JP4065220B2 - 生タイヤ形成装置、及び生タイヤ形成方法 - Google Patents
生タイヤ形成装置、及び生タイヤ形成方法 Download PDFInfo
- Publication number
- JP4065220B2 JP4065220B2 JP2003179992A JP2003179992A JP4065220B2 JP 4065220 B2 JP4065220 B2 JP 4065220B2 JP 2003179992 A JP2003179992 A JP 2003179992A JP 2003179992 A JP2003179992 A JP 2003179992A JP 4065220 B2 JP4065220 B2 JP 4065220B2
- Authority
- JP
- Japan
- Prior art keywords
- raw tire
- rubber tube
- ring
- tread ring
- tube body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/24—Drums
- B29D30/26—Accessories or details, e.g. membranes, transfer rings
- B29D30/2607—Devices for transferring annular tyre components during the building-up stage, e.g. from the first stage to the second stage building drum
Description
【発明の属する技術分野】
本発明は、トレッドリングを、生タイヤ基体に精度良くかつ効率よく貼り付けでき、仕上がりタイヤのユニフォミティーを向上しうるとともに生産性を高めうる生タイヤ形成装置、及び生タイヤ形成方法に関する。
【0002】
【従来の技術】
ラジアルタイヤにおける生タイヤ(加硫前のタイヤ)の製造工程では、図7に示すように、円筒状のトレッドリングAを、トロイド状に膨張させた生タイヤ基体Bに貼り付けすることが必要である。この貼付方法として、通常、トレッドステッチャと呼ばれる回転自在な円盤体eをトレッドリングAに押し当て、生タイヤ基体B側を回転させながら、前記円盤体eをタイヤ軸方向外方かつ半径方向内方に徐々に移動させることにより、全体を貼り付けしている。
【0003】
【発明が解決しようとする課題】
しかしこの円盤体eを用いたステッチ方法では、回転トルクによる捻れによって、カーカスコードがラジアル方向からズレを生じ、またベルトコードにおいても左右の角度に差を生じさせることになり、仕上がりタイヤのユニフォミティに悪影響を与えている。又トレッドリングAのショルダー側部を徐々に押し下げるため、貼り付けに時間を要する等生タイヤの生産効率を損ねる傾向がある。
【0004】
なお特許文献1〜3には、前記問題を改善する手段が提案されている。
【0005】
【特許文献1】
特開昭60−132745号公報
【特許文献2】
特開2003−71947号公報
【特許文献3】
特開2003−71948号公報
【0006】
しかし、特許文献1では、トレッドエッジ部分のクラック防止を目的としてサイドウォールゴムがー体となった巾広のトレッドリングを使用するため、ビード部付近までの広範囲の圧着が必要となる。そのため、チューブ状ブラダーの膨張率を大きくする必要があるが、膨張率の増加は、通常、周上での膨張率に大きな差が生じやすくなり、貼り付けが不均一になる傾向がある。
【0007】
また特許文献2では、クランプ部材でブラダーを保持しているため、クランプ本体と生タイヤ基体との位置関係、及び芯ズレに敏感となり、少しの芯ズレなどによっても圧着力にバラツキが生じ、トレッドエッジ部分が蛇行しやすくなるなど品質に悪影響が生じやすい。またクランプ部材の中心に対してブラダーの中心をトレッド側にずらせて取付けてあるため、トレッドリング下にエアー残りが生じる恐れもある。
【0008】
また特許文献3では、チューブの部位によって剛性を変化させているため、均一な圧着力を得るには、チューブの部品精度を高めかつトレッドリングへの当り始めの位置のコントロ−ルを充分に注意する必要があるなど、高精度のチューブ作成と高度のメンテナンスが重要となる。またクランプ固定のため、特許文献2の場合と同様、芯ズレに敏感という問題もある。
【0009】
又何れの特許文献1〜3のものも、トレッドリングを生タイヤ基体に移載後、各貼付装置が所定位置に移動して圧着するという工程は、従来の円盤体の場合と変わらず、従来と同様の設備スペース、及び工程のサイクルタイムが必要となる。
【0010】
本発明は、トレッドリングを把持するセグメントの両側に膨張可能な円環状のゴムチューブ体を用いた押下げ貼付具を設けることを基本として、設備スペース及び工程サイクルタイムの削減を達成する一方、芯ズレに敏感とはならず、ゴムチューブ体自体及びその取り付けに高精度を要求することなく、トレッドリングを、生タイヤ基体に精度良くかつ効率よく貼り付けしうる生タイヤ形成装置、及び生タイヤ形成方法を提供することを目的としている。
【0011】
【課題を解決するための手段】
前記目的を達成するために、本願請求項1の発明は、ベルトプライ、トレッドゴムを含むトレッドリングを、カーカスプライを含むタイヤ部材が組み合わされたフォーマ上の生タイヤ基体の外周に位置を合わせて搬入し、かつ生タイヤ基体を膨張とともに円筒状からトロイド状に変化させるとともに、該トレッドリングを、トロイド状の前記生タイヤ基体に押圧してその内周面を貼り付ける貼付手段を有する生タイヤ形成装置であって、
前記貼付手段は、前記フォーマと芯合わせして相対的に近離移動するリング状基体に、
半径方向に進退でき、該リング状基体の内面内方に進出することにより前記トレッドリングの外周面と当接して該トレッドリングを把持しうる複数のセグメントを有する把持具、
及び前記セグメントの両側に配置され、内圧充填による膨張によって前記トレッドリングのショルダー側部を押し下げトロイド状の前記生タイヤ基体に貼り付ける円環状のゴムチューブ体を有する押下げ貼付具を設けたことを特徴としている。
【0012】
又請求項1の発明では、前記押下げ貼付具は、前記リング状基体に取り付き、かつ前記ゴムチューブ体の前記セグメントに向くタイヤ軸方向の内側と、その反対の外側とに沿って周回して該ゴムチューブ体の膨張を案内する内の案内片、外の案内片を有する案内具を具えるとともに、該内、外の案内片は、半径方向外側から内側に向かって夫々ゴムチューブ体から離間する向きに傾斜することを特徴としている。
【0013】
又請求項2の発明では、前記内の案内片は、タイヤ軸方向線に対する傾斜角度α1を50゜以上かつ90゜よりも小、前記外の案内片は、タイヤ軸方向線に対する傾斜角度α2を30〜70゜かつ前記傾斜角度α1以下としたことを特徴としている。
【0014】
又請求項3の発明では、前記ゴムチューブ体は、遊びを有して前記リング状基体に取り付けられることを特徴としている。
【0015】
又請求項4の発明は、ベルトプライ、トレッドゴムを含むトレッドリングの内周面を、カーカスプライを含むタイヤ部材が組み合わされかつフォーマ上で円筒状からトロイド状に膨張する生タイヤ基体の外周面に貼り付ける生タイヤの形成方法であって、
前記フォーマと芯合わせして相対的に近離移動するリング状基体に設けられ、かつ半径方向に進退でき、しかも半径方向内方に進出することにより前記トレッドリングの外周面と当接する複数のセグメントを有する把持具によってトレッドリングを把持する把持工程と、
前記リング状基体が、把持された前記トレッドリングをフォーマと芯合わせして相対的に移動させ、前記フォーマ上の生タイヤ基体と位置合わせする位置合わせ工程と、
前記フォーマ上の生タイヤ基体を、内圧充填により円筒状からトロイド状に膨張させることによって、把持されたトレッドリングの中央部に前記生タイヤ基体が押圧されて貼り付けする膨張工程と、
前記セグメントの両側に配置されかつ内圧充填により膨張するゴムチューブ体によって、前記トレッドリングのショルダー側部を押し下げ、トロイド状の前記生タイヤ基体に貼り付ける押下げ貼付具を用いた貼付工程とを具え、
前記押下げ貼付具は、前記ゴムチューブ体の前記セグメントに向くタイヤ軸方向の内側と、その反対の外側とに沿って周回して該ゴムチューブ体の膨張を案内する内の案内片、外の案内片を有する案内具を具えるとともに、該内、外の案内片は、半径方向外側から内側に向かって夫々ゴムチューブ体から離間する向きに傾斜することを特徴とする生タイヤの製造方法である。
【0016】
又請求項5の発明では、前記内の案内片は、タイヤ軸方向線に対する傾斜角度α1を50゜以上かつ90゜よりも小、前記外の案内片は、タイヤ軸方向線に対する傾斜角度α2を30〜70゜かつ前記傾斜角度α1以下としたことを特徴している。
【0017】
又請求項6の発明では、前記ゴムチューブ体の充填内圧は、前記生タイヤ基体の充填内圧の20〜95%であることを特徴としている。
【0018】
【発明の実施の形態】
以下、本発明の実施の一形態を、図示例とともに説明する。
図1は、本発明に係る生タイヤ形成装置1を示し、この生タイヤ形成装置1は、トレッドリングAを形成するトレッドリング成形ドラム2と、生タイヤ基体Bを円筒状からトロイド状に膨張させるフォーマ3との間に介在する。
【0019】
そして、生タイヤ形成装置1は、前記トレッドリング成形ドラム2から受け取ったトレッドリングAを、フォーマ3上の生タイヤ基体Bの外周に位置を合わせて搬入するとともに、該トレッドリングAの内周面を、トロイド状に膨張させた生タイヤ基体Bに押圧して貼り付ける。即ち、本発明の生タイヤ形成装置1は、トレッドリング搬送用のトランスファと、トレッドリング貼付用のステッチャとの双方の機能を兼ね備えたものであり、従来の専用の貼付装置を排除でき、設備スペースの有効活用を達成しうる。
【0020】
ここで、前記トレッドリング成形ドラム2は、縮径可能かつ回転自在なドラム2Aを有する周知構造をなし、このドラム2A上で、ベルトプライa1、トレッドゴムa2を含むトレッド構成部材を巻装することにより、円環状のトレッドリングA(図6(A)に示す)が形成される。
【0021】
又前記フォーマ3は、本例では、所謂シングルステージ形成方法で使用される周知構造のシングルフォーマであって、このフォーマ3上で、カーカスプライb1を含むタイヤ部材が順次巻装され、円筒状の生タイヤ基体B(図6(B)に示す)が形成される。なお図中の符号b2は、インナーライナゴム、b3はビードコア、b4はビードエーペックスゴム、b5はサイドウォールゴムである。又フォーマ3としては、セカンドステージ形成方法で使用されるセカンドフォーマであっても良く、係る場合には、フォーマ3には、ファーストフォーマ上で別途形成された生タイヤ基体Bが移載される。
【0022】
次に、前記生タイヤ形成装置1は、図1の如く、互いに同芯に配される前記トレッドリング成形ドラム2とフォーマ3との間を移動するリング状基体5と、このリング状基体5に支持される貼付手段6とを具えて構成される。又前記貼付手段6は、前記トレッドリングAを把持しうる把持具11と、トレッドリングショルダー側部Asを押し下げてトロイド状の前記生タイヤ基体Bに貼り付ける押下げ貼付具12とを具える。
【0023】
なお前記リング状基体5は、本例では、例えば内周板部7と外周板部8との間を側板部で継ぐ断面矩形、かつ前記フォーマ3とは同芯な環状体であって、その下端部には、前記トレッドリング成形ドラム2とフォーマ3との間に敷設されるレール9に沿って走行移動しうる走行台10が付設される。従って、前記リング状基体5は、フォーマ3と芯合わせして相対的に近離移動しうる。
【0024】
前記把持具11は、半径方向に進退移動しうる複数のセグメント13を有し、このセグメント13が、リング状基体5の内面内方に進出することにより前記トレッドリングAの外周面と当接して該トレッドリングAを把持しうる。なお本例では、各セグメント13が、前記内周板部7に固定のシリンダ14のロッド端に支持される場合を例示しているが、周知の種々な縮径機構に支持させて縮径移動させることができる。
【0025】
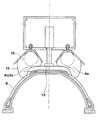
次に、前記押下げ貼付具12は、図3に示すように、前記セグメント13の両側に配置される膨張可能な円環状のゴムチューブ体15を有し、本例では、このゴムチューブ体15の膨張を案内する案内具16を含んで構成される。
【0026】
前記ゴムチューブ体15は、断面略円形状かつゴム厚さ1〜4mmの柔軟な円環状体であって、タイヤ周方向に連続してのびるとともに、本例では図5(A)に略示する如く、その外周縁上に、空気バルブ20Aを含む合計2〜5個程度のボルト状の取付け金具20を、周方向に間隔を有して突設している。なお、前記空気バルブ20A以外の取付け金具20は、例えば接着等によってゴムチューブ体15に固定される。そして、各取付け金具20は、図5(B)の如く、例えばダブルナットなどを用い、前記リング状基体5とは、遊びを有して取り付けられる。
【0027】
なお他の取り付け方法として、前記空気バルブ20A以外を、図5(C)の如く、ゴムチューブ体15よりも低弾性の伸縮容易なゴムバンド状の締結紐21を用い、前記リング状基体5とは遊びを有して締結するのも好ましい。何れの場合も、ゴムチューブ体15は点で支持され、かつ遊びによって支持点の廻りで自在に傾動しうるなど位置ズレ容易な取り付けとなる。
【0028】
又前記案内具16は、図3の如く、前記ゴムチューブ体15の前記セグメント13に向くタイヤ軸方向の内側と、その反対の外側とに沿って周回する内の案内片16i、外の案内片16oを設けた傘状をなし、この内、外の案内片16i、16oは、半径方向外側から内側に向かってゴムチューブ体15から離間する向きに傾斜する。このとき、前記内の案内片16iのタイヤ軸方向線に対する傾斜角度α1を50゜以上かつ90゜よりも小の範囲、前記外の案内片16oの傾斜角度α2を30〜70゜の範囲かつ前記傾斜角度α1以下とし、ゴムチューブ体15ができるだけタイヤ軸方向外方に向かって膨らむように案内するのが好ましい。
【0029】
然して、前記トレッドリング成形ドラム2の位置において、生タイヤ形成装置1の各セグメント13を半径方向内方に進出せしめ、トレッドリング成形ドラム2上のトレッドリングAの外周面に当接させる。これによって、トレッドリングAをトレッドリング成形ドラム2から受け取って把持する(把持工程)。なお受け取り時には、前記トレッドリング成形ドラム2は、その縮径によってトレッドリングAを開放させる。
【0030】
しかる後、生タイヤ形成装置1を、レール9に沿ってフォーマ3の所定位置まで移動せしめ、把持されたトレッドリングAを、フォーマ3上の生タイヤ基体Bと位置合わせする(位置合わせ工程)。この状態で、フォーマ3上の生タイヤ基体Bを、内圧充填によって円筒状からトロイド状に膨張させる。このとき、図3の如く、把持されたトレッドリングAの中央部が、トロイド状の生タイヤ基体Bの中央部に押圧され、貼り付けされる(膨張工程)。
【0031】
その後、前記セグメント13の縮径状態を維持したまま、押下げ貼付具12のゴムチューブ体15に内圧充填することにより、図4の如く、該ゴムチューブ体15を大きく膨張させる。これによって、トレッドリングショルダー側部Asを押し下げ、生タイヤ基体Bに貼り付ける(貼付工程)。このとき、ゴムチューブ体15は、その膨張が、内、外の案内片16i、16oによって規制、案内される。
【0032】
ここで、ブラダーやゴムチューブ等は、ゴム製品であるため、例えば皮膜の弱い(薄い)部分から膨張していくなど、偏心や片膨れなどが必然的に発生し、片膨れ部分などが、先にトレッドリングを押さえる、又は強く押させる傾向となる。このとき、もしゴムチューブ等に補強層などを入れるなどして遊びなく固定した場合には、ゴムチューブ等の側が容易に変形して力を逃がすことができないため、トレッドリングを不均一に押し付ける結果となり、例えばトレッドエッジ部分の蛇行を招くなどユニフォミティーに悪影響を与える。
【0033】
これに対して、本実施形態では、ゴムチューブ体15は、遊びを有して位置ズレ容易に取り付けられる。従って、片膨れなどが発生し、片膨れ部分などがトレッドリングAと強く接触しようとした際などには、ゴムチューブ体15自体が自分で動いて(姿勢を変えて)不均一な力を逃がすことができる。即ち、ゴムチューブ体15に周方向、半径方向の応力バラツキが時間的に発生する場合にも、膨張するに従い、ゴムチューブ体15自体が動いて力を逃がし、かつ反力によってトレッドリングAに対して自動的にセンタリングしうるなど、自己修正機能を発揮することができる。
【0034】
従って、前記押下げ貼付具12では、トレッドリングAと生タイヤ基体Bとの貼り付けを精度良くかつ高品質に行いうる。しかも、ゴムチューブ体15に対して、部品精度及びその組立取付け精度を高く要求する必要がなくなり、しかもゴムチューブ体15として、断面円形状の単純な形状及び構造のものを採用することができるというメリットを得ることもできる。又前記押下げ貼付具12では、前記セグメント13によってトレッドリングA中央部分を押し付けしながら、ゴムチューブ体15を膨張させる。従って、トレッドリングA下のエアーをトレッドエッジ側に逃がすことができ、前記中央部分を含む全域でのエア残りを確実に排除することができる。又トレッドリングAの生タイヤ基体Bへの移載と同時に貼り付けを行えるため、作業時間を大巾に短縮でき、工程サイクルタイムの削減にも大きく貢献できる。
【0035】
ここで、図3に示すように、前記セグメント13と、内の案内片16i先端とのタイヤ軸方向距離L1は、0mmより大かつ10mm以下であるのが良く、0mm以下では、セグメント13が進退移動する際、内の案内片16iと衝合する。逆に10mmを越えると、この距離L1の間でエアー残りが発生する恐れが生じる。
【0036】
又前記ゴムチューブ体15は、内部に1気圧を充填した標準状態において、略断面円形をなし、その断面直径dは、トレッドリングAのトレッド巾TW(図6(A)に示す)の25〜100%の範囲が好ましく、又その断面中心と最も巾広のベルトプライa1の外端との間のタイヤ軸方向距離L2は、−5〜+10mm(外端よりタイヤ軸方向外側を+)の範囲が好ましい。なお、前記断面直径dが25%未満、及び前記距離L2が−5mmより小の場合には、トレッドエッジ部分まで貼り付けするのに膨張率の大きなゴムチューブ体15が必要となり、ゴムチューブ体15の耐久強度に問題を招くほか、充填に時間がかかる。逆に断面直径dが100%を越えると、装置が大型となって設備スペースの有効活用に不利となり、又充填に時間がかかる。又前記距離L2が+10mmを越えると、トレッドリングショルダー側部Asにエアー残りの傾向を招く。なお断面直径dは、真円でない場合には、ゴムチューブ体15の断面(空気バルブ等を除く)を囲みうる真円のうちで最小の真円の直径として定義する。
【0037】
又前記標準状態において、ゴムチューブ体15の内径D1は、トレッドリングAの外径D2の100〜110%が好ましく、110%を越えると、膨張率の大きなゴムチューブ体15が必要となり、ゴムチューブ体15の耐久強度に問題を招くほか、充填に時間がかかる。
【0038】
又前記ゴムチューブ体15の充填内圧P1は、前記生タイヤ基体Bの充填内圧P2の20〜95%、さらには30〜80%であるのが好ましく、20%未満では、トレッドリングショルダー側部Asの押下げ力が不十分、或いは生タイヤ基体Bへの押圧力が不十分となって、確実に貼り付けできない恐れを招く。95%を越えると、貼り付け時、生タイヤ基体B側にめり込むなど変形を招く。
【0039】
又本発明では、生タイヤ基体Bの前記充填内圧P2を、円盤体eを用いた従来的なステッチ方式(図7に示す)の場合の30〜80%程度(例えば42〜112kPa)に低く抑えることができ、この充填内圧P2に起因する生タイヤ基体Bの変形を抑制することも可能となる。
【0040】
これは、従来的なステッチ方式の場合、通常、生タイヤ基体Bの充填内圧P2は140kPa程度、又円盤体eの押し付け力P3は140kPa程度に高く設定されている。その理由は、充填内圧P2をP3よりも下げようとすると、生タイヤ基体Bが円盤体eに負けて内側にめり込むなどの変形を招いてしまうからである。又押し付け力P3を140kPa以下に下げると、圧着力が弱すぎてトレッドリングがはね戻るなど貼り付けできなくなってしまい、これを防止するためには、生タイヤ基体Bの回転速度を極端に遅くする必要があるなど作業効率の著しい低下を招く。従って、前記高い圧力に設定されている。
【0041】
しかし、本実施形態では、生タイヤ基体Bを回転させず周上一気に押さえ付けるため、充分な圧着時間でしっかりと押付けしうるため、貼り付けを確実化しながらも、ゴムチューブ体15の充填内圧P1を低く設定でき、又それに伴い生タイヤ基体Bの充填内圧P2も低減することが可能になるのである。
【0042】
以上、本発明の特に好ましい実施形態について詳述したが、本発明は図示の実施形態に限定されることなく、種々の態様に変形して実施しうる。
【0043】
【実施例】
本発明に係る図1の生タイヤ形成装置、及び円盤体eを用いた従来的なステッチ装置(図7)を用いて、トレッドリングと生タイヤ基体とを貼り付けした生タイヤを夫々10本ずつ形成するとともに、この生タイヤを加硫成形し、仕上がりタイヤ(サイズ145/65R13)のユニフォミティー(RFV、LFV)、トレッドリング下のエアー残り状況、及び貼付工程時間等を比較し、その結果を表1に示す。なお実施例及び比較例のタイヤは、トレッドリングの貼付方法以外は、全て同仕様である。又生タイヤ形成装置の仕様は表2に示す。
【0044】
(1)ユニフォミティー:
JASOC607に準拠し、リム(13×4.5J)、内圧(200kPa)、荷重(2.4kN)の基で、試供タイヤ各10本のRFV(ラジアルフォースバリエーション)、LFV(ラテラルフォースバリエーション)を測定し、その平均値を、従来例を100とする指数で表示している。指数の小さい方がユニフォミティーに優れている。
【0045】
(2)エアー残り状況:
仕上がりタイヤを解体して、エアー残りの有無を目視検査した。
【0046】
【表1】

【表2】
【発明の効果】
叙上の如く本発明は、トレッドリングのトランスファ機能と、ステッチャ機能の双方を兼ね備えているため、設備スペースの有効活用を達成でき、しかもトレッドリングの移載と同時に貼付作業を行えるため、工程サイクルタイムの削減にも大きく貢献できる。又ゴムチューブの芯ズレ、偏心、片膨れなどに敏感とはならず、ゴムチューブ体自体の部品精度及びその組立取付け精度を高く要求することなく、トレッドリングと生タイヤ基体との貼り付けを精度良くかつ高品質に行うことができる。又トレッドリング下の全域においてエアー残りを防止できる。
【図面の簡単な説明】
【図1】本発明の生タイヤ形成装置の一実施例を示す側面図である。
【図2】その正面図である。
【図3】貼付手段を拡大して示す断面図である。
【図4】その作動状態を示す断面図である。
【図5】(A)はゴムチューブ体を示す正面図、(B)はその取り付け状態の一例を示す線図、(C)は取り付け状態の他の例を示す線図である。
【図6】(A)、(B)は、トレッドリング及び生タイヤ基体を概念的に示す断面図である。
【図7】従来技術を説明する線図である。
【符号の説明】
1 生タイヤ形成装置
3 フォーマ
5 リング状基体
6 貼付手段
11 把持具
12 押下げ貼付具
13 セグメント
15 ゴムチューブ体
16 案内具
16i 内の案内片
16o 外の案内片
A トレッドリング
a1 ベルトプライ
a2 トレッドゴム
B 生タイヤ基体
b1 カーカスプライ
Claims (6)
- ベルトプライ、トレッドゴムを含むトレッドリングを、カーカスプライを含むタイヤ部材が組み合わされたフォーマ上の生タイヤ基体の外周に位置を合わせて搬入し、かつ生タイヤ基体を膨張とともに円筒状からトロイド状に変化させるとともに、該トレッドリングを、トロイド状の前記生タイヤ基体に押圧してその内周面を貼り付ける貼付手段を有する生タイヤ形成装置であって、
前記貼付手段は、前記フォーマと芯合わせして相対的に近離移動するリング状基体に、
半径方向に進退でき、該リング状基体の内面内方に進出することにより前記トレッドリングの外周面と当接して該トレッドリングを把持しうる複数のセグメントを有する把持具、
及び前記セグメントの両側に配置され、内圧充填による膨張によって前記トレッドリングのショルダー側部を押し下げトロイド状の前記生タイヤ基体に貼り付ける円環状のゴムチューブ体を有する押下げ貼付具を設けるとともに、
前記押下げ貼付具は、前記リング状基体に取り付き、かつ前記ゴムチューブ体の前記セグメントに向くタイヤ軸方向の内側と、その反対の外側とに沿って周回して該ゴムチューブ体の膨張を案内する内の案内片、外の案内片を有する案内具を具えるとともに、該内、外の案内片は、半径方向外側から内側に向かって夫々ゴムチューブ体から離間する向きに傾斜することを特徴とする生タイヤ形成装置。 - 前記内の案内片は、タイヤ軸方向線に対する傾斜角度α1を50゜以上かつ90゜よりも小、前記外の案内片は、タイヤ軸方向線に対する傾斜角度α2を30〜70゜かつ前記傾斜角度α1以下としたことを特徴とする請求項1記載の生タイヤ形成装置。
- 前記ゴムチューブ体は、遊びを有して前記リング状基体に取り付けられることを特徴とする請求項1又は2に記載の生タイヤ形成装置。
- ベルトプライ、トレッドゴムを含むトレッドリングの内周面を、カーカスプライを含むタイヤ部材が組み合わされかつフォーマ上で円筒状からトロイド状に膨張する生タイヤ基体の外周面に貼り付ける生タイヤの形成方法であって、
前記フォーマと芯合わせして相対的に近離移動するリング状基体に設けられ、かつ半径方向に進退でき、しかも半径方向内方に進出することにより前記トレッドリングの外周面と当接する複数のセグメントを有する把持具によってトレッドリングを把持する把持工程と、
前記リング状基体が、把持された前記トレッドリングをフォーマと芯合わせして相対的に移動させ、前記フォーマ上の生タイヤ基体と位置合わせする位置合わせ工程と、
前記フォーマ上の生タイヤ基体を、内圧充填により円筒状からトロイド状に膨張させることによって、把持されたトレッドリングの中央部に前記生タイヤ基体が押圧されて貼り付けする膨張工程と、
前記セグメントの両側に配置されかつ内圧充填により膨張するゴムチューブ体によって、前記トレッドリングのショルダー側部を押し下げ、トロイド状の前記生タイヤ基体に貼り付ける押下げ貼付具を用いた貼付工程とを具え、
前記押下げ貼付具は、前記ゴムチューブ体の前記セグメントに向くタイヤ軸方向の内側と、その反対の外側とに沿って周回して該ゴムチューブ体の膨張を案内する内の案内片、外の案内片を有する案内具を具えるとともに、該内、外の案内片は、半径方向外側から内側に向かって夫々ゴムチューブ体から離間する向きに傾斜することを特徴とする生タイヤの製造方法。 - 前記内の案内片は、タイヤ軸方向線に対する傾斜角度α1を50゜以上かつ90゜よりも小、前記外の案内片は、タイヤ軸方向線に対する傾斜角度α2を30〜70゜かつ前記 傾斜角度α1以下としたことを特徴とする請求項4記載の生タイヤの製造方法。
- 前記ゴムチューブ体の充填内圧は、前記生タイヤ基体の充填内圧の20〜95%であることを特徴とする請求項4又は5記載の生タイヤの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003179992A JP4065220B2 (ja) | 2003-06-24 | 2003-06-24 | 生タイヤ形成装置、及び生タイヤ形成方法 |
| DE602004006339T DE602004006339T2 (de) | 2003-06-24 | 2004-06-16 | Verfahren und Vorrichtung zum Aufbauen von Rohreifen |
| EP04014132A EP1491324B1 (en) | 2003-06-24 | 2004-06-16 | Method and apparatus for forming a raw tire |
| CNB2004100628017A CN100562426C (zh) | 2003-06-24 | 2004-06-17 | 生胎形成装置和生胎形成方法 |
| US10/873,208 US7208061B2 (en) | 2003-06-24 | 2004-06-23 | Raw tire forming apparatus and raw tire forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003179992A JP4065220B2 (ja) | 2003-06-24 | 2003-06-24 | 生タイヤ形成装置、及び生タイヤ形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005014310A JP2005014310A (ja) | 2005-01-20 |
| JP4065220B2 true JP4065220B2 (ja) | 2008-03-19 |
Family
ID=33411064
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003179992A Expired - Fee Related JP4065220B2 (ja) | 2003-06-24 | 2003-06-24 | 生タイヤ形成装置、及び生タイヤ形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7208061B2 (ja) |
| EP (1) | EP1491324B1 (ja) |
| JP (1) | JP4065220B2 (ja) |
| CN (1) | CN100562426C (ja) |
| DE (1) | DE602004006339T2 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004058522A1 (de) * | 2004-12-04 | 2006-06-14 | Continental Aktiengesellschaft | Verfahren und Vorrichtung zum Aufbauen eines Radialreifens |
| DE102005054507A1 (de) * | 2005-11-16 | 2007-05-24 | Continental Aktiengesellschaft | Verfahren zum Herstellen eines Gürtelpaketes für einen Fahrzeugluftreifen |
| CN101808812B (zh) * | 2007-09-27 | 2014-07-02 | 倍耐力轮胎股份公司 | 用于生产车轮用轮胎的工艺和设备 |
| BRPI0822592B1 (pt) | 2008-04-18 | 2021-02-02 | Pirelli Tyre S.P.A. | processo e aparelho para montar pneus |
| JP2010208198A (ja) * | 2009-03-11 | 2010-09-24 | Bridgestone Corp | タイヤの製造方法および製造装置 |
| JP5306936B2 (ja) * | 2009-08-06 | 2013-10-02 | 株式会社ブリヂストン | タイヤ構成部材の保持搬送圧着装置および生タイヤの製造方法 |
| JP5044629B2 (ja) * | 2009-11-10 | 2012-10-10 | 住友ゴム工業株式会社 | 生タイヤ成形装置、及び空気入りタイヤの製造方法 |
| NL2004734C2 (nl) * | 2010-05-18 | 2011-11-21 | Vmi Holland Bv | Werkwijze en samenstel voor het vervaardigen van een groene band. |
| JP2011255617A (ja) * | 2010-06-10 | 2011-12-22 | Bridgestone Corp | タイヤ製造装置及びタイヤ製造方法 |
| JP5732819B2 (ja) * | 2010-11-09 | 2015-06-10 | 横浜ゴム株式会社 | 未加硫ゴム部材および未加硫タイヤ圧着装置 |
| JP5695413B2 (ja) * | 2010-12-22 | 2015-04-08 | 住友ゴム工業株式会社 | 生タイヤ形成方法 |
| WO2012150948A1 (en) | 2011-04-30 | 2012-11-08 | Michelin Recherche Et Technique S.A. | Methods and apparatus for joining treads |
| JP5778980B2 (ja) * | 2011-05-13 | 2015-09-16 | 住友ゴム工業株式会社 | トレッドトランスファーを用いたトレッドトランスファーとシェーピングフォーマとの芯ズレ評価方法 |
| BR112013033157A2 (pt) | 2011-06-30 | 2017-01-31 | Michelin & Cie | métodos e aparelhos para a instalação de um anel de banda de rodagem e uma carcaça de pneu |
| CN103302882B (zh) * | 2013-07-01 | 2015-09-23 | 三角轮胎股份有限公司 | 轮胎成型工序胎面压辊装置 |
| JP6474603B2 (ja) * | 2014-12-22 | 2019-02-27 | 住友ゴム工業株式会社 | タイヤ成形フォーマーのセンタリング確認用治具 |
| JP6484107B2 (ja) * | 2015-05-19 | 2019-03-13 | 住友ゴム工業株式会社 | 生タイヤの形成方法 |
| US20170144400A1 (en) * | 2015-11-24 | 2017-05-25 | The Goodyear Tire & Rubber Company | Method for manufacturing a single belt/overlay component for a pneumatic tire |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1147134A (en) * | 1967-03-07 | 1969-04-02 | Hill Bentham Engineering Compa | Improvements in or relating to tyre building machines |
| US3947312A (en) * | 1973-09-17 | 1976-03-30 | The General Tire And Rubber Company | Apparatus for making pneumatic tires torically with an annular guide assembly |
| JPS5149283A (en) * | 1974-10-25 | 1976-04-28 | Bridgestone Tire Co Ltd | Namataiyaseikeihoho oyobi sonosochi |
| CA1107469A (en) * | 1977-02-07 | 1981-08-25 | Jan H. F. Kent | Method and apparatus for treading tyres |
| DE3130918A1 (de) * | 1981-08-05 | 1983-02-17 | Bayer Ag, 5090 Leverkusen | Verfahren und vorrichtung zur herstellung von radialguertelreifen |
| JPS60132745A (ja) * | 1983-12-21 | 1985-07-15 | Yokohama Rubber Co Ltd:The | タイヤの成形方法 |
| US5322587A (en) * | 1990-11-13 | 1994-06-21 | Sumitomo Rubber Industries, Ltd. | Green tire forming apparatus with transfer mechanism |
| FR2706806A1 (ja) * | 1993-06-25 | 1994-12-30 | Michelin & Cie | |
| JP2003071947A (ja) | 2001-09-04 | 2003-03-12 | Yokohama Rubber Co Ltd:The | タイヤ成形装置における部材圧着装置 |
| JP2003071948A (ja) | 2001-09-04 | 2003-03-12 | Yokohama Rubber Co Ltd:The | タイヤ成形装置における部材圧着装置 |
-
2003
- 2003-06-24 JP JP2003179992A patent/JP4065220B2/ja not_active Expired - Fee Related
-
2004
- 2004-06-16 EP EP04014132A patent/EP1491324B1/en not_active Expired - Fee Related
- 2004-06-16 DE DE602004006339T patent/DE602004006339T2/de active Active
- 2004-06-17 CN CNB2004100628017A patent/CN100562426C/zh not_active Expired - Fee Related
- 2004-06-23 US US10/873,208 patent/US7208061B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1491324B1 (en) | 2007-05-09 |
| DE602004006339D1 (de) | 2007-06-21 |
| DE602004006339T2 (de) | 2008-01-10 |
| US20040261934A1 (en) | 2004-12-30 |
| EP1491324A3 (en) | 2005-10-19 |
| US7208061B2 (en) | 2007-04-24 |
| CN1572479A (zh) | 2005-02-02 |
| JP2005014310A (ja) | 2005-01-20 |
| EP1491324A2 (en) | 2004-12-29 |
| CN100562426C (zh) | 2009-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4065220B2 (ja) | 生タイヤ形成装置、及び生タイヤ形成方法 | |
| US10730258B2 (en) | Process and apparatus for building tyres for vehicle wheels | |
| US7241353B2 (en) | Method of manufacturing tire | |
| US7361243B2 (en) | Tire manufacturing method and green tire manufacturing apparatus | |
| CN108698347B (zh) | 用于构建轮胎的工艺和成套装备 | |
| EP0647522A1 (en) | A method and apparatus for looping a coating structure around a bead core in motor-vehicle tyres | |
| US5248357A (en) | Process for assembling a green tire | |
| US11001022B2 (en) | Method for manufacturing motorcycle tire | |
| EP2239130B1 (en) | Pneumatic tire manufacturing method, and pneumatic tire | |
| KR101082914B1 (ko) | 차량 휠용 런플랫 타이어 제조 방법 및 장치 | |
| JP4173711B2 (ja) | ランフラットタイヤの製造方法 | |
| JP4234922B2 (ja) | 自動二輪車用の空気入りタイヤの製造方法 | |
| EP1323517B1 (en) | Method of making a pneumatic tyre | |
| EP0302935B1 (en) | Radial tire for aircraft and manufacturing method thereof | |
| JP2007076182A (ja) | 自動二輪車用ラジアルタイヤの製造方法 | |
| JP5116011B2 (ja) | タイヤ製造装置及び製造方法 | |
| JP4261937B2 (ja) | 空気入りタイヤの製造方法及びその装置 | |
| JPH07100954A (ja) | 生ケースの芯出し方法 | |
| JP4166081B2 (ja) | タイヤ中間部材の製造方法および装置 | |
| JP2009160850A (ja) | タイヤ用成型装置 | |
| JP2009178874A (ja) | 未加硫タイヤの製造方法及び製造装置 | |
| CN111136944A (zh) | 轮胎的制造方法 | |
| JPH0622943B2 (ja) | ラジアルタイヤの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071228 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120111 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |