JP4245919B2 - 製本装置 - Google Patents
製本装置 Download PDFInfo
- Publication number
- JP4245919B2 JP4245919B2 JP2002380375A JP2002380375A JP4245919B2 JP 4245919 B2 JP4245919 B2 JP 4245919B2 JP 2002380375 A JP2002380375 A JP 2002380375A JP 2002380375 A JP2002380375 A JP 2002380375A JP 4245919 B2 JP4245919 B2 JP 4245919B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- sheet bundle
- roller
- adhesive reservoir
- clamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
















Landscapes
- Coating Apparatus (AREA)
Description
【発明の属する技術分野】
本発明は、本の背となる用紙束の一側縁に、熱溶解可能な固形接着剤を溶解させて塗布するオフィスや家庭などにおいて用いられる小型の簡易な製本装置に関し、特に詳しくは、適正な量の接着剤を用紙束に塗布するための技術に関する。
【0002】
【従来の技術】
従来、特開平9−156249号公報(特許文献1)に開示されているように、クランプに挟持された用紙束の背に回転するローラーを用いて接着剤を塗布する装置が、従来より広く用いられている。この製本装置は、任意の方向に回転するローラーの上を、用紙束が往復移動して接着剤を塗布するものである。
【0003】
しかし、このタイプの製本装置は、粘度などの接着剤の性状や用紙束の厚みなどの製本の操作環境などに応じて、用紙束に塗布される接着剤の量が一律に決定することができない。すなわち、接着剤の塗布量が過多であると、表紙などから接着剤がはみ出して製本の仕上がりを悪くする一方、接着剤の量が少なすぎると、強固な接着力が得られず、不良製本の発生の原因となるという問題があった。
【0004】
この問題を解決するために、用紙束の背に塗布された接着剤をスクレープローラーにより調整する技術が、特開2000−168265号公報に開示されている。この技術は、接着剤の塗布量を用紙束の厚みに応じてスクレープローラーの高さを変更することにより用紙束の背面に塗布される接着剤の量を調整しようとするものである。
【0005】
しかし、この技術は、スクレープローラーの高さを変更するための駆動機構が必要となる。特に、接着剤溜が用紙束の下側を移動して接着剤を塗布する構成の製本装置については、移動する接着剤溜のユニットに接着剤溜の移動機構に加えてスクレープローラーの高さ調整のための機構を設ける必要があり、このための構成が複雑となるという問題を有していた。
【0006】
【特許文献1】
特開平9−156249号公報
【特許文献2】
特開2000−168265号公報
【0007】
【発明が解決しようとする課題】
【0008】
したがって、本発明が解決しようとする技術的課題は、簡単な構成で適正な量の接着剤を塗布することができる接着剤溜が移動するタイプの製本装置を提供することである。
【0009】
【課題を解決するための手段】
本発明は、上記技術的課題を解決するために、以下の構成の製本装置を提供する。
【0010】
製本装置は、熱溶融性の接着剤を蓄積する接着剤溜と、前記接着剤に下方部を浸漬するように接着剤溜の上方に配置され軸を中心として回転駆動するローラーと、用紙束を挟持する挟持手段とを備え、前記接着剤溜と前記ローラーは、停止位置から前記用紙束の背面の長手方向に一体的に往復移動して前記用紙束の背面に接着剤を塗布するものである。そして、前記挟持手段に挟持された用紙束の厚みを検出する厚み検出手段を備え、前記厚み検出手段により検出された前記用紙束の厚みに応じて、前記接着剤溜の往移動と復移動における前記ローラーの回転方向及び/又は回転速度を設定する。
【0011】
上記構成において、製本装置は、挟持手段に挟持された用紙束の背面に、接着剤溜が長手方向に往復移動して接着剤を塗布するものである。接着剤溜と一体的に移動するローラーは、所定の回転方向に回転しながら接着剤を用紙束背面に塗布する。本発明は、このときのローラーの回転により接着剤の塗布量が異なることに着目したものである。
【0012】
一般に、用紙束厚みが厚くなると、接着剤が多く塗布されるようになり、同じ条件で塗布した場合において塗布条件により接着剤の塗布量に与える影響が大きくなる。また、用紙束の背面を接着剤溜が往復移動する場合にその往移動と復移動とでローラーの移動方向が異なるため、同じようにローラーを回転させたのでは、往移動と復移動における塗布条件が異なり、接着剤の塗布量が大幅に変化しやすい。このため、往移動と復移動とで、ローラーの回転を異ならせることにより、接着剤の塗布量を適正量とするものである。
【0013】
ローラーの回転を異ならせる手法としては、例えば、往移動と復移動で回転方向を異ならせたり、回転速度を異ならせたりすることができる。また、回転には静動を含み、たとえば、復移動では完全にローラーを停止させてローラーをスクレーパーとして機能させるような場合も含まれる。
【0014】
上記構成によれば、塗布条件が接着剤の塗布量に影響を与えやすい所定厚み以上の用紙束に、接着剤溜を移動させることにより接着剤を塗布する場合において、往移動と復移動で塗布ローラーの回転を異ならせることにより、適正量の接着剤を塗布することができるため、簡単な構成とすることができる。
【0015】
好ましくは、前記ローラーは、前記厚み検出手段により、前記用紙束の厚みが所定幅以下であると判断されたときは、前記接着剤溜の往移動では、移動方向に対し順方向に回転し、前記接着剤溜の復移動では、移動方向に対し逆方向に回転する。
【0016】
上記構成において、用紙束が所定厚みよりも薄い場合は、接着剤の塗布量が少なくなるため、接着剤の過少を起こさないように、接着剤を多く塗布するようにローラーを回転させることが必要となる。具体的には、往移動では、ローラーの回転に対して順方向にローラーが移動、すなわち、ローラーの回転によってローラーが移動方向に移動するような回転であるため、用紙束とローラーとの接触面との相対速度が遅くなり、接着剤の塗布量はそれほど多くならない。一方復移動では、最終的に用紙束の背に接着剤を多く塗布する必要があるため、ローラーをローラーの回転に対して逆方向にローラーが移動、すなわち、ローラーの回転によってローラーが移動方向と反対側に移動するような回転であるため、用紙束とローラとの接触面の相対速度が速くなり、接着剤が多く塗布される。すなわち、用紙束の背面に対してローラーの表面に付着した接着剤が、掻き出されるようにして塗布されるため、接着剤の塗布量が多くなる。
【0017】
したがって、上記構成によれば、接着剤の塗布量が少なくなりやすい所定厚みより薄い用紙束について適正量の接着剤を塗布することができる。
【0018】
好ましくは、前記ローラは、前記厚み検出手段により、前記用紙束の厚みが所定幅を超えると判断されたときは、前記接着剤溜の往移動及び復移動ともに、移動方向の上流側に回転する。
【0019】
上記構成において、用紙束の厚みが、所定幅を超えるるときは、接着量のと不良が多くなりやすいため、塗布される接着剤が過多とならないようにローラーを回転させることが必要となる。具体的には、往移動と復移動において、塗布条件が変化しないように、回転方向を切り換えて、いずれも移動方向の上流側に回転するようにローラーを回転させる。すなわち、このように回転させることにより、用紙束とローラーとの接触面との相対速度が遅くなり、接着剤の塗布量が過多となることを防止することができる。
【0020】
好ましくは、前記接着剤溜の位置を検出する位置検出手段をさらに備え、前記接着剤溜の復移動時において、前記接着剤溜が所定位置に到達したときは、前記所定位置から用紙束の最終端までの間は、前記ローラーの回転を停止させて接着剤溜が移動する。
【0021】
上記構成において、用紙束の最終端では、用紙束の両側の側端部によってローラーの表面の接着剤がかき取られて、当該端部に大量に接着剤が塗布しやすい。この用紙束端部における接着剤の大量の付着は、特にくるみ製本の場合、表紙から接着剤がはみ出して固化することから、外観的に不良な製本となる。このため、用紙束の両側の端部において、接着剤が大量に付着しないようにすることが望まれる。
【0022】
なお、上記各構成において、用紙束の厚みの所定幅としては、0.7〜1.0mm程度であることが望ましい。
【0023】
上記構成において、具体的には、用紙束の最終端の近傍において、ローラーの回転を停止した状態で接着剤溜を移動させる。このことにより、ローラーの表面から。接着剤溜から接着剤の供給が停止するとともに、用紙束端部近傍においては、ローラーの表面で現存する接着剤を引き伸ばすように作用する。したがって、用紙束の最終端近傍における接着剤の大量付着を防止することができる。
【0024】
また、上記構成において接着剤溜が往復移動するため、往路側の端部では、復路におけるローラーによって、余分な接着剤を取り除くことができる。一方、往路における端部、すなわち用紙束の最終端では、ローラーによって余分な接着剤を取り除くことができない。よって上記構成によれば、ローラーを介した塗布条件を変化させることにより、簡単な構成で余分な接着剤を取り除くことができる。
【0025】
【発明の実施の形態】
以下、本発明の一実施形態に係る製本装置について、図面を参照しながら説明する。
【0026】
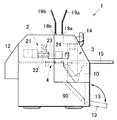
図1は、本発明の一実施形態に係る製本装置の外観斜視図である。製本装置1は、略箱型の装置であり、本体の前部から上面にかかる前板10、本体後部から上面にかかる後板11からなる筐体を有する。前板10及び後板11は、後述するように本体内部に設けられたフレーム28,29,41a,41b(図7参照)に固定されている。後板11の後部には、後カバー12が設けられており、製本用の表紙(図20(a)110x)及び可動板46が後板11からはみ出るのをカバーし、表紙110xを下側へ折り曲げて退避させるように傾斜壁で構成されている(図20(a)及び(c)参照)。
【0027】
製本装置1の外観構成としては、前板11の下部に開閉可能に設けられた前板下とびら13、使用時において用紙束を挟持するクランプ18の開閉を行うための操作ノブ14、製本に用いられる表紙を配置するための表紙台15、及び操作パネル16が設けられている。
【0028】
また、本体上面には、クランプ18が設けられている。クランプ18は、本体上面に設けられた隙間17から本体外部に鉛直方向に配置された互いに平行な2枚の略長方形の板で構成され、固定クランプ18aと可動クランプ18bとを有する。上述のように操作ノブ14を操作することにより、可動クランプ18bが駆動して両者間の間隔が変化し、用紙束の固定、開放をすることができる。クランプ18a,18bの上端には、それぞれ用紙束保持部材19a,19bが取外し可能に設けられており、例えば、縦長の用紙束を製本する場合などに、クランプ18で挟持された位置より上の部分が曲がって垂れ下がり、用紙束がずれたりすることがないように、用紙束を保持している。
【0029】
本体内部には、図2、図3及び図8に示すように、塗布ユニット2、脱臭ユニット3、圧着ユニット4、接着剤供給ユニット5などの各種ユニットが設けられている。図2に示すように、塗布ユニット2は、通常時は、クランプ18の側縁の外側に設けられており、後述するように、その一部分がクランプ18の下方をスライドすることができるようになっている。
【0030】
脱臭ユニット3は、図2及び図3に示すように塗布ユニット2の上部から下方へ延在する部材であり、塗布ユニット2の接着剤溜23やローラー24から揮発した接着剤を吸いこんで内蔵するフィルタに吸着させる。
【0031】
圧着ユニット4は、図3に示す通り、クランプ18の下部に設けられた部材であり、後述するように上下移動及び前後移動することができるように構成されている。圧着ユニットは、塗布ユニット2が移動するときはクランプ18の下を塗布ユニット2が通過できるように下降する。
【0032】
図4及び図5は、塗布ユニットが待機位置に存在する場合の位置関係を示す図である。塗布ユニット2及びクランプ18は、共にそれぞれ2つのフレーム28、29に設けられている。前フレーム28は、断面コの字形のフレームであり、固定クランプ18aを固定して保持すると共に、塗布ユニットの接着剤溜23が移動する場合のレールとして機能する。また、後フレーム29は、断面コの字形のフレームであり、可動クランプ18bを移動させるための機構を備えており、また、接着剤溜23が移動する場合のガイドであるレールシャフト33を保持している。
【0033】
塗布ユニット2は、待機位置では、クランプ18の側端よりも外側であって、クランプ18の下側にかからない位置に存在している。塗布ユニットは、保持板20aに取りつけられた電磁誘導コイル20をその加熱手段として備えており、接着剤溜23が待機位置に存在する場合に、接着剤溜23に非接触状態で、強磁性体材料が誘導加熱されることにより接着剤を加熱する。
【0034】
接着剤溜23の上方には、接着剤に一部が浸漬するように配置されたローラー24が設けられている。ローラー24は、接着剤溜23に設けられた保持部材25によって軸支されており、シャフト22に連結されている塗布ローラー回転モータ21によって回転駆動する。
【0035】
接着剤溜23の端部には、上方に伸びる連結部材26が設けられており、その先端部に設けられたローラー27が前フレームのレール部28aに係合している。また、接着剤溜の反対側端部には、案内部34が設けられており、後シャフト29に設けられたレールシャフト33と係合する。これら2つの係合により、接着剤溜23は、フレーム28、29に沿ってスライド可能に取りつけられており、フレーム28,29に設けられたクランプ18の下部を通過できるように構成されている。
【0036】
接着剤溜23がフレームに沿ってスライドする場合に、その位置を検出するためにセンサが設けられている。センサ31は、図5に示すように、接着剤溜23が保持されているフレームとは別のセンサ保持フレーム30に配置されている。センサ31はフォトインタラプタで構成されており、案内部34に設けられた切片32がそれぞれ所定位置を通過するタイミングで信号を出力する。
【0037】
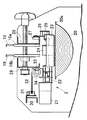
図6は、圧着ユニットの要部構成を示す斜視図である。上述のように、圧着ユニット4は、矢印211で示す上下方向及び、矢印212で示す前後方向に全体として移動することができるように構成されている。圧着ユニットは、基部48の上に設けられた固定板43と、固定板43の手前側に設けられた表紙台15と、固定板43の奥手側に設けられた可動板46とを供える。
【0038】
固定板43は、操作時において用紙束の下面をつき合わせて固定するための部材であって、天のり製本時において接着剤が付着しないように、その上面にフッ素樹脂コーティングなどの平滑処理がされている。。固定板43の上面手前側端部には、押さえ部材44が設けられており、後述するように可動板46と協働して、製本時における表紙の折り曲げ成型を行う。
【0039】
固定板43の手前側には、シューター45が設けられており、後述するように仕上がった製本を装置外部に排出する。また、シューター45の両端には連結部材47が設けられており、表紙台15を保持している。すなわち、固定板43と表紙台15との間には隙間45aが設けられており、仕上がった製本は当該隙間45aを通って装置外部に排出される(図20参照)。
【0040】
可動板46は、矢印210で示すようにスライド可能に設けられており、固定板に設けられた押さえ部材44との間隔を変えることができる。すなわち、表紙と用紙束の接着を確実にするために、可動板46の手前側端部46aと押さえ部材44とで用紙束を挟みこんで圧着する。
【0041】
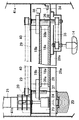
図7を参照してクランプの駆動機構について説明する。上述のようにクランプは前フレーム28に固定クランプ18aが固定されており、後フレーム29に可動クランプ18bの駆動機構が設けられている。可動クランプ18bは、操作ノブ14を操作することによって固定クランプ18aとの間の距離が変わるように移動し、両者間の間に存在する用紙束を挟持して固定する。
【0042】
操作ノブ14を回転駆動することにより、操作ノブ14のシャフトとベルト35で連結されたネジシャフト36が回動する。ネジシャフト36の駆動力は、ベルト40により他のネジシャフト37に伝達され、両者は連働して駆動する。ネジシャフト36、37は、可動クランプ18bが固定された保持板と螺合しており、ネジシャフト36、37が回動することにより、保持板と共に可動クランプ18bが駆動する。
【0043】
可動クランプ18bと固定クランプ18aとの間には、ガイドシャフト39a,39bが設けられており、このガイドシャフト39a,39bに沿って可動クランプ18bが駆動することにより、可動クランプ18bは、固定クランプ18aと常に平行に保たれている。なお、製本装置1の前方向から見て左側のガイドシャフト39aは、後述するように用紙束の左右方向の基準位置となり、前後方向の基準位置を定める固定クランプと共に、用紙束の挟持位置を決定する。
【0044】
保持板の端部には、切片38が設けられている。この切片38は、フォトインタラプタで構成される用紙束厚センサ34と協働して、クランプ18に保持される用紙束が所定の厚みよりも薄いかどうかを検出する。すなわち、クランプ18に保持される用紙束が所定厚みよりも厚い場合は、切片38は用紙束厚センサ34に到達せず、用紙束厚センサ34は遮断されることがないが、所定厚みより薄い場合は、可動クランプ18bは固定クランプ18aとの間隔が短くなり、用紙束厚センサ34を遮断する。用紙束の厚みは、後述するように、接着剤塗布時におけるローラー24の回転方向を決定する場合に用いられる。
【0045】
図8に接着剤溜の移動の状態図を示す。上述のように接着剤溜23は、クランプ18に挟持された用紙束100の下側縁にローラー24の表面に付着した接着剤を接触させた状態でスライド可能に構成され、その位置を検出するためのセンサが設けられている。本実施形態にかかる製本装置1では、図8に示すように、センサは、前フレームと後フレームとを固定する右フレーム41a及び左フレーム41bとの間に固定されたセンサ保持フレーム30に配置される。センサは、それぞれ接着剤溜の待機位置においてその存在を検出する接着剤溜位置センサA(31a)、接着剤溜23の最大移動位置においてその存在を検出する接着剤溜位置センサC(31c)、及びその中間部分に設けられた接着剤位置センサB(31b)から構成される。これらのセンサは、接着剤溜23の移動に伴って、当該接着剤溜に設けられた切片32がこれらのセンサを遮断することによって、位置の検出を行う。
【0046】
また、図8において破線2xで示すように、接着剤溜23の最大移動位置において、接着剤溜23に接着剤を補充するための接着剤供給ユニット5が設けられている。接着剤供給ユニット5は、ホッパー51に粒状の接着剤を貯留し、所定量を適当なタイミングで接着剤溜23に投入する。
【0047】
図9に接着剤供給ユニットの構成を示す。接着剤供給ユニット5は、粒状の接着剤を貯留するホッパー51と、ホッパー51の下部に接続するダクト52と接着剤溜23に接着剤を投入する投入口56を備える。ダクト52には、仕切り溝57a,57bが2箇所に設けられており、仕切り溝57a,57bにそれぞれ仕切り板55が設けられている。仕切り板55は、ホッパーに近い側から第1仕切り板55a、第2仕切り板55bとする。第1仕切り板55a、第2仕切り板55bは、それぞれ円板の一部を切り欠いた形状を有しており、これらの切り欠きが重なり合わないような方向で平行に配置され、円板の中心部分においてシャフト54で固定されている。当該シャフト54は、仕切り板駆動モータ53に接続されており、当該モーター53が駆動することにより、第1仕切り板55a、第2仕切り板55bは、一体として回動する。
【0048】
接着剤供給ユニット5は、第1仕切り板55a、第2仕切り板55bの回動位置の制御を行うことにより、ホッパー51に貯留された粒状の接着剤を所定量ずつ接着剤溜23に供給する。
【0049】
図10は、接着剤供給における接着剤供給ユニットの駆動説明図である。最初の状態では、図10(a)に示すように、2枚の第1仕切り板55a、第2仕切り板55bは、それぞれダクト52の開口部分を閉鎖するように配置されている。したがって、ホッパー51からの粒状接着剤105は、第1仕切り板55aよりも上流側にとどまっている。
【0050】
次に、第1仕切り板55a、第2仕切り板55bが、回転中心54cを中心として矢印200の方向に90度回転すると、図10(b)の状態となる。この状態では、第1仕切り板55aについては、切り欠き部分が開口部分に位置することによって、開口部分は開放され、粒状接着剤105は、矢印201で示すように中間ダクト57に移動する。しかし、この状態では、第2仕切り板55bが開口を閉鎖しているため、これよりも下流側に移動することができない。
【0051】
この状態から第1仕切り板55a、第2仕切り板55bが、回転中心54cを中心として矢印200の方向に90度回転すると、図10(c)の状態となる。この状態では、第1仕切り板55a、第2仕切り板55b共に開口部分を閉鎖するため、中間ダクト57及びダクトの第1仕切り板55aよりも上流側に粒状接着剤が存在することとなる。ただし、中間ダクト57に存在する接着剤105aは、第1仕切り板55aによって、これよりも上流側に存在する接着剤105と分離されている。
【0052】
この状態から第1仕切り板55a、第2仕切り板55bが、回転中心54cを中心として矢印200の方向に90度回転すると、図10(d)の状態となる。この状態では、第2仕切り板55bについては、切り欠き部分が開口部分に位置することによって、開口部分は開放され、中間ダクト57に存在する接着剤105aが矢印202に示すように投入口56に向かって移動する。また、第1仕切り板55aは開口を閉鎖しているため、ダクトに存在する接着剤105は投入口56に向かって移動することはない。すなわち、中間ダクト57に存在する接着剤105aのみが投入口に移動することとなる。よって、中間ダクト57の容量を1回の補充量とすることにより、適量が接着剤溜23に自動的に供給される。
【0053】
次に脱臭ユニット3について説明する。上述のように脱臭ユニット3は、塗布ユニット2の接着剤溜23やローラー24から揮発した接着剤を吸いこんでフィルタに吸着させるものである。具体的には、吸引口60と排出口63とを備えた筒状部材であって、その中間部分であるダクト64にフィルタ61が設けられている。フィルタ61としては、接着剤の成分を吸着するような公知のフィルタを使用することができる。
【0054】
排出口63の近傍には、排気ファン62があり、排出口63から外に向かって空気を排出している。その結果、吸引口60から吸いこまれ、フィルタ61を通過して排出口63に排出されるという空気の流れとなる。吸引口60は、接着剤溜23及びローラー24の上方に位置し、これらから揮発した接着剤の成分を含む空気を吸引する。吸引口60から吸引された空気は、ダクト64に設けられた隙間64aを通ってフィルタ61表面から裏面に通過し、このときに接着剤成分が吸着され取り除かれる。フィルタ61を通して隙間64aの反対側に存在する隙間64bに到達した空気は、ファン62の吸引により排出口63に到達し、排出口63から排出される。よって排出された空気は、接着剤成分が少なくなる。よって、接着剤の加熱に伴う臭いの発散を抑えることができる。
【0055】
次に接着剤溜23及びローラー24の構成について説明する。接着剤溜23は、電磁誘導コイル20を通じて接着剤を加熱するものであるため、少なくとも一部分に強磁性体を備えていることが必要となる。本実施形態にかかる接着剤溜23は、容器本体23aを熱伝導性のよい非強磁性体であるアルミニウムで構成し、当該容器本体23aの底面に強磁性体の加熱板72を設けている。また、容器本体23aの内面には、複数のフィン70が設けられており、容器本体23aと接着剤との接触面積が大きくなるように構成されている。このように構成することにより、接着剤の加熱に際して、加熱板72の熱が熱伝導性のよいアルミニウムで構成された容器本体23aに伝導して広い面積により効率よく接着剤を加熱する。このように構成することにより、接着剤が均一に加熱されると共に容器本体23aが直接加熱されることがないため、接着剤と容器本体23aとの接触部分が過熱されて焦げ付いたりすることが防止される。
【0056】
また、容器本体23aは底内面23bは、周囲が浅く、ローラー24が配置されている中央部分が最も深くなるように構成されている。このように構成することにより、接着剤溜23内の接着剤が消費された場合に、ローラー24の近傍部分に接着剤が集まるようになり、ローラー24が接着剤に浸漬しやすい構成となっている。
【0057】
また、接着剤溜23の容器本体23aには、2つの熱電対71a,71bが設けられており、これにより、接着剤の温度が測定される。2つの熱電対71a,71bは、1つが温度検出熱電対71aであり、容器本体23aの深い部分における接着剤の温度を測定する。この熱電対71aからの出力によって、用いられる接着剤の適正使用温度を維持するように加熱コイル20への電流の供給、停止を切りかえる。
【0058】
一方、他の熱電対は、液料検出熱電対71bであり、容器本体23aの浅い部分における接着剤の温度を測定する。この熱電対72bは、接着剤が消費されて、その液面が熱電対よりも下がったことによって、検出温度が所定値以下となったことを示す信号を制御手段であるCPU76(図14参照)に送信する。この信号を受けたCPUは、接着剤供給ユニット5を操作させて接着剤を補充する。
【0059】
接着剤溜23に軸支されているローラは、図12に示すように、本体部24c及び、本体部24cと同心に設けられこれよりも大径の顎部24bとを備えている。また、ローラー24の両側方には、ローラー24の表面に付着した余分な接着剤を掻き落とすためのスクイジー69が配置されている。
【0060】
このように顎部つきのローラー24及び一方を固定したクランプ18との相互作用により、用紙束100に対する基準位置を一律に決定して、効率よく接着剤付けを行うことができる。図13を参照して、本実施形態にかかる製本装置における用紙束の基準位置を説明する。上述のように、クランプ18は、手前側に固定クランプ18aを配置する。よって、用紙束を設定する場合、固定クランプ18aの奥手側末端位置は、常に用紙束の手前側端と一致する基準位置Rとなる。したがって、用紙束の背に接着剤を塗布するローラー24は、当該基準位置Rよりも距離Aだけ手前側に顎部24bが位置するように配置されている。このように、顎部24bを供えたローラー24を用いることにより、顎部24bの表面に付着した接着剤106aは、用紙束100の底面106のほかに、用紙束100の前面の最下部に付着する。このように接着剤を用紙束前面最下部に塗布される接着剤の幅は、顎部24bの高さにより容易に調整することができる。このように用紙束前面最下部に接着剤を塗布することにより、用紙束と表紙との接着をより強固にすることができ、強度を備えた仕上がりにすることができる。
【0061】
次に、本実施形態にかかる製本装置の動作について説明する。製本装置1は、CPU76によりその動作は全体制御されており、その制御状態をそれぞれ検出するための種々のセンサおよび各部材を駆動させるためのモータが設けられている。図14は、本実施形態に係る製本装置の制御系を示すブロック図である。
【0062】
本実施形態に係る製本装置は、上述した用紙束厚センサ34、接着剤溜位置センサA〜C(31a〜31c)、液温検出熱電対71a、液量検出熱電対71bのほかに、後述する圧着クランプ停止センサ75(図19参照)、図示しない圧着クランプ上センサ73、圧着クランプ下センサ74の各センサが設けられている。圧着クランプ上センサ73及び圧着クランプ下センサ74は、圧着ユニット4が上下移動する場合の上端及び下端位置を検出するためのセンサである。
【0063】
また、本実施形態に係る製本装置は、駆動源として、上述した塗布ローラ回転モータ21、仕切板駆動モータ53のほかに接着剤溜移動モータ78、圧着クランプ前後動モータ79、圧着クランプ上下動モータ80、可動板駆動モータ83の各種モータを備えている。接着剤溜移動モータ78は、塗布ユニット2の接着剤溜23を移動するためのモータである。圧着クランプ前後動モータ79及び圧着クランプ上下動モータ80は、圧着ユニット4が上下移動及び前後移動する場合の駆動源として用いられるモータである。可動板駆動モータ83は圧着ユニット4の可動板46を駆動するためのモータである。
【0064】
さらに、本実施形態に係る製本装置は、操作部としての操作パネル16、駆動制御に関するプログラムの記憶領域及び演算領域として機能するROM81及びRAM82、加熱コイル20に高周波電流を供給する高周波供給源77を備えている。
【0065】
図15は、本実施形態に係る製本装置の製本動作の流れを示すフロー図である。製本装置は、まず、主電源をいれてから加熱コイルにより接着剤溜を加熱し、接着剤が溶解して所定温度になったことが液温検出熱電対71aが検出すると、塗布ローラ回転モータ21を駆動させてローラー24を回転させる(スタンバイ状態)。本実施形態にかかる製本装置1は、上述のように接着剤溜の容量が小さく構成され、また、熱効率のよい電磁誘導加熱を用いているため、スタンバイ状態となるまでの時間を従来の製本装置に比べて大幅に短縮することができ、揮発する接着剤の量も少ない。さらに、脱臭ユニットに3より、揮発した接着剤の成分を吸着することができるため、臭いの発散を防止することができる。スタンバイ状態において、以下に示す製本動作が実行する。
【0066】
まず、CPU76は、操作パネル16のスイッチがオンになるまで、スタンバイ状態のまま待機する。スイッチがオンになると(#11)、CPU76は、圧着クランプ上センサ73による検出がなされるまで圧着クランプ上下動モータ80を駆動させて、圧着ユニット4を上昇させる(#12)。この状態を図16に示す。図16(a)に示すように、スタンバイ状態では、圧着ユニット4は下降しているため、用紙束100をクランプ18にセットする場合の用紙の下面基準が明確ではない。圧着ユニット100を上昇させ、クランプ18の下端と固定板43との距離が所定の間隔(8mm)となるように下面基準を設定する。そして、図16に示すように用紙束100の下端を固定板43に突き当てて、操作ノブ14によって用紙束をクランプ18に固定する(#13)。
【0067】
用紙束100をクランプ18にセットし終わると、再度操作パネル16のスイッチを押下してスイッチをオンにする(#14)。スイッチがオンになると、CPU76は、圧着クランプ下センサ73による検出がなされるまで圧着クランプ上下動モータ80を駆動させて、圧着ユニット4を下降させる(#14)。この圧着ユニット4の下降は、クランプ18と圧着ユニットとの間に接着剤溜を移動させるための間隔を確保すると共に、表紙を付したくるみ製本の場合は、表紙をセットする(#17)ためである。したがって、表紙を付さない点のり製本の場合は、表紙のセットを行うことなくすぐに操作パネル16のスイッチをオンにしてもよい(#18)。
【0068】
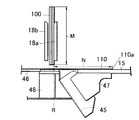
表紙のセットは、上述のように圧着ユニット4の表紙台15と可動板46との上にかけて表紙を載置することにより行う。上述のように本実施形態にかかる製本装置は、クランプ18の手前側が固定クランプ18aとなっているため、表紙の端合わせを容易に行うことができる。すなわち、図17に示すように、製本される用紙が所定サイズである場合は、その高さ寸法Mは一様に決定する。また、上述のように、基準位置Rである固定クランプ18aの奥手側末端位置は、常に用紙束100の手前側端と一致する。したがって、基準位置Rから表紙110の手前側端部110aまでの距離Nは、製本される用紙束の厚みに関係なく上記用紙束の高さMと常に一致する。すなわち、製本される用紙束の厚みに関係なく、表紙110の手前側端部110aを表紙台15のどの位置に合わせればよいかが一律に決定する。このため、用紙台15に標準規格の用紙を用いる場合の表示を確定的に表示することができ、表紙をセットする場合の位置合わせを容易にすることができる。
【0069】
必要に応じて表紙110をセットした後、操作パネル16のスイッチをオンにすると、CPU76は、接着剤溜移動モータ78を駆動させて接着剤溜23を移動させる。接着剤溜23が移動することにより、ローラー24を介して用紙束100の背部分に接着剤が塗布される。このときのローラーの回転方向は、用紙束の厚みに応じて、接着剤の塗布量が異なり、用紙束の厚みが薄い場合は、用紙束背面へ接着剤の塗布量が少なくなり、接着力が弱くなる。したがって、本実施形態では、ローラー24の回転方向を次のように制御する。すなわち、なお、用紙束の厚みは、用紙束厚センサ34(図7参照)により、所定厚さより薄いか否かにより区別されて判別される。
【0070】
図18(a)に示すように、用紙束の厚みが所定厚さ(0.7mm)よりも厚いときは、往路、復路によって、回転方向を変えることとし、その方向は、往路、復路ともに用紙束に対して順方向となっている。すなわち、矢印205で示す方向でローラー24が移動する往路は、矢印220で示す方向にローラーは回転し、矢印206,207で示す方向でローラー24が移動する復路は、矢印221で示す方向にローラーが回転する。これらの回転方向は、いずれも、ローラー24の移動方向に対して順方向となるような向きであり、ローラー24の表面に付着した接着剤を用紙束の背部分に順次供給するような向きである。なお、ローラー24の回転方向の切換は、接着剤溜位置センサC31c(図8参照)からの信号により行われる。
【0071】
図18(a)に示すように、復路の途中において、接着剤溜位置センサB31bからの信号を入力すると、CPU76は、ローラー24の回転を停止する。このようにローラーを用紙束100の端部付近において停止させることで、用紙束100の側端部における接着剤の掻取を原因とする当該部分への接着剤の付着過多を防止することができる。
【0072】
図18(b)に示すように、用紙束の厚みが所定厚さ(0.7mm)よりも薄いときは、往路、復路によって回転方向を変えることなく同じ向きに回転させることとしている。すなわち、矢印205で示す方向でローラー24が移動する往路は、(a)の場合と同様に矢印220で示す方向にローラーは回転し、矢印206,207で示す方向でローラー24が移動する復路は、矢印223で示す方向にローラーが回転する。このようにローラーの回転方向を設定することにより、往路ではローラー24の移動方向に対して順方向となるような向きであり、復路では、ローラー24の移動方向に対して逆方向となるような向きである。すなわち、往路ではローラー24の表面に付着した接着剤を用紙束の背部分に順次供給するような向きに回転し、復路ではローラー24の表面に付着した接着剤を用紙束の背部分に掻き出して行くような向きに回転する。この結果、往路での接着剤の塗布量が多くなり、接着力が強固なものとなる。
【0073】
なお、この場合においても、用紙束100の側端部における接着剤の大量付着を防止するために、復路の途中においてローラー24の回転が停止する。
【0074】
なお、本実施形態において、所定厚みとして0.7mmと設定したのは、次の試験により好適な範囲を導いたものである。試験方法としては、用紙及び表紙ともに0.1mm厚みのものを用いて、束ねる枚数を異ならせることによって用紙束厚みを変化させ、接着剤を塗布した場合の製本状態を検査することにより行った。接着剤が不足しているか否かの判断は、用紙と表紙とを引っ張ったときにはがれるか否かにより判断し、両者がはがれることなく表紙が破れた場合は接着が十分であると判断した。過多であるかの判断は、目視により行い、接着剤がはみ出しているものを過多及びやや過多の2段階で判断した。結果を表1に示す。上記試験により、用紙束厚みが0.7から1.0mmであるときを境界領域であると判断し、所定厚さを接着剤がやや不足しているにとどまる0.7mmとして、表紙から接着剤がはみ出さないようにすることとした。
【0075】
【表1】

上記ステップにおいて接着剤溜が待機位置に戻り、接着剤溜位置センサA31aによる信号を受信すると、CPU76は、圧着クランプ上センサ73による検出がなされるまで圧着クランプ上下動モータ80を駆動させて、圧着ユニット4を上昇させ、その後可動板駆動モーター83を駆動させて可動板46を押さえ部材44の方向へ移動させ、表紙110及び用紙束100を圧縮する(#20)。
【0077】
圧着ユニットは、図19に示すように、固定板43上に固定された押さえ部材44と可動板46の2つの部材により用紙束100を圧着する。このとき可動板46は、可動板駆動モーター83により駆動されるが、このモーターの駆動力を直接可動板46に伝達するようにすると、用紙束100の厚みによって圧着力が異なるという問題が生じる。よって、本実施形態では、可動板46の駆動機構を以下のように構成している。
【0078】
可動板駆動モーター83の駆動力は、可動板46に対してスプリング85を挟んで対向する2つのブロック87,88を介して伝達される。すなわち、可動板側に第1ブロック87が設けられ、可動板駆動モーター83側には、第2ブロック88が設けられており、両者を貫通する支持軸84によって、両者間の距離が変更可能となっている。支持軸84は、スプリング85に挿入されて両者間を連結しているため、両ブロック87,88は、互いに離れる方向に付勢されている。支持軸の両端は大径部84aとなっており、両ブロック87,88の最大距離を規制する。第2ブロック83側にはフォトインタラプタで構成される圧着クランプ停止センサ75が設けられており、第1ブロック側には、当該圧着クランプ停止センサ75の対応位置に切片86が設けられている。
【0079】
したがって、可動板駆動モーター83が駆動して、第2ブロック88を固定板43側へ移動させると、スプリング85の付勢力によって、第1ブロック87は、第2ブロック88と共に移動する。したがって、可動板駆動モーター83が駆動すると可動板46が移動することとなる。一方、可動板46の先端が用紙束や押さえ部材44などと接触すると、可動板46はこれ以上移動することができないため、第2ブロックの移動は、第2ブロック88に押されてスプリング85が縮むことにより、両ブロック87、88の間隔が短くなることで吸収される。
【0080】
図19(a)で示すように、圧着ユニット4が上昇して表紙と用紙束が接触すると、用紙束100の背に塗布された接着剤106が押圧されて、押さえ部材44が存在しない側へはみ出す(106b)。この状態で、可動板46が押さえ部材側へ移動すると、可動板46は固定板43よりも上方に位置しているため、表紙46は上側へ折れ曲り、当該はみ出した接着剤106bは、用紙束100の奥手側面の最下部に付着する。
【0081】
この状態において、可動板46の先端が用紙束100に突き当たった状態であっても、可動板駆動モーター83は、矢印207で示す方向に駆動しつづける。この場合、上述のように両ブロック82、83の間隔は短くなっていき、最終的には、切片86がフォトインタラプタ(圧着クランプ停止センサ75)を遮断する。この信号を受けたCPU76は可動板駆動モーター83の駆動を停止させる。このように構成することにより、用紙束100の厚みによらず、常に均一の圧力で用紙束100を圧着することができる。
【0082】
圧着ユニット4によって、接着剤が固化するまでの所定時間が経過すると、CPU76は、図20に示すように、圧着ユニット4を開放(a)し、圧着クランプ下センサ74による検出がなされるまで圧着クランプ上下動モータ80を駆動させて、矢印230に示すように圧着ユニット4を下降(b)させ、その後圧着クランプ前後動モータ79を駆動させて、矢印231に示すように圧着ユニット4を後退(c)させる(#21)。圧着ユニット4が後退すると、用紙束の直下には、シューター45が位置する。製本装置内部には、後退したシューター45の近傍位置に滑り台90が設けられており、図20(a)の矢印209で示すように前カバー下とびら13を開放することにより、シューター45から製本装置外部にまでの排出通路が形成される。
【0083】
この状態において、操作ノブ14を操作することにより、矢印232で示すようにクランプを開放すると、図20(d)製本120は、圧着ユニット4の固定板43手前側に設けられた隙間45aを通過して、シューター45上に落下し、滑り台90上を滑り落ち、製本装置1の外へ排出される。
【0084】
以上説明したように、本実施形態にかかる製本装置は、ローラーの移動方向と回転方向により接着剤の塗布量が異なることに着目し、所定厚み(0.7mm)を境に、これより薄い用紙束においては、往移動と復移動におけるローラーの回転方向を変化させることなく、復移動においてローラーを進行方向に向かって用紙束に対して逆回転とすることにより、接着剤を用紙束背面で掻き出して塗布するようにし、接着剤を多く塗布することができるようにした。
【0085】
また、用紙幅の最終端においては、当該端部における接着剤のかき取りを防ぎ用紙束端部に接着剤が大量に付着しないように、用紙束の採集端近傍において、ローラーの回転を停止させる。これにより、新たな接着剤の供給を停止して現存する接着剤を引き伸ばすことによりこれを防止することができる。
【0086】
なお、本発明は上記実施形態に限定されるものではなく、その他種々の態様で実施可能である。
【図面の簡単な説明】
【図1】 本発明の一実施形態に係る製本装置の外観斜視図である。
【図2】 図1の製本装置の要部内部構造を示す正面図である。
【図3】 図1の製本装置の要部内部構造を示す左側面図である。
【図4】 塗布ユニットが待機位置に存在する場合の位置関係を示す正面図である。
【図5】 塗布ユニットが待機位置に存在する場合の位置関係を示す左側面図である。
【図6】 圧着ユニットの要部構成を示す斜視図である。
【図7】 クランプの駆動機構についての説明図である。
【図8】 接着剤溜の移動の状態図である。
【図9】 接着剤供給ユニットの構成を示す図であり、(a)は平面図、(b)は右側面図である。
【図10】 接着剤供給における接着剤供給ユニットの駆動状態推移図である。
【図11】 脱臭ユニットの位置関係を示す図であり、(a)は要部左側面図、(b)は要部正面図である。
【図12】 接着剤溜及びローラーの構成を示す図であり、(a)は平面図、(b)は(a)のA−A断面図である。
【図13】 ローラーと用紙束との接触位置を説明するための図である。
【図14】 本実施形態に係る製本装置の制御系を示すブロック図である。
【図15】 本実施形態に係る製本装置の製本動作の流れを示すフロー図である。
【図16】 (a)は圧着ユニットの下降位置を示す図であり、(b)は圧着ユニットの上昇後用紙束をセットする状態を示す図である。
【図17】 表紙のセットにおける基準位置を説明する図である。
【図18】 接着剤溜の移動におけるローラーの回転方向を示す図である。
【図19】 圧着ユニットにおける圧着力制御機構を説明するための図である。
【図20】 製本の取り出し工程を示す状態推移図である。
【符号の説明】
1 製本装置
2 塗布ユニット
3 脱臭ユニット
4 圧着ユニット
5 接着剤供給ユニット
10 前板
11 後板
12 後カバー
13 前面下部とびら
14 操作ノブ
15 表紙台
16 操作パネル
17 隙間
18 クランプ
18a 固定クランプ
18b 可動クランプ
19a、19b 用紙束保持部材
20 加熱コイル
20a コイル保持板
21 塗布ローラー回転モータ
22 駆動シャフト
23 接着剤溜
23a 接着剤溜本体
23b 接着剤溜底面
24 塗布ローラー
72 加熱板
Claims (5)
- 熱溶融性の接着剤を蓄積する接着剤溜(23)と、前記接着剤に下方部を浸漬するように接着剤溜の上方に配置され軸を中心として回転駆動するローラー(24)と、用紙束(100)を挟持する挟持手段(18)とを備え、前記接着剤溜(23)と前記ローラー(24)は、停止位置から前記用紙束の背面の長手方向に一体的に往復移動して前記用紙束の背面に接着剤を塗布する製本装置であって、
前記挟持手段(18)に挟持された用紙束(100)の厚みを検出する厚み検出手段(31、38)を備え、前記厚み検出手段により検出された前記用紙束の厚みに応じて、前記接着剤溜(23)の往移動と復移動における前記ローラー(24)の回転方向及び/又は回転速度を設定することを特徴とする製本装置。 - 前記ローラー(24)は、前記厚み検出手段(31、38)により、前記用紙束(100)の厚みが所定幅以下であると判断されたときは、前記接着剤溜(23)の往移動では、移動方向に対し順方向に回転し、前記接着剤溜(23)の復移動では、移動方向に対し逆方向に回転することを特徴とする、請求項1に記載の製本装置。
- 前記ローラー(24)は、前記厚み検出手段(31、38)により、前記用紙束(100)の厚みが所定幅を超えると判断されたときは、前記接着剤溜(23)の往移動及び復移動ともに、移動方向に対し順方向に回転することを特徴とする請求項1に記載の製本装置。
- 前記所定幅は0.7〜1.0mmであることを特徴とする請求項2乃至3のいずれか1つに記載の製本装置
- 前記接着剤溜(23)の位置を検出する位置検出手段(31a、31b、31c)をさらに備え、前記接着剤溜(23)の復移動時において、前記接着剤溜(23)が所定位置に到達したときは、前記所定位置から用紙束(100)の最終端までの間は、前記ローラー(24)の回転を停止させて接着剤溜(23)が移動することを特徴とする請求項1乃至4のいずれか1つに記載の製本装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002380375A JP4245919B2 (ja) | 2002-12-27 | 2002-12-27 | 製本装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002380375A JP4245919B2 (ja) | 2002-12-27 | 2002-12-27 | 製本装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004209744A JP2004209744A (ja) | 2004-07-29 |
| JP2004209744A5 JP2004209744A5 (ja) | 2005-09-29 |
| JP4245919B2 true JP4245919B2 (ja) | 2009-04-02 |
Family
ID=32816621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002380375A Expired - Lifetime JP4245919B2 (ja) | 2002-12-27 | 2002-12-27 | 製本装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4245919B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4802729B2 (ja) * | 2006-01-24 | 2011-10-26 | コニカミノルタビジネステクノロジーズ株式会社 | 製本装置及び画像形成システム |
| JP4345786B2 (ja) | 2006-08-30 | 2009-10-14 | コニカミノルタビジネステクノロジーズ株式会社 | 製本装置及び画像形成システム |
| JP2008055777A (ja) * | 2006-08-31 | 2008-03-13 | Mitsubishi Heavy Ind Ltd | 段ボール紙の製造方法及び装置 |
| JP2008114476A (ja) * | 2006-11-06 | 2008-05-22 | Konica Minolta Business Technologies Inc | 製本装置及び画像形成システム |
| JP5455286B2 (ja) * | 2006-12-28 | 2014-03-26 | ニスカ株式会社 | 接着剤塗布装置及びこれを備えた製本装置並びに画像形成システム |
| US20080267734A1 (en) * | 2007-04-27 | 2008-10-30 | Konica Minolta Business Technologies, Inc. | Bookbinding apparatus and image forming system |
| JP5444922B2 (ja) * | 2009-08-05 | 2014-03-19 | コニカミノルタ株式会社 | 製本装置及び製本システム |
-
2002
- 2002-12-27 JP JP2002380375A patent/JP4245919B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004209744A (ja) | 2004-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101027268B1 (ko) | 제본 장치 | |
| JP4189311B2 (ja) | 製本装置 | |
| JP4147105B2 (ja) | 製本装置 | |
| JP4245919B2 (ja) | 製本装置 | |
| JP4824999B2 (ja) | 容器用ヒートシール装置 | |
| US20030140603A1 (en) | Vacuum sealing bag apparatus | |
| TW201113212A (en) | Timing belt, airtight structure for suction conveyor and bag filling device | |
| JP4272421B2 (ja) | 製本装置 | |
| JP2005238526A (ja) | 製本装置 | |
| KR20160063017A (ko) | 진공 포장 장치 | |
| JP4177673B2 (ja) | 製本装置 | |
| JP4245918B2 (ja) | 製本装置 | |
| JP5078398B2 (ja) | 製本装置 | |
| JP4308557B2 (ja) | 接着剤補充装置 | |
| JP4330397B2 (ja) | 接着剤塗布装置、製本装置および接着剤塗布方法 | |
| JP5095292B2 (ja) | 製本装置及びこれを備えた画像形成システム | |
| JP2004223951A (ja) | 製本装置 | |
| JP2005059253A (ja) | 製本装置 | |
| JP4323054B2 (ja) | 開封装置 | |
| JP2005047198A (ja) | 接着剤塗布装置および製本装置 | |
| JP2004351726A (ja) | 製本装置 | |
| JP2008265175A (ja) | 製本装置 | |
| JP3099235U (ja) | 自動ロールラミネータ | |
| JP5025284B2 (ja) | 製本装置 | |
| CN2675405Y (zh) | 制书装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050511 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080730 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20081003 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081216 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4245919 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120116 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150116 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |