JP4255136B2 - 発泡ポリテトラフルオロエチレン製品の製造方法 - Google Patents
発泡ポリテトラフルオロエチレン製品の製造方法 Download PDFInfo
- Publication number
- JP4255136B2 JP4255136B2 JP53322298A JP53322298A JP4255136B2 JP 4255136 B2 JP4255136 B2 JP 4255136B2 JP 53322298 A JP53322298 A JP 53322298A JP 53322298 A JP53322298 A JP 53322298A JP 4255136 B2 JP4255136 B2 JP 4255136B2
- Authority
- JP
- Japan
- Prior art keywords
- tubular extrudate
- extrudate
- tubular
- mandrel
- eptfe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/22—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes
- B29C55/26—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of tubes biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C61/00—Shaping by liberation of internal stresses; Making preforms having internal stresses; Apparatus therefor
- B29C61/02—Thermal shrinking
- B29C61/025—Thermal shrinking for the production of hollow or tubular articles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2/07—Stent-grafts
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2002/061—Blood vessels provided with means for allowing access to secondary lumens
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2002/065—Y-shaped blood vessels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/04—Hollow or tubular parts of organs, e.g. bladders, tracheae, bronchi or bile ducts
- A61F2/06—Blood vessels
- A61F2/07—Stent-grafts
- A61F2002/075—Stent-grafts the stent being loosely attached to the graft material, e.g. by stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
- B29K2027/18—PTFE, i.e. polytetrafluorethene, e.g. ePTFE, i.e. expanded polytetrafluorethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
- B29L2031/7534—Cardiovascular protheses
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Pulmonology (AREA)
- Veterinary Medicine (AREA)
- Transplantation (AREA)
- Mechanical Engineering (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Gastroenterology & Hepatology (AREA)
- Public Health (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Cardiology (AREA)
- Vascular Medicine (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Prostheses (AREA)
- Materials For Medical Uses (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Molding Of Porous Articles (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Description
本発明は、同時係続出願であり譲受人が共通である「フランジの付いた端側吻合の形成(Apparatus and Method for Making Flanged End-Side Anastomosis)」と題する1996年2月28日に出願されたPCT国際出願番号第PCT/US96/02715号に関連するものである。
発明の背景
本発明は、概ね微孔性発泡ポリテトラフルオロエチレンから形成される3次元造形製品の製造方法に関する。より詳細には、本発明は、発泡ポリテトラフルオロエチレンから成る管状体を操作して所望の3次元立体配座にすることで3次元製品を造形する方法に関する。本発明は、長手方向に発泡したポリテトラフルオロエチレン(ePTFE)管を半径方向に膨張させて半径方向へ膨張したePTFE(rePTFE)管を形成し、該rePTFE管を造形マンドレルの周りに円周方向に係合させ、斯かる組立体をポリテトラフルオロエチレンの結晶融点温度または焼結温度以下の温度まで加熱して前記造形マンドレルに緊密に接触させ、且つ、前記組立体をポリテトラフルオロエチレンの結晶融点温度を超える温度まで加熱して微構造のポリテトラフルオロエチレンの造形体を非結晶的に固定することを含んでいる。
本発明の方法により形成した3次元に造形された微孔質発泡ポリテトラフルオロエチレン製品は、医療用移植片に利用するのに特によく適しており、静脈または動脈交換部品としての静脈または動脈補てつ物として、血管内ライナー、前静脈シャントとして、または、静脈アクセス移植片として利用するのに特に適している。細長い部分に連続したフランジの付いたカフ部分を有する造形微孔質発泡ポリテトラフルオロエチレン移植片が動脈または静脈補てつ物として製造されてきた。カフの付いた補てつ物は、フランジの付いたカフ部分を切開した動脈切開部の周りに縫合して端側吻合を形成する大腿膝窩バイパス処置において必要とされる端側吻合にしようするのに特によく適している。血管内ライナーとしては、造形発泡ポリテトラフルオロエチレン製品を軸線に沿ってテーパをつけて、近位端の径を遠位端の径より大径または小径にした形状にするか、または、テーパを段階的に付けて、2つの異なる内径部分間にテーパの付いた移行ゾーンを形成するようにするか、または、基本となる管状移植部材の付属物を適切なサイズにして脚部を形成した2分岐または3分岐した移植片に形成することが可能である。
従来技術の背景
従来のePTFE製品の製造方法は、シート、管、棒またはフィラメントの製造に限定されているのが典型的である。ePTFEから成る複雑な立体配座造形物の製造方法は従来技術ではいまだ公知ではない。従来の技術の教示するところはフルオロエチレン共重合体(FEP)または非発泡ポリテトラフルオロエチレン(nPTFE)のいずれかから成る熱収縮性管の製造方法に限定されている。しかしながら、FEP及びnPTFEから成る熱収縮性管の利用は管状異形材に限定されていた。従来の方法は、例えば、1965年に発行されたエリー・ジュニア(Ely,Jr)等の米国特許第3,196,194号により代表され、該特許においては、FEPフロオロカーボン熱収縮性管が開示されており、該管は、まず、初期の内径の33乃至100パーセントに膨張させ、次いで、約摂氏121乃至204度(華氏250乃至400度)で33乃至100パーセント収縮する。本発明の教示によれば、FEPフロオロカーボンの閉端管の管腔内に正ガス圧を導入してFEPフロオロカーボンの管の膨張を実現する。1987年3月3日に発行されたシーラ・ジュニア(Seiler,Jr.)等の米国特許第4,647,416号にはポリテトラフルオロエチレン(PTFE)管及び該管の製造方法が開示されており、該方法は、未焼結のPTFE管の外側表面に半径方向の刻み筋を画成し、該管を長手方向に延伸して該刻み筋を分離して別個のリブにするか、または、該管を焼結温度まで加熱して刻み筋の中間でPTFEを収縮させて、焼結中に刻み筋をリブに変更するといったものである。
チュ(Tu)その他が開示した3つの関連発明によれば半径方向及び/長手方向のコンプライアンスを有したePTFEエラストマー含浸材料を製造する方法が開示されている。1989年3月28日に発行された米国特許第4,816,339号にはePTFE/エラストマー層で積層した発泡ポリテトラフルオロエチレン(ePTFE)の層から成る管状血管移植片材料及び該材料の製造方法が開示されており、該方法によれば、前記移植片を事前に形成し、該移植片を長手方向に膨張させ、移植片を焼結し、エラストマーマトリックスを使用して移植片を半径方向に膨張させ、斯かる膨張を経て形成される移植片の半径方向膨張及びコンプライアンスを可能にすると共に、その後エラストマー材料から成る別の層で外側表面を包むかまたは該外側表面を再処理することで移植片が形成される。この特許が明白に教示することは、標準のePTFE移植片は包装されないと半径方向の膨張を抑制しないまたは斯かる膨張に抗せず、包装されると、コンプライアンスを失うことである。エラストマーを追加することでPTFE節即ちノード(node)及びフィブリル(fibril)を封入して、ePTFE材料の微構造ネットワーク内へ浸透する。1991年10月29日に発行されたチュその他の米国特許第5,061,276号は前記のチュその他の米国特許第4,816,339号と類似しているが、PTEFエラストマー溶液添加物のみで形成された内部表面距離が25ミクロンで、外側表面のノード間距離が約90ミクロンである移植片を開示している。1991年12月10日に発行されたチュその他の米国特許第5,071,609号はPTFEエラストマー添加剤をペースト押し出しして、次いで、最終製品を長手方向または半径方向へ伸縮させて成形した移植片を開示している。この発明の教示するところは、伸縮の特性即ち移植片の半径方向または長手方向軸線にコンプライアンスを有するにはエラストマーの組み入が必要となることである。
1989年5月16日に発行された山本(Yamamoto)その他の米国特許第4,830,062号にはテトラフルオロエチレンの管を半径方向に膨張させて多孔性を与え、その結果該半径方向に膨張されたテトラフルオロエチレンの管を熱収縮させることが開示されている。この特許では、長手方向に膨張されたePTFEの半径方向膨張性能または半径方向に膨張されたePTFEの熱収縮性質等の開示はされていない。
興味深いことに、1990年9月に発行されたプリム(Primm)の米国特許第4,957,669号には、シーラ・ジュニア(Seiler,Jr.)等の米国特許第4,647,416号に従って製造されたテーパの施されたリブ付きの移植片を、リブの付いた移植片を全体として切頭円錐形の超音波ホーンに取り付け、端部を保持し、管を超音波ホーンのテーパの施した形状に載せて延伸しつつ、超音波で加熱することで、半径方向に膨張させる方法が開示されている。しかしながら、この方法は、ePTFE材料を超音波で加熱して加工性を向上させ、且つ、超音波エネルギーで、加熱した材料を規定のテーパの施した切頭円錐形状に付勢するようにされている。この方法では、熱及び超音波を膨張の起動力として使用してePTFE材料を半径方向に膨張させている。この方法は、ePTFE材料を付勢させつつ超音波ホーンのテーパの付いた形状を備えた立体配座に変形させながら該材料を加熱することから、ePTFEの微構造が損なわれる。更に、超音波ホーンが必要なことから、形成される立体配座形状が、ePTFE材料の保全性が損なわれることなく超音波ホーンから容易に取り外しできるような形状に限定されてしまう。
発明の背景
ePTFE等の生物学的に適合した補てつ物材料から不規則な造形で、配座が複雑な医療用内部補てつ物の製造は困難であった。これまで、静脈または動脈移植片、シャント等としての利用に適した内部補てつ物の製造分野における当業者は略管状の構造の内部補てつ物の仕上げに限定されてきた。外科医は斯かる管状構造体を特定の用途即ち周辺動脈閉塞症の治療に適合させざるを得なくされており、即ち、例えば、ミラー(Miller)カフやテーラー(Taylor)カフを合成生物学的材料と本来の動脈組織とのコンプライアンスの不整合を最小限にするように製造して静脈カフを仕上げることで端側吻合等の特定の用途に適合させている。当方の関連特許出願である、「フランジの付いた端側吻合製造装置及び方法」と題する1996年2月28日に出願されたPCT国際出願番号第PCT/US96/02715号に反映されている如く、ePTFEを管状本体と、移植片の長手方向軸線からある角度で変位されたフランジの付いた端部とを有するフランジ移植片に製造する新たな方法を発見した。該方法は、ePTFEの管の一部を造形型内へ半径方向に膨張させて、ePTFEの外側表面を造形型表面に接触させてePTFEを成形することを含んでいる。本発明は、ePTFEから内部補てつ物用の複雑な立体配座を形成する代替の方法を提供するものであり、該方法では、ePTFE管が該管の未発泡径より比較的大径となる径まで半径方向に膨張され、該半径方向に膨張されたePTFE管が造形型の周りに係合され、次いで加熱されて半径方向に膨張されたePTFE管が造形型の周りに半径方向に収縮して、該造形型の外形形状に成形される。著しく拘束された領域またはくねった領域は外部を包装して造形型と密な立体配座を確実に得れるようにする。本新規性のあるePTFE内部補てつ物の製造方法では、造形されたePTFE材料の内部表面は造形型と密接に接触している。
【図面の簡単な説明】
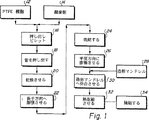
図1は、本発明による多孔質発泡ポリテトラフルオロエチレンから3次元造形製品を製造する方法の流れ図である。
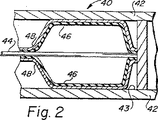
図2は、半径方向に膨張したePTFEを示したePTFEを半径方向に膨張させる装置を例示した図である。
図3は、造形マンドレルの周りに係合したrePTFE管を示した本発明にしたがってrePTFEを造形する造形マンドレルを例示した図である。
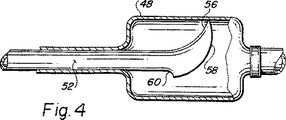
図4は、造形マンドレルの周りにrePTFEを係合させた図である。
図5は、収縮したrePTFEを造形マンドレルの周りに係合させた図である。
図6Aは、造形マンドレルの第2の実施例の側面図である。
図6Bは、造形マンドレルの第2の実施例の平面図である。
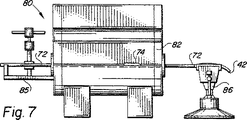
図7は、加熱オーブン組立体、及び造形マンドレル及び前記加熱オーブン内に位置決めされた該マンドレルに係合されたrePTFEの平面図である。
図8は、図7の端面図である。
図9は、本発明の方法で形成された横方向分岐を備えたePTFE管部座の斜視図である。
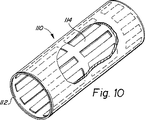
図10は、本発明の方法に従って製造された管腔内ステントの一部切断斜視図である。
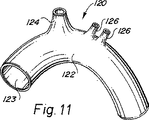
図11は、本発明の方法に従って形成された大動脈弓補てつ物の斜視図である。
図12Aは、本発明の方法に従って形成された二又移植片補てつ物の斜視図である。
図12Bは、図12Bに図示した二又移植片補てつ物を製造するのに使用される造形マンドレル及びけん縮部材の斜視図である。
好適な実施例の詳細な説明
本発明の方法を図1乃至図8を参照して詳細に説明する。同図においては同様の特徴には同様の符号が伏されている。本発明の方法10を主要工程の段階により図1により説明する。PTFE樹脂12、好適にはCD123の商標名で(ICIケミカル社)から市販されている高分子量樹脂を押出し補助潤滑剤14、好適にはアイソパール(ISOPAR)Mの商標名で(エクソン(Exxon)ケミカル社)から市販されているミネラルスピリット溶剤と配合する。前記潤滑剤の含有量はPTFEの15乃至30重量パーセントであり、18乃至25重量パーセントであるのが好適である。PTFEに対する潤滑剤の重量パーセントは「潤滑剤レベル」または「ルーブレベル」と呼ばれる。次いで、ステップ16で、PTFEと潤滑剤との添加剤が押出しビレットに予備成形される。次いで、ステップ18で、該押出しビレットはラム押出し機内へ押出されて管状押出し物が成形される。ステップ20で該押出し物が乾燥されて押出し物(extrudate)に含まれた潤滑剤のかなりの量を蒸発させて、ステップ22で、長手方向に膨張される。乾燥した管状押出し物の長手方向の膨張により、米国特許第3,953,566号及び第4,482,516号に教示されている如く、ePTFEのノード及びフィブリル微構造特性が付与される。前記米国特許はePTFEの管及びフィルムの製造方法の教示に関する参照として本書に組み込まれている。乾燥された管状押出し物は、次いで、焼結オーブン内に配置されて、端部を保持して長手方向への収縮を防止するようにして、少なくとも部分的に焼結される。
本書において使用する場合には、「焼結した」なる用語は、示差走査熱量法により測定したePTFEの相体非結晶含有量の比を意味するものであり、該非結晶含有量は少なくとも10パーセントである。示差走査熱量法は、熱分析方法であって、試料及び基準材料を同時に加熱しつつ該試料及び基準材料間の温度差を、試料及び基準材料をゼロ温度示差に維持するのに必要な追加の熱量を測定することにより効果的に測定する方法である。試料と基準材料との間で温度差がΔTとなると温度差信号が発生される。温度差信号は信号増幅器に入力され、該信号増幅器が別体のヒーターを駆動してΔTに等しい追加の熱を供給する。次いで、DSCが毎秒ミリカロリーの単位で熱入力を測定する。試料が、吸熱工程、即ち、固−固転移例えば結晶から非結晶構造への位相変化が生じる温度に到達すると、試料は基準材料ほど迅速には加熱されなくなり、温度差が現出する。反対に、試料が、発熱工程、例えば、結晶化が発生する温度に到達すると、試料が基準材料に対して温度を利得して温度差が現出する。各温度示差が発生すると工程終了後にベースラインが再度ゼロに接近して、試料及び基準材料が加熱されるにつれてその後の発熱又は吸熱事象が観察される。
本書に使用される場合には、「部分的に焼結した」なる用語は、PTFE材料が0.10乃至0.85、好適には0.20乃至0.75の結晶変換値を有していることを意味するものである。結晶変換値は下記の式を使用して算出される。即ち、

図2乃至図5に戻ると、方法10において使用される様々な装置が図示されている。管状ePTFE部材48は、少なくとも部分的に焼結されており、膨張カテーテル44と同軸状に係合されており、膨張バルーン46が該カテーテル上に支持されている。膨張カテーテル44、膨張バルーン46及び管状ePTFE部材48が拘束室42内へ導入される。本発明の最良の実施形態によれば、該拘束室42は全体として円形横断面形状を有した管状の形状を有しており、その内径は管状ePTFE部材48の外径より約200乃至400パーセント大きくされている。拘束室42は、膨張バルーン46の破裂圧力を超える半径方向に指向されて付与される圧力に安全に耐えうる任意の材料から形成されるのが好適である。デュポン・ド・ネムアズ(DuPon de Nemours)社よりレキサン(LEXAN)の商標名で市販されているプラスチックが強度及び透明度の点でこの用途に特に良く適していることが判明している。
管状ePTFE部材48、膨張バルーン46及び膨張カテーテル44が拘束室42に導入されると該拘束室42が管状ePTFE部材48の周りに同軸上に載置される。正圧が膨張カテーテル44を介して膨張バルーン46内に付与され、該バルーンが半径方向に指向された圧力を管状ePTFE部材の管腔表面に対して付与する。放射線不透過性塩水、リンガーズ(Ringers)溶液または蒸留水を手動又は機械的に起動する注射器を使用して膨張カテーテル44を介して圧力源としての膨張バルーン46内に導入するのは当業界では公知のことである。少なくとも部分的に焼結した管状ePTFE部材48が膨張バルーン46を介して加えられる半径方向外側に指向された流体圧力の影響を受けて拘束室42の内部表面に密接して該内部表面に一致するようになるまで半径方向に膨張する。拘束室42の内部表面43には様々な形状が使用されて管状のePTFE部材48に対して半径方向に膨張した形状を付与するようにされていることは当業者には自明のことである。拘束室42の斯かる代替の次元形状には切頭円錐形、段付きまたは段階的にテーパの付いた規則的な形状、または、ベル形またはホーン形等の不規則な形状が含まれる。更に、拘束室42の内部表面43は波形、窪みまたは突起等のパターンまたは不連続性を含んだ表面形状を有することが可能であり、該パターンまたは不連続性が管状ePTFE部材48が半径方向に膨張して拘束室42の内部表面43に密接されると管状ePTFE部材48の外側表面上に一定のパターン又は不連続性を型押しすることとなる。
造形マンドレル50は、同時係属出願の「フランジの付いた端側吻合の形成」と題する1996年2月28日に出願されたPCT国際出願番号第PCT/US96/02715号に開示された如き端側吻合用の新規のフランジの付いた移植片を形成するのに使用されるものであり、図3に例示する。造形マンドレル50は全体的に円筒状の本体部52及び半径方向にフレアの付けた端部56を含んでいる。端側吻合(端部から側部にかけて吻合された)フランジの付いた移植片を成形するためには、半径方向にフレアを付けた端部56はベル状の形状を有すると共に、造形マンドレル50の長手方向軸線から角度δで角変位されており、造形マンドレル50の長手方向軸線51から角度的に変位されている。端側吻合フランジの付いた移植片を成形するためには、半径方向にフレアを付けた端部56はつまさき部分58を有することが好ましく、このつまさき部分58は造形マンドレル50の長手方向軸線51から角度δだけ角度的に変位されている。この角度δは90度より大きく180度より小さい角度である。半径方向にフレアを付けた端部56は、また、踵部60を有しているのが好ましく、該踵部は造形マンドレル50の長手方向軸線から角度Θだけ角変位されており、該角度Θは90度より小さく0度より大きい角度で造形マンドレル50の長手方向軸線51から変位させられている。前記角度δ及びΘは長手方向軸線51及び爪先部58から長手方向軸線51を通って踵部60まで伸長する線55との間で測定される。
図4は造形マンドレル50が半径方向に膨張したePTFE部材48内で同軸状に係合し、該部材内に円筒状本体部52の一部及び造形マンドレルの爪先部56及び踵部60を含んだフレアの付いた端部56の全体が覆われているのを図示している。ePTFE部材48が造形マンドレルの周りに係合すると、前記組立体がePTFE部材48の第2結晶融点温度未満の温度の加熱オーブン内に導入されて、図5に図示する如く、ePTFE部材48が半径方向へ造形マンドレル50の周りに収縮して該マンドレルに一致するようになるまでの時間加熱する。造形マンドレル50の形状によって外部包装がなされるが、特に、フレアの付いた端部56の踵領域60の角度Θが45度以下の場合には、PTFE又はテフロン(TEFLON)テープ等のポリテトラフルオロエチレンテープが造形マンドレル50、特にフレアの付いた端部56の周りに螺旋状に巻かれ、且つ該フレアの付いた端部では引っ張られてePTFE部材48がフレアの付いた端部56のジオメトリにしっかりと密着するようにされる。
図6A及び図6Bは造形マンドレル70の代替実施例を図示しており、該マンドレルは細長いシャフト72を有しており、該シャフトは造形マンドレル70の長手方向の軸線に沿って伸長すると共に、該軸線を画成している。細長いシャフト72の横断面の径はePTFE製品のフレアの付いていない部分の径と同じくなる。全体として円筒状の造形本体74は細長いシャフト72の長手方向軸線に沿った一定の点に設けられており、該造形本体の径は細長いシャフト72の径より太く且つ最終製品の所望の最終径に等しい径にされている。該円筒状造形本体74は面取りした端部76を有しており、該面取りした端部は造形マンドレル70の長手軸線方向に角度δで対している。角度δは長手方向軸線から0より大きく90より小さな値で任意の所望の角度であってよいが、25°から45°の間が望ましい。造形マンドレル50と同様に、造形マンドレル70の材料もePTFEに適合すると共に、ステンレス鋼等の移植可能な医療装置を製造にしようするのに適した材料であるのが好ましい。
図7及び図8はePTFE部材42を半径方向に収縮させて造形マンドレル70、特に細長いシャフト72及び円筒状造形本体74の形状に密接させる加熱組立体80を図示している。該加熱組立体は全体としてクラムシェルオーブン82から成り、該オーブンは電気誘導加熱要素、セラミック遮熱材及び横方向の対向端の各々に設けた開口部を有しており、該開口部を介して細長いシャフト72がクラムシェルオーブン82を横方向に貫通し、円筒状の造形本体74及びePTFE42の一部はクラムシェルオーブン82内で加熱要素に露出されることが可能になる。把持部材85及び86がクラムシェルオーブン82の各対向する横方向端に隣接して設けられて細長いシャフト72のクラムシェルオーブン82から突出する部分を固定するようにするのが好適である。
本発明の方法の最良の実施態様によれば、ePTFE管状部材26を半径方向に膨張させる段階は人体の体温に近い温度、即ち、35乃至45℃の温度で実施されるのが好適である。これは、加熱空気又は加熱水内で半径方向に膨張を行うことで達成することが可能である。同様に、収縮段階32がePTFEの第1の結晶融点温度より高くePTFEの第2の結晶融点温度より低い温度、好適には327乃至340℃の温度で実施されるのが好適であり、ePTFE管状部材及び造形マンドレルが5乃至10分間、好適には約8分間の滞留時間加熱オーブン内に保持されるのが好適である。更に、加熱収縮段階32において、ePTFE管状部材を加熱する前に、該ePTFE管状部材を造形マンドレル50のフレアの付いたまたはテーパの付いた端部の周りでしっかりときつく巻き、造形マンドレルの細長いシャフト上では緩く巻き付けると共に、オーブンより突出する部分を把持して加熱中の長手方向の収縮を防止するようにする。
本発明の方法により広範な管状ePTFE品が製造できることがわかる。造形マンドレルの3次元的形態を変更し且つ最終製品形状を達成するためのトリミング等後処理段階を追加することで本発明を広範な管状医療補てつ物装置を製造するように適合させることも可能である。
その他の管状補てつ物装置の例を添付の図9乃至図12に図示する。大まかに言えば、図9は分岐血管移植片100を図示しており、該移植片はePTFE管状本体102を備えており、且つ、複数の小型の分岐導管103及び104を有しており、該導管は管状本体102から横方向外側に突出している。分岐導管103及び104は管状本体102の円周周りの患者の対応する分岐導管に解剖学的に合致した位置に配置されている。例えば、ePTFE管状本体102が下降大動脈の動脈移植片として仕上げられている場合には、複数の分岐導管103及び104を患者の腎動脈の解剖学的位置へ対応するように配置して、内因性腎動脈を管状本体102から突出する分岐導管103及び104に吻合するようにすることが可能である。
図10は管腔内ステント移植片装置を例示しており、該ステント移植片装置は、上記に説明した本発明の方法により仕上げをされているが、パルマズ(PALMAZ)ステント(ニュージャージ州ウォレン市のジョンソン&ジョンソン・インタヴェンショナル・システム社(Johnson & Johnson Interventional System,Inc.Warren,New Jwesey))、ジャイアンタルコ(GIANTURCO)ステント(インディアナ州インディアナポリス市のクック・メディカル社(Cook Medical Corp., Indianapolis,Indiana))、ウォールステント(WALLSTENT)(米国シュナイダー(Schneider,USA))又はニチノール(NITINOL)ステント等の管腔内ステントをステント114の周りに半径方向に収縮した点が異なっている。
図11は補てつ大動脈弓120を例示しており、該大動脈弓は中央管腔123及び複数の大動脈補てつ物122の尾根から外側へ突出した複数の分岐大動脈補てつ脚124、126を有するePTFE大動脈補てつ物122から構成されている。該ePTFE大動脈補てつ物は上記に説明した本発明の方法により仕上げをされているが、造形マンドレルがC字状の形状にされていること、及び半径方向に膨張したePTFEが造形マンドレルの周りに半径方向に収縮すると、分岐動脈補てつ脚124、126を成形する造形マンドレルの全長に沿った一定の位置から現出する複数の突起を有している点が異なる。
最後に、図12Bに図示した二又移植片130を上記に説明した新規の方法により成形することが可能である。下降大動脈の大腿分枝において有効な従来の二又移植片補てつ物と同様に、新規の二又移植片130は、本体部132及び該本体部132の基端部に向かって開口した主管腔131を有したY字状の管部材から構成されている。本体部132は先端部で複数の二又管状部材134、136に分岐されており、該複数の二又管状部材134,136の各々は関係する二又管腔135、137を内部に有している。二又管腔135、137は主管腔131と連絡しており血液等の流体を主管腔131を介して該二又管腔内へ及び該管腔を介して流すようにされている。二又移植片130は2つの二又管腔135、137を有するものに限定されるものではなく、2つ以上の分岐を有する分岐した解剖学的構造に対応すべく2つ以上の分岐を含むことも可能である。
二又移植片130は図12に図示した造形マンドレル140及びけん縮部材144を使用して本発明により製造することが可能である。部分的に焼結されたePTFE管状部材142が上記に説明した如く半径方向に膨張される。Y字状の造形マンドレルは円筒状本体部146及び複数の二又脚部148、149から構成され、該脚部は円筒状本体の一端部から突出すると共に、造形部材の長手方向軸線から離れるように一定の角度で角変位されている。二又脚部148、149の少なくとも一方が、ねじの切られた継ぎ手150等により円筒状本体部146に取り外し自在に連結されて、使用が終了した二又移植片130から造形マンドレルを取り外すのを容易にしている。
半径方向に膨張したePTFE管状部材142が上記に説明した如くY字状造形マンドレルの周りに同心状に係合する。けん縮部材144は一対の全体として三角形の頭部部材145、147から構成されて、該頭部部材は互いに同一平面内にあると共に、互いに重畳自在にされている。ハンドル部材151が全体として三角形の頭部部材145、147の各々から外側へ向かって突出すると共に、けん縮部材144がトング状又は鉗子状に機能するのを可能にする前記三角形状頭部部材147、149(図示なし)に対向する端部に接合部を形成している。ハンドル部材151または全体として三角形の頭部部材145、147が全体として三角形の頭部部材147、149間に正圧をかけて該三角形の頭部部材147、149の対向する平らな面が互いにまたは該三角形の頭部部材147、149間に配置された平らな表面に密接して接触するのを可能にする手段を備えているのが好適である。
けん縮部材144は半径方向に膨張したePTFEウェブ部上に当てられ、該ePTFEは造形マンドレル148の二又部に対すると共に、二俣脚部材148、149間で支持されないePTFEが対向する全体として三角形の形状にされた頭部部材145、147間でけん縮されると共に密接に接触する。正圧は全体として三角形の形状にされた頭部部材145、147に付与されて、隣接するePTFEの表面を互いに密接に押圧する。
次いで、組立体全体がPTFEの第2の結晶融点未満の温度まで加熱されて、ePTFEが造形マンドレル140上で半径方向に収縮して該造形マンドレル140の形状を帯びるようにされる。二又脚部材148、149間の空間でePTFEがそれらと係合することでePTFE内に全体として三角形の脚部155、157が形成されることが分かる。
ePTFE142、造形マンドレル140及びけん縮部材144を含んだ組立体全体がPTFEのテープで巻かれて収縮したePTFEを造形マンドレル上に固定すると共に、造形マンドレル140に対する所定位置に該けん縮部材144を固定する。巻かれた組立体は、次いで、焼結オーブン内へ導入されてePTFEの焼結がなされる。焼結オーブンから取り出し後で、組立体は冷却される。PTFEテープが組立体から取り外されて、二俣脚部148、149の少なくとも一方が造形マンドレルの本体部146から連結が解かれるとともに、けん縮部材144が焼結造形した移植片142から取り外される。該焼結造形した移植辺42は造形マンドレル140から取り外されると共に、ePTFE移植片の管状脚部155、157間の空間に対するePTFEのウェブがトリミングされて重畳により形成されたシーム及びePTFE管状部材142の接合部が残される。
Claims (5)
- 発泡ポリテトラフルオロエチレンの管を3次元造形品に造形する方法であって、
(a) ポリテトラフルオロエチレン樹脂及び潤滑剤の添加物を管状に押出して管状押出し物を形成する段階と、
(b) 前記管状押出し物を乾燥させる段階と、
(c) 前記管状押出し物を長手方向に膨張させてフィブリルにより相互連結された複数のノードを有する微構造をポリテトラフルオロエチレンに形成する段階と、
(d) 前記長手方向に膨張させた管状押出し物を少なくとも部分的に焼結して、前記管状押出し物に未焼結管状押出し物より大きな寸法安定性を付与する段階と、
(e) 前記少なくとも部分的に焼結した管状押出し物を前記管状押出し物の径より大きな径となるように半径方向に膨張させる段階と、
(f)前記半径方向に膨張させた少なくとも部分的に焼結した管状押出し物を、立体形状を有する造形マンドレルの周りで円周方向に係合させる段階と、
(g) 前記造形マンドレル及び前記少なくとも部分的に焼結した管状押出し物を加熱して、該部分的に焼結した管状押出し物を前記造形マンドレルと密接に接触させて、前記造形マンドレルの周りで前記部分的に焼結した管状押出し物の造形を行う段階とを備えている発泡ポリテトラフルオロエチレンの管を3次元造形品に造形する方法において、
(h) 前記造形マンドレルが、造形されつつある物品にフランジを形成するための端部部分を備えている、ことを特徴とする発泡ポリテトラフルオロエチレンの管を3次元造形品に造形する方法。 - 前記管状押出し物を乾燥すると共に、少なくとも部分的に焼結する段階が、更に、前記管状押出し物を完全に焼結して、該押出し物の結晶変換値が1となるようにすることを特徴とする請求項1に記載の方法。
- 前記管状押出し物を少なくとも部分的に焼結する段階が、更に、該管状押出し物をPTFEの結晶融点を超える温度で前記押出し物を半焼結する時間をかけて焼結して、該押出し物の結晶変換値が0.10及び0.85間の値となるようにすることを特徴とする請求項1に記載の方法。
- 前記押出し物を収縮して前記造形マンドレルに密接に接触させる段階の後に、前記半焼成した管状部材を完全に焼成する段階を備えていることを特徴とする請求項3に記載の方法。
- 前記加熱する段階が、更に、前記造形マンドレル及び前記少なくとも部分的に焼結した管状押出し物を、ポリテトラフルオロエチレンの結晶融点未満であって、前記半径方向に膨張させる段階が実施される周囲温度を超える温度に露出する段階を備えていることを特徴とする請求項1に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/792,780 | 1997-02-03 | ||
| US08/792,780 US6203735B1 (en) | 1997-02-03 | 1997-02-03 | Method of making expanded polytetrafluoroethylene products |
| PCT/US1998/002142 WO1998033638A1 (en) | 1997-02-03 | 1998-02-02 | Method of making expanded polytetrafluoroethylene products |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001510408A JP2001510408A (ja) | 2001-07-31 |
| JP2001510408A5 JP2001510408A5 (ja) | 2005-08-11 |
| JP4255136B2 true JP4255136B2 (ja) | 2009-04-15 |
Family
ID=25158035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP53322298A Expired - Lifetime JP4255136B2 (ja) | 1997-02-03 | 1998-02-02 | 発泡ポリテトラフルオロエチレン製品の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6203735B1 (ja) |
| EP (3) | EP2298537A3 (ja) |
| JP (1) | JP4255136B2 (ja) |
| AT (1) | ATE344128T1 (ja) |
| AU (1) | AU721661B2 (ja) |
| CA (1) | CA2274694A1 (ja) |
| DE (1) | DE69836316T2 (ja) |
| WO (1) | WO1998033638A1 (ja) |
Families Citing this family (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1011521B1 (en) | 1996-02-28 | 2005-01-26 | Bard Peripheral Vascular, Inc. | Flanged graft for end-to-side anastomosis |
| US6951572B1 (en) * | 1997-02-20 | 2005-10-04 | Endologix, Inc. | Bifurcated vascular graft and method and apparatus for deploying same |
| GB9709967D0 (en) * | 1997-05-17 | 1997-07-09 | Harris Peter L | Prosthetic grafts |
| AU1474700A (en) | 1998-12-11 | 2000-06-26 | Endologix, Inc. | Endoluminal vascular prosthesis |
| US6660030B2 (en) * | 1998-12-11 | 2003-12-09 | Endologix, Inc. | Bifurcation graft deployment catheter |
| US6733523B2 (en) | 1998-12-11 | 2004-05-11 | Endologix, Inc. | Implantable vascular graft |
| US6187036B1 (en) | 1998-12-11 | 2001-02-13 | Endologix, Inc. | Endoluminal vascular prosthesis |
| US6395208B1 (en) | 1999-01-25 | 2002-05-28 | Atrium Medical Corporation | Method of making an expandable fluoropolymer device |
| US6955661B1 (en) * | 1999-01-25 | 2005-10-18 | Atrium Medical Corporation | Expandable fluoropolymer device for delivery of therapeutic agents and method of making |
| WO2000043051A1 (en) * | 1999-01-25 | 2000-07-27 | Atrium Medical Corporation | Expandable fluoropolymer device for delivery of therapeutic agents |
| US6187054B1 (en) * | 1999-02-04 | 2001-02-13 | Endomed Inc. | Method of making large diameter vascular prosteheses and a vascular prosthesis made by said method |
| US8034100B2 (en) | 1999-03-11 | 2011-10-11 | Endologix, Inc. | Graft deployment system |
| US6261316B1 (en) | 1999-03-11 | 2001-07-17 | Endologix, Inc. | Single puncture bifurcation graft deployment system |
| US7553329B2 (en) * | 1999-08-18 | 2009-06-30 | Intrinsic Therapeutics, Inc. | Stabilized intervertebral disc barrier |
| US7998213B2 (en) | 1999-08-18 | 2011-08-16 | Intrinsic Therapeutics, Inc. | Intervertebral disc herniation repair |
| WO2002054978A2 (en) | 1999-08-18 | 2002-07-18 | Intrinsic Orthopedics Inc | Devices and method for nucleus pulposus augmentation and retention |
| US20040010317A1 (en) * | 1999-08-18 | 2004-01-15 | Gregory Lambrecht | Devices and method for augmenting a vertebral disc |
| US7972337B2 (en) | 2005-12-28 | 2011-07-05 | Intrinsic Therapeutics, Inc. | Devices and methods for bone anchoring |
| US7717961B2 (en) | 1999-08-18 | 2010-05-18 | Intrinsic Therapeutics, Inc. | Apparatus delivery in an intervertebral disc |
| US6883520B2 (en) | 1999-08-18 | 2005-04-26 | Intrinsic Therapeutics, Inc. | Methods and apparatus for dynamically stable spinal implant |
| US6936072B2 (en) | 1999-08-18 | 2005-08-30 | Intrinsic Therapeutics, Inc. | Encapsulated intervertebral disc prosthesis and methods of manufacture |
| US8323341B2 (en) | 2007-09-07 | 2012-12-04 | Intrinsic Therapeutics, Inc. | Impaction grafting for vertebral fusion |
| WO2004100841A1 (en) | 1999-08-18 | 2004-11-25 | Intrinsic Therapeutics, Inc. | Devices and method for augmenting a vertebral disc nucleus |
| SE515231C2 (sv) * | 1999-10-13 | 2001-07-02 | Jan Otto Solem | Täckt stent och sätt att tillverka densamma |
| US6821295B1 (en) | 2000-06-26 | 2004-11-23 | Thoratec Corporation | Flared coronary artery bypass grafts |
| US6638468B1 (en) * | 2000-12-26 | 2003-10-28 | Scimed Life Systems, Inc. | Method of reducing the wall thickness of a PTFE tube |
| EP1245202B1 (en) * | 2001-03-27 | 2004-08-04 | William Cook Europe ApS | An aortic graft device |
| US7560006B2 (en) * | 2001-06-11 | 2009-07-14 | Boston Scientific Scimed, Inc. | Pressure lamination method for forming composite ePTFE/textile and ePTFE/stent/textile prostheses |
| GB2369797B (en) * | 2001-11-20 | 2002-11-06 | Tayside Flow Technologies Ltd | Helical formations in tubes |
| US7025745B2 (en) * | 2002-10-07 | 2006-04-11 | Advanced Cardiovascular Systems, Inc. | Method of making a catheter balloon using a tapered mandrel |
| US8088158B2 (en) * | 2002-12-20 | 2012-01-03 | Boston Scientific Scimed, Inc. | Radiopaque ePTFE medical devices |
| US7175607B2 (en) * | 2003-03-06 | 2007-02-13 | Advanced Cardiovascular Systems, Inc. | Catheter balloon liner with variable thickness and method for making same |
| JP2007515988A (ja) * | 2003-06-20 | 2007-06-21 | イントリンジック セラピューティックス インコーポレイテッド | 椎間板の環状欠損からインプラントを送出する装置および方法 |
| US20040260300A1 (en) * | 2003-06-20 | 2004-12-23 | Bogomir Gorensek | Method of delivering an implant through an annular defect in an intervertebral disc |
| JP4502309B2 (ja) * | 2003-08-26 | 2010-07-14 | 株式会社潤工社 | フッ素樹脂製の筒状の部材 |
| US7530994B2 (en) * | 2003-12-30 | 2009-05-12 | Scimed Life Systems, Inc. | Non-porous graft with fastening elements |
| US8377110B2 (en) * | 2004-04-08 | 2013-02-19 | Endologix, Inc. | Endolumenal vascular prosthesis with neointima inhibiting polymeric sleeve |
| US7309461B2 (en) * | 2004-04-12 | 2007-12-18 | Boston Scientific Scimed, Inc. | Ultrasonic crimping of a varied diameter vascular graft |
| US20050273154A1 (en) * | 2004-06-08 | 2005-12-08 | Colone William M | Bifurcated stent graft and apparatus for making same |
| CA2577108A1 (en) | 2004-08-31 | 2006-03-09 | C.R. Bard, Inc. | Self-sealing ptfe graft with kink resistance |
| US8029563B2 (en) | 2004-11-29 | 2011-10-04 | Gore Enterprise Holdings, Inc. | Implantable devices with reduced needle puncture site leakage |
| US7857843B2 (en) | 2004-12-31 | 2010-12-28 | Boston Scientific Scimed, Inc. | Differentially expanded vascular graft |
| US20060149366A1 (en) * | 2004-12-31 | 2006-07-06 | Jamie Henderson | Sintered structures for vascular graft |
| US7806922B2 (en) * | 2004-12-31 | 2010-10-05 | Boston Scientific Scimed, Inc. | Sintered ring supported vascular graft |
| US7524445B2 (en) * | 2004-12-31 | 2009-04-28 | Boston Scientific Scimed, Inc. | Method for making ePTFE and structure containing such ePTFE, such as a vascular graft |
| US20060233990A1 (en) | 2005-04-13 | 2006-10-19 | Trivascular, Inc. | PTFE layers and methods of manufacturing |
| US20060233991A1 (en) | 2005-04-13 | 2006-10-19 | Trivascular, Inc. | PTFE layers and methods of manufacturing |
| US20060276883A1 (en) * | 2005-06-01 | 2006-12-07 | Cook Incorporated | Tapered and distally stented elephant trunk stent graft |
| US20080109058A1 (en) * | 2005-06-01 | 2008-05-08 | Cook Incorporated | Intraoperative Anastomosis Method |
| JP2008543376A (ja) * | 2005-06-08 | 2008-12-04 | シー・アール・バード・インコーポレーテッド | 無機生体適合性カルシウム塩を有するグラフト及びステント |
| ES2625807T3 (es) | 2005-06-17 | 2017-07-20 | C.R. Bard, Inc. | Injerto vascular con resistencia al retorcimiento tras la sujeción |
| US8709069B2 (en) * | 2005-07-01 | 2014-04-29 | C. R. Bard, Inc. | Flanged graft with trim lines |
| WO2007056761A2 (en) | 2005-11-09 | 2007-05-18 | C.R. Bard Inc. | Grafts and stent grafts having a radiopaque marker |
| FR2903934B1 (fr) * | 2006-07-21 | 2012-06-15 | Axon Cable Sa | Unite et procede de thermoformage permettant l'obtention de formes complexes |
| US20080071343A1 (en) * | 2006-09-15 | 2008-03-20 | Kevin John Mayberry | Multi-segmented graft deployment system |
| WO2008063780A2 (en) | 2006-10-12 | 2008-05-29 | C.R. Bard Inc. | Vascular grafts with multiple channels and methods for making |
| US8257431B2 (en) | 2006-11-01 | 2012-09-04 | Boston Scientific Scimed, Inc. | Multi-furcated ePTFE grafts and stent-graft prostheses and methods of making the same |
| US8523931B2 (en) * | 2007-01-12 | 2013-09-03 | Endologix, Inc. | Dual concentric guidewire and methods of bifurcated graft deployment |
| US20110196492A1 (en) | 2007-09-07 | 2011-08-11 | Intrinsic Therapeutics, Inc. | Bone anchoring systems |
| US8066755B2 (en) | 2007-09-26 | 2011-11-29 | Trivascular, Inc. | System and method of pivoted stent deployment |
| US8226701B2 (en) | 2007-09-26 | 2012-07-24 | Trivascular, Inc. | Stent and delivery system for deployment thereof |
| US8663309B2 (en) | 2007-09-26 | 2014-03-04 | Trivascular, Inc. | Asymmetric stent apparatus and method |
| JP2010540190A (ja) | 2007-10-04 | 2010-12-24 | トリバスキュラー・インコーポレイテッド | 低プロファイル経皮的送達のためのモジュラー式血管グラフト |
| US8328861B2 (en) | 2007-11-16 | 2012-12-11 | Trivascular, Inc. | Delivery system and method for bifurcated graft |
| US8083789B2 (en) | 2007-11-16 | 2011-12-27 | Trivascular, Inc. | Securement assembly and method for expandable endovascular device |
| DE102007063265A1 (de) | 2007-12-17 | 2009-06-18 | Aesculap Ag | Gewebte textile Gefäßprothese |
| EP2231068A1 (en) * | 2007-12-27 | 2010-09-29 | C.R. Bard, Inc. | Vascular graft prosthesis having a reinforced margin for enhanced anastomosis |
| WO2009105699A1 (en) | 2008-02-22 | 2009-08-27 | Endologix, Inc. | Design and method of placement of a graft or graft system |
| US8236040B2 (en) | 2008-04-11 | 2012-08-07 | Endologix, Inc. | Bifurcated graft deployment systems and methods |
| EP2293838B1 (en) | 2008-07-01 | 2012-08-08 | Endologix, Inc. | Catheter system |
| AU2009289479B2 (en) * | 2008-09-05 | 2014-10-30 | Cardiopolymers, Inc. | Process for generating microwalled encapsulation balloons |
| US9139669B2 (en) * | 2009-03-24 | 2015-09-22 | W. L. Gore & Associates, Inc. | Expandable functional TFE copolymer fine powder, the expandable functional products obtained therefrom and reaction of the expanded products |
| EP2429452B1 (en) | 2009-04-28 | 2020-01-15 | Endologix, Inc. | Endoluminal prosthesis system |
| EP2424447A2 (en) | 2009-05-01 | 2012-03-07 | Endologix, Inc. | Percutaneous method and device to treat dissections |
| US10772717B2 (en) | 2009-05-01 | 2020-09-15 | Endologix, Inc. | Percutaneous method and device to treat dissections |
| US8491646B2 (en) | 2009-07-15 | 2013-07-23 | Endologix, Inc. | Stent graft |
| JP5588511B2 (ja) | 2009-07-27 | 2014-09-10 | エンドロジックス、インク | ステントグラフト |
| US20110218617A1 (en) * | 2010-03-02 | 2011-09-08 | Endologix, Inc. | Endoluminal vascular prosthesis |
| EP2635241B1 (en) | 2010-11-02 | 2019-02-20 | Endologix, Inc. | Apparatus for placement of a graft or graft system |
| US9393100B2 (en) | 2010-11-17 | 2016-07-19 | Endologix, Inc. | Devices and methods to treat vascular dissections |
| US10617514B2 (en) * | 2010-12-22 | 2020-04-14 | W. L. Gore & Associates, Inc. | Biased endoluminal device |
| WO2012118901A1 (en) | 2011-03-01 | 2012-09-07 | Endologix, Inc. | Catheter system and methods of using same |
| US8992595B2 (en) | 2012-04-04 | 2015-03-31 | Trivascular, Inc. | Durable stent graft with tapered struts and stable delivery methods and devices |
| US9498363B2 (en) | 2012-04-06 | 2016-11-22 | Trivascular, Inc. | Delivery catheter for endovascular device |
| CN102825792A (zh) * | 2012-09-10 | 2012-12-19 | 天津市天塑科技集团有限公司技术中心 | 一种超长聚四氟乙烯分散树脂耐温耐压薄壁换热管的制备方法 |
| US10808054B2 (en) | 2012-10-10 | 2020-10-20 | Atrium Medical Corporation | Self-bonding fluoropolymers and methods of producing the same |
| US9814560B2 (en) | 2013-12-05 | 2017-11-14 | W. L. Gore & Associates, Inc. | Tapered implantable device and methods for making such devices |
| JP6673942B2 (ja) | 2015-06-05 | 2020-04-01 | ダブリュ.エル.ゴア アンド アソシエイツ,インコーポレイティドW.L. Gore & Associates, Incorporated | テーパ付き低出血性植え込み型人工器官 |
| WO2017004265A1 (en) | 2015-06-30 | 2017-01-05 | Endologix, Inc. | Locking assembly for coupling guidewire to delivery system |
| US11376112B2 (en) | 2017-01-31 | 2022-07-05 | W. L. Gore & Associates, Inc. | Pre-strained stent elements |
| JP7090156B2 (ja) | 2017-12-01 | 2022-06-23 | シー・アール・バード・インコーポレーテッド | 人工医療デバイス |
| EP3908203A2 (en) | 2019-01-11 | 2021-11-17 | The Regents Of The University Of Colorado | System and method for attaching a fluid conduit to an anatomical structure |
| US20230329855A1 (en) | 2022-03-23 | 2023-10-19 | ConneX BioMedical, Inc. | Assembly for Aortic End-to-Side Anastamosis |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3196194A (en) * | 1964-06-04 | 1965-07-20 | Pennsylvania Fluorocarbon Co I | Fep-fluorocarbon tubing process |
| SE392582B (sv) | 1970-05-21 | 1977-04-04 | Gore & Ass | Forfarande vid framstellning av ett porost material, genom expandering och streckning av en tetrafluoretenpolymer framstelld i ett pastabildande strengsprutningsforfarande |
| US4104394A (en) * | 1975-12-15 | 1978-08-01 | Sumitomo Electric Industries, Ltd. | Method for diametrically expanding thermally contractive ptfe resin tube |
| US4208745A (en) * | 1976-01-21 | 1980-06-24 | Sumitomo Electric Industries, Ltd. | Vascular prostheses composed of polytetrafluoroethylene and process for their production |
| US4234535A (en) * | 1976-04-29 | 1980-11-18 | Sumitomo Electric Industries, Ltd. | Process for producing porous polytetrafluoroethylene tubings |
| JPS5360979A (en) | 1976-11-11 | 1978-05-31 | Daikin Ind Ltd | Polytetrafluoroethylene fine powder and its preparation |
| US4596837A (en) | 1982-02-22 | 1986-06-24 | Daikin Industries Ltd. | Semisintered polytetrafluoroethylene article and production thereof |
| US4482516A (en) | 1982-09-10 | 1984-11-13 | W. L. Gore & Associates, Inc. | Process for producing a high strength porous polytetrafluoroethylene product having a coarse microstructure |
| JPS59109534A (ja) | 1982-12-14 | 1984-06-25 | Nitto Electric Ind Co Ltd | ポリテトラフルオロエチレン多孔質体 |
| JPS59109506A (ja) | 1982-12-14 | 1984-06-25 | Daikin Ind Ltd | 新規なポリテトラフルオロエチレン・フアインパウダ− |
| US4647416A (en) | 1983-08-03 | 1987-03-03 | Shiley Incorporated | Method of preparing a vascular graft prosthesis |
| US4671754A (en) * | 1984-03-28 | 1987-06-09 | Sumitomo Electric Industries, Ltd. | Apparatus for manufacturing porous polytetrafluoroethylene material |
| US4655769A (en) | 1984-10-24 | 1987-04-07 | Zachariades Anagnostis E | Ultra-high-molecular-weight polyethylene products including vascular prosthesis devices and methods relating thereto and employing pseudo-gel states |
| JPS62279920A (ja) | 1986-05-28 | 1987-12-04 | Daikin Ind Ltd | 多孔質熱収縮性テトラフルオロエチレン重合体管及びその製造方法 |
| US5071609A (en) | 1986-11-26 | 1991-12-10 | Baxter International Inc. | Process of manufacturing porous multi-expanded fluoropolymers |
| US5061276A (en) | 1987-04-28 | 1991-10-29 | Baxter International Inc. | Multi-layered poly(tetrafluoroethylene)/elastomer materials useful for in vivo implantation |
| US4816339A (en) | 1987-04-28 | 1989-03-28 | Baxter International Inc. | Multi-layered poly(tetrafluoroethylene)/elastomer materials useful for in vivo implantation |
| US5171805A (en) | 1987-08-05 | 1992-12-15 | Daikin Industries Ltd. | Modified polytetrafluoroethylene and process for preparing the same |
| US4957669A (en) | 1989-04-06 | 1990-09-18 | Shiley, Inc. | Method for producing tubing useful as a tapered vascular graft prosthesis |
| JP2678945B2 (ja) | 1989-04-17 | 1997-11-19 | 有限会社ナイセム | 人工血管とその製造方法及び人工血管用基質 |
| US5152782A (en) | 1989-05-26 | 1992-10-06 | Impra, Inc. | Non-porous coated ptfe graft |
| US5084065A (en) | 1989-07-10 | 1992-01-28 | Corvita Corporation | Reinforced graft assembly |
| US5123917A (en) | 1990-04-27 | 1992-06-23 | Lee Peter Y | Expandable intraluminal vascular graft |
| US5143122A (en) * | 1990-09-11 | 1992-09-01 | Bundy Corporation | Composite flexible conduit assembly |
| JPH06505187A (ja) | 1991-02-14 | 1994-06-16 | バクスター インターナショナル インコーポレーテッド | 可撓性生体移植片材料およびその製造方法 |
| CA2074349C (en) | 1991-07-23 | 2004-04-20 | Shinji Tamaru | Polytetrafluoroethylene porous film and preparation and use thereof |
| JPH07102413A (ja) | 1993-09-16 | 1995-04-18 | Japan Gore Tex Inc | ポリテトラフルオロエチレン糸状物 |
| DE69518337T2 (de) * | 1995-03-10 | 2001-02-01 | Impra Inc | Endoluminal eingekapselter stent und herstellverfahren |
| US5641373A (en) * | 1995-04-17 | 1997-06-24 | Baxter International Inc. | Method of manufacturing a radially-enlargeable PTFE tape-reinforced vascular graft |
| US9602715B2 (en) | 2015-07-09 | 2017-03-21 | Mitutoyo Corporation | Adaptable operating frequency of a variable focal length lens in an adjustable magnification optical system |
-
1997
- 1997-02-03 US US08/792,780 patent/US6203735B1/en not_active Expired - Lifetime
-
1998
- 1998-02-02 AU AU66502/98A patent/AU721661B2/en not_active Expired
- 1998-02-02 EP EP10181987.8A patent/EP2298537A3/en not_active Withdrawn
- 1998-02-02 CA CA002274694A patent/CA2274694A1/en not_active Abandoned
- 1998-02-02 EP EP06019043A patent/EP1741544B1/en not_active Expired - Lifetime
- 1998-02-02 DE DE69836316T patent/DE69836316T2/de not_active Expired - Lifetime
- 1998-02-02 JP JP53322298A patent/JP4255136B2/ja not_active Expired - Lifetime
- 1998-02-02 AT AT98908467T patent/ATE344128T1/de not_active IP Right Cessation
- 1998-02-02 WO PCT/US1998/002142 patent/WO1998033638A1/en active IP Right Grant
- 1998-02-02 EP EP98908467A patent/EP0956189B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US6203735B1 (en) | 2001-03-20 |
| DE69836316D1 (de) | 2006-12-14 |
| EP1741544A2 (en) | 2007-01-10 |
| EP1741544B1 (en) | 2011-09-07 |
| EP0956189A1 (en) | 1999-11-17 |
| EP1741544A3 (en) | 2007-01-24 |
| WO1998033638A1 (en) | 1998-08-06 |
| EP2298537A2 (en) | 2011-03-23 |
| AU721661B2 (en) | 2000-07-13 |
| CA2274694A1 (en) | 1998-08-06 |
| DE69836316T2 (de) | 2007-05-31 |
| ATE344128T1 (de) | 2006-11-15 |
| AU6650298A (en) | 1998-08-25 |
| EP2298537A3 (en) | 2015-08-12 |
| JP2001510408A (ja) | 2001-07-31 |
| EP0956189B1 (en) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4255136B2 (ja) | 発泡ポリテトラフルオロエチレン製品の製造方法 | |
| CA2169549C (en) | A tubular intraluminal graft | |
| JP3660355B2 (ja) | 管腔内ステント移植片 | |
| CA2243477C (en) | A radially supported polytetrafluoroethylene vascular graft | |
| US6027811A (en) | Thin-wall intraluminal graft | |
| WO1997002791A1 (en) | Interior liner for tubes, pipes and blood conduits | |
| CA2380754A1 (en) | Tubular stent-graft composite device and method of manufacture | |
| JPH10510196A (ja) | 体腔内用の封止型ステント及びその製造方法並びにその体腔内への導入方法 | |
| EP1767169B1 (en) | Tubular stent-graft composite device and method of manufacture | |
| JP2000503874A (ja) | 径方向に支持されたポリテトラフルオロエチレン人工血管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A72 | Notification of change in name of applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A721 Effective date: 20040305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041129 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090127 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |