JP4182154B2 - グリーンシートの積層方法および装置 - Google Patents
グリーンシートの積層方法および装置 Download PDFInfo
- Publication number
- JP4182154B2 JP4182154B2 JP2002001098A JP2002001098A JP4182154B2 JP 4182154 B2 JP4182154 B2 JP 4182154B2 JP 2002001098 A JP2002001098 A JP 2002001098A JP 2002001098 A JP2002001098 A JP 2002001098A JP 4182154 B2 JP4182154 B2 JP 4182154B2
- Authority
- JP
- Japan
- Prior art keywords
- green sheet
- carrier film
- electrode pattern
- sheet
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Description
【発明の属する技術分野】
本発明は、キャリアフィルム上にグリーンシートを連続的に形成し、グリーンシートの表面または裏面に電極パターンを形成してなる連続体シートを切断・剥離ステージ上で位置決めし、連続グリーンシートから方形グリーンシートを切り出し、これを熱圧着積層することを繰り返すことで、積層型電子部品を製造できるグリーンシートの積層方法および積層装置に関するものである。
【0002】
【従来の技術】
従来、積層コンデンサなどの積層型電子部品を製造する場合に、キャリアフィルムに裏打ちされた連続状グリーンシートを熱板上にシート送り機構により位置決めし、このグリーンシートに切断刃によって閉ループをなす切断線を形成し、切断刃内にグリーンシートを熱圧着して積層体を形成する方法が知られている (特許第2504276号公報参照)。
【0003】
【発明が解決しようとする課題】
ところが、キャリアフィルムは熱板上で加熱されるため、熱板上に送られた直後は熱膨張を起こし、そこから水分がなくなることで収縮するというように、寸法の変化を生じる。キャリアフィルムにはPETが広く使用されているが、PETのガラス転移温度Tgは約70℃である。グリーンシートの積層圧着時には熱板によって80℃〜120℃に加熱される。通常、キャリアフィルムとして用いられているPETフィルムは、その長手方向に大きく延伸されて作製されている。したがって、熱板上で加熱されたときにおけるキャリアフィルムの長手方向の寸法変化は特に大きく、最大数十μmも発生する。その結果、寸法変化のバラツキが大きい場合は、積層体としたときの各層の電極位置が揃わずに最終的な積層体の電極位置にずれを発生させるという問題があった。
【0004】
そこで、本発明の目的は、切断・剥離ステージ上での熱の影響で電極パターンの寸法にバラツキを生じることなく、グリーンシートを位置決めし、積層することが可能なグリーンシートの積層方法および装置を提供することにある。
【0005】
【課題を解決するための手段】
上記目的を達成するため、請求項1に記載の発明は、キャリアフィルム上にグリーンシートを連続的に形成し、グリーンシートの表面または裏面に電極パターンを形成してなる連続体シートを、所定の張力を保持しながら加熱手段を有する切断・剥離ステージへ搬送する第1ステップと、切断・剥離ステージで上記電極パターンの搬送方向の寸法を画像認識により計測する第2ステップと、上記電極パターンの搬送方向の寸法が所望の範囲内になるように連続体シートにかかる張力を調節する第3ステップと、上記張力を調節した状態で、切断刃をグリーンシートが形成されている側からキャリアフィルムに押し付け、連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断する第4ステップと、方形グリーンシートの表面に剥離ヘッドに保持されたグリーンシートを熱圧着し、積層する第5ステップと、剥離ヘッドとキャリアフィルムとを離間させ、キャリアフィルムから方形グリーンシートを剥離する第6ステップと、を備え、上記第1〜第6ステップを複数回繰り返すことを特徴とするグリーンシートの積層方法を提供する。
【0006】
また、請求項2に記載の発明は、加熱手段を有する切断・剥離ステージと、キャリアフィルム上にグリーンシートを連続的に形成し、グリーンシートの表面または裏面に電極パターンを形成してなる連続体シートを、所定の張力を保持しながら切断・剥離ステージへ搬送するシート送り機構と、切断・剥離ステージで上記電極パターンの搬送方向の寸法を画像認識により計測する画像認識手段と、上記電極パターンの搬送方向の寸法が所望の範囲内になるように連続グリーンシートにかかる張力を調節する張力調整手段と、上記張力を調節した状態で、切断刃をグリーンシートが形成されている側からキャリアフィルムに押し付け、連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断し、切断された方形グリーンシートの表面に剥離ヘッドに保持されたグリーンシートを熱圧着して切断刃の内側に方形のグリーンシートを積層するとともに、キャリアフィルムから方形グリーンシートを剥離する剥離ヘッドと、を備えたことを特徴とするグリーンシートの積層装置を提供する。
【0007】
請求項1では、キャリアフィルムの上に連続グリーンシートを形成した連続体シートを所定の張力を保持しながら切断・剥離ステージへ搬送する。通常、キャリアフィルムには一定の張力がかかっているので、張力をかけていない状態に比べると伸びまたは縮みが発生しているが、切断剥離ステージには加熱手段が設けられているので、その熱でキャリアフィルムにはより大きい伸びまたは縮みが発生する。そこで、切断・剥離ステージでグリーンシートに形成されている電極パターンの搬送方向の寸法を画像認識により計測する。なお、電極パターンを直接画像認識により計測する方法に限らず、電極パターンと同時に位置決めマークを印刷しておき、このマークを画像認識により計測することで、電極パターンの寸法を間接的に計測してもよい。位置決めマークは、グリーンシートの搬送方向に複数箇所に設けておくのが望ましい。電極パターンはグリーンシートの表面に形成する場合に限らず、グリーンシートの裏面つまりキャリアフィルム側に形成してもよい。
次に、計測した結果により、電極パターンの搬送方向の寸法が目標値に比べて長い場合には、張力調整手段によってキャリアフィルムにかかる張力を低くし、電極パターンの搬送方向の寸法が目標値に比べて短い場合には、連続体シートにかかる張力を高くする。こうして電極パターンの搬送方向の寸法が所望の範囲内に収まるように張力調整した状態で、切断刃を切断・剥離ステージに位置決めされたキャリアフィルムに押し付け、連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断する。切断されたグリーンシートの電極パターンは、その搬送方向の寸法が所定の範囲内に収まっているので、この方形グリーンシートの表面に剥離ヘッドまたは剥離ヘッドに保持されたグリーンシートを熱圧着し、積層した後、剥離ヘッドとキャリアフィルムとを離間させれば、キャリアフィルムから方形グリーンシートを剥離することができる。このようにして電極パターンのずれが少ない高精度な積層体を得ることができる。
【0008】
本発明で、電極パターンとは、電極の形状、電極のサイズ、電極の配置等を示すものであり、電極パターンの寸法とは各電極間の位置関係も含むものである。
本発明では、方形グリーンシートを積層し、剥離する手段として、剥離ヘッドの中に方形グリーンシートを順次積層し、しかる後にキャリアフィルムから剥離するものでもよいし、方形グリーンシートをキャリアフィルムから剥離した後、剥離ステージとは別の積層ステージへ1枚ずつ搬送し、そこで他のグリーンシートと熱圧着してもよい。
また、切断手段は、剥離ヘッドと一体構造のものに限らず、別体でもよい。但し、切断手段を剥離ヘッドに設け、この剥離ヘッド内にグリーンシートを積層する方式の場合、最も構造が簡単になり、工程も簡素化される。
剥離ヘッドには、例えば真空吸引装置と接続された吸引手段を備えたものがよい。剥離ヘッドは、連続体シートから方形グリーンシートを直接吸着してもよいが、弾性体または剛体のプレートを介してグリーンシートを密着保持してもよい。
【0009】
【発明の実施の形態】
図1は本発明にかかるグリーンシートの積層装置の一例を示す。
連続体シート1は、長尺なキャリアフィルム2の上に薄層のグリーンシート3が連続的にシート成形されたものであり、その上には図2に示すように、長手方向に一定ピッチ間隔で電極パターンPとこのパターンPに対応する複数の位置決めマークMとが印刷等にて予め形成されている。この実施例では、パターンPとマークMはNiペーストなどの電極材料で印刷されたものである。この実施例の位置決めマークMは、図2に示されるように、パターンPの搬送方向の両側に形成された2個のマークであり、これにより電極パターンの搬送方向の寸法バラツキを計測する基準としてあるが、その配置位置や形状、個数などは限定されない。さらに、パターンPの一部をマークMとして用いることもできる。
【0010】
連続体シート1は巻出ロール4に巻かれた状態にあり、この巻出ロール4から印刷面を上向きにして定尺ずつ巻き出され、巻出側吸引ロール21、切断・剥離ステージ6、巻取側吸引ロール22を通って巻取ロール5に巻き取られる。巻出側吸引ロール21および巻取側吸引ロール22によってシート送り機構を構成している。巻出ロール4には、図1に矢印で示すように巻き出し方向と逆方向の小さなトルクが常時付与されており、吸引ロール21による間欠送りの際の慣性による連続体シート1の弛みを吸収している。吸引ロール21,22は、キャリアフィルム2の裏面を吸着し、同期して間欠送りするものであり、後述する制御装置20によって制御される。また、一方の吸引ロールを停止させた状態で、他方の吸引ロールは、連続体シート1の張力を制御するために、その駆動トルクを微調整可能である。例えば100mm幅のキャリアフィルム2を用いた場合、5〜40Nの任意の張力に設定可能である。巻取ロール5は、図1に矢印で示すように一定の巻取方向のトルクが常時付与されており、吸引ロール22を通過した連続体シート1を弛みなく巻き取ることができる。
【0011】
切断・剥離ステージ6は、ヒータ7と連続体シート1の裏面を吸着保持する穴8とを備えており、この位置で連続体シート1を位置決めする。
切断・剥離ステージ6の上方には、剥離ヘッド10が配置されている。剥離ヘッド10は、シリンダ等の加圧離反機構11によって上下方向に駆動され、切断剥離ステージ6に対して接近・離反可能である。加圧離反機構11は、例えば5〜50MPaでの加圧が可能である。剥離ヘッド10の内部には、熱圧着時にグリーンシート(積層体3a)を加熱するためのヒータ12が設けられ、剥離ヘッド10を70℃〜150℃の温度に均一に加熱することができる。剥離ヘッド10の下面には、真空吸引装置と接続された吸引穴13が形成されており、下面でグリーンシートを吸着保持することができる。剥離ヘッド10の周囲には、グリーンシート3に閉ループ状の切断線CL(図2参照)を形成する切断刃14が設けられており、切断刃14は駆動手段15を介して剥離ヘッド10に取り付けられている。なお、切断刃14は枠状に組み合わせた一体刃でもよいし、独立に駆動が可能な4枚の刃で構成してもよい。切断刃14の内側には、後述する方形グリーンシートの積層体3aが収容される。
【0012】
剥離ヘッド10には、グリーンシート3の位置決めマークMを撮像できる複数のカメラ16が固定され、これらカメラ16は撮像データを画像処理装置17へ送る。キャリアフィルム2であるPETフィルムの製造工程およびPETフィルムにかかる張力の方向から、PETフィルムはその長手方向に伸びや縮みが発生しやすいため、カメラ16の配置位置は、剥離ヘッド10の搬送方向の両側とするのが望ましい。
【0013】
画像処理装置17は、カメラ16から送られたデータを処理し、制御装置20に送る。制御装置20は画像処理装置17からのデータに基づいてキャリアフィルム2の伸びまたは縮みを算出し、その変形量に応じて何れかの吸引ロール21または22のトルクを制御し、連続体シート1の張力を制御する。なお、制御装置20は加圧離反機構11も制御している。
【0014】
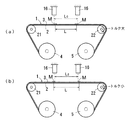
ここで、連続体シート1の張力制御方法の一例を図3を参照して説明する。
まず、巻出側および巻取側の吸引ロール21,22を同期させて間欠送りすると、連続体シート1は初期張力をもって巻き出され、位置決めマークMがカメラ16と対応する位置に到達した時、吸引ロール21,22を停止させる。ここで、2台のカメラ16によって位置決めマークMを画像認識し、位置決めマークM間の距離Lを計測する。図3の(a)のように、計測された距離Lが予め初期設定された距離L0 より短い場合には、切断・剥離ステージ6の熱でキャリアフィルム2が縮んでいると判断し、巻出側吸引ロール21を固定状態とし、巻取側吸引ロール22の駆動トルクを初期張力に相当するトルクより大きくし、キャリアフィルム2を引き延ばす。一方、図3の(b)のように、距離Lが予め初期設定された距離L0 より長い場合には、キャリアフィルム2が伸びていると判断し、巻出側吸引ロール21を固定状態とし、巻取側吸引ロール22の駆動トルクを初期張力に相当するトルクより小さくし、キャリアフィルム2を縮める。
このように連続体シート1の張力を制御することで、2 つのマークM間の距離Lを常に初期値L0 の近傍に制御し、電極パターンPの伸びや縮みによる位置バラツキを小さくすることができる。
なお、上記説明では連続体シート1の張力を制御するために、巻出側吸引ロール21を固定状態とし、巻取側吸引ロール22の巻取方向のトルクを可変したが、これとは逆に、巻取側吸引ロール22を固定状態とし、巻出側吸引ロール21の巻出方向と逆方向のトルクを可変してもよい。さらには、両方の吸引ロール21,22のトルクを制御してもよい。
【0015】
次に、本発明にかかるグリーンシートの積層方法を図4に従って説明する。
まず動作をスタートすると、2つの位置決めマークMの距離の初期設定値L0 を制御装置20に入力する(ステップS1)。つぎに、初期張力を保持した状態でシート1の搬送を開始し(ステップS2)、電極パターンPが切断・剥離ステージ6上の所定位置に到達した時にシート1の搬送を停止する(ステップS3)。次に、2台のカメラ16によって位置決めマークMを撮像し、2つの位置決めマーク間の距離Lを計測する(ステップS4)。そして、計測された距離Lと、初期設定値L0 を中心とする所定範囲すなわちL0 −α、L0 +αとを比較する(ステップS5)。L>L0 +αの場合には、キャリアフィルム2が伸びたと判断し、巻出側吸引ロール21を固定状態とし、巻取側吸引ロール22の駆動トルクを小さくし、キャリアフィルム2を縮める(ステップS6)。逆に、L0 −α>Lの場合には、キャリアフィルム2が縮んだと判断し、巻出側吸引ロール21を固定状態とし、巻取側吸引ロール22の駆動トルクを大きくし、キャリアフィルム2を引き延ばす(ステップS7)。その後、再び2つの位置決めマーク間の距離Lを計測し(ステップS4)距離Lと初期設定値L0 を中心とする所定範囲とを比較する(ステップS5)。上記動作を繰り返すことで、電極パターンPの搬送方向の寸法が所望の範囲内に収まるように連続体シート1の張力を調整する。L0 −α≦L≦L0 +αの場合には、電極パターンPの搬送方向の寸法が所望の範囲内に収まったと判断し、切断・剥離ステージ6の吸引穴8によってキャリアフィルム2の裏面を吸着保持し、キャリアフィルム2を位置決めする。そして、剥離ヘッド10を降下させて切断刃14によって連続グリーンシート3から電極パターンPを含む方形グリーンシートを切断する(ステップS8)。さらに剥離ヘッド10を降下させて、吸引穴13が設けられた下面を切断された方形グリーンシートの表面に密着させ、熱圧着した後(ステップS9)、剥離ヘッド10を上昇させてキャリアフィルム2から方形グリーンシートを剥離する(ステップS10)。
それ以後、上記ステップS2〜S10を繰り返すことで、剥離ヘッド10の切断刃14の内側に方形グリーンシート3aを積層することができる。
【0016】
上記実施例では、位置決めマークMとして電極パターンPと同時に印刷されたものを使用したが、これに限るものではなく、例えばインクジェットプリンタで印刷されたマークや、キャリアフィルムのフィルム面を所定の大きさに穿孔したパンチ穴であってもよい。したがって、マークMはパターンPとは別個に設けられたものでもよい。
本発明のシート送り機構としては、実施例のように巻出側吸引ロール21と巻取側吸引ロール22とで構成されたものに限らず、吸引ロール21,22を省略して巻出ロール4および巻取ロール5で構成することも可能であり、さらにテンションロールのような付加的なロールを追加して構成することもできる。
【0017】
【発明の効果】
以上の説明で明らかなように、本発明によれば、連続体シートを所定の張力を保持しながら切断・剥離ステージへ搬送し、切断・剥離ステージでグリーンシートに印刷されている電極パターンの搬送方向の寸法を画像認識により計測し、計測した結果に応じて張力調整手段によって電極パターンの搬送方向の寸法が所望の範囲内に収まるように張力調整し、その状態で連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断するものである。そのため、切断されたグリーンシートの電極パターンは、その搬送方向の寸法が所定の範囲内に収まっているので、この方形グリーンシートを積層すれば、電極パターンのずれが少ない高精度な積層体を得ることができる。
【図面の簡単な説明】
【図1】本発明に係る積層装置の一例のシステム図である。
【図2】連続体シートの一例の平面図である。
【図3】張力制御方法の一例を説明する図である。
【図4】本発明にかかる積層方法の一例のフローチャート図である。
【符号の説明】
1 連続体シート
2 キャリアフィルム
3 連続グリーンシート
4 巻出ロール
5 巻取ロール
6 切断・剥離ステージ
7 ヒータ
8 吸引穴
10 剥離ヘッド
12 ヒータ
13 吸引穴
14 切断刃
15 切断刃駆動手段
17 画像処理装置
20 制御装置
Claims (2)
- キャリアフィルム上にグリーンシートを連続的に形成し、グリーンシートの表面または裏面に電極パターンを形成してなる連続体シートを、所定の張力を保持しながら加熱手段を有する切断・剥離ステージへ搬送する第1ステップと、
切断・剥離ステージで上記電極パターンの搬送方向の寸法を画像認識により計測する第2ステップと、
上記電極パターンの搬送方向の寸法が所望の範囲内になるように連続体シートにかかる張力を調節する第3ステップと、
上記張力を調節した状態で、切断刃をグリーンシートが形成されている側からキャリアフィルムに押し付け、連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断する第4ステップと、
方形グリーンシートの表面に剥離ヘッドに保持されたグリーンシートを熱圧着し、積層する第5ステップと、
剥離ヘッドとキャリアフィルムとを離間させ、キャリアフィルムから方形グリーンシートを剥離する第6ステップと、を備え、上記第1〜第6ステップを複数回繰り返すことを特徴とするグリーンシートの積層方法。 - 加熱手段を有する切断・剥離ステージと、
キャリアフィルム上にグリーンシートを連続的に形成し、グリーンシートの表面または裏面に電極パターンを形成してなる連続体シートを、所定の張力を保持しながら切断・剥離ステージへ搬送するシート送り機構と、
切断・剥離ステージで上記電極パターンの搬送方向の寸法を画像認識により計測する画像認識手段と、
上記電極パターンの搬送方向の寸法が所望の範囲内になるように連続グリーンシートにかかる張力を調節する張力調整手段と、
上記張力を調節した状態で、切断刃をグリーンシートが形成されている側からキャリアフィルムに押し付け、連続グリーンシートから電極パターンを含む所定の大きさの方形グリーンシートを切断し、切断された方形グリーンシートの表面に剥離ヘッドに保持されたグリーンシートを熱圧着して切断刃の内側に方形のグリーンシートを積層するとともに、キャリアフィルムから方形グリーンシートを剥離する剥離ヘッドと、を備えたことを特徴とするグリーンシートの積層装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002001098A JP4182154B2 (ja) | 2002-01-08 | 2002-01-08 | グリーンシートの積層方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002001098A JP4182154B2 (ja) | 2002-01-08 | 2002-01-08 | グリーンシートの積層方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003200413A JP2003200413A (ja) | 2003-07-15 |
| JP4182154B2 true JP4182154B2 (ja) | 2008-11-19 |
Family
ID=27641311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002001098A Expired - Fee Related JP4182154B2 (ja) | 2002-01-08 | 2002-01-08 | グリーンシートの積層方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4182154B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4501396B2 (ja) * | 2003-10-03 | 2010-07-14 | 株式会社村田製作所 | 積層型電子部品の製造方法および製造装置 |
| JP4952917B2 (ja) * | 2007-05-01 | 2012-06-13 | 株式会社名機製作所 | 積層成形装置および積層成形方法 |
-
2002
- 2002-01-08 JP JP2002001098A patent/JP4182154B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003200413A (ja) | 2003-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2504277B2 (ja) | 積層型セラミック電子部品用セラミックグリ―ンシ―トの製造方法および装置 | |
| CN1910100B (zh) | 覆盖层薄膜贴合装置及其截断载置装置 | |
| JP2007062321A (ja) | 積層フィルム貼合せ装置 | |
| JP2007036198A (ja) | プリント配線板及びその製造方法 | |
| JP2008213150A (ja) | 感光性積層体の製造装置及び製造方法 | |
| JP4182154B2 (ja) | グリーンシートの積層方法および装置 | |
| JP4892551B2 (ja) | カバーレイフィルム貼り合わせ装置 | |
| JP3227482B2 (ja) | セラミック多層基板の製造方法及び装置 | |
| JP4461761B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JPH08162364A (ja) | 積層型電子部品の積層方法及びその装置 | |
| CN112178021B (zh) | 粘贴装置以及粘贴方法 | |
| JPS63183854A (ja) | 多重ラベル連続体の製造方法 | |
| JP4075646B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP2001047586A (ja) | フィルム積層装置及び方法 | |
| JP3368314B2 (ja) | 積層装置および積層方法 | |
| JP2007027605A (ja) | 積層型電子部品の製造方法およびその装置 | |
| JPH07164416A (ja) | セラミックグリーンシートの積層方法及び装置 | |
| JP2005123270A (ja) | 積層セラミック部品の製造装置及びその製造方法 | |
| JPH071428A (ja) | 積層セラミック部品の製造方法とその装置 | |
| JP2001121645A (ja) | ドライフィルムラミネート装置及びドライフィルムのラミネート方法 | |
| JP2003303858A (ja) | 半導体装置用テープキャリアの貼付装置 | |
| JP2008200877A (ja) | ラベル製造装置およびラベルの製造方法 | |
| JP4622118B2 (ja) | 配線板の成形装置 | |
| KR20090032952A (ko) | 감광성 적층체의 제조 장치 및 제조 방법 | |
| JPH11145585A (ja) | フレキシブル素子基板の製造方法及びその製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080708 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080721 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110912 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4182154 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120912 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130912 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |