JP4246071B2 - 座標測定機械における案内誤差を求めかつ補正する方法 - Google Patents
座標測定機械における案内誤差を求めかつ補正する方法 Download PDFInfo
- Publication number
- JP4246071B2 JP4246071B2 JP2003578856A JP2003578856A JP4246071B2 JP 4246071 B2 JP4246071 B2 JP 4246071B2 JP 2003578856 A JP2003578856 A JP 2003578856A JP 2003578856 A JP2003578856 A JP 2003578856A JP 4246071 B2 JP4246071 B2 JP 4246071B2
- Authority
- JP
- Japan
- Prior art keywords
- correction value
- measurement
- line
- measurement line
- error
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 31
- 238000005259 measurement Methods 0.000 claims description 149
- 238000012937 correction Methods 0.000 claims description 111
- 230000006870 function Effects 0.000 claims description 4
- 238000012986 modification Methods 0.000 claims description 3
- 230000004048 modification Effects 0.000 claims description 3
- 230000033001 locomotion Effects 0.000 description 34
- 238000013519 translation Methods 0.000 description 18
- 230000014616 translation Effects 0.000 description 18
- 238000009826 distribution Methods 0.000 description 17
- 230000000694 effects Effects 0.000 description 16
- 238000006073 displacement reaction Methods 0.000 description 14
- 230000006872 improvement Effects 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 8
- 238000004364 calculation method Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 230000005489 elastic deformation Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 230000008859 change Effects 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 238000000926 separation method Methods 0.000 description 4
- 238000010561 standard procedure Methods 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 230000005484 gravity Effects 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008033 biological extinction Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
Images
















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/30—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces
- G01B11/306—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces for measuring evenness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/002—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates
- G01B11/005—Measuring arrangements characterised by the use of optical techniques for measuring two or more coordinates coordinate measuring machines
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/045—Correction of measurements
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices By Optical Means (AREA)
Description
この文献によれば、座標測定機械の測定ヘッドの変位経路は干渉計を利用して得られる。干渉計を利用して得られた値は評価装置により、光学的および/または電子的に走査可能な一連の機械的な目印のようなスケールによって供給される変位経路の値と比較される。スケールから得られた値と干渉計を利用して得られた値との間の偏差が保存され、座標測定機械の操作に使用されて、スケールから得られた値が補正される。
これらの誤差を補正するために、例えば座標測定機械の各軸に沿って1つの測定線(標準線)を規定することができ、例えば干渉計による補正値をこの標準線との関係において求めることができる(標準的方法)。標準測定線から離れている測定空間内に位置する点での補正値は、剛性のあるガイドの場合は、個別の標準測定線について測定された補正値に基づく内挿補間計算によって求めることができる。
第一の空間的方向に沿って、複数の第一の測定線が規定されており、この複数の第一の測定線のうちの1つが、基準線として選択され、この基準線の修正された補正値が、残りの第一の測定線の対応する修正された補正値から更に差し引かれて、その結果、残りの第一の測定線に沿って、修正された補正値が弾性起因誤差のみを表すように決定される。
このアプローチの結果、第一の空間的方向の測定線に沿っての修正された補正値は、所定の値を基準とする相対的な偏差を反映するだけであり、絶対値の情報は修正によって失われてしまう。状況によっては、絶対値は測定作業の結果生じる未知のオフセットをも含み、そしてそれは第二の空間的方向の誤差の影響によって更に影響を受けている。所定の値が交点で設定されるように補正値を修正することにより、他の空間的方向およびオフセットからのこれらの望ましくない影響が取り除かれて、残った第一の空間的方向の修正された補正値がこれらの影響に依存しなくなるという利点が得られる。
1つの有利な改良によれば、補正値の修正は、まず、一定の誤差成分を差し引くことによって修正される。
更に別の改良によれば、前記所定の値はゼロに等しい。
ゼロからの偏差を記憶するだけでよいという事実から、必要な記憶スペースが非常に小さいという利点が生じる。
本発明の更に別の改良は、第二の空間的方向の更なる第二の測定線の関数として補正値を更に修正することを含む。
この改良の1つの実施形態は、前記修正をした後に、1つの測定線の補正値が、第二の空間的方向の更なる第二の測定線との、1つの第一の測定線の交点において他の所定の値と等しくなるように、第一の空間的方向に走る第一の測定線の1つに沿う補正値を表す曲線が修正されることを、更なる修正が含むことを特徴とする。
この改良の別の実施形態によれば、前記他の所定の値はゼロに等しい。更に別の実施形態では、前記曲線は、第二の空間的方向の第一の測定線との交点におけるこの測定線の修正された補正値の所定の値によって形成される固定点の外で操作される。
本発明の更に別の改良によれば、第一の空間的方向の測定線に対して、第一の空間的方向の複数の測定線によって規定される平面への法線を基準とする直角度の追加的な測定を行う。共通の基準値からの各々1本の測定線の直角からの偏差が形成され、その後で個々の測定線の補正値の曲線の操作が行われるが、操作の程度は前記偏差によって決められる。
別の実施形態によれば、操作の程度が前記偏差に比例するという事実により、この影響の簡単な計算による補償が可能となる。ここで操作という言葉は、例えば直線を差し引くことによる曲線の補正と定義される。
この減算の結果として、平行な測定線の残存する相対的な補正値または誤差は、標準線の対応する値に関連付けられることになる。ここで考えている平行な測定線の形状起因の誤差は互いに等しいので、この減算の結果これらの形状起因の誤差が都合よく取り除かれ、その結果、残りの値は弾性起因の誤差のみにより決定されることになる。
これらのデータは弾性に関わる補正の長期的な成分だけを含み、従って既知のタイプのフィルターによって有利に平滑化できることが理解されるであろう。
示された分離に従って補正データの原点を確立することができ、また別々に視覚化できるという別の利点が理解される。
更にまた、個々の機械の案内誤差およびあるタイプの一連の機械について典型的な弾性誤差の補正の順序も、2段階補正の場合、任意に選択できる。
これらの第一の補正値は、個別の座標測定機械ごとに個別に求めて記憶するのが有利である。これらの中には、個別の機械の形状起因の案内誤差と、個別の機械の弾性誤差の成分とが含まれる。
これらの第二の補正値には、あるタイプの一連の機械に典型的な弾性起因の誤差で、従って個別の機械に結びついていない成分が含まれる。これらの第二の補正値は、特定のタイプの個別の座標測定機械の場合に有利に求められて、同じタイプの他の測定機械の補正値メモリ内に保存される。それに伴う特に大きな利点は、個々の機械について標準的手順を超える測定を行う必要が無いということである。その代わりにこれらの測定をあるタイプの一連の機械の特定の1つについて、そのタイプの他の機械を代表するものとして記録すれば十分である。
内挿により、測定線と測定線との間の補正値が計算的な方法で得られるので、記録される測定線の数を抑制することが可能となる。既に上で述べたように、この内挿は測定線間に共通の関係があることを前提とする。
前記の方法を使用するのに適した典型的な座標測定機械は水平アーム型測定機械であり、これはX方向に移動できて水平アームを支持するカラムを有し、アームはY方向およびZ方向に移動可能であり、また測定ヘッドを有するものである。水平アームが延びていることにより弾性変形が生じるので、かかる座標測定機械では上記の利点が特に得られる。
これまで述べてきた特徴と以下で説明する特徴とは、ここで述べた組み合わせだけでなく、本発明の範囲から逸脱することなくその他の組み合わせで、またはそれら単独で利用可能であることは、言うまでもない。
本発明の実施形態を下記の図面に図示し、以下の記述でより詳しく説明する。
図3は、座標測定機械および水平アーム型測定機械10の操作中に発生する平行移動(並進;トランスレーション)の誤差を示す。この場合、参照符号42は測定ヘッド30の誤差のない位置を示す。それに対して参照符号44は誤差のない位置から距離xTxだけ変位した測定ヘッド30の位置を示す。ここで最初のx(左側)は測定ヘッドの運動方向を示し、文字Tは運動が平行移動であることを示し、後のx(右側)はこれが表す誤差の方向を示す。従ってxTxは、X方向における平行移動で発生するX方向における位置の誤差に対応する。このような誤差の典型的な原因は、Xスケール18の精度の低さである。
参照符号48はZ方向における位置の誤差xTzを有する測定ヘッド30の位置を示す。この場合も、最初の2文字xおよびTで表されるX方向の平行移動に基づく表記である。Xガイドの波形状(直線性の欠如)のために、前に述べたY方向での横方向の偏差と同様に、典型的にはZ方向での横方向の偏差も生じる。
図4はX軸方向における測定ヘッド30の運動に対して発生する可能性のある回転運動の3つの誤差を示す。ここで誤差xRxはX軸方向での運動におけるX軸まわりの回転、すなわち測定ヘッド30のいわゆるローリングを示す。X軸方向での運動におけるY軸まわりの回転はピッチングと呼ばれ、X軸方向での運動におけるZ軸まわりの回転はヨーイングと呼ばれる。
図5は、測定ヘッド30の様々な運動に対するX軸まわりの回転(Rx)の起こりうる分布(プロファイル)を示す。平行な測定線49の上の曲線はxRx誤差に対応し、点y1およびy2を結ぶ直線の上の曲線はyRx誤差に対応する。ここで、yが増加する(y2>y1)とRx誤差が増大する傾向が見られる。これは、形状起因の誤差および弾性起因の誤差が加算される(ただしこれらの誤差は符合が異なり、従って減算となる場合もある)水平アーム型座標測定機械の場合に予想される典型的な効果である。水平アーム20が長く延びていれば延びているほど、その結果X軸の回りに生じるトルクが大きくなるが、これはカラム14および水平アーム20の弾性変形によって吸収される。弾性変形の結果、Rxの値が図5で左から右に向かって増加する傾向が生じる。図5に示される分布における短い波の極小値と極大値とは、典型的にはXおよびYガイドの形状起因の案内誤差から生じる。
ローリング運動は、光検出器82および86の信号を調べることで求められる。最初に光検出器82または86を単独で使用して、反射機構62の横方向の変位を求めることができる。これを図7に示す。反射鏡64は入射光を入射方向と平行に逆反射する特性を有するキューブコーナーとして実現できる。例えば64で示される位置において、反射鏡64は入射ビーム90を反射ビーム94として光検出器82に向かって反射する。参照符号88は、Z方向と逆向きに距離aだけ入射レーザービームを横切る方向に変位した位置にある反射鏡64を示す。この場合、反射鏡64に入射する光は、光のビーム92として反射される。図からわかるように、光のビーム92は光のビーム94から2×aだけ離れた位置で光検出器82に入射する。従って横方向の変位aは光検出器82上の強度分布を調べることで検出できる。図6では、図の紙面から出る反射鏡64の横方向の運動と、図の紙面に入る反射鏡70の横方向の運動とが(またはそれぞれ逆の運動が)同時に起きることが、X軸まわりのローリング運動に対応する。従って、図示のレーザー装置を使用してローリング運動を数量的に検出し、そして取り込むことも可能となる。
固定した誤差成分100は、レーザーベース52または反射機構62の調整によって生じる測定誤差(オフセット)に対応する可能性があり、空間的方向Zに沿う測定ヘッド30および反射鏡64の運動の間、一定のままとなる。
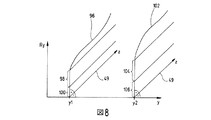
レーザー測定装置50は、誤差曲線96および102の記録のために毎回新たに取り付けて調整されるので、これらの取り付けの結果生じるオフセット誤差100および106は一般に等しくない。このことは、異なる点y1、y2で一般に異なるYガイドの誤差98および104についても同様である。一定の誤差成分の大きさが異なるため、zRy誤差曲線96および102の絶対値を直接比較することはできない。線と線との間の内挿補間を目的とする場合は、特にこのことは問題となる。正しい内挿を行うためには、誤差曲線96および102が同じ絶対値の関係を有する必要がある。図示した理由により、このことは複数の個別の線を単に測定するだけの場合はそのまま該当するものではない。
測定値を記録する場合において、方向または角度の誤差におけるそのような偏差を図9に示す。図9はZY平面とそれに垂直な直線117とを示す。参照符号116は望ましい方向、従ってまた測定線の理想的な位置を示す。参照符号108は、第一の空間的方向の測定線を示す。この測定線は、疑いなくYZ平面上にあるが、望みの方向116から角度変位120だけこの平面内でずれている。参照符号110は望みの方向116から角度変位118だけずれている第一の空間的方向の測定線を対応して示すが、この変位はYZ平面内には延びていない。参照符号112は第二の空間的方向の第一の測定線を示し、参照符号114はそれと平行な第二の空間的方向の第二の測定線を示す。第一の測定線112は、図8に関連して説明したように、異なる誤差曲線の間の関係を作り出すための交点を規定する役割を果たす。第二の測定線114は、図示した角度誤差の影響を補正するために使用できるある種の横方向の補助線を表す。これについては以下で説明する。
かかる操作は例えば式fg(zi)=f(zi)−(h/zh)×ziで得られるが、ここでf(zi)は第一の空間的方向の測定線の点ziのまわりの一連の補正値を表しており、hはこの測定線と第二の空間的方向の第二の測定線との交点における補正値f(zh)のゼロからの距離を示す。この結果、ゼロ点のまわりでの曲線f(zi)の操作が得られる。この場合、右端は測定線116と横方向の補助線114との交点と一致する。上の説明で第二の空間的方向の第二の測定線としても示された横方向の補助線114は、従って角度誤差118、120を補正する役割を果たす。図11の曲線124は、曲線122を本発明に従って操作した結果を示す。
誤差分布zRy1、zRy2、zRy3またはこれらの誤差に関連付けられた補正値が、上で述べたような仕方で測定線128,130,132に沿ってプロットされる。更に、図8に関連して説明したように、zRy曲線を加算的に変位させることにより、第二の空間的な方向の測定線134にわたるこれらのzRy曲線とyRy曲線との間の関係が生成される。該当する場合は、図9〜図11に関連して説明したように、曲線を操作することにより、角度の補正が更に行われる。この操作、すなわち角度補正は平行運動の場合に重要であり、回転を対象とする場合は必要に応じて省略できる。定性的には、これらの補正を行った後で残留するzRyの値は図13に示す構成を有する。ここで分かりやすくするために、zRy分布は基本的に一定であるとして図示してある。
これらの影響は、3本の測定線128,130,132に対して同じである。これから重要な結論として、残留する形状起因の影響が、更に減算をすることで除去できることになる。
図15は、座標測定機械の測定空間内の任意の所望の点Pの誤差を求め、かつ/または補正するための内挿の方法を示す。ここで測定線ML(zTy2)は例えば、その上の点BおよびDに対する補正値F(B)およびF(D)が、第一の補正値として補正値メモリに保存されている標準線に対応する。測定線ML(zTy1)は、個別の座標測定機械の場合に、関連するタイプの一連の座標測定機械の代表によって測定されたような標準線と平行な測定線に対応する。それに対応して補正値メモリ40は、この線の点CおよびAに対して、標準線の点BおよびDの値と比較して弾性起因の誤差/補正の変化を含む。次にF(T)、F(B)の値と点CおよびAに対する変化とから補正値/誤差F(A)およびF(C)を求めることができる。任意の所望の点Fの誤差/補正値を、次に、図15に示した内挿補間によって4つの値F(A)、F(B)、F(C)、F(D)について求めることができる。この自明な表現によれば、点Pにおける誤差F(P)は、点Aの誤差/補正値の面積(1−dy)×(1−dz)で重み付けされた値と、点Bの(1−dz)×dyで重み付けされた誤差/補正値と、点Cにおけるdz×(1−dy)で重み付けされた誤差/補正値と、点Dにおけるdz×dyで重み付けされた誤差/補正値とを有する。
Claims (14)
- 可動測定ヘッド(30)を有し、少なくとも2つの異なる空間的な方向(16,22,24)において前記測定ヘッド(30)を移動可能に案内する手段(14,20)を有し、スケール(18,26,28)を有し、各空間的方向に沿って規定され前記空間的方向(16,22,24)に割り当てられた測定線(49;108,110,112,114;128,130,132,134)を有する座標測定機械(10)における、弾性起因の案内誤差を求めかつ補正する方法であって、
前記少なくとも2つの異なる空間的方向(16,22,24)のうちの第一の空間的方向に沿って、複数の第一の測定線(128,130,132)が規定されており、前記少なくとも2つの異なる空間的方向(16,22,24)のうちの第二の空間的方向に沿って、第二の測定線(134)が規定されており、
前記異なる空間的方向(16,22,24)の前記第一および第二の測定線は交差して各第一の測定線(128,130,132)と前記第二の測定線(134)との交点を規定しており、
前記スケール(18,26,28)および/または前記測定ヘッド(30)を移動可能に案内する手段(14,20)の誤差を補正するために、前記スケール(18,26,28)の所定の値に対して前記測定線(49;108,110,112;128,130,132,134)に沿って補正値が決定され、
各第一の測定線(128,130,132)の修正された補正値が、前記第二の空間的方向の前記第二の測定線(134)との前記交点の各々において所定の値と等しくなるように、前記第一の空間的方向の前記第一の測定線(128,130,132)に沿って決定される補正値が、減算によって修正され、
前記複数の第一の測定線(128,130,132)のうちの1つ(128)が、基準線として選択され、前記基準線(128)の前記修正された補正値が、残りの前記第一の測定線(130,132)の対応する前記修正された補正値から更に差し引かれて、その結果、前記残りの第一の測定線(130,132)に沿って、修正された補正値が弾性起因誤差のみを表すように決定されることを特徴とする方法。 - 前記第一の空間的方向の前記第一の測定線(128,130,132)に沿う前記補正値が、まず、一定の誤差成分(100,106)を差し引くことによって修正されることを特徴とする、請求項1記載の方法。
- 前記交点の各々における前記所定の値がゼロに等しいことを特徴とする、請求項1または2記載の方法。
- 前記第二の空間的方向の更なる第二の測定線(114)の関数として、前記補正値を更に修正することを特徴とする、請求項1ないし3のいずれかに記載の方法。
- 前記修正をした後に、1つの前記測定線(49;108,110;128,130,132)の前記補正値が、前記第二の空間的方向の前記更なる第二の測定線(114)との、前記1つの第一の測定線(49;108,110;128,130,132)の前記交点において他の所定の値と等しくなるように、前記第一の空間的方向に走る前記第一の測定線(49;108,110;128,130,132)の1つに沿う前記補正値を表す曲線(122)が修正されることを、前記更なる修正が含むことを特徴とする、請求項4記載の方法。
- 前記他の所定の値がゼロに等しいことを特徴とする、請求項5記載の方法。
- 前記基準線(128)の前記補正値が、第一の補正値として補正値メモリ(40)内に保存されることを特徴とする、請求項1ないし6のいずれかに記載の方法。
- 前記第一の補正値が、個々の座標測定機械(10)について個別に求められ、そして保存されることを特徴とする、請求項7記載の方法。
- 前記更なる減算で得られ、弾性起因誤差によってのみ決定される、前記残りの第一の測定線(130,132)に沿う前記修正された補正値が、前記補正値メモリ(40)内に第二の補正値として保存されることを特徴とする、請求項6ないし8のいずれかに記載の方法。
- 前記第二の補正値が、特定のタイプの個々の座標測定機械(10)について求められて、同じタイプの他の座標測定機械(10)の補正値メモリ(40)内に保存されることを特徴とする、請求項9記載の方法。
- 座標測定機械(10)の案内誤差が、前記第一および第二の補正値に基づいて修正されることを特徴とする、請求項9または10記載の方法。
- 前記座標測定機械(10)が、X方向(11)に移動するようになされたカラム(14)を有する水平アーム型測定機械であり、前記カラムが前記測定ヘッド(30)を有する水平アーム(20)を支持しており、前記水平アームはY方向(22)およびZ方向(24)に移動するようになされていることを特徴とする、請求項1ないし11のいずれかに記載の方法。
- 前記座標測定機械(10)が、ガントリー型機械であり、そのガントリーがY方向に移動可能であり、そのガントリーが当該ガントリー上をX方向に移動できるキャリッジを有しており、前記キャリッジが測定ヘッドと共にZ方向に移動可能なセンタースリーブを支持していることを特徴とする、請求項1ないし11のいずれかに記載の方法。
- 可動測定ヘッド(30)を有し、少なくとも2つの異なる空間的な方向(16,22,24)において前記測定ヘッド(30)を移動可能に案内する手段(14,20)を有し、スケール(18,26,28)を有し、各空間的方向に沿って規定され前記空間的方向(16,22,24)に割り当てられた測定線(49;108,110,112,114;128,130,132,134)を有し、前記少なくとも2つの異なる空間的な方向(16,22,24)のうちの第一の空間的方向に沿って、複数の第一の測定線(128,130,132)が規定されており、前記少なくとも2つの異なる空間的な方向(16,22,24)のうちの第二の空間的方向に沿って、第二の測定線(134)が規定されており、前記異なる空間的な方向(16,22,24)の前記第一および第二の測定線は交差して各第一の測定線(128,130,132)と前記第二の測定線(134)との交点を規定しており、前記測定線(49;108,110;128,130,132,134)に沿った前記スケール(18,26,28)の所定の値に対して求められた補正値が保存される補正値メモリ(40)を有し、前記スケール(18,26,28)および/または前記測定ヘッド(30)を移動可能に案内するための手段(14,20)の誤差が前記補正値によって補正され、
前記第一の空間的方向の各第一の測定線(49;108,110;128,130,132)の前記補正値が、前記第二の空間的方向の前記第二の測定線(112;134)との前記交点の各々において所定の値に等しくされるように構成された座標測定機械(10)であって、
前記補正値が、前記複数の第一の測定線(128,130,132)から選択される基準線(128)に沿う第一の補正値と、残りの前記第一の測定線(130,132)に沿う第二の補正値とを含み、前記第二の補正値が、減算によって得られた、前記基準線(128)に沿う前記補正値に対する差違を表しており、その結果、前記残りの第一の測定線(130,132)に沿う前記補正値が弾性起因誤差のみを表すように構成されていることを特徴とする機械。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10214490A DE10214490B4 (de) | 2002-03-26 | 2002-03-26 | Verfahren zur Korrektur von Führungsfehlern bei einem Koordinatenmeßgerät |
| PCT/EP2003/000217 WO2003081168A2 (de) | 2002-03-26 | 2003-01-13 | Verfahren zur bestimmung und korrektur von führungsfehlern bei einem koordinatenmessgerät |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005538342A JP2005538342A (ja) | 2005-12-15 |
| JP4246071B2 true JP4246071B2 (ja) | 2009-04-02 |
Family
ID=28051028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003578856A Expired - Lifetime JP4246071B2 (ja) | 2002-03-26 | 2003-01-13 | 座標測定機械における案内誤差を求めかつ補正する方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7142999B2 (ja) |
| EP (1) | EP1488191B1 (ja) |
| JP (1) | JP4246071B2 (ja) |
| DE (2) | DE10214490B4 (ja) |
| WO (1) | WO2003081168A2 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005003321A1 (de) * | 2005-01-18 | 2006-07-27 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zum Bestimmen einer Raumkoordinate eines Messpunktes an einem Messobjekt sowie entsprechendes Koordinatenmessgerät |
| DE102005032749A1 (de) * | 2005-07-13 | 2007-01-18 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zum Antasten eines Werkstücks mit einem Koordinatenmessgerät und Koordinatenmessgeräte |
| DE102005036719A1 (de) * | 2005-07-28 | 2007-02-01 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zum Korrigieren von Interpolationsfehlern einer Maschine, insbesondere eines Koordinatenmessgerätes |
| DE102005038454A1 (de) | 2005-08-03 | 2007-02-15 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zum Korrigieren von Führungsfehlern eines Koordinatenmessgerätes |
| DE102006019382A1 (de) * | 2006-04-24 | 2007-10-25 | Carl Zeiss Industrielle Messtechnik Gmbh | Scanning einer Oberfläche mit einem Koordinatenmessgerät |
| SE530573C2 (sv) * | 2006-11-16 | 2008-07-08 | Hexagon Metrology Ab | Förfarande och anordning för kompensering av geometriska fel i bearbetningsmaskiner |
| DE102007011852A1 (de) * | 2007-03-03 | 2008-09-04 | Afm Technology Gmbh | Verfahren und Vorrichtung zur Korrektur eines Positionierungssystems |
| CN101821582B (zh) | 2007-06-28 | 2013-04-17 | 海克斯康测量技术有限公司 | 用于确定测量机中的动态误差的方法 |
| ES2428219T5 (es) * | 2007-07-24 | 2021-02-18 | Hexagon Metrology Spa | Método para compensar errores de medición producidos por deformaciones de una bancada de máquina medidora bajo la carga de una pieza, y máquina medidora que opera según dicho método |
| WO2009134708A1 (en) * | 2008-04-28 | 2009-11-05 | University Of North Carolina At Charlotte | Dynamic metrology methods and systems |
| KR101255479B1 (ko) * | 2010-01-19 | 2013-04-16 | 경북대학교 산학협력단 | 다축 제어 기계의 직선축과 회전축 간의 기하학적 오차 평가 방법 |
| KR101126808B1 (ko) * | 2010-03-02 | 2012-03-23 | 경북대학교 산학협력단 | 다축 제어 기계의 오차 평가 방법 및 장치 |
| JP2011196732A (ja) * | 2010-03-18 | 2011-10-06 | Hitachi Ltd | 波面収差測定方法及びその装置 |
| DE102010056039B4 (de) * | 2010-12-16 | 2015-01-15 | Carl Zeiss Industrielle Messtechnik Gmbh | Koordinatenmessgerät und Verfahren zum Betreiben eines Koordinatenmessgeräts |
| PL2543955T3 (pl) * | 2011-07-06 | 2016-06-30 | Hexagon Metrology Spa | Sposób kalibracji modelu matematycznego współrzędnościowej maszyny pomiarowej, w celu kompensowania błędów dynamicznych spowodowanych odkształceniem |
| CN103278118B (zh) * | 2013-05-20 | 2016-03-02 | 西北工业大学 | 确定闭式整体叶盘三坐标测量机测头角度的方法 |
| CN103697824B (zh) * | 2013-12-26 | 2016-04-13 | 北京信息科技大学 | 用于坐标测量机的测头的系统标定方法 |
| CN103759685B (zh) * | 2014-01-10 | 2017-01-04 | 天津大学 | 一种辨识四轴加工中心几何精度的检测方法 |
| CN103868466B (zh) * | 2014-02-08 | 2017-05-17 | 合肥工业大学 | 一种平行双关节坐标测量机转动臂变形综合测量装置 |
| CN104215205B (zh) * | 2014-09-17 | 2016-10-05 | 西安工业大学 | 用于曲轴测量的测头装置 |
| DE102015201582B4 (de) * | 2015-01-29 | 2020-10-01 | Carl Zeiss Industrielle Messtechnik Gmbh | Ermittlung und Korrektur eines Fehlers einer Drehvorrichtung für ein Koordinatenmessgerät |
| CN106441188A (zh) * | 2016-08-30 | 2017-02-22 | 安徽巨自动化装备有限公司 | 轴类卡槽测量机构及测量方法 |
| DE102017113695B3 (de) * | 2017-06-21 | 2018-12-27 | Carl Mahr Holding Gmbh | Wippenloses Messsystem für ein Messgerät |
| DE102017113699B3 (de) | 2017-06-21 | 2018-06-28 | Carl Mahr Holding Gmbh | Messsystem mit einer Kugelführungseinheit für ein Messgerät |
| JP7310541B2 (ja) * | 2019-10-28 | 2023-07-19 | オムロン株式会社 | 位置測定方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3150977A1 (de) * | 1981-12-23 | 1983-06-30 | Fa. Carl Zeiss, 7920 Heidenheim | Verfahren und einrichtung zur ermittlung und korrektur von fuehrungsfehlern |
| DE3334460A1 (de) * | 1983-09-23 | 1985-04-11 | Fa. Carl Zeiss, 7920 Heidenheim | Mehrkoordinaten-messmaschine |
| US4939678A (en) * | 1987-11-19 | 1990-07-03 | Brown & Sharpe Manufacturing Company | Method for calibration of coordinate measuring machine |
| DE4436507A1 (de) * | 1994-10-13 | 1996-04-18 | Zeiss Carl Fa | Verfahren zur Koordinatenmessung an Werkstücken |
| EP0684447B1 (de) * | 1994-05-27 | 2003-09-17 | Carl Zeiss | Koordinatenmessung an Werkstücken mit einer Korrektur des durch die Messkraft abhängigen Biegeverhaltens des Koordinatenmessgerätes |
| DE4421302C1 (de) * | 1994-06-17 | 1995-12-07 | Leitz Mestechnik Gmbh | Verfahren zur Eliminierung des Rollwinkels einer Meßachse einer Koordinatenmeßmaschine sowie Vorrichtung zur Durchführung des Verfahrens |
| DE19830646C2 (de) * | 1998-07-09 | 2003-11-27 | Leitz Messtechnik Gmbh | Verfahren zur Korrektur von geometrischen Ablauffehlern einer Koordinatenmeßmaschine |
| JP2001330428A (ja) * | 2000-05-23 | 2001-11-30 | Natl Inst Of Advanced Industrial Science & Technology Meti | 3次元測定機の測定誤差評価方法及び3次元測定機用ゲージ |
| DE10155430B4 (de) * | 2001-11-12 | 2006-12-14 | Siemens Ag | Adaption von Kompensationsdaten zur Verringerung von Stellungsfehlern bei Werkzeugmaschinen und Robotern |
-
2002
- 2002-03-26 DE DE10214490A patent/DE10214490B4/de not_active Expired - Fee Related
-
2003
- 2003-01-13 WO PCT/EP2003/000217 patent/WO2003081168A2/de active Application Filing
- 2003-01-13 JP JP2003578856A patent/JP4246071B2/ja not_active Expired - Lifetime
- 2003-01-13 EP EP03702422A patent/EP1488191B1/de not_active Expired - Lifetime
- 2003-01-13 DE DE50313311T patent/DE50313311D1/de not_active Expired - Lifetime
-
2004
- 2004-09-20 US US10/944,955 patent/US7142999B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003081168A2 (de) | 2003-10-02 |
| DE10214490A1 (de) | 2003-10-23 |
| WO2003081168A3 (de) | 2004-08-26 |
| US7142999B2 (en) | 2006-11-28 |
| DE10214490B4 (de) | 2010-12-02 |
| JP2005538342A (ja) | 2005-12-15 |
| DE50313311D1 (de) | 2011-01-20 |
| US20050102118A1 (en) | 2005-05-12 |
| EP1488191B1 (de) | 2010-12-08 |
| EP1488191A2 (de) | 2004-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4246071B2 (ja) | 座標測定機械における案内誤差を求めかつ補正する方法 | |
| JP6324588B2 (ja) | 輪郭形状表面粗さ測定装置および輪郭形状表面粗さ測定方法 | |
| US8607466B2 (en) | Coordinate measuring machine (CMM) and method of compensating errors in a CMM | |
| JP4504818B2 (ja) | 加工物検査方法 | |
| JP2764103B2 (ja) | アナログ測定プローブの使用方法および位置決め装置 | |
| US7526873B2 (en) | Use of surface measurement probes | |
| JP4500736B2 (ja) | 形状測定装置 | |
| JP6619823B2 (ja) | 自由空間位置ファインダー | |
| JP2000266524A (ja) | 3次元形状測定機およびその測定方法 | |
| JP3474448B2 (ja) | 座標軸直角度誤差の校正方法及び三次元形状測定装置 | |
| CN113091653B (zh) | 基于五棱镜测量直线导轨角自由度误差的装置及方法 | |
| US20180313671A1 (en) | Scale device and two-axis displacement detection device | |
| JP4791568B2 (ja) | 3次元測定装置 | |
| JP4047096B2 (ja) | 表面形状測定装置および方法 | |
| JP2005172610A (ja) | 3次元測定装置 | |
| JP2004045231A (ja) | 三次元測定機、三次元測定機の校正方法及び該方法を実行するためのプログラムを格納したコンピュータ読み取り可能な記憶媒体 | |
| JP4490793B2 (ja) | 三次元測定方法 | |
| JP2021534983A (ja) | ロボットと共に使用される位置合わせセンサを含む補足計測位置座標決定システム | |
| JP2000298011A (ja) | 形状測定方法および装置 | |
| CN114594596B (zh) | 物镜的光瞳像差的补偿 | |
| JP3349235B2 (ja) | 干渉測定方法 | |
| JPH11281306A (ja) | 座標測定機の校正値検出方法及びこの校正値を用いた形状データ校正方法 | |
| JPH07286830A (ja) | 面形状測定方法 | |
| Hermann | Design of a low cost submicron measuring probe | |
| TW201037729A (en) | Straightness error measurement device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080507 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080806 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080813 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080904 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080911 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081006 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081014 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081211 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4246071 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130116 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |