JP4130166B2 - シュリンクラベル装着容器 - Google Patents
シュリンクラベル装着容器 Download PDFInfo
- Publication number
- JP4130166B2 JP4130166B2 JP2003346404A JP2003346404A JP4130166B2 JP 4130166 B2 JP4130166 B2 JP 4130166B2 JP 2003346404 A JP2003346404 A JP 2003346404A JP 2003346404 A JP2003346404 A JP 2003346404A JP 4130166 B2 JP4130166 B2 JP 4130166B2
- Authority
- JP
- Japan
- Prior art keywords
- shrink label
- container
- wall
- sectional shape
- panel portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Description
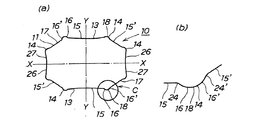
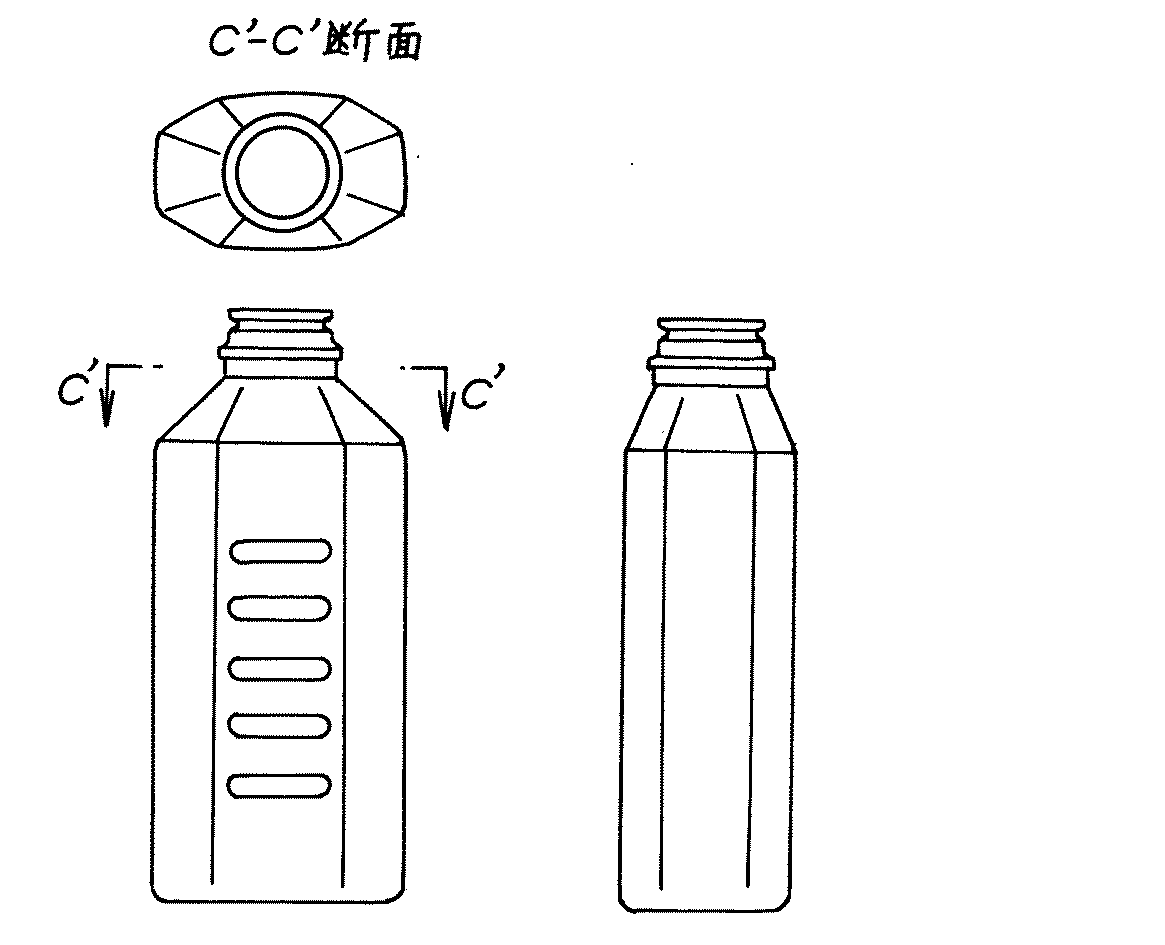
上記実施形態のシュリンクラベル装着容器と略同様の構成を備える容器を実施例1の容器として、筒状のシュリンクラベルを被せてスチームトンネルによるシュリンクテストを行うと共に、空ボトル時、内溶液の充填後、及びシュリンク後における容器の胴壁部中央の最大幅及び最大厚を、ノギスを用いて実際に測定した。稜線リブのR寸法を3mm、逆ハラシの深さを1.5mmとした。また容器の胴壁部横断面の最大寸法部分に相当する、胴壁部下部の寸法(図2(a),(b)参照、幅=b、厚=t)を測定し、これらを上述の胴壁部中央の最大幅及び最大厚と比較した。測定結果を表1に示す。
図6に示すような、逆ハラシを設けることなく稜線リブのみを設けたこと以外は、実施例1と略同様の構成を備える容器を比較例1の容器として、上述と同様にして、シュリンクテストを行うと共に、胴壁部中央の最大幅及び最大厚を測定し、また胴壁部下部の寸法を測定して、胴壁部中央の最大幅及び最大厚と比較した。稜線リブのR寸法を3mmとした。測定結果を表1に示す。
図7に示すような、稜線リブを設けることなく逆ハラシのみを設けたこと以外は、実施例1と略同様の構成を備える容器を比較例2の容器として、上述と同様にして、シュリンクテストを行うと共に、胴壁部中央の最大幅及び最大厚を測定し、また胴壁部下部の寸法を測定して、胴壁部中央の最大幅及び最大厚と比較した。逆ハラシの深さを1.5mmとした。測定結果を表1に示す。
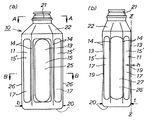
11 胴壁部
12 シュリンクラベル(熱収縮性フィルム)
13 正面壁
14 稜線部
15,15’ 陥没パネル部
16,16’ R面
17 斜め側面壁(側壁面)
18 R断面形状の凸リブ
19 逆ハラシ
20 底部
21 口首部
22 肩部
23 キャップ
24 凹曲面
25 凹状ディンプル
26 垂直側面壁
27 凹状湾曲面
X 長軸方向
Y 短軸方向
Claims (4)
- ポリオレフィン系樹脂をダイレクトブロー成形することによって形成され、偏平な多角形横断面形状の胴壁部に熱収縮性フィルムが装着されるシュリンクラベル装着容器であって、
前記偏平な多角形横断面形状の長軸方向に沿った前後一対の正面壁には、前記多角形横断面形状の稜線部よりも一段低くなった陥没パネル部が設けられており、
該陥没パネル部を挟んだ両側の稜線部は、外側に凸となったR面からスタートして前記陥没パネル部と連続し、
且つ前記各正面壁は、前記胴壁部の縦方向の断面において、中央部分が最大の凹みとなるように両側の稜線部を含めて全体をなだらかに湾曲させて凹ませた凹曲面を備えているシュリンクラベル装着容器。 - 前記各正面壁に隣接する両側の側面壁にも前記多角形横断面形状の稜線部よりも一段低くなった陥没パネル部が設けられていると共に、両側の稜線部は外側に凸となったR面からスタートして該陥没パネル部と接続していることにより、前記各正面壁と両側に隣接する前記側面壁との間の稜線部は、R断面形状の凸リブとなっている請求項1記載のシュリンクラベル装着容器。
- 前記ポリオレフィン系樹脂はポリエチレン樹脂又はポリプロピレン樹脂である請求項1又は2に記載のシュリンクラベル装着容器。
- 前記各正面壁の陥没パネル部には、なだらかなすり鉢曲面状に内側に窪んだ長円形状の凹状ディンプルが設けられている請求項1〜3のいずれかに記載のシュリンクラベル装着容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003346404A JP4130166B2 (ja) | 2003-10-03 | 2003-10-03 | シュリンクラベル装着容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003346404A JP4130166B2 (ja) | 2003-10-03 | 2003-10-03 | シュリンクラベル装着容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005112371A JP2005112371A (ja) | 2005-04-28 |
| JP4130166B2 true JP4130166B2 (ja) | 2008-08-06 |
Family
ID=34539337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003346404A Expired - Fee Related JP4130166B2 (ja) | 2003-10-03 | 2003-10-03 | シュリンクラベル装着容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4130166B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011037249A1 (ja) * | 2009-09-28 | 2011-03-31 | 小林製薬株式会社 | 樹脂製封入容器 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4756324B2 (ja) * | 2005-05-18 | 2011-08-24 | 大日本印刷株式会社 | 合成樹脂製壜体 |
| JP4762674B2 (ja) * | 2005-10-28 | 2011-08-31 | 株式会社吉野工業所 | 合成樹脂製ボトル型容器 |
| JP4893092B2 (ja) * | 2006-04-28 | 2012-03-07 | 大日本印刷株式会社 | プラスチック製容器 |
| JP4953055B2 (ja) * | 2006-04-28 | 2012-06-13 | 大日本印刷株式会社 | プラスチック製容器 |
| JP4984227B2 (ja) * | 2006-12-13 | 2012-07-25 | 大日本印刷株式会社 | 内容物容器およびそれを構成する容器本体 |
| JP5413764B2 (ja) * | 2008-02-29 | 2014-02-12 | 株式会社吉野工業所 | ブロー成形容器 |
| KR101220226B1 (ko) * | 2010-10-20 | 2013-01-09 | 에스케이씨 주식회사 | 열수축성 폴리에스터 필름 |
| JP5926998B2 (ja) * | 2012-03-27 | 2016-05-25 | ライオン株式会社 | 薄肉プラスチックボトル |
| JP2017200826A (ja) * | 2016-05-02 | 2017-11-09 | ヴォルタマークス合同会社 | 偏平ボトル |
-
2003
- 2003-10-03 JP JP2003346404A patent/JP4130166B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011037249A1 (ja) * | 2009-09-28 | 2011-03-31 | 小林製薬株式会社 | 樹脂製封入容器 |
| JP2011068398A (ja) * | 2009-09-28 | 2011-04-07 | Kobayashi Pharmaceutical Co Ltd | 樹脂製封入容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005112371A (ja) | 2005-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8083081B2 (en) | Bottle with reinforced top portion | |
| US8567624B2 (en) | Lightweight, high strength bottle | |
| US8308006B2 (en) | Thin walled hot filled container | |
| US7748552B2 (en) | Plastic container with horizontally oriented panels | |
| CN104080706B (zh) | 承受载荷和耐真空的容器 | |
| US20060157438A1 (en) | Plastic container with horizontally oriented panels | |
| JP5221502B2 (ja) | 飲料用プラスチック容器及びそれを用いた飲料製品 | |
| JP6307833B2 (ja) | プラスチックボトル | |
| JP6348485B2 (ja) | 耐減圧性が改善された容器 | |
| JP4130166B2 (ja) | シュリンクラベル装着容器 | |
| JP6396504B2 (ja) | ファセット容器 | |
| JP5216980B2 (ja) | 容器 | |
| PT1527999E (pt) | Recipiente para produto com menos material de embalamento | |
| TW200835627A (en) | Bottle with narrow portion | |
| JP6532644B2 (ja) | プラスチックボトル | |
| US8215509B2 (en) | Soft PET bottle with a rigid top and bottom portion | |
| JP2014156272A (ja) | プラスチックボトル | |
| JP6685842B2 (ja) | ブロー成形容器 | |
| CN105793161A (zh) | 具有偏置型水平肋和面板的耐真空容器 | |
| JP2016132501A (ja) | プラスチックボトル | |
| JP6240499B2 (ja) | ボトル容器 | |
| JP5237667B2 (ja) | プラスチックボトル | |
| JP6922218B2 (ja) | プラスチックボトル、及び充填体 | |
| JP2019048673A (ja) | プラスチックボトル | |
| JP2005532959A (ja) | 構造リブを有するプラスチック容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071218 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080520 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080520 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120530 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130530 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140530 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |