JP4053910B2 - スチールコード及び空気入りラジアルタイヤ - Google Patents
スチールコード及び空気入りラジアルタイヤ Download PDFInfo
- Publication number
- JP4053910B2 JP4053910B2 JP2003074583A JP2003074583A JP4053910B2 JP 4053910 B2 JP4053910 B2 JP 4053910B2 JP 2003074583 A JP2003074583 A JP 2003074583A JP 2003074583 A JP2003074583 A JP 2003074583A JP 4053910 B2 JP4053910 B2 JP 4053910B2
- Authority
- JP
- Japan
- Prior art keywords
- filament
- cord
- steel cord
- sheath
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 90
- 239000010959 steel Substances 0.000 title claims description 90
- 239000012779 reinforcing material Substances 0.000 claims description 6
- 238000007747 plating Methods 0.000 description 51
- 238000000034 method Methods 0.000 description 30
- 238000000465 moulding Methods 0.000 description 24
- 230000008569 process Effects 0.000 description 24
- 238000007790 scraping Methods 0.000 description 17
- 238000005520 cutting process Methods 0.000 description 12
- 239000011295 pitch Substances 0.000 description 12
- 238000005491 wire drawing Methods 0.000 description 11
- 239000000463 material Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000010073 coating (rubber) Methods 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 238000003490 calendering Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 230000003993 interaction Effects 0.000 description 5
- 229910001369 Brass Inorganic materials 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 239000010951 brass Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 108091026890 Coding region Proteins 0.000 description 1
- 229910000677 High-carbon steel Inorganic materials 0.000 description 1
- 241000254043 Melolonthinae Species 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/0646—Reinforcing cords for rubber or plastic articles comprising longitudinally preformed wires
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/06—Ropes or cables built-up from metal wires, e.g. of section wires around a hemp core
- D07B1/0606—Reinforcing cords for rubber or plastic articles
- D07B1/062—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration
- D07B1/0633—Reinforcing cords for rubber or plastic articles the reinforcing cords being characterised by the strand configuration having a multiple-layer configuration
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B5/00—Making ropes or cables from special materials or of particular form
- D07B5/005—Making ropes or cables from special materials or of particular form characterised by their outer shape or surface properties
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
- D07B2201/2027—Compact winding
- D07B2201/2028—Compact winding having the same lay direction and lay pitch
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2051—Cores characterised by a value or range of the dimension given
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2059—Cores characterised by their structure comprising wires
Landscapes
- Ropes Or Cables (AREA)
- Tires In General (AREA)
Description
【発明の属する技術分野】
本発明は、スチールコード及び空気入りラジアルタイヤに関し、主として空気入りラジアルタイヤのカーカスやベルトの補強材として適用されるスチールコードの改良、及びそのスチールコードを用いた耐久性に優れる空気入りラジアルタイヤに関する。
【0002】
【従来の技術】
トラック・バス用又はライトトラック用などの空気入りラジアルタイヤのカーカスプライには、従来より2層撚りや3層撚り、例えば3+9+1、3+9+15+1構造のスチールコードが広く使用されている。これらのスチールコードでは、コードを構成するフィラメント同士の接触及びラッピングワイヤとコードとの接触によるフレッチング摩耗によってフィラメント断面積が減少し、コード強力の低下を起こすことが知られている。
【0003】
このフレッチングによる耐疲労性低下を改善するものとして、1本のスチールフィラメントからなるコアの周囲に2層以上の同軸層(シース)を有し、この同軸層を同一方向、同一ピッチで撚り合わせて各フィラメント間の線接触化を図るコンパクト撚り構造のスチールコード、すなわち1×19+1構造等のいわゆる束撚りスチールコード(例えば、特許文献1。)、また、1本のコアと、コアのまわりに配列した6本のフィラメントからなる内層シースと、内層シースの外接円上に配置され得るだけの数より1本ないし2本少ないフィラメント数を外層シースに有する3層よりスチールコードにおいて、内層シースと外層シースを同一方向、異ピッチで撚り合わせ、更にラップフィラメントの存在しないスチールコード(例えば、特許文献2。)が開示され、フレッチング摩耗の低減とコードの拘束性を維持してタイヤの耐久性を向上することが行われている。
【0004】
【特許文献1】
実公平3−29355号公報
【0005】
【特許文献2】
特開平8−232179号公報
【0006】
【発明が解決しようとする課題】
ところで、スチールコードは、その製造過程においてフィラメント表面に傷を受けてめっき削れを発生することがあり、このめっき削れがスチールコードとゴムとの接着不良を起こし、また耐腐蝕疲労性にも悪影響を及ぼし、タイヤのセパレーションや接着不良部でのコード破断などのタイヤ故障の原因になっていることがある。
【0007】
このめっき削れには、主として、(1)めっき被覆後フィラメントの最終伸線工程において受ける表面傷によるもの、(2)コード撚り線工程でのローラやプーリー等を通過する際に生じるフィラメント及びコード表面に受ける擦過傷によるものがあり、特に、(1)の伸線ダイスやプーリーの傷や摩耗、伸線ルブリカント中の異物等に原因する伸線工程中に生じるフィラメント表面の傷が顕著であり、図3に示すようにフィラメントfの長手方向に深く、大きな傷を生じめっき削れCの要因になっている。しかも、このめっき削れCは肉眼でのチェックが困難な場合が多く、そのままスチールコードに撚り合わされてしまうことから接着不良問題の潜在的な原因となっている。
【0008】
束撚りスチールコードをチューブラー型撚り線機によって製造する場合、撚り線によりスチールコード10の各フィラメントに「捻り」が入らないため、上記めっき削れCを生じたフィラメントfを用いてしまうと、図8のコード側面図に示すように、めっき削れCがフィラメントf表面の一線上にそのまま現れ、コード10表面の長手方向に延々と続いて出現することになる。
【0009】
そこで、上記めっき削れCのコード表面への出現を長手方向で分散させるため、フィラメントに予め「捻り」を入れて撚ることが考えられるが、フィラメントに単に「捻り」を入れて撚るだけではフィラメントに残留応力が残り、ゴム被覆後のスチールコード反を裁断した際にフィラメントの残留応力が解放されコードに回転トルクが発生しシートに「反り」や「波打ち」等を生じて平坦性を損ない、コード材料の工程通過性を悪化させ、時には工程トラブルによる材料損失や製品不良、また生産性を大きく低下させるという問題がある。
【0010】
また、バンチャー型撚り線機を用いる場合は、撚り線時に各フィラメントに「捻り」が入ることから、めっき削れは撚り線によって自動的にフィラメント周上で螺旋状(図4参照)となりコード長手方向に分散されることになる。しかし、「捻り」によりフィラメントに残る残留応力によってコードの安定性が悪化するため、撚り線前の各フィラメントに逆方向の「捻り」を入れて撚り線後のフィラメントには「捻り」が残らないようにしている。従って、コードに撚り上げられた後のフィラメントでは「捻り」が除去され、やはり前記チューブラー型撚り線機の場合と同様にめっき削れがコード表面の長手方向に延々と現れることになる。
【0011】
上記めっき削れを表面に生じたスチールコードをタイヤに使用すると、めっき削れ部での接着力が十分でないため走行早期に接着破壊を起こしやすく、特にカーカスに用いた場合は接着不良部がタイヤラジアル方向に連続的に存在することになり、またフィラメントの地鉄が露出し耐腐蝕疲労にも悪影響する。中でも、繰り返し変形を受けやすいサイド部において発生した接着破壊が、めっき削れに沿ってラジアル方向及び周方向に伝播、拡大しセパレーションを発生し、また接着破壊部でのフィラメント切れからのコード破断の原因となり、このめっき削れがタイヤ故障のイニシエーションになっていることがある。
【0012】
本発明は、タイヤ製造工程において工程通過性の低下を伴いやすいラッピングレスの束撚りスチールコードにおいて、上記スチールコード表面に延々と現れるめっき削れに起因する問題を解決するものであり、束撚りスチールコードの撚り線方法を改善することでコード表面に現れるめっき削れを分散させゴムとの接着性を改善し、かつタイヤ製造工程におけるコード材料の工程通過性を良好に維持することのできるスチールコード、及びそのスチールコードを補強材として適用した、中でもカーカスに適用した耐久性に優れる空気入りラジアルタイヤを提供することを目的とするものである。
【0013】
【課題を解決するための手段】
請求項1に記載の発明は、1〜3本のコアフィラメントからなるコアと、前記コアの周囲に配された複数のフィラメントからなる1層以上のシースからなり、前記コア及びシースを構成する全てのフィラメントが同一方向に、ほぼ同一ピッチで撚られたコード断面輪郭が多角形状であるラッピングレスのスチールコードであって、前記コアフィラメント及びシースフィラメントの線径が0.15〜0.30mmであり、コアフィラメント径はシースフィラメント径と等しいかそれよりも太く、前記スチールコードの少なくとも最外層シースを構成するフィラメントが該フィラメント軸方向に捻りを有し、かつ、前記スチールコード断面輪郭の多角形状における前記最外層シースの角部を構成するフィラメントの型付け率が65〜80%であり、前記角部以外を構成するフィラメントの型付け率が90〜100%であることを特徴とするスチールコードである。
【0014】
この発明のスチールコードによると、最外層フィラメントが捻りを有してコードを形成するので、たとえ伸線工程においてめっき削れの発生したフィラメントがコードに用いられたとしても、めっき削れは最外層フィラメントの捻れに従って軸方向に螺旋状となり、コード表面に現れるめっき削れがフィラメント軸方向に分散されることで、コード表面の長手方向にめっき削れが延々と出現することがなくなる。
【0015】
また、捻りを有することでフィラメントに発生する残留応力は、最外層シースフィラメントの型付け加工による塑性変形と、その角部と角部以外のフィラメントとをそれぞれ所定の型付け率で型付けすることによって、残留応力を除去し、かつ角部と角部以外のフィラメントの相互作用によりコードを拘束すると共に互いの動きを抑制し、ラッピングを有さないスチールコードの形態安定性を確保しゴム被覆時のカレンダー工程でのコード乱れやスチールコード反の「反り」等の問題を発生することなくコード材料の工程通過性を良好に維持することができる。
【0016】
この角部と角部以外のフィラメント型付け率の組み合わせは、上記範囲に設定する必要があり、少なくとも一方が外れるとフィラメント同士の相互作用のバランスが崩れスチールコードの形態安定性を失いコードからラッピングワイヤを除去することができず、またカレンダー時のコード乱れに基づく耐久性の低下を招く。
【0017】
請求項2に記載の発明は、前記スチールコードがチューブラー型撚り線機を用いて撚り合わされ、その最外層シースを構成するフィラメントが、撚り合わせ前に予めフィラメント軸方向の捻りが付与されていることを特徴とする請求項1に記載のスチールコードである。
【0018】
この発明のスチールコードでは、予め捻りが付与されたフィラメントがチューブラー型撚り線機に供給されるので、めっき削れはフィラメントの捻れに従ってフィラメント周上で螺旋状となって撚り線後の最外層フィラメントに現れるめっき削れはフィラメント軸方向に分散され、コード表面の長手方向にめっき削れが延々と出現することがなくなる。また、フィラメントの捻り回数を変更することにより、コード表面に現れるめっき削れの分布状態を調整することも可能となる。
【0019】
請求項3に記載の発明は、前記スチールコードがバンチャー型撚り線機を用いて撚り合わされたことを特徴とする請求項1に記載のスチールコードである。
【0020】
この発明のスチールコードでは、撚り線工程において自動的にフィラメントに捻りが入るので、めっき削れの発生したフィラメントが用いられたとしても、最外層フィラメントのめっき削れは撚り線時のフィラメント捻れによって螺旋状となりコード表面に分散され、コード表面の長手方向にめっき削れが延々と出現することがない。
【0021】
請求項4に記載の発明は、請求項1〜3のいずれかに記載のスチールコードをタイヤの少なくとも一部の補強材として適用したことを特徴とする空気入りラジアルタイヤである。
【0022】
この発明の空気入りラジアルタイヤでは、めっき削れがタイヤ中で分散されることにより、めっき削れに原因するセパレーションやコード破断の発生、耐腐蝕疲労性の低下を抑制し、タイヤの耐久性を向上することができる。
【0023】
請求項5に記載の発明は、前記スチールコードをカーカスに適用したことを特徴とする請求項4に記載の空気入りラジアルタイヤである。
【0024】
この発明の空気入りラジアルタイヤでは、タイヤ転動時に繰り返しの圧縮、引張歪を受け変形しやすいカーカスプライにおける上記めっき削れに基づく耐久性低下及びフレッチングによる強力低下を改善し、またカーカスコードの乱れやタイヤ精度の不良による故障発生を防ぎ、タイヤライフの大幅な長寿命化を図ることができる。
【0025】
【発明の実施の形態】
以下に、本発明の実施の形態を図面を参照して説明する。
【0026】
(第1の実施形態)
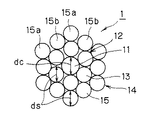
図1は本発明の一実施形態を示す1×19構造のスチールコード1の断面図であり、図2はその側面図を示すものである。
【0027】
スチールコード1は、コードの中心構造である1本のストレート状のコアフィラメント11と、コアフィラメント11の周囲に配された内層シース12を構成する6本のフィラメント13と、内層シース12の周囲に配された外層シース14を構成する12本のフィラメント15とで構成されている。
【0028】
スチールコード1は、コアフィラメント11とその周位に配された内層及び外層シース12,14のフィラメント13,15とが全て同一方向、同一ピッチで一回の撚り工程で撚り合わされ、図に示すようにコード断面輪郭が略六角形状をなすものである。
【0029】
上記スチールコード1を構成するコアフィラメント径dc及びシースフィラメント径dsは0.15〜0.30mmであり、コアフィラメント11にはシースフィラメント13,15と等しいかそれよりも太い線径のフィラメントが用いられている。
【0030】
フィラメント径dc、dsを上記範囲とすることで、コード強力と耐疲労性を両立して確保しタイヤの補強材として適したものとすることができる。また、これらのフィラメント11,13,15は線径が全て同じ径であっても、異なる径の組み合わせであってもよく、コア及び同一シース内に異なる径のフィラメントを含んでいてもよい。
【0031】
また、コアフィラメント径dcをシースフィラメント径dsより若干太い線径とすることで、シースフィラメント13,13間及び15,15間にわずかの隙間を設けてフィラメント同士の接触圧を下げ耐フレッチング性をより向上し、またコード1内部へのゴム侵入性も改善されることで耐腐蝕疲労性の向上に寄与することもできる。しかし、両者の差をあまり大きくするとシース12,14内でフィラメントが動きやすくなり、フィラメントの偏りを生じて逆に耐疲労性の低下を招くことになり、両者の線径比(dc/ds)は、1.03〜1.25程度であり、より好ましくは1.03〜1.15の範囲である。
【0032】
上記各スチールフィラメント11,13,15は、炭素含有量が0.70〜0.85重量%である高炭素鋼(例えば、JIS規定のピアノ線材又は硬鋼線材)からなり、ゴムとの接着を確保するために銅比率が62〜68%で、めっき層の平均厚みが0.15〜0.30μmのブラスめっきで被覆されている。
【0033】
このブラスめっきは、最終伸線前のフィラメントにめっき被覆が施された後、スチールフィラメント用の湿式伸線機を用いて十〜数十枚の伸線ダイスによって伸線加工され最終フィラメント径に仕上げられるが、図3に示すように、ダイスやプーリーに傷や摩耗があるとフィラメントfがこのダイスやプーリーを通過する際にフィラメント表面に傷を受けて薄いめっき層が剥離され、めっき削れCがフィラメントfの長手方向同一線上に延々と発生することは従来技術で説明した通りである。
【0034】
上記スチールコード1をチューブラー型撚り線機を用いて撚り合わせる場合に基づき以下に説明する。
【0035】
この場合、外層シース14を構成するフィラメント15の全てが、撚り線機に供給される前に予め「捻り」が付与されたものが用いられている。すなわち、シース用フィラメント15は、予め所定の捻回ピッチで自転され軸方向に「捻り」が付与されたフィラメントである。
【0036】
従って、図4に示すように、めっき削れCがフィラメントf’の「捻り」(図4ではフィラメント長さ100FD当たり1回の捻りを付与した場合で、その軌跡を一点鎖線Tで示す。FDはフィラメント径である。)に従ってフィラメント周上で螺旋状に回転しながら発生し、フィラメントf’を正面から見ると所定の間隔を置いてめっき削れCがフィラメント正面側に現れることになる。
【0037】
チューブラー型撚り線機では、撚り線時に各フィラメントに捻れが入らずに撚り合わされるので、コード1に使用される外層シース用フィラメント15に、この「捻り」を付与されたフィラメントf’を適用することで、たとえめっき削れを生じたフィラメントを用いたとしても、図4に示すフィラメントf’のめっき削れCがそのままの分散状態で撚り合わされ、図2に示すようにスチールコード1表面の所々に現れるのみとなり、ゴムとの接着性、耐腐蝕疲労性を従来よりも格段に改善することができるようになる。
【0038】
上記チューブラー型撚り線機の場合は、上記外層シース用フィラメント15に供給するフィラメントの捻り回数を調整し、めっき削れ出現の程度を調整することができる。また、外層シース14を構成する各フィラメント毎に捻り回数の異なるフィラメント15を使用し、めっき削れの分布状態を変化させることも可能である。
【0039】
このフィラメント15に「捻り」を付与するためのフィラメント捻り回数は特に限定されるものではないが、フィラメント径FDに基づく場合はフィラメント長さ100FD間に「捻り」が0.3〜5回程度であり、或いはコードの撚りピッチ長さPに基づく場合は1P当たり0.3〜5回程度であって、好ましくは100FD間に0.5〜3回、1P当たり0.5〜3回程度である。捻り回数が少ないとフィラメント軸に対するめっき削れCの螺旋傾斜が小さく接着性改善の効果が得難く、逆に多すぎると捻り加工による鋼材の加工硬化を生じ、材料自体の耐疲労性低下を招き好ましくない。
【0040】
「捻り」を付与する方法は、最終伸線機と巻き取り装置の間に捻り付与装置を設けてフィラメントに「捻り」を入れる方法、また、一旦リールに巻き取った最終伸線後のフィラメントに「捻り」を入れながら巻き返すもの、また、撚り線時にフィラメントを引き出しながら「捻り」を入れ撚り合わせる方法をとってもよい。
【0041】
しかしながら、上記フィラメントに「捻り」を入れる場合、フィラメントを均一に塑性変形させ捻り加工することが難しく金属内に残留応力が発生するのを避けることができない。このため、コード撚り線後のフィラメントにも残留応力が残り、スチールコードに回転トルクが残った状態となってコードの形態安定性や取り扱い性を悪化させることになる。
【0042】
そこで本発明のスチールコード1では、その断面輪郭の略六角形状において、外層シース14の12本のフィラメント15の内、六角形状の角部を構成するフィラメント15aと角部以外を構成するフィラメント15bに型付け率の異なるフィラメントを配置している。すなわち、角部を構成するフィラメント15aの型付け率Haが65〜80%であり、角部以外を構成するフィラメント15bの型付け率Hbが90〜100%である。
【0043】
フィラメントの型付け加工は、例えば、チューブラー撚り線機に付属する型付け装置により、装置上に設けた略直線状の複数ピンの間にフィラメントを通して加工するものが挙げられ、その型付け率の調整は、ピンの径、間隔、本数、押し込み量、フィラメントの張力を選択し決定することができる。
【0044】
上記「捻り」が付与されることでフィラメントに発生する残留応力は、フィラメントに型付け加工を施すことで新たな螺旋状の塑性変形が与えられ「捻り」による残留応力の大半を除去することができる。さらに、最外層シースの略六角形状の角部フィラメント15aと角部以外のフィラメント15bとをそれぞれ異なる型付け率で型付けすることで、両者の相互作用により残余の残留応力を相殺し、スチールコードの形態安定性を確保することができ、また経時変化の発生を抑えることもできる。
【0045】
さらに、角部フィラメント15aと角部以外のフィラメント15bとをそれぞれ所定の型付け率で型付けすることによって、フィラメント15a,15bの相互作用によりコード1を拘束し断面形状を安定化させると共に互いのフィラメント動きを抑制し、ラッピングを有さないスチールコード1の形態安定性を確保することができる。
【0046】
これにより、ゴム被覆時のカレンダー工程でのコード乱れや被覆後のスチールコード反を裁断した際のシートの「そり」や「波打ち」の発生を抑えてシートの平坦性を保ち、タイヤ製造工程におけるコード材料の工程通過性を良好に維持すると共にコード乱れによる耐久性の低下を防ぐことができる。
【0047】
ここで、外層シース14の角部を構成するフィラメント15aの型付け率Haが65〜80%であると、図5(a)に示すように、コード1が長尺の状態にある時は内側のフィラメント11,13を応力F1で締め付けてコード1全体を拘束してコード断面形状を維持しカレンダー時の形態安定性を保つことができる。しかし、コード1が切断された時は切断端部においてフィラメント15aの締め付け応力F1が解放され端部からフィラメント15aが解け広がろうとする力が発生しコード1にばらけ(フレアー)を生じようとする。
【0048】
ここで、角部以外を構成するフィラメント15bの型付け率Hbが90〜100%であると、コードが長尺の状態では内側のフィラメント11,13を締め付ける力は比較的小さいが、隣接するフィラメント15aに対して応力F2(点線矢印)が作用しフィラメント15aが内側フィラメント11,13を押さえすぎるのを防ぎコード断面形状を良好にしている。また、コード1が切断された時は、図5(b)に示すように、フィラメント15bの応力F2はフィラメント15aのコード1から解け広がろうとする反発応力F3を両側から押さえる作用をし、コード1のフレアーや自転性(残留トーション)を抑えることができる。これによって、動こうとするフィラメント15aとそれを抑えようとするフィラメント15bとが相互にバランスを保って作用し、長尺コード時及び切断時のコード端部の形態を安定に保つことができ、取り扱い性を損なうことなく工程通過性を良好に維持することができるようになる。
【0049】
上記フィラメント15aの型付け率Haが65%未満であると、「捻り」によるフィラメントの残留応力を除去することができずコード1に回転トルクが残り、またコード切断時の反発力が大きくなりフレアー、残留トーションを発生しゴム被覆後シートの裁断時に「反り」、「波打ち」等が生じやすく、Haが80%を超えると内側フィラメント11,13に対する拘束力が不足しコード1の断面形状を保持することが困難となる。
【0050】
また、フィラメント15bの型付け率Hbが90%未満であるとコード切断時のフィラメント15aの反発力を抑えることができず、かつ自らもコード1から解れ広がろうとする力を生じてコードのフレアーを一層大きくする。Hbが100%を超えると応力F2が不足しフィラメント15aの内層フィラメントの押さえすぎを防ぐことができず、また一部のフィラメント15bがコード1から突出したり、コードが所々でルーズ状態になりやすくゴム被覆時のカレンダー工程でスチールコード1が溝付きロールから脱線したり、カレンダーロール上でコードが振動しコードの乱れが発生しやすくなる。
【0051】
ここで、外層シース14の角部のフィラメント15aの型付け率Haが角部以外のフィラメント15bの型付け率Hbよりも小さく設定することが必要がある。これは、本発明のコード断面輪郭が特有の六角形状を有するため、内層フィラメント13,13間の谷間に落ち込むようになるフィラメント15bの型付け率が小さいと、撚り線時にフィラメント15bがこの谷間両側の内側フィラメント13,13を圧迫しながら撚り合わされ、同時にフィラメント15aの内側への拘束力が不足し、コード断面形状の形崩れや内外層フィラメントの入れ替わりを発生し、均一な撚り状態を形成することができないという理由によるものである。
【0052】
なお、この形付け率Kは、K(%)=(Sd/D)×100に定義されるもので(D=コードの外接円径、Sd=コードをほぐしたフリー状態でのフィラメントの螺旋外径)、本実施形態のようにコード断面が略六角形である場合、図6に示すように、外層シース14の角部を構成するフィラメント15aの型付け率Haは、Ha(%)=(Sda/Da)×100、角部以外を構成するフィラメント15bの型付け率Hbは、Hb(%)=(Sdb/Db)×100で表される。
【0053】
バンチャー型撚り線機を用いてスチールコード1を製造する場合は、予め「捻り」を付与したフィラメントが不要であるという利点がある。但し、めっき削れのコード表面への出現が撚りピッチ長さによって決まり、1ピッチにつき1回の頻度でめっき削れがコード表面に現れその分散状態にも制限がある。
【0054】
しかし、バンチャー型撚り線機では、撚り線効率を高めることができるので、スチールコードの生産性の観点からは好ましく、また、最外層シースフィラメントに上記型付け率を適用することで、コードの形態安定性を確保できるのはもちろんのことである。
【0055】
(第2の実施形態)
図7は、第2の実施形態である空気入りラジアルタイヤ5の横半断面図である。図において、空気入りラジアルタイヤ5は、トレッド部51とサイドウォール部52とビード部53とからなり、1枚のスチールコードプライからなるカーカス6がタイヤ5の周方向に対して実質的に90°で配され、トレッド部51からサイドウォール部52を経てビード部53のビードコア54を巻き込むように折り返されてコード端部61が係止されている。トレッド部51にはカーカス6の外側にスチールコードからなる4層のベルトプライ7がタイヤ周方向に角度を持って配設されている。
【0056】
空気入りラジアルタイヤ5のカーカス6に適用されるスチールコードは、上記第1の実施形態において説明した図1に示す1×19構造のスチールコード1であり、コアフィラメント11は線径0.20mm、シースフィラメント13,15は全て線径が0.18mmであって、全てのフィラメントがS方向にピッチ18.0mmで撚り合わされた束撚りコードである。
【0057】
このスチールコード1の外層シース14に用いられるフィラメント15は、予めZ方向の「捻り」がフィラメント長さ18mmに対して1回の割合で付与されたもので、図4に示すようにめっき削れCが18mmピッチでフィラメント15周上の表面に現れ、図2に示すようにめっき削れCがコード1の外周上で分散され所々でコード表面に現れるようになっている。
【0058】
また、スチールコード1は、外層シース14の略六角形状の角部を構成するフィラメント15aの型付け率Haが75%であり、角部以外を構成するフィラメント15bの型付け率Hbが95%で型付けされているので、上記第1の実施形態で説明したようにコードの形態安定性が良好であり、その製造工程においてコード材料の工程通過性が良好に維持され、タイヤ生産性や品質を維持している。
【0059】
従って、空気入りラジアルタイヤ5は、タイヤ故障のイニシエーションとなるめっき削れがカーカスコード上のラジアル方向に分散されることで、接着不良部分が特定のカーカスコード外周に沿って連続的に出現することが避けられる。
【0060】
これにより、タイヤ転動中に繰り返し変形を受けやすいサイド部を始めとし、めっき削れ部分において接着破壊が発生したしても、コード長手方向、すなわちタイヤのラジアル方向への接着破壊の伝播、周方向への拡大を抑制し、めっき削れに起因するセパレーションや接着破壊部でのフィラメント切れからのコード破断を未然に防ぐことができる。
【0061】
また、カーカスコードの乱れによる特定コードへの応力集中を防ぎコード破断を防止し、かつフレッチングによるコード強力低下を低減し空気入りラジアルタイヤの耐久性を著しく向上することができる。
【0062】
(実施例)
次に本発明を実施例によって具体的に説明する。
【0063】
表1及び表2に記載する、断面形状が図1に示される1×19×0.18構造(コアフィラメント径は0.20mm)の各スチールコードを通常のチューブラー型撚り線機を用いて、S方向に、ピッチ18mmで撚り合わせて製造した。
【0064】
これらのスチールコードに使用した各フィラメントは、JIS規定のピアノ線材 SWRS82A相当の5.5mmロッドに熱処理、伸線加工を繰り返して、表面にブラスめっき(銅比率64%、めっき付着量4.5g/Kg)を施した後、通常の湿式伸線機を用いて伸線加工して線径0.20mmと0.18mmに仕上げたものである。
【0065】
各実施例(表1)及び比較例(表2)に記載の各スチールコードは、外層シースフィラメントに予め「捻り」加工を施したものと未加工のものを用い、また、外層シースの略六角形状の角部のフィラメント型付け率Ha及び角部以外のフィラメント型付け率Hbは、チューブラー撚り線機に付属する複数の型付けピンを備えた型付け装置によって表に示すそれぞれの値に型付け加工を施した。
【0066】
なお、「捻り」加工は、巻き返し装置を用い、リールに巻かれた最終伸線後フィラメントを巻き取りリールを回転させながら巻き返し、フィラメント長さ18mm当たり2回の割合でZ方向に付与した。また、リールに巻かれたフィラメントを小型のバンチャー機内にセットし、フィラメントを引き出しながらフィラメント長さ18mm当たり2回の割合でZ方向に「捻り」を付与し撚り線機に供給する方法もある。
【0067】
試作した各スチールコードについて、コード撚り状態、工程性及びカーカスプライにスチールコードを適用した試作タイヤの耐久性能について下記方法に従い評価し、その結果を表1、表2に示す。
【0068】
なお、試作タイヤは、タイヤサイズ11R22.5 14PR、カーカスプライのスチールコード打ち込み数は13本/25mmである。ベルト構成は各試作タイヤにおいて共通とし、カーカス層に隣接する1番〜3番ベルトが3×0.20+6×0.35構造のスチールコードを打ち込み数12本/25mm、4番ベルトは1×5×0.38構造のスチールコードを打ち込み数12本/25mmでタイヤ周方向に対して20°で2,3番ベルト層を交差させ配設した4枚ベルト構造を用いた。
【0069】
評価方法)
(1)コード撚り状態:目視により、撚りムラの発生(コード径及び撚りピッチの乱れ、フィラメントの突出や入れ替わり、ルーズ性)、コード断面形状の均一性を総合評価し、問題のないものを「○」、前記のいずれかに異常のあるものを「×」と評価した。
【0070】
(2)カレンダー加工時のコード乱れ:撚り線後30日経過した各スチールコードを通常のスチールコード用カレンダー装置を用いて、打ち込み密度13本/mmでシート幅1mにゴム被覆加工を行った時のコード配列の乱れ及びコード交差の発生の有無を評価した。
【0071】
(3)シート裁断工程性:上記(2)でゴム被覆加工した後3日経過したシートを、ギロチン式裁断機を用いてコード方向に対して90°、長さ1mに裁断したシートの平坦性を評価した。平坦性が良好でトラブルの全くなかったものを「良好」、シート端部に「反り」の発生があり一時的に工程が中断したが、裁断精度(角度、長さ)の低下や後工程に問題のなかったものを「△」、シート端部に大きな「反り」が発生し工程を中断するトラブルの発生、裁断精度の著しい低下のあったものを「×」と評価した。
【0072】
(4)タイヤ耐久性:室内ドラム試験機(ドラム径1.7m)を用いて下記条件で20万Kmの走行試験を行い、完走の成否と走行後のタイヤを解体し故障状態を観察し評価した。

【表2】
表1に示す通り、実施例はいずれも外層フィラメントに捻りを有し、かつ請求範囲内の型付け率にあることからコード材料の工程通過性に問題がなく、その結果タイヤ品質も良好となり、またいずれもドラム走行を20万Km完走し、解体調査でも異常が認められずタイヤ耐久性に優れていることが分かる。
【0075】
実施例に対して、比較例1は従来の外層フィラメントに「捻り」が付与されていないコードであり、工程性に問題はないが、20万Km完走後のタイヤにセパレーションの発生が確認され、耐久性は実施例のタイヤがより優れている。
【0076】
比較例2のコードは、型付け率Haが大きいためにコードの拘束性が不足しカレンダー加工時にコード断面が崩れ形状不安定となり、また比較例3のコードは、型付け率Hbが大きすぎてフィラメントが所々でコードから突出し、比較例7はHa,Hb共に大きくコードが所々でルーズ状となり、いずれもカレンダー時のロールからの脱線やコードの振動によるコード配列の乱れを発生し、ドラム試験中にコード乱れに起因するコード破断を発生し、20万Km走行が未完走であった。
【0077】
比較例4、5のコードは型付け率HaまたはHbのいずれかが小さすぎるために型付け率の両者のバランスが悪く、シート裁断時のフィラメント反発力を抑えることができず「反り」を発生し、工程性に問題がある。比較例6のコードは型付け率Ha,Hb共に小さすぎるため、内層フィラメントの締め付けが強くなりすぎコード断面形状が長手方向に不均一となり、またシート裁断時のコードフレアーが大きく、かつフィラメントに残留応力が残り、その経時変化に伴う残留トーションの悪化のために「反り」が大きく発生し、工程を維持することができないと判断しタイヤ製造を断念した。
【0078】
なお、上記実施形態では、1×19構造に基づいて本発明を説明したが、1×12構造、1×27構造、1×37構造等の束撚りスチールコードにおいても、本発明を実施することができるのはもちろんである。
【0079】
また、本発明のスチールコードは、空気入りラジアルタイヤのカーカス以外にも、ベルトやチェーファーとして、また工業用ベルト、ゴムクローラ等のゴム製品の補強材としてももちろん使用することができる。
【0080】
【発明の効果】
以上説明したように、本発明に従うスチールコードでは、めっき削れをコードの長手方向に分散させることで潜在的なゴムとの接着不良原因を解消し、しかもタイヤ製造における工程安定性を確保し、タイヤの生産性や品質を維持することができる。
【0081】
本発明の空気入りラジアルタイヤは、めっき削れに起因するセパレーションやコード破断などのタイヤ故障を大幅に低減した耐久性に優れるタイヤを提供することができ、ユーザーからの高い信頼性が得られるという優れた効果を有する。
【図面の簡単な説明】
【図1】 実施形態のスチールコード断面図である。
【図2】 実施形態のスチールコード側面図である。
【図3】 めっき削れを発生したフィラメント側面図である。
【図4】 実施形態のフィラメント側面図である。
【図5】 外層フィラメントの相互作用を説明するコード断面図である。
【図6】 型付け率を説明する説明図である。
【図7】 空気入りラジアルタイヤの半断面図である。
【図8】 従来例のスチールコード側面図である。
【符号の説明】
1……スチールコード
11……コアフィラメント
12……内層シース
13……内層シースフィラメント
14……外層シース
15……外層シースフィラメント
15a……角部のフィラメント
15b……角部以外のフィラメント
5……空気入りラジアルタイヤ
6……カーカス
f……フィラメント
C……めっき削れ
T……フィラメントの捻れ
Claims (5)
- 1〜3本のコアフィラメントからなるコアと、前記コアの周囲に配された複数のフィラメントからなる1層以上のシースからなり、
前記コア及びシースを構成する全てのフィラメントが同一方向に、ほぼ同一ピッチで撚られたコード断面輪郭が多角形状であるラッピングレスのスチールコードであって、
前記コアフィラメント及びシースフィラメントの線径が0.15〜0.30mmであり、コアフィラメント径はシースフィラメント径と等しいかそれよりも太く、
前記スチールコードの少なくとも最外層シースを構成するフィラメントが該フィラメント軸方向に捻りを有し、かつ、
前記スチールコード断面輪郭の多角形状における前記最外層シースの角部を構成するフィラメントの型付け率が65〜80%であり、前記角部以外を構成するフィラメントの型付け率が90〜100%である
ことを特徴とするスチールコード。 - 前記スチールコードがチューブラー型撚り線機を用いて撚り合わされ、
その最外層シースを構成するフィラメントが、撚り合わせ前に予めフィラメント軸方向の捻りが付与されている
ことを特徴とする請求項1に記載のスチールコード。 - 前記スチールコードがバンチャー型の撚り線機を用いて撚り合わされた
ことを特徴とする請求項1に記載のスチールコード。 - 請求項1〜3のいずれかに記載のスチールコードをタイヤの少なくとも一部の補強材として適用した
ことを特徴とする空気入りラジアルタイヤ。 - 前記スチールコードをカーカスに適用した
ことを特徴とする請求項4に記載の空気入りラジアルタイヤ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003074583A JP4053910B2 (ja) | 2003-03-18 | 2003-03-18 | スチールコード及び空気入りラジアルタイヤ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003074583A JP4053910B2 (ja) | 2003-03-18 | 2003-03-18 | スチールコード及び空気入りラジアルタイヤ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004277968A JP2004277968A (ja) | 2004-10-07 |
| JP4053910B2 true JP4053910B2 (ja) | 2008-02-27 |
Family
ID=33290170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003074583A Expired - Fee Related JP4053910B2 (ja) | 2003-03-18 | 2003-03-18 | スチールコード及び空気入りラジアルタイヤ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4053910B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009062642A (ja) * | 2007-09-06 | 2009-03-26 | Kanai Hiroaki | タイヤ補強用スチールコード |
| JP2009079312A (ja) * | 2007-09-26 | 2009-04-16 | Yokohama Rubber Co Ltd:The | 空気入りラジアルタイヤ |
| JP4993729B2 (ja) * | 2007-09-26 | 2012-08-08 | 東京製綱株式会社 | スチール・コード |
| JP5322262B2 (ja) * | 2008-03-28 | 2013-10-23 | 金井 宏彰 | スチールコードおよびこのスチールコードで構成されたスチールコード群 |
| EP3645785B1 (en) * | 2017-06-27 | 2024-06-19 | Bekaert Advanced Cords Aalter NV | A reinforcement strand for reinforcing a polymer article |
| US11685633B2 (en) | 2017-06-27 | 2023-06-27 | Bekaert Advanced Cords Aalter Nv | Belt reinforced with steel strands |
| CN116536818B (zh) * | 2023-05-23 | 2024-09-24 | 江苏兴达钢帘线股份有限公司 | 一种层状结构钢帘线的生产方法 |
-
2003
- 2003-03-18 JP JP2003074583A patent/JP4053910B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004277968A (ja) | 2004-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6829880B2 (en) | Tire comprising metal cord | |
| JP4053910B2 (ja) | スチールコード及び空気入りラジアルタイヤ | |
| AU765054B2 (en) | Method and device for manufacturing a metal cord for reinforcing elastomeric products, particularly tyres | |
| JPH1181168A (ja) | ゴム物品補強用スチ−ルコ−ド及び空気入りラジアルタイヤ | |
| JP3519716B2 (ja) | ゴム補強材用スチルコード及びその製造方法 | |
| JP2942885B2 (ja) | ゴム補強用スチールコードおよびラジアルタイヤ | |
| JP2008260409A (ja) | 大型車両用空気入りラジアルタイヤ | |
| JP3111379B2 (ja) | ゴム補強用スチールコードおよびラジアルタイヤ | |
| JP2008308809A (ja) | ゴム物品補強用スチールコードの製造方法 | |
| JP5495412B2 (ja) | ゴム物品補強用スチールコードおよびタイヤ | |
| JP2920477B2 (ja) | ゴム補強用スチールコード及びラジアルタイヤ | |
| JP4351114B2 (ja) | スチールコード及び空気入りラジアルタイヤ | |
| JP3805064B2 (ja) | ゴム物品補強用スチールコード、その製造方法及びそれを補強材とした空気入りラジアルタイヤ | |
| JP2008025040A (ja) | スチールコード及びその製造方法 | |
| JPH11335985A (ja) | スチールコードおよびラジアルタイヤ | |
| JP4597798B2 (ja) | 空気入りラジアルタイヤ | |
| JP2009208725A (ja) | 空気入りラジアルタイヤ | |
| JPH061108A (ja) | 空気入りラジアルタイヤ | |
| JP2007314010A (ja) | 空気入りラジアルタイヤ | |
| JP4279579B2 (ja) | 空気入りラジアルタイヤ | |
| JP2006283249A (ja) | スチールコードの製造方法とスチールコード及び空気入りラジアルタイヤ | |
| JP3248631B2 (ja) | 金属コードの製造方法及びその装置 | |
| JP2000256976A (ja) | タイヤ補強用スチ−ルコ−ド | |
| JPH0624209A (ja) | 空気入りラジアルタイヤ | |
| JPH07109686A (ja) | スチールコードおよび空気入りラジアルタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101214 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131214 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |