間を移動することができる。
【0028】
ポンチ12の外周部には、バネ35によって弾性的に支持されたパッド36が設けられており、ポンチ12をダイ11側へ前進させたとき、ポンチ12に先立ってナックルブラケット2の管状結合部5に当接して、これを押さえ、その後は、ポンチ12の前進に伴い、バネ35の圧縮によって後退するようになっている。
【0029】
また、図1に示すように、ダイ11及びポンチ12は、外筒1及びナックルブラケット2に対して、回転させることができ、所定の挟み角θ1もって4つの張出カシメ部10を加工できるようになっている。
【0030】
このように構成した張出カシメ用工具26を用いて、外筒1とナックルブラケット2とを張出カシメによって結合する工程について次に説明する。
外筒1にナックルブラケット2の管状結合部5を嵌合し、これらの重合部に、図8および図9に示す退避位置とした中空マンドレル27を挿入して一対のダイ11及びポンチ12を所定位置に位置決めする。
【0031】
図10、図11及び図12に示すように、駆動手段(図示せず)によって作動ロッド32を下方へ動させて、作動ロッド32にあり34及びあり溝31を介して楔合する一対の受台29を半径方向外側へ移動させ、各受台29に固定されているダイ11を拡開させて、外筒1の内面に当接させる。駆動手段(図示せず)により一対のポンチ12をダイ11に向かって前進させ、パッド36をナックルブラケット2の管状結合部5の外周面に当接させ、更にポンチ12を前進させて、外筒1及び管状結合部5の直径方向に対向配置された2つの張出カシメ部10を同時に加工する。
【0032】
張出カシメ加工後、駆動手段により、一対のポンチ12及びパッド36を後退させ、また、作動ロッド32を上方に移動させ、作動ロッド32にあり34及びあり溝31を介して楔合する一対の受台29を後退させて、一対のダイ11を図8及び図9に示す退避位置まで後退させる。
【0033】
次に、図1に示すように、ダイ11及びポンチ12を外筒1及びナックルブラケット2の管状結合部5に対して張出カシメ部10の挟み角θ1だけ回転させて位置決めし、上記と同様、張出カシメ部10を加工する。このようにして、外筒1およびナックルブラケット2の管状結合部5の周方向に沿って4つの張出カシメ部10を加工する。
【0034】
次に、ダイ11及びポンチ12を軸方向に所定のピッチP1、P2、P3、…で順次移動させ、各ピッチにおいて、上記と同様にして4つの張出カシメ部10を加工する。なお、必要に応じてポンチ12を選択することにより、食込み形状の張出カシメ部10A(又は10C)及び皿面合せ形状の張出カシメ部10Bを適宜組合わせて配置することができる。このようにして、外筒1とナックルブラケット2とを食込み形状及び皿面合せ形状の張出カシメ部10A(又は10C)、10Bによって結合することができる。
【0035】
上述のように、外筒1及びナックルブラケット2の管状結合部5の径方向に対向する二箇所を同時に張出カシメするので、これらの重合部に対して成形圧力を効率よく作用させることができ、成形荷重の低減を図ることができる。また、食込み形状の張出カシメ部10A(又は10C)と皿面合せ形状の張出カシメ部10Bとを共通のダイ11を用いて加工するので、ダイ11を外筒1の内部で適宜回転させ、また、軸方向に移動させることにより、周方向、軸方向に沿って配置される張出カシメ部10を容易に加工することができる。
【0036】
なお、上述の張出カシメ用工具26において、一対のポンチ12を二組設けて、図1に示すような挟み角θ1をもって配置し、ダイ11を回転させて、順次二組のポンチ12に対向させて、4つの張出カシメ部10を加工するようにしてもよい。
【0037】
また、上記実施形態では、本発明をサスペンションストラットの油圧緩衝器の外筒1とナックルブラケット2との結合に適用した場合について説明しているが、本発明は、サスペンションストラットの油圧緩衝器の外筒とサスペンションスプリングのスプリングシートとの結合にも同様に適用することができ、そのほか、管状体の重合部の結合であれば他のものにも適用することができる。
【0038】
【発明の効果】
以上詳述したように、請求項1の発明に係る重合管の結合方法によれば、食込み形状の第1張出カシメ部によって重合管の剥離強度を高め、皿面合せ形状の第2張出カシメ部によってせん断強度を高めることができ、また、これらに共用のダイを回転させることにより、容易に重合部の周方向に沿って順次張出カシメ部を加工することができる。
請求項2の発明に係る重合管の結合方法によれば、張出カシメによってシリンダ装置の外筒に支持部材を結合することができる。
請求項3の発明に係る重合管の結合方法によれば、張出カシメによって、サスペンション用シリンダの外筒にスプリングシート又はナックルブラケットを結合することができる。
請求項4の発明に係る張出カシメ用工具によれば、一対のダイを重合部に挿入し、作動ロッドを軸方向に移動させて、ダイを重合部の内面に当接させ、重合部の外側から第1ポンチ又は第2ポンチを押圧して張出カシメ加工を行うことができる。
また、請求項5の発明に係る張出カシメ用工具によれば、張出カシメ部の最低板厚を大きくして、重合管のせん断強度を高めることができる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係る重合管の結合方法を示す油圧緩衝器の外筒及びナックルブラケットの横断面図である。
【図2】図1に示す外筒及びナックルブラケットの側面図である。
【図3】図1に示す外筒及びナック部ブラケットの下面図である。
【図4】図1に示す外筒とナックルブラケットとの結合部における食込み形状の張出カシメ部の縦断面図である。
【図5】リベットを用いた食込み形状の張出カシメ部およびその加工工程を示す図である。
【図6】図1に示す外筒とナックルブラケットとの結合部における皿面合せ形状の張出カシメ部の縦断面図である。
【図7】図6に示す皿面合せ形状の張出カシメ部を加工するためのポンチの側面図である。
【図8】本発明の一実施形態に係る張出カシメ用工具の退避位置にあるダイ側の縦断面図である。
【図9】図8のA-A線による横断面図である。
【図10】図9に示す張出カシメ用工具の加工位置にあるダイ側の縦断面図である。
【図11】図10のB-B線による横断面図である。
【図12】本発明の一実施形態に係る張出カシメ用工具の要部の横断面図である。
【図13】円柱状の先端部を有するポンチを用いて加工した皿面合せ形状の張出カシメ部の縦断面図である。
【符号の説明】
1 外筒(第1の管状体)
2 ナックルブラケット
5 管状結合部(第2の管状体)
10A 張出カシメ部(第1張出カシメ部)
10B 張出カシメ部(第2張出カシメ部)
10C 張出カシメ部(第1張出カシメ部)
11 ダイ
19 先端部(第1ポンチ)
22 先端部(第2ポンチ)
26 張出カシメ用工具
27 中空マンドレル
32 作動ロッド
Claims (5)
- 第1の管状体と第2の管状体とを重ね合わせて、食い込み形状の第1張出カシメ部及び皿面合せ形状の第2張出カシメ部によって結合する重合管の結合方法であって、
前記第1及び第2張出カシメ部に共用のダイを前記第1及び第2の管状体の重合部に挿入し、該重合部の外側から、前記第1張出カシメ部を加工するための第1ポンチ又は前記第2張出カシメ部を加工するための第2ポンチを前記ダイに向かって押圧して前記第1又は第2張出カシメ部を加工し、前記ダイと前記重合部とを相対回転させて、前記第1又は第2ポンチによって前記重合部に順次第1又は第2張出カシメ部を加工することを特徴とする重合管の結合方法。 - 前記第1及び第2の管状体は、一方がシリンダ装置の外筒であり、他方が支持部材であることを特徴とする請求項1に記載の重合管の結合方法。
- 前記シリンダ装置は、サスペンション用シリンダであり、前記支持部材は、スプリングシート又はナックルブラケットであることを特徴とする請求項2に記載の重合管の結合方法。
- 請求項1乃至3のいずれかに記載の重合管の結合方法に用いる張出カシメ用工具であって、
前記重合部の直径方向外向きに配置される一対のダイと、該ダイを前記直径方向に沿って移動可能に支持する中空マンドレルと、該中空マンドレル内に挿入されて、前記一対のダイの背面側に楔合して、軸方向移動によって、前記一対のダイを進退動させる作動ロッドと、前記一対のダイに対向可能な少なくとも一対の第1及び第2ポンチとを備えたことを特徴とする張出カシメ用工具。 - 前記第2ポンチは、先端側が小径の段付形状であり、段部を所定の曲率半径を有する曲面部によって連接したことを特徴とする請求項4に記載の張出カシメ用工具
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003154902A JP4264637B2 (ja) | 2003-05-30 | 2003-05-30 | 重合管の結合方法及びその張出カシメ用工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003154902A JP4264637B2 (ja) | 2003-05-30 | 2003-05-30 | 重合管の結合方法及びその張出カシメ用工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004353818A JP2004353818A (ja) | 2004-12-16 |
| JP4264637B2 true JP4264637B2 (ja) | 2009-05-20 |
Family
ID=34049429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003154902A Expired - Fee Related JP4264637B2 (ja) | 2003-05-30 | 2003-05-30 | 重合管の結合方法及びその張出カシメ用工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4264637B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4465581B2 (ja) * | 2002-11-29 | 2010-05-19 | 日立オートモティブシステムズ株式会社 | 重合板、重合管および重合管の張出かしめ方法、工具 |
| JP4721954B2 (ja) * | 2006-05-25 | 2011-07-13 | 積水樹脂株式会社 | 道路反射鏡における組付け方法および組付け構造 |
| JP2008087009A (ja) * | 2006-09-29 | 2008-04-17 | Hitachi Ltd | クリンチ加工方法及びクリンチ工具 |
| JP2008249058A (ja) * | 2007-03-30 | 2008-10-16 | Hitachi Ltd | シリンダ装置 |
| KR101304898B1 (ko) | 2012-12-06 | 2013-09-06 | 포항공과대학교 산학협력단 | 전자기압을 이용한 국부적 튜브 클린칭 장치 및 방법 |
| CN103223455B (zh) * | 2013-04-25 | 2015-01-07 | 浙江焕发车业有限公司 | 一种摩托车锁标识罩铆压装置 |
| KR101864177B1 (ko) * | 2016-06-24 | 2018-06-29 | 주식회사 성우하이텍 | 클린칭 장치 |
-
2003
- 2003-05-30 JP JP2003154902A patent/JP4264637B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004353818A (ja) | 2004-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4465581B2 (ja) | 重合板、重合管および重合管の張出かしめ方法、工具 | |
| EP2077168B1 (en) | Punching method and punching device employing hydro-form | |
| US10086423B2 (en) | Method for forming a pressed component | |
| JP5046085B2 (ja) | 接合ロッドおよびシリンダ装置の製造方法 | |
| US7165310B2 (en) | Method for connecting two members | |
| JP4264637B2 (ja) | 重合管の結合方法及びその張出カシメ用工具 | |
| EP2666561B1 (en) | Method for producing tooth profile component, and device for producing tooth profile component | |
| GB2455443A (en) | Pipe member and method of manufacturing the same | |
| KR101655029B1 (ko) | 중공형 봉상물과 플레이트형 링크 브라켓트의 결합 방법 및 이를 위한 프레스 장치 | |
| CN103562813A (zh) | 踏板臂的轴承构件、踏板臂以及踏板臂的制造方法 | |
| JP2002525208A (ja) | 重ねた平坦部材を連結する方法及び装置 | |
| JPH07223030A (ja) | 管と板材の接合装置 | |
| KR101271396B1 (ko) | 셀프 피어싱 리벳 단조 성형장치 | |
| JP3887729B2 (ja) | ロッドカラーの接合方法および接合型 | |
| CN102548683A (zh) | 铆钉、铆接装置和铆接方法 | |
| CN104668434A (zh) | 制造安装单元的方法 | |
| KR101652637B1 (ko) | 중공형 봉상물과 플레이트형 링크 브라켓트의 결합 방법 | |
| KR102137995B1 (ko) | 파이프 연결 장치 | |
| JPS6331288B2 (ja) | ||
| JP3583541B2 (ja) | 複合金属板および金属板の接合方法とその接合装置 | |
| JP2004232789A (ja) | 管接合体及びその接合方法 | |
| JP5583490B2 (ja) | 鍛造加工用パンチ | |
| CN214349373U (zh) | 一种薄壁深孔带法兰零件的镦法兰模具 | |
| JP4716078B2 (ja) | ブラケットの取付構造 | |
| KR102680891B1 (ko) | 파이프 연결용 피팅의 제작방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041129 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090128 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4264637 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |