JP4136159B2 - 積み重ねシートの段積装置 - Google Patents
積み重ねシートの段積装置 Download PDFInfo
- Publication number
- JP4136159B2 JP4136159B2 JP03588299A JP3588299A JP4136159B2 JP 4136159 B2 JP4136159 B2 JP 4136159B2 JP 03588299 A JP03588299 A JP 03588299A JP 3588299 A JP3588299 A JP 3588299A JP 4136159 B2 JP4136159 B2 JP 4136159B2
- Authority
- JP
- Japan
- Prior art keywords
- conveyor
- sheet
- stacked
- stacking
- sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Stacking Of Articles And Auxiliary Devices (AREA)
Description
【発明の属する技術分野】
この発明は、数枚のシートを一単位とする積み重ねシートを移送中において積み重ねる段積装置に関するものである。
【0002】
【従来の技術】
コルゲータによって製造される両面段ボールや複両面段ボールは、所定の長さに切断されて段ボールシートとされる。この段ボールシートを用いてトレイを形成する場合、普通、印刷装置によって片面に適宜の印刷を施し、打抜き装置によって所定の形状に打抜き、その打抜きシートをシートスタッカにより数枚を一単位として積み重ね、この積み重ねシートをマニプレータ等を用いるパレタイザによってパレット上に所定の配列でもって山積みしている。この山積みシートはパレットと共にユーザに流通され、ユーザは、その山積みシートを製箱装置の給紙部に供給してトレイを組立てるようにしている。
【0003】
ところで、打抜きシートの数枚を一単位として積み重ねるシートスタッカにおいては、打抜きシートを単列状態で積み重ねる場合と、横一列に並ぶ複列の状態で積み重ねる場合とがある。
【0004】
打抜きシートが複列の状態で積み重ねられた場合、この複列の山積みシートは、ターンテーブルによって横一列に並ぶ状態から縦一列に並ぶ状態に移送方向が変換されてパレタイザに供給される。
【0005】
この場合、縦一列に並ぶ積み重ねシートはパレタイザに対して、僅かな間隔をあけて連続して供給されるため、積み重ねシートの供給量がパレタイザの処理能力を越え、パレタイザでこれらの積み重ねシートを山積み処理することができない。
【0006】
本件の発明者は、シートスタッカから連続して送り出される積み重ねシートの移送路に段積装置を設け、この段積装置によって積み重ねシートを少なくとも二段に積み重ねることにより、一段よりも頻度を少なくしてパレタイザに供給することによって、シートスタッカから送り出される積み重ねシートをパレタイザによって確実に処理できることを見出したのである。
【0007】
ここで、実公平6−49558号公報によって開示されているように、段積装置として、供給コンベヤと排出コンベヤとの間に中間コンベヤを設け、上記供給コンベヤから中間コンベヤを介して排出コンベヤ上に送り込んだ搬送物を、その排出コンベヤ上において停止させ、上記搬送物が排出コンベヤ上に送り込まれたのち中間コンベヤを排出端が上位に位置するよう上り勾配をもって傾斜させ、供給コンベヤから中間コンベヤ上に送り込まれた2番目の搬送物を排出コンベヤ上において停止する先の搬送物上に送り込んで段積みするようにしたものが従来から知られている。
【0008】
【発明が解決しようとする課題】
ところで、従来の上記段積装置を積み重ねシートの段積みに採用しようとすると、2番目の積み重ねシートが中間コンベヤによって搬送されるとき、その積み重ねシートは傾斜状態で搬送されるため、積み重ねシートが搬送方向にずれて崩れが生じ、積み重ねシートを前後が揃う状態で確実に段積みすることができない。
【0009】
この発明の課題は、シートの数枚を一単位とする積み重ねシートを確実に、しかも前後が揃う状態で段積みすることができる段積装置を提供することである。
【0010】
【課題を解決するための手段】
上記の課題を解決するために、この発明においては、数枚のシートを一単位とする積み重ねシートを一方向に搬送するシート供給コンベヤと、そのシート供給コンベヤの下流側において搬送面が前記シート供給コンベヤの搬送面と同レベルとなるよう設けられ、シート供給コンベヤから積み重ねシートが送込まれると、その積み重ねシートの高さに相当する距離を下降して次に送り込まれる積み重ねシートを先に送り込まれた積み重ねシート上に段積みし、その段積みシートを下流側に搬送する段積み用コンベヤと、前記シート供給コンベヤによる積み重ねシートの搬送時に、そのシート供給コンベヤの搬送面から没入し、その積み重ねシートがシート供給コンベヤの排出端から排出されるとき、上記搬送面上に起立する方向に向けて揺動して、積み重ねシートを段積み用コンベヤ上に送り込むプッシャと、上記積み重ねシートの移送路に対して進退され、前進位置において上記プッシャにより段積み用コンベヤの供給端上に送り込まれる積み重ねシートの移送方向先端を位置決めするストッパとから成る構成を採用したのである。
【0011】
上記の構成から成る段積装置は、シート供給コンベヤから排出される積み重ねシートをプッシャにより後端縁を押圧して段積み用コンベヤ上に送り出すと共に、ストッパに対する当接によって先端縁を位置決めしたのち、段積み用コンベヤを下降させ、上面がシート供給コンベヤの搬送面と同一高さに保持される状態において、その上に次の積み重ねシートを送り込んで段積みする。段積み後、ストッパを段積みシートの移送路から退避させると共に、段積み用コンベヤを上昇させ、その段積み用コンベヤを駆動して段積みシートを排出する。
【0012】
【発明の実施の形態】
以下、この発明の実施の形態を図面に基づいて説明する。
【0013】
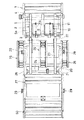
図1および図2に示すように、数枚のシートS1 を一単位とする積み重ねシートS0 は、ローラコンベヤ1からその下流側に設けられたシート供給コンベヤ2上に送り込まれる。
【0014】
シート供給コンベヤ2は、ヘッドプーリ3とテールプーリ4間にベルト5を3列かけ渡したベルトコンベヤから成る。このシート供給コンベヤ2は、ローラコンベヤ1から積み重ねシートS0 が送り込まれる直前において図示省略した駆動装置によって駆動され、送り込まれてくる積み重ねシートS0 を図2の矢印方向に搬送する。
【0015】
シート供給コンベヤ2の排出端部には、シート供給コンベヤ2から排出される積み重ねシートS0 を、シート供給コンベヤ2の下流側に設けられた段積み用コンベヤ20上に送り出すプッシャ装置10が設けられている。
【0016】
プッシャ装置10は、シート供給コンベヤ2の排出端部に横方向に間隔をあけて設けられた2つのプッシャ11をシート供給コンベヤ2の前側下部に設けた回転軸12に連結し、その回転軸12にレバー13を固定し、上記レバー13の先端部に連結したシリンダ14の作動により回転軸12を正逆方向に設定角度だけ回転させ、上記回転軸12の逆転(反時計)方向の回転により、プッシャ11をシート供給コンベヤ2の搬送面から没入する位置から起立させて積み重ねシートS0 の搬送方向後端縁を押すようにしている。
【0017】
段積み用コンベヤ20はヘッドプーリ21とテールプーリ22間にベルト23を2列かけ渡したベルトコンベヤから成り、この複列のベルト23間には、起立状態とされるプッシャ11が進入可能な間隔があけられている。
【0018】
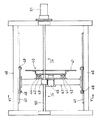
段積み用コンベヤ20のヘッドプーリ21を支持する回転軸24は、その下方に設けたモータ25によって回転駆動される。
【0019】
モータ25は、段積み用コンベヤ20上において積み重ねシートS0 が段積みされたのちに駆動されて、ベルト23を図2の矢印方向に移動させる。
【0020】
段積み用コンベヤ20の2列のベルト23間および外側には積み重ねシートS0 の下面を支持するローラコンベヤ26が設けられている。また、段積み用コンベヤ20の下流側にはローラコンベヤから成るシート送り出しコンベヤ27が設けられている。
【0021】
段積み用コンベヤ20、ローラコンベヤ26およびシート送り出しコンベヤ27のそれぞれは、昇降枠28によって支持されている。
【0022】
昇降枠28は、その両側前後に設けられた、ガイドレール29に沿って昇降自在に支持されている。また、昇降枠28はその下面前後に連結されたシリンダ30の作動によって昇降動される。
【0023】
シリンダ30は、積み重ねシートS0 の高さに相当する距離をストローク量として昇降枠28を昇降動させるようになっており、上記昇降枠28の上昇停止位置において、段積み用コンベヤ20の搬送面はシート供給コンベヤ2の搬送面と同レベルに保持されるようになっている。
【0024】
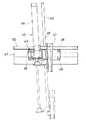
段積み用コンベヤ20の上方には、プッシャ装置10によって段積み用コンベヤ20上に送り込まれる積み重ねシートS0 の先端縁を位置決めするストッパ装置40が設けられている。
【0025】
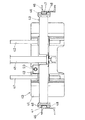
図3乃至図5は上記ストッパ装置40の詳細を示す。ストッパ装置40は、スライド枠43に設けられたガイド部材44によって板状のストッパ41の背面に取付けられた2本のトラックレール42をそれぞれ上下方向に移動自在に支持し、上記スライド枠43に支持された昇降用シリンダ45の作動によりストッパ41を下降させ、下降位置に保持されたストッパ41によって積み重ねシートS0 を停止させるようにしている。
【0026】
また、スライド枠43の両端部における前後に、固定梁46の内面に設けられたガイドレール47の上面および下面に沿って転動可能なローラ48を回転自在に取付けてスライド枠43を積み重ねシートS0 の移送方向に移動自在に支持し、そのスライド枠43にナット部材49を取付け、このナット部材49にねじ係合したねじ軸50にモータ51を接続し、上記モータ51の駆動によるねじ軸50の回転によってストッパ41を積み重ねシートS0 の移送方向に位置調整自在としている。
【0027】
なお、図1および図2において、60はシート送り出しコンベヤ27の下流側に設けられたシート排出コンベヤを示す。
【0028】
実施の形態で示す段積装置は上記の構成から成り、図6は積み重ねシートS0 の段積み動作を段階的に示す。
【0029】
図6(I)に示すように、ローラコンベヤ1からシート供給コンベヤ2上に送り込まれた積み重ねシートS0 は、そのシート供給コンベヤ2によって下流側に搬送される。
【0030】
積み重ねシートS0 がシート供給コンベヤ2によって下流側に搬送されるとき、プッシャ装置10のプッシャ11はシート供給コンベヤ2の搬送面より下方に没入して、積み重ねシートS0 の移動を阻害しない状態とされている。
【0031】
また、昇降枠28は上昇位置で保持されて段積み用コンベヤ20の搬送面はシート供給コンベヤ2の搬送面と同レベルに保持されていると共に、その段積み用コンベヤ20は停止状態とされている。
【0032】
さらに、ストッパ41は、昇降用シリンダ45の作動により下降位置に保持されて積み重ねシートS0 の移送路上に臨んでいる。
【0033】
シート供給コンベヤ2によって積み重ねシートS0 が段積み用コンベヤ20の供給端部上に送り込まれると、プッシャ装置10のプッシャ11が起立方向に揺動する。このため、積み重ねシートS0 は上記プッシャ11により移送方向の後縁が押圧されて段積み用コンベヤ20上に送り込まれる。
【0034】
図6(II)に示すように、積み重ねシートS0 が段積み用コンベヤ20上に完全に送り込まれ、移送方向のその先端縁がストッパ41に対する衝突によって位置決めされると、元の位置へ復帰するために、プッシャ11は水平方向に揺動する。
【0035】
一方、図2に示すシリンダ30の作動によって昇降枠28は積み重ねシートS0 の高さに相当する距離だけ下降する。このため、段積み用コンベヤ20の供給端部上で停止する積み重ねシートS0 の上面は、図6(III )に示すように、シート供給コンベヤ2の搬送面と同レベルに保持される。
【0036】
段積み用コンベヤ20の下降時、次の積み重ねシートS0 はシート供給コンベヤ2上に送り込まれる。段積み用コンベヤ20が下降位置で保持されると、シート供給コンベヤ2から段積み用コンベヤ20上で停止する積み重ねシートS0 上に次の積み重ねシートS0 が送り込まれる。その積み重ねシートS0 がシート供給コンベヤ2の排出端から排出されると、プッシャ11が起立する方向に揺動して、次の積み重ねシートS0 の移送方向の後端縁を押圧し、次の積み重ねシートS0 は先に送り込まれた積み重ねシートS0 上に供給され、ストッパ41に対する当接によって移送方向の先端縁が位置決めされる。
【0037】
図6(IV)は、次の積み重ねシートS0 が段積み用コンベヤ20上に送り込まれて段積みされた状態を示す。
【0038】
積み重ねシートS0 の段積み後、元の位置に復帰するためにプッシャ11は水平方向に揺動し、一方ストッパ41は上昇して段積みシートS2 の移動を阻害することのない位置まで上昇する。
【0039】
また、図2に示す昇降枠28はシリンダ30の作動によって上昇すると共に、段積み用コンベヤ20及びシート送り出しコンベヤ27のそれぞれが図示省略した駆動源によって駆動される。
【0040】
このため、段積みシートS2 は上昇しつつ下流側に搬送されるので2つの積み重ねシートS0 が段積み用コンベヤ20において段積みされたのち、速やかにシート排出コンベヤ60上へ排出される。図6(V)に示すように、段積み用コンベヤ20が上限位置まで上昇して停止し、その段積み用コンベヤ20からシート送り出しコンベヤ27上に段積みシートS2 が送られると、段積み用コンベヤ20のベルト23が停止する。また、ストッパ41が図6(I)に示す位置に下降する。以後、上記の作動が繰り返し行われる。
【0041】
なお、シート送り出しコンベヤ27上の段積みシートS2 がシート排出コンベヤ60上に送り込まれると、シート送り出しコンベヤ27は停止する。
【0042】
このように、シート供給コンベヤ2から段積み用コンベヤ20上に積み重ねシートS0 が送り込まれると、その段積み用コンベヤ20が積み重ねシートS0 の高さに相当する距離だけ下降して、次の積み重ねシートS0 が先の積み重ねシートS0 上に送り込まれ、積み重ねシートS0 は常に水平に搬送されて段積みされるため、搬送中に積み重ねシートS0 が搬送方向にずれ動き、あるいは崩れが生じるという不都合の発生は皆無であり、積み重ねシートS0 を確実に段積みすることができる。
【0043】
また、シート供給コンベヤの排出端から排出された積み重ねシートS0 の後端縁をプッシャ11の起立方向の揺動により押圧してストッパ41に対する当接により先端縁を位置決めするため、積み重ねシートS0 を前後が揃う状態に規則正しく段積みすることができる。
【0044】
さらに、段積み用コンベヤ20の下流側にシート送り出しコンベヤ27を設けたことによって、段積み用コンベヤ20を上昇させつつ段積み後の段積みシートS2 を送り出すことができるので、段積み用コンベヤ20を上限位置まで上昇させたのち、段積みシートS2 を送り出す場合に比較して、段積みシートS2 の排出時間の短縮化を図ることができ、段積み作業を能率よく行うことができる。
【0045】
図4に示すように、ストッパ41の背面に設けたトラックレール42を後方に向けて傾斜させ、ストッパ41を斜め上下方向に昇降動させるようにすると、ストッパ41の上昇時、そのストッパ41は段積みシートS2 から離れつつ上昇するため、ストッパ41の上昇開始と同時に段積み用コンベヤ20を駆動して段積みシートS2 の送り出しを開始することができ、段積みシートS2 の排出時間のより短縮化を図ることができる。
【0046】
なお、シート送り出しコンベヤ27を省略し、段積み用コンベヤ20を、その排出端が上記シート送り出しコンベヤ27の排出端と略同一に位置する長いものとし、上記段積み用コンベヤ20の供給端部上で積み重ねシートS0 を段積みするようにしてもよい。この場合、段積み用コンベヤ20のベルト23は常に移送状態としてもよく、あるいは、積み重ねシートS0 の長さより長い距離をストローク量として間歇的に移送させるようにしてもよい。
【0047】
実施の形態においては、積み重ねシートS0 を2段に積み重ねるようにしたが、昇降枠28を積み重ねシートS0 の高さに相当する距離をストローク量として2段以上の複数段階に下降させて、積み重ねシートS0 を2段以上に積み重ねるようにしてもよい。
【0048】
【発明の効果】
以上のように、この発明においては、積み重ねシートを水平に搬送して段積みするため、積み重ねシートにずれや崩れを生じさせることがなく、積み重ねシートを確実に段積みすることができる。
【0049】
また、シート供給コンベヤから排出された積み重ねシートの後端縁をプッシャで押圧して段積み用コンベヤ上に送り出すと共に、その積み重ねシートの先端縁をストッパに当接させて位置決めするようにしたので、積み重ねシートを前後端縁が揃う整列状態で段積みすることができる。
【図面の簡単な説明】
【図1】この発明に係る段積装置の実施の形態を示す平面図
【図2】同上段積装置の縦断正面図
【図3】同上段積装置のストッパ装置の平面図
【図4】図3の縦断正面図
【図5】図3のV−V線に沿った断面図
【図6】(I)乃至(V)は同上の作動状態を段階的に示す図
【符号の説明】
2 シート供給コンベヤ
11 プッシャ
20 段積み用コンベヤ
27 シート送り出しコンベヤ
41 ストッパ
Claims (1)
- 数枚のシートを一単位とする積み重ねシートを一方向に搬送するシート供給コンベヤと、そのシート供給コンベヤの下流側において搬送面が前記シート供給コンベヤの搬送面と同レベルとなるよう設けられ、シート供給コンベヤから積み重ねシートが送込まれると、その積み重ねシートの高さに相当する距離を下降して次に送り込まれる積み重ねシートを先に送り込まれた積み重ねシート上に段積みし、その段積みシートを下流側に搬送する段積み用コンベヤと、前記シート供給コンベヤによる積み重ねシートの搬送時に、そのシート供給コンベヤの搬送面から没入し、その積み重ねシートがシート供給コンベヤの排出端から排出されるとき、上記搬送面上に起立する方向に向けて揺動して、積み重ねシートを段積み用コンベヤ上に送り込むプッシャと、上記積み重ねシートの移送路に対して進退され、前進位置において上記プッシャにより段積み用コンベヤの供給端上に送り込まれる積み重ねシートの移送方向先端を位置決めするストッパとから成る積み重ねシートの段積装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03588299A JP4136159B2 (ja) | 1999-02-15 | 1999-02-15 | 積み重ねシートの段積装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03588299A JP4136159B2 (ja) | 1999-02-15 | 1999-02-15 | 積み重ねシートの段積装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000233831A JP2000233831A (ja) | 2000-08-29 |
| JP4136159B2 true JP4136159B2 (ja) | 2008-08-20 |
Family
ID=12454388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03588299A Expired - Fee Related JP4136159B2 (ja) | 1999-02-15 | 1999-02-15 | 積み重ねシートの段積装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4136159B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5889151B2 (ja) * | 2012-09-20 | 2016-03-22 | レンゴー株式会社 | シート山の積重ね搬送装置 |
| JP7294628B2 (ja) * | 2018-02-05 | 2023-06-20 | 日本協同企画株式会社 | 果菜自動箱詰め排出方法、果菜収容箱自動積み重ね排出方法、果菜自動箱詰め排出装置、果菜収容箱自動積み重ね排出装置 |
| CN108438378B (zh) * | 2018-04-02 | 2022-09-27 | 愉悦家纺有限公司 | 一种贴标落布叠布机装置 |
| JP2020097484A (ja) * | 2018-12-19 | 2020-06-25 | 日本協同企画株式会社 | 果菜箱詰方法、包装箱積重ね方法、包装箱排出方法、果菜箱詰装置、包装箱積重ね装置、包装箱排出装置 |
| JP2023094299A (ja) * | 2021-12-23 | 2023-07-05 | 王子ホールディングス株式会社 | 資材準備方法 |
-
1999
- 1999-02-15 JP JP03588299A patent/JP4136159B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000233831A (ja) | 2000-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090169351A1 (en) | Automatic stacking device | |
| JP2597746Y2 (ja) | バッチ成形機械 | |
| JPH03256925A (ja) | 平らな製品のパイルのパレットに対する積下し方法と、その方法を実施するための装置 | |
| KR102028609B1 (ko) | 골판지 자동 급지장치 | |
| US3905487A (en) | Continuous stacking apparatus | |
| JP4136159B2 (ja) | 積み重ねシートの段積装置 | |
| JP4541003B2 (ja) | 下敷パネルの供給装置 | |
| JP2000233824A (ja) | 積み重ねシートの搬送装置 | |
| CN212245580U (zh) | 一种高速水墨印刷机 | |
| JP2738920B2 (ja) | シートスタッカ | |
| CN119682306A (zh) | 一种纸盒加工用纸板裁切码垛生产线 | |
| CN218892340U (zh) | 双色单张全自动网版印刷机及其专用单张送料机构 | |
| JPH04350060A (ja) | 板状シートの積層方法および装置 | |
| CN107601131B (zh) | 一种蓄纸输纸装置的蓄纸输纸方法 | |
| JP2000233854A (ja) | 積み重ねシートの反転装置 | |
| CN215401802U (zh) | 一种用于纸品印刷品的自动配页粘页机的堆书装置 | |
| JP2008189405A (ja) | 給紙方法 | |
| JP6999492B2 (ja) | シート積重体のスプリッタ | |
| JPH05132130A (ja) | 搬送方向転換用ベルトコンベヤ装置 | |
| JP2001294359A (ja) | シート状物の集積送り出し装置 | |
| CN222714466U (zh) | 一种带伸缩挡板的瓦楞纸翻转上纸机 | |
| JPH05147807A (ja) | シート積上げ装置 | |
| CN218662577U (zh) | 一种条盒补给仓出料结构 | |
| JP7590929B2 (ja) | 印刷機の排紙装置 | |
| JP2772113B2 (ja) | 波形シート取り出し送り込み装置及びその方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080513 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080603 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120613 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120613 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130613 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |