JP4107555B2 - 成型品取出機のチャック位置補正方法 - Google Patents
成型品取出機のチャック位置補正方法 Download PDFInfo
- Publication number
- JP4107555B2 JP4107555B2 JP2001314820A JP2001314820A JP4107555B2 JP 4107555 B2 JP4107555 B2 JP 4107555B2 JP 2001314820 A JP2001314820 A JP 2001314820A JP 2001314820 A JP2001314820 A JP 2001314820A JP 4107555 B2 JP4107555 B2 JP 4107555B2
- Authority
- JP
- Japan
- Prior art keywords
- origin
- chuck
- origin position
- servo motor
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Description
【発明が属する技術分野】
本発明は、樹脂成形機に対する成型品取出機の取付け位置が変更された際にチャックの移動位置を修正する成型品取出機のチャック位置補正方法に関する。
【0002】
【発明が解決しようとする課題】
例えばチャックを樹脂成形機の軸線直交方向(X軸方向)、軸線方向(Y軸方向)及び上下方向(Z軸方向)へ移動させる駆動部材として数値制御可能なサーボモータを使用した成型品取出機にあっては、樹脂成形機に成型品取出機を設置した際に、例えば樹脂成形機の金型上方に位置する待機位置を原点位置に設定し、該原点位置を基点としてチャックを、型開した金型内に進入する下降位置、チャックが成型品を保持した可動金型に相対する前進位置、金型内から成型品を抜き出した後退位置、樹脂成形機に型閉動作を指示する型閉指示位置、チャックによる成型品の保持を解除して解放する解放位置等に関するチャックの各移動位置に関する移動位置データを入力設定し、該移動位置データに基づいてサーボモータを駆動制御して成型品取出しを実行している。
【0003】
上記したチャックの原点位置は、通常は樹脂成形機に成型品取出機を設置した際に設定されるが、設置後に成型品取出機を分解修理するために取り外した後に再び設置した場合には、チャックの原点位置が取外し前と異なる事態が生じている。
【0004】
この場合にあっては、樹脂成形機に成型品取出機を最初に設置した場合と同様に、再設置後の原点位置を設定した後に該原点位置に基づく各位置データを再入力して更新する必要があるが、この再入力作業に多くの手間がかかり、樹脂成形作業を効率的に行えなかった。
【0005】
また、例えばチャックを移動する駆動部材としてのサーボモータにあっては、チャックが原点位置に移動した際には、サーボモータ自体を、その回転原点にて停止させることによりサーボモータ自体の位置精度が一定になるようにしている。
【0006】
しかし、例えば樹脂成形機に設置した後にサーボモータ自体が故障した場合には、樹脂成形機に成型品取出機を設置したままの状態でサーボモータのみを交換しているが、交換されたサーボモータにあってはチャックが原点位置に位置した際にその回転原点になっている保障がなく、チャックの原点位置とサーボモータの回転原点が一致していない場合でもサーボモータを回転原点から駆動することになってチャックの移動距離がずれて所定の移動位置へ移動できない問題を有している。
【0007】
本発明は、上記した従来の欠点を解決するために発明されたものであり、その課題とする処は、分解修理等で成型品取出機を取り外した後に再設置した際に、メモリに記憶されたチャックの各移動位置に関する移動位置データの基点となる原点位置を修正することによりチャックの移動位置データを簡易に補正することができる成型品取出機のチャック位置補正方法を提供することにある。
【0008】
本発明の他の課題は、成型品取出機におけるチャックの原点位置とサーボモータの回転原点位置が変位した際には両者が一致するように補正してチャックを所定の移動位置へ移動させることができる成型品取出機のチャック位置補正方法を提供することにある。
【0009】
本発明の他の課題は、チャックやサーボモータの原点位置を簡易に補正して成形作業を効率化することができる成型品取出機のチャック位置補正方法を提供することにある。
【0010】
本発明の請求項1は、フレーム上を直線移動可能に支持されたチャックを数値制御されるサーボモータの駆動に伴って原点位置から所定の各位置へ移動して樹脂成形機から成型品を取出す成型品取出機において、樹脂成形機に対するチャックの原点位置に関する原点位置データを記憶する原点位置記憶領域、原点位置を基点とするチャックの各移動位置に関する移動位置データを記憶する位置データ記憶領域、樹脂成形機に対する成型品取出機の取付け位置の変位量に関する補正値データを記憶する補正値記憶手段及びチャックが原点位置に移動したことを検出する原点検出手段とを設け、樹脂成形機に対する成型品取出機の取付け位置が変位した際に、原点位置に向かって移動するチャックが原点検出手段により検知されたタイミングで検出されるチャックの実位置と原点位置記憶領域に記憶された原点位置データに基づいて変位量を算出して補正値記憶手段に補正値データとして記憶し、該補正値記憶手段に記憶された補正値データに基づいて原点位置記憶領域に記憶された原点位置データ及び位置データ記憶領域に記憶された移動位置データをそれぞれ補正処理し、補正された原点位置データ及び移動位置データに基づいてサーボモータを駆動制御してチャックを所定の位置へ移動可能にしたことを特徴とする。
【0011】
請求項2は、数値制御されるサーボモータの駆動に伴ってチャックを原点位置から所定の各位置へ移動して樹脂成形機から成型品を取出す成型品取出機において、チャックの原点位置を検出する原点位置検出器とサーボモータの回転原点データを記憶する回転原点記憶領域及びチャックの原点位置を基点とするチャックの各移動位置データを記憶する位置データ記憶領域を設け、チャックが原点位置に移動した際にサーボモータの停止位置が回転原点と不一致のとき、チャックが原点位置に移動した際に、原点位置検出器からの原点検出信号とサーボモータの回転原点に位置した際に出力されるモータ原点信号とに基づいて変位量を算出し、該変位量に基づいて回転原点位置記憶領域に記憶されたサーボモータの回転原点データを補正し、チャックが原点位置に移動した際に、常にサーボモータを回転原点にて停止させることを特徴とする。
【0012】
【発明の実施形態】
以下、本発明の実施形態を図に従って説明する。
【0013】
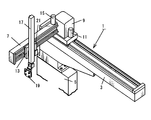
図1において、成型品取出機1の本体フレーム3の基台は樹脂成形機(図示せず)の固定側取付盤5の上部に固定される。該本体フレーム3は樹脂成形機の長手方向(搭載された射出装置における射出スクリューの軸線方向)と直交するY軸方向で、少なくとも金型上方と樹脂成形機の操作側または反操作側の解放位置に至る長さからなる。
【0014】
そして本体フレーム3上には上記長手方向であるX軸方向へ延出する前後フレーム7が設けられた走行体9がY軸方向へ往復移動可能に支持され、走行体9はY軸サーボモータ11により本体フレーム3上にて往復走行される。
【0015】
Y軸サーボモータ11による走行体9のY軸駆動機構としては、本体フレーム3に回転可能に支持され、一端部にY軸サーボモータ11が連結された送りねじに、走行体9に設けられたナットを噛み合わせた送りねじ駆動機構、本体フレーム3の長手方向に張設されたベルトに、走行体9に固定されたY軸サーボモータ11の回転軸に設けられた回転体を噛み合わせた固定ベルト駆動機構、本体フレーム3の長手方向両端部に回転可能に支持され、一方にY軸サーボモータ11が連結された一対の回転体に無端ベルトを張設すると共に該無端ベルトの一部を走行体9に固定した走行ベルト駆動機構等や本体フレーム3に永久磁石または電磁石の固定子を取り付けると共に該固定子に相対する走行体9に電磁石または永久磁石の可動子を取り付けたリニアモータ(何れも図示せず)等の何れであってもよい。
【0016】
前後フレーム7には前後走行体13がX軸方向へ往復移動可能に支持され、該前後走行体13はX軸サーボモータ15により往復走行される。X軸駆動機構としては上記したY軸駆動機構と同様のものであってもよい。
【0017】
前後走行体13にはZ軸方向へ延びる昇降アーム17が昇降可能に支持され、該昇降アーム17の下部にはチャック19が、必要に応じて水平回動機構や反転回動機構(図示せず)を介して設けられる。該昇降アーム17はZ軸サーボモータ21により昇降駆動される。そしてZ軸駆動機構としては上記したX軸駆動機構(Y軸駆動機構)と同様であってもよい。
【0018】
上記したY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21にはロータリーエンコーダ等の位置検出器11a、15a、21aがそれぞれ装着され、成型品取出機1はそれぞれの位置検出器11a、15a、21aからの位置検出信号に基づいて対応するY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21をそれぞれ数値制御することによりチャック19を各方向へ移動させる。
【0019】
その際に、樹脂成形機の金型上方に位置する所定の待機位置をチャック19の原点位置とし、該原点位置を基点としてそれぞれの移動方向及び移動距離に関する移動位置データをチャック19の移動位置データとして設定する。また、各サーボモータ11・15・21はチャック19が原点位置に停止した際に、それぞれに装着された位置検出器11a、15a、21aにおける回転原点が位置するように設定される。詳しくは、位置検出器をロータリーエンコーダとした場合にあっては、チャック19が原点位置に停止した際に、ロータリーエンコーダにおけるZ相(回転原点位置)に停止するように設定される。
【0020】
そして上記原点位置(X=0、Y=0、Z=0)を基点としてチャック19の各移動位置を設定して位置データ領域35bに記憶させる。即ち、図2に示すように上記待機位置(原点位置)から型開した金型内に進入するチャック19の下降位置を、例えば(X=0,Y=0,Z=−d1)、該下降位置から成型品を保持した可動金型に相対させるチャック19の前進位置を(X=+f1,Y=0,Z=−d1)、可動金型内の成型品を抜き出すチャック19の後退位置を(X=+f2,Y=0,Z=−d1)、成型品を金型内から離脱させて待機位置側に戻ったチャック19の上昇位置を(X=+f2,Y=0,Z=0)、チャック19が後退位置から上昇位置へ移動する際に金型間から抜け出したタイミングで樹脂成形機に型閉信号(成形開始信号)を出力する位置を(X=+f1,Y=0,Z=−d2)、樹脂成形機の操作側又は反操作側における成型品の解放位置を(X=+f1,Y=+h1,Z=0)、該解放位置にて成型品をコンテナ(図示せず)内に収容する成型品の箱詰め位置を(X=+f3,Y=h1,Z=−d3)等のようにチャック19の移動位置データを設定し、それぞれのサーボモータ11,15,21を駆動制御することによりチャック19を所定の移動位置へ移動させて成型品の取出しを実行する。
【0021】
尚、上記説明は、チャック19の原点位置を基点として各移動位置データを設定する方法としたが、例えば待機位置(原点位置)を基点として次の下降位置に関する位置データを設定した後に、該下降位置を基点として次の前進位置に関するデータを、同様にして前進位置を基点として次の後退位置に関するデータ等の各種移動位置データを設定してもよいことは勿論である。
【0022】
図3において、制御手段を構成するCPU31にはプログラムメモリ33及び作業メモリ35が夫々接続され、プログラムメモリ33は成型品取出し動作を実行するプログラムデータ及び後述する樹脂成形機に対するチャック19の移動位置補正処理や各サーボモータ11,15,21における回転原点の位置補正処理を実行するための位置補正プログラムデータ等を記憶する。
【0023】
作業メモリ35は樹脂成形機に対するチャック19の原点位置に関する原点位置データを記憶する原点位置領域35a、チャック19の各移動位置に関する移動位置データを記憶する位置データ領域35b、チャックの現在位置を記憶する現在位置データ領域35c、樹脂成形機に対するチャックの原点位置に関する補正値データを記憶する第1補正値記憶領域35d及び各サーボモータ11,15,21における回転原点に関する補正値データを記憶する第2補正値記憶領域35eを有している。
【0024】
CPU31には設定装置37が接続されている。該設定装置37は原点位置データ、チャック19の移動位置データ、原点位置の補正値データ等の各種データを数値入力するテンキー37a、モード切換スイッチ37b、各種データを教示入力する際にチャック19を移動させる教示スイッチ37c及び入力された各種データを表示出力するLCD等の表示部材37d等を有している。
【0025】
CPU31にはX軸サーボドライバー39、Y軸サーボドライバー41及びZ軸サーボドライバー43がそれぞれ接続され、これらX軸サーボドライバー39、Y軸サーボドライバー41及びZ軸サーボドライバー43は対応する位置検出器11a、15a、21aからの位置検出信号に基づいてそれぞれのサーボモータ11、15、21を数値制御してチャック19を所定の移動位置へ移動させる。
【0026】
また、CPU31にはX軸原点位置検出器45、Y軸原点位置検出器47及びZ軸原点位置検出器49がインターフェース51を介して接続され、チャック19が各軸の原点位置に移動した際に各軸原点位置検出器45・47・49からの原点検出信号に基づいてチャック19が原点位置に到達したことを検出する。
【0027】
更に、CPU31にはチャック駆動制御回路53が接続され、接続されたチャック19を駆動制御することにより成型品の保持及び保持解除を行う。
【0028】
次に、上記した取出し動作を実行する成型品取出機1のチャック位置補正方法を説明する。
【0029】
原点位置補正が必要になる態様としては、以下の態様がある。先ず、第1に成型品取出機1を分解修理する際に樹脂成形機から取り外した後に成型品取出機1を再設置する場合がある。この場合にあっては、成型品取出機1自体においてはチャック19の原点位置は変位していないが、図4に示すように樹脂成形機に対する関係においてはチャック19の原点位置が変位し、これに伴って金型や解放位置に対するチャック19の移動距離等が変位することになる。
【0030】
このため、上記原点位置が変位した状態でチャック19を移動した場合にはチャック19が金型に接触したり、成型品を保持できなかったり、樹脂成形機に対する成形開始指示タイミングがずれたり、解放位置における所定位置に成型品を解放できない問題を発生させている。
【0031】
第2の態様としては、樹脂成形機から成型品取出機1を取り外すことなく、故障したY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21を新たなサーボモータに交換して修理する場合である。上記したように成型品取出機1にあってはチャック19が原点位置に移動した際には各サーボモータ11,15,21が回転原点で停止するように設定されると共に回転原点を基点にして駆動制御されている。このため、新たにサーボモータを交換した際には必ずしもチャック19の原点位置とサーボモータの回転原点とが一致しない場合が発生する。このような状態でサーボモータを駆動制御しようとする場合には、サーボモータ自体、回転原点から駆動開始するように制御されるため、チャック19の原点位置と一致せず、チャック19を所定の移動位置へ移動させることができなかった。
【0032】
先ず、第1の態様によりチャック位置を補正する場合について説明する。
樹脂成形機に対して成型品取出機1を再設置した際に作業メモリ35の原点位置領域35a、位置データ領域35bには取外し前の原点位置データ及びチャック19の移動位置データが記憶されている。
【0033】
図5(図5は、例えばX軸の原点位置補正処理を示すが、他のY軸及びZ軸についても同様に原点位置補正処理を行うものであり、図示を省略する)において、ステップ61により設定装置37を介して成型品取出機1における前後走行体13の原点復帰指示信号が入力されると、ステップ62によりX軸サーボモータ15を原点位置領域35aに記憶された原点位置データに基づいて駆動制御して前後走行体13を、取外し前に設定された原点位置へ復帰させる。
【0034】
次に、ステップ63により各軸のX軸原点位置検出器45から原点位置検出信号が出力されたか否かを判定し、前後走行体13が原点位置に復帰していない場合にはステップ63がNOになってステップ62に戻り、復帰動作を継続する。
【0035】
反対に、前後走行体13が原点位置に復帰してX軸原点位置検出器45がONになったとき、ステップ64により取外し前におけるX軸原点位置と再設置後におけるX軸原点位置の変位量を測定する。
【0036】
原点位置変位量の測定方法としては、樹脂成形機に対する成型品取出機1の再設置時における新たな原点位置と原点位置に復帰したチャック19の実際位置とにより変位量を物理的に測定する方法、または再設置後における新たな原点位置へチャック19を移動し、該移動位置データと原点位置領域35aに記憶された取外し前の原点位置データからX軸の原点位置変位量を演算する方法の何れであってもよい。
【0037】
次に、ステップ65により設定装置37のテンキー37aを使用してステップ64により測定された原点位置変位量を入力して第1補正値記憶領域35dに記憶させた後、ステップ66により設定装置37の実行キーを操作することにより原点位置領域35aに記憶された原点位置データを第1補正値記憶領域35dに記憶された変位量に基づいて新たな原点位置データに修正して更新する。
【0038】
次に、ステップ67により位置データ領域35bに記憶されたチャック19の各移動位置データを第1補正値記憶領域35dに記憶された原点位置の変位量データに基づいて演算処理して位置データ領域35bに記憶された移動位置データを、新たな原点位置に基づく移動位置データへ更新して終了する。
【0039】
即ち、位置データ領域35bに記憶された前後走行体13の移動位置に関する移動位置データと、新たな原点位置に基づく変位データとを加減算処理して新たな原点位置を基点とする前後走行体13の移動位置データに修正する。
【0040】
次に、上記した第2の態様によるサーボモータの回転原点位置補正方法を説明する。
【0041】
図6及び図7(図6及び図7は、例えばX軸の原点位置補正処理を示すが、他のY軸及びZ軸についても同様に原点位置補正処理を行うものであり、図示を省略する)において、先ず、ステップ70により設定装置37を介して前後走行体13の原点復帰指示信号が入力されると、ステップ71によりX軸原点位置検出器45が原点位置検出状態(ON)にあるか否かを判定する。
【0042】
今、X軸原点位置検出器45がON状態のとき、ステップ72によりX軸サーボモータ15を駆動制御してX軸原点位置検出器45が原点位置非検出状態(OFF)へ遷移するまで前後走行体13を移動させる。
【0043】
そしてステップ73によりX軸原点位置検出器45が原点位置検出状態から原点位置非検出状態に遷移したか否かを判定し、NOの場合にはステップ72に戻る。
【0044】
また、X軸原点位置検出器45が原点位置非検出状態でステップ71がNOのとき又は前後走行体13が非原点位置へ移動してステップ73がYESのとき、ステップ74によりX軸サーボモータ15を駆動制御して前後走行体13をX軸の原点位置に向って移動し、ステップ75によりX軸原点位置検出器45が原点位置非検出状態(OFF)から原点位置検出状態(ON)へ遷移したか否かを判定する。
【0045】
X軸原点位置検出器45が原点位置非検出状態(OFF)でステップ75がNOのときには、前後走行体13がX軸原点位置に到達していないため、ステップ74に戻り、前後走行体13の移動を継続させる。
【0046】
反対に、前後走行体13がX軸原点位置に到達してX軸原点位置検出器45が原点位置検出状態に遷移してステップ75がYESのとき、ステップ76によりX軸サーボモータ15の回転駆動を継続して該X軸サーボモータ15の回転原点、詳しくはX軸サーボモータ15の位置検出器15aとしてのロータリーエンコーダのZ相における原点を検出したとき、X軸サーボモータ15の駆動を停止させる。
【0047】
次に、ステップ77により成型品取出機1の機械的原点位置であるX軸原点位置検出器45が原点位置非検出状態から原点位置検出状態へ遷移したときにおける位置検出器15aによる検出位置データと位置検出器15aが回転原点(0)に基づいて成型品取出機1の機械的原点に対するX軸サーボモータ15の回転原点との変位量を検出して第2補正値記憶領域35eに記憶させる。
【0048】
次に、ステップ78により第2補正値記憶領域35eに記憶されたX軸サーボモータ15における回転原点に関する変位量に基づいてX軸サーボモータ15を駆動制御して前後走行体13を、成型品取出機1の機械的原点に戻した後、ステップ79により前後走行体13が機械的原点に戻った際の位置検出器15aにおけるZ相データをX軸サーボモータ15の回転原点として原点記憶領域35aに記憶して設定する。
【0049】
そして成型品取出し動作を実行するためにチャック19を、例えばX軸方向へ移動させる際には、上記ステップ79により補正されたX軸サーボモータ15の回転原点から駆動制御してチャック19を移動させることにより成型品取出機1の機械的原点とX軸サーボモータ15の回転原点とが不一致の場合に起因する位置誤差をなくすことができる。
【0050】
本実施形態は、樹脂成形機に対する成型品取出機1の設置状態の変更により変更前における原点位置と変更後の原点位置とが変位している場合には、その変位置を設定入力することにより原点位置データを修正すると共に該原点位置を基点とするチャック19の移動データを修正することにより該チャック19を所定の位置へ正確に移動させて成型品取出しを実行することができる。
【0051】
また、成型品取出機1の部材、特にY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21を交換した際には、成型品取出機1の機械的原点とY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21の回転原点とが不一致になり、サーボモータを回転原点から駆動制御する場合には、チャック19の移動距離が交換前と異なることになる。この場合にあっては、Y軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21の回転原点を成型品取出機1の機械的原点に補正し、補正されたY軸サーボモータ11、X軸サーボモータ15及びZ軸サーボモータ21の回転原点を基点として駆動制御することによりチャック19を高精度に移動させることができる。
【0052】
上記説明は、サーボモータを交換した際に成型品取出機1の機械的原点とサーボモータの回転原点とが変位した場合の回転原点補正処理に付いて説明したが、サーボモータ以外の減速機構、駆動機構等を交換した際に生じる上記変位を補正処理する場合に付いても実施可能である。
【0053】
また、上記説明はチャック19をX軸、Y軸、Z軸の三次元方向へ移動して成型品を取り出すものとして説明したが、チャック19の移動方向としては少なくともY軸方向へ移動して成型品を取出す構造であればよい。
【0054】
【発明の効果】
本発明は、分解修理等で成型品取出機を取り外した後に再設置した際に、メモリに記憶されたチャックの各移動位置に関する移動位置データの基点となる原点位置を修正することにより移動位置データを簡易に補正することができる。また、本発明は、成型品取出機におけるチャックの原点位置とサーボモータの回転原点位置が変位した際には両者が一致するように補正してチャックを所定の移動位置へ移動させることができる。更に本発明は、チャックやサーボモータの原点位置を簡易に補正して成形作業を効率化することができる。
【図面の簡単な説明】
【図1】成型品取出機の全体斜視図である。
【図2】待機位置を原点位置とした際のチャックの各移動位置を説明するための説明図である。
【図3】成型品取出機の制御概略を示す電気的ブロック図である。
【図4】樹脂成形機に対する成型品取出機の再設置時における原点変位状態を示す説明図である。
【図5】チャック位置補正処理を示すフローチャートである。
【図6】チャック位置補正処理を示すフローチャートの一部である。
【図7】チャック位置補正処理を示すフローチャートの一部である。
Claims (3)
- フレーム上を直線移動可能に支持されたチャックを数値制御されるサーボモータの駆動に伴って原点位置から所定の各位置へ移動して樹脂成形機から成型品を取出す成型品取出機において、
樹脂成形機に対するチャックの原点位置に関する原点位置データを記憶する原点位置記憶領域、原点位置を基点とするチャックの各移動位置に関する移動位置データを記憶する位置データ記憶領域、樹脂成形機に対する成型品取出機の取付け位置の変位量に関する補正値データを記憶する補正値記憶手段及びチャックが原点位置に移動したことを検出する原点検出手段とを設け、
樹脂成形機に対する成型品取出機の取付け位置が変位した際に、原点位置に向かって移動するチャックが原点検出手段により検知されたタイミングで検出されるチャックの実位置と原点位置記憶領域に記憶された原点位置データに基づいて変位量を算出して補正値記憶手段に補正値データとして記憶し、
該補正値記憶手段に記憶された補正値データに基づいて原点位置記憶領域に記憶された原点位置データ及び位置データ記憶領域に記憶された移動位置データをそれぞれ補正処理し、
補正された原点位置データ及び移動位置データに基づいてサーボモータを駆動制御してチャックを所定の位置へ移動可能にした
チャック位置補正方法。 - 数値制御されるサーボモータの駆動に伴ってチャックを原点位置から所定の各位置へ移動して樹脂成形機から成型品を取出す成型品取出機において、チャックの原点位置を検出する原点位置検出器とサーボモータの回転原点データを記憶する回転原点記憶領域及びチャックの原点位置を基点とするチャックの各移動位置データを記憶する位置データ記憶領域を設け、チャックが原点位置に移動した際にサーボモータの停止位置が回転原点と不一致のとき、チャックが原点位置に移動した際に、原点位置検出器からの原点検出信号とサーボモータの回転原点に位置した際に出力されるモータ原点信号とに基づいて変位量を算出し、該変位量に基づいて回転原点位置記憶領域に記憶されたサーボモータの回転原点データを補正し、チャックが原点位置に移動した際に、常にサーボモータを回転原点にて停止させるチャック位置補正方法。
- チャックが原点位置に移動した際に原点位置検出器からの原点検出信号の出力タイミングとサーボモータの駆動を継続して該サーボモータの回転原点を検出するタイミングとに基づいてサーボモータの回転原点に対する変位量を検出した後、該変位量に基づいてサーボモータを逆転駆動してチャックを原点位置に戻して駆動停止した際にサーボモータの回転停止位置を回転原点記憶領域にサーボモータの回転原点位置として記憶させる請求項2に記載の成型品取出機のチャック位置補正方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001314820A JP4107555B2 (ja) | 2001-10-12 | 2001-10-12 | 成型品取出機のチャック位置補正方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001314820A JP4107555B2 (ja) | 2001-10-12 | 2001-10-12 | 成型品取出機のチャック位置補正方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003117961A JP2003117961A (ja) | 2003-04-23 |
| JP2003117961A5 JP2003117961A5 (ja) | 2005-05-19 |
| JP4107555B2 true JP4107555B2 (ja) | 2008-06-25 |
Family
ID=19133074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001314820A Expired - Lifetime JP4107555B2 (ja) | 2001-10-12 | 2001-10-12 | 成型品取出機のチャック位置補正方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4107555B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1304176C (zh) * | 2004-06-30 | 2007-03-14 | 哈尔滨海尔哈工大机器人技术有限公司 | 伺服机械手 |
| CN100400245C (zh) * | 2006-08-02 | 2008-07-09 | 浙江大学 | 具有横入横出减速控制装置的机械手 |
| CN104723516B (zh) * | 2015-03-31 | 2017-12-12 | 宁波伟立机器人科技股份有限公司 | 一种跨轴机械手 |
| KR101842371B1 (ko) * | 2016-12-22 | 2018-03-27 | 한양로보틱스 주식회사 | 사출성형기용 취출 로봇장치 |
| JP7341005B2 (ja) | 2019-09-12 | 2023-09-08 | 株式会社ユーシン精機 | 成形品取出システムのティーチング方法及び成形品取出機 |
-
2001
- 2001-10-12 JP JP2001314820A patent/JP4107555B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003117961A (ja) | 2003-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6699729B2 (ja) | 位置決め制御装置及び型締装置 | |
| EP0987092A1 (en) | Clamping controller | |
| JP4107555B2 (ja) | 成型品取出機のチャック位置補正方法 | |
| EP2388122B1 (en) | Rotary type injection molding machine and an injection molding method | |
| US4849678A (en) | Method of automatic zero adjustment of an injection-molding machine and an apparatus therefor | |
| KR100763661B1 (ko) | 전기클램핑방법 및 전기클램핑장치 | |
| JP4494339B2 (ja) | 成形機及びその制御方法 | |
| EP1223485B1 (en) | Positioning-controlling apparatus and positioning-controlling method, and part-mounting equipment and part-mounting method | |
| CN101340171A (zh) | 步进电动机控制装置 | |
| JP2001056711A (ja) | 位置制御装置 | |
| JP5142242B2 (ja) | 成形品取出し機及びチャック移動制御方法 | |
| US6520761B2 (en) | Protection apparatus for an injection molding machine | |
| CN114753072A (zh) | 一种刺绣机绣框断电保护控制方法、系统及装置 | |
| JP4068493B2 (ja) | 射出成形機の監視装置及び監視方法 | |
| JP4106005B2 (ja) | 成形機の制御方法 | |
| KR20010050258A (ko) | 전동 사출 성형기의 이동 금형의 위치 설정 장치와 방법 | |
| JP4528450B2 (ja) | 成形機の型締め制御方法及び成形機 | |
| JPH02307723A (ja) | 自動型厚調整方法 | |
| CN117817995A (zh) | 注射成型机 | |
| JPH0749246A (ja) | エンコーダシステム | |
| JPH09254210A (ja) | 電動射出成形機の型締めモータ制御方法および装置 | |
| JPH0911079A (ja) | ロボットのバリ取り制御方式 | |
| JP2002192582A (ja) | 成型品取出機の通電制御方法 | |
| JP2019150998A (ja) | 射出成形機及び産業機械用モータ駆動装置 | |
| JP2010194918A (ja) | 射出成形機の駆動制御方法および駆動制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040712 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080328 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110411 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4107555 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120411 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130411 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130411 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140411 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |