JP3994357B2 - 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 - Google Patents
凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 Download PDFInfo
- Publication number
- JP3994357B2 JP3994357B2 JP6044998A JP6044998A JP3994357B2 JP 3994357 B2 JP3994357 B2 JP 3994357B2 JP 6044998 A JP6044998 A JP 6044998A JP 6044998 A JP6044998 A JP 6044998A JP 3994357 B2 JP3994357 B2 JP 3994357B2
- Authority
- JP
- Japan
- Prior art keywords
- coating liquid
- coating
- liquid discharge
- liquid storage
- discharge port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Coating Apparatus (AREA)
- Formation Of Various Coating Films On Cathode Ray Tubes And Lamps (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
【発明の属する技術分野】
本発明は、基材上に凹凸状の特定のパターンが形成されたもの、特に一定形状の隔壁を等ピッチで配置したプラズマディスプレイパネルや、ストライプ形ブラックマトリックス式のカラー受像管のパネル内面等における一定パターンの塗布に適用できる、凹凸基材への塗液の塗布装置および塗布方法、並びにこれらの装置および方法を使用したプラズマディスプレイの製造装置および製造方法の改良に関する。
【0002】
【従来の技術】
近年、ディスプレイはその方式において次第に多様化してきている。現在注目されているものの一つが、従来のブラウン管よりも大型で薄型軽量化が可能なプラズマディスプレイである。これは、一定ピッチで一方向に延びる隔壁によりストライプ状の凹凸部をガラス基板上に形成し、該凹凸部の凹部に赤(R)、緑(G)、青(B)の蛍光体を充填し、任意の部位を紫外線により発光させ、所定のカラーパターンを達成するものである。
【0003】
蛍光体がストライプ状に構成されているという構造は、ストライプ形ブラックマトリックス式のカラー受像管のパネルも有している。
【0004】
このような構造のものを高い生産性と高品質で製造するには、蛍光体を一定のパターン状に、塗り分ける技術が重要となる。
【0005】
通常は、隔壁パターンを形成後、特開平5−144375号公報に示されるように一色の蛍光体を全面スクリーン印刷し、必要な部分のみフォトリソグラフィー法で残すようにして、高精度のパターンが得られるようにしている。しかし、この方法では、R、G、Bの各蛍光体パターンを形成するために、各色の塗布、露光、現像、乾燥等の工程を3回繰り返す必要があり、コストがかかる上、生産性に著しく劣るという欠点を持つ。
【0006】
また、特開昭52−134368号公報、特開昭54−13250号公報、特開昭54−13251号公報等には、ストライプ形ブラックマトリックス式のカラー受像管のパネル内面の、凸状となっているブラックマトリックス間の凹部に所定の蛍光体を塗布する方法として、蛇行防止等の制御装置を有する改良されたノズル装置を用いることが示されている。しかし、一本のノズルを用いているために、表面の複数の凹凸部に対して同時に塗布する方法には適用できず、一本のノズルによる塗布のために時間がかかるという問題がある。
【0007】
単にガラス基板上にストライプ状の着色パターンを形成する他の方法としては、ノズルを用いる特開平5−11105号公報や特開平5−142407公報等に記載されている方法があるが、表面が平坦な基板を対象に先端が平坦なノズルで3色同時に塗布するものであるため、表面に凹凸が形成されているものに対してはこの技術をそのまま用いることはできない。
【0008】
また、ノズルを用いて平坦な基板上にストライプ状に隔壁を形成する技術が特開平9−92134号公報に開示されているが、基板上に既に凹凸部が形成されており、その凹凸部の凹部に沿うように塗液を精度良く塗布していく工程には採用し難い。
【0009】
複数種の塗液を実質的に同時に塗布するために、各塗液用のノズルを塗布方向に複数台配列する方法も考えられるが、このようにすると、塗液の塗布装置と塗液が塗布される基材とは塗布方向に相対的に移動されるため、所定の塗布領域に正確に各塗液を塗布していくためには、塗液の種類に応じて、配列された各ノズルのずれ分だけ塗布開始、終了のタイミングをずらす必要があり、制御が複雑になる。
【0010】
【発明が解決しようとする課題】
そこで本発明の課題は、塗布タイミングの制御等を必要とせず、複数種の塗液を容易にかつ正確に同時に塗布できるようにし、塗布のためのタクトタイムを短縮して、生産性の大幅な向上をはかることができる、凹凸基材への塗液の塗布装置および塗布方法、並びにこれらの装置および方法を使用したプラズマディスプレイの製造装置および製造方法を提供することにある。
【0011】
【課題を解決するための手段】
上記課題を解決するために、本発明の凹凸基材への塗液の塗布装置は、表面にストライプ状に凹凸部が形成されている凹凸基材の凹部に塗液を吐出する塗液吐出装置を備え、凹凸基材と塗液吐出装置を3次元的に相対移動させて凹凸基材に塗液を塗布する装置であって、塗液吐出装置は、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを有し、かつ、全ての塗液吐出口が直線状に配列されており、該全ての塗液吐出口において同時に塗液を吐出可能に構成されていることを特徴とするものからなる。
【0012】
この塗液の塗布装置においては、一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に(たとえば一直線に)配列されていることが好ましい。
【0013】
また、塗液吐出装置(ノズル)の各塗液貯蔵部、各塗液吐出口および各パス部は、ノズルを構成する一体的なブロック体の内部に形成することができる。あるいは、塗液吐出装置の各塗液貯蔵部、各塗液吐出口および各パス部を、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴と、いずれかの塗液吐出口を形成する板の厚み方向に貫通したスリットと、いずれかの塗液貯蔵部に対応する穴とそれに対応する塗液吐出口を形成するスリット間を連通する前記パス部に対応する板の厚み方向に貫通したスリットとを有する板体と、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴は有するが、いずれのスリットも有しない仕切板とを、所定の順に重ねることにより形成することもできる。後者の場合、板体と仕切板の厚さは互いに異なっていてもよい。
【0014】
この板体と仕切板との交互配置による塗液吐出装置は、凹凸基材への塗液の塗布装置に限らず、各種の塗液吐出装置として利用可能である。
【0015】
すなわち、本発明に係る塗液吐出装置は、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを有する塗液吐出装置であって、各塗液貯蔵部、各塗液吐出口および各パス部が、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴と、いずれかの塗液吐出口を形成する板の厚み方向に貫通したスリットと、いずれかの塗液貯蔵部に対応する穴とそれに対応する塗液吐出口を形成するスリット間を連通する前記パス部に対応する板の厚み方向に貫通したスリットとを有する板体と、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴は有するが、いずれのスリットも有しない仕切板とを、所定の順に重ねることにより形成されており、かつ、全ての塗液吐出口が直線状に配列されており、該全ての塗液吐出口において同時に塗液を吐出可能に構成されていることを特徴とするものからなる。
【0016】
この塗液吐出装置においても、一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に配列されていることが好ましい。また、板体と仕切板の厚さは互いに異なっていてもよい。
【0017】
本発明に係る凹凸基材への塗液の塗布方法は、表面にストライプ状に凹凸部が形成されている凹凸基材と塗液吐出装置を3次元的に相対移動させつつ、塗液吐出装置から凹凸基材の凹部に塗液を吐出して塗布する方法であって、塗液吐出装置に、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを設けるとともに、全ての塗液吐出口を直線状に配列し、各塗液貯蔵部からの塗液を、各々対応する塗液吐出口から、全ての塗液吐出口において同時に吐出して塗布することを特徴とする方法からなる。
【0018】
この方法においては、一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に配列されており、直線状に配列された塗液吐出口から各塗液を同時に吐出することが好ましい。
【0019】
そして、本発明に係るプラズマディスプレイの製造装置は、塗液が赤色、緑色、青色のいずれかの色に発光する蛍光体粉末を含むペーストであって、前述のような塗液の塗布装置を用いたことを特徴とするものからなる。
【0020】
また、本発明に係るプラズマディスプレイの製造方法は、塗液が赤色、緑色、青色のいずれかの色に発光する蛍光体粉末を含むペーストであって、上述のような塗液の塗布方法を用いることを特徴とする方法からなる。
【0021】
上記本発明に係る塗液の塗布装置および方法においては、1台の塗液吐出装置に、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部に対応する塗液吐出口が設けられ、供給された複数種の塗液が、対応する塗液吐出口から同時に吐出されるので、たとえば3色の互いに異なる塗液が、凹凸基材の対応する各凹部に同時に効率よく塗布され、塗布時間が大幅に短縮される。これら塗液吐出口を一直線状に配列しておくことにより、各吐出口からの塗液の吐出は、塗布方向において同時に開始され、同時に終了できるから、各吐出口間で吐出のタイミングを制御する必要がなくなり、所定の被塗布領域に対して確実にかつ正確に所望の塗液が塗布される。
【0022】
このような装置および方法を用いてプラズマディスプレイを製造することにより、凹凸基材の凹部への塗液の塗布を、より短時間で効率よく行うことができ、かつ、優れた品質のプラズマディスプレイを安定して生産でき、タクトタイムの短縮を実現して、製造コストの低減に寄与できる。
【0023】
【発明の実施の形態】
以下、本発明の望ましい実施形態を、図面を参照して説明する。
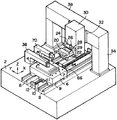
図1は本発明の一実施態様に係る塗布装置の全体構成を示す斜視図、図2は図1のテーブル6とノズル20回りの模式図、図3は図1のノズル20を下側からみた拡大平面図、図4はノズル20の側面図、図5はノズル20の各部断面形状を、それぞれ示している。ただし、図2においては、説明の容易化のため、1種の塗液の供給、吐出の態様で示してあるが、実際には、図3および図4で示されるノズル20を用いて、複数種(3色)の塗液の供給、吐出が行われる。
【0024】
図1は、本発明に係るプラズマディスプレイパネルの製造に適用される塗布装置の一例を示している。この塗布装置は基台2を備えている。基台2上には、一対のガイド溝レール8が設けられており、このガイド溝レール8上にはテーブル6が配置されている。このテーブル6の上面には、表面に凹凸が一定ピッチで一方向にストライプ状に形成された基材4が、真空吸引によってテーブル面に固定可能となるように、複数の吸着孔7が設けられている。また、基材4は図示しないリフトピンによってテーブル6上を昇降する。さらにテーブル6はスライド脚9を介してガイド溝レール8上をX軸方向に往復動自在となっている。
【0025】
一対のガイド溝レール8間には、図2に示す送りねじ機構を構成するフィードスクリュー10が、テーブル6の下面に固定されたナット状のコネクタ11を貫通して延びている。フィードスクリュー10の両端部は軸受12に回転自在に支持され、さらに片方の一端にはACサーボモータ16が連結されている。
【0026】
図1に示すように、テーブル6の上方には、塗液吐出装置であるノズル20がホルダー22を介して昇降機構30、幅方向移動機構36に連結している。昇降機構30は昇降可能な昇降ブラケット28を備えており、昇降機構30のケーシング内部で一対のガイドロッドに昇降自在に取り付けられている。また、このケーシング内にはガイドロッド間に位置してボールねじからなるフィードスクリュー(図示しない)もまた回転自在に配置されており、ナット型のコネクタを介して昇降ブラケット28と連結されている。さらにフィードスクリューの上端には図示しないACサーボモータが接続されており、このACサーボモータの回転によって昇降ブラケット28を任意に昇降動作させることができるようになっている。
【0027】
さらに、昇降機構30はY軸移動ブラケット32(アクチュエータ)を介して幅方向移動機構36に接続されている。幅方向移動機構36はY軸移動ブラケット32をノズル20の幅方向、すなわちY軸方向に往復自在に移動させるものである。動作のために必要なガイドロッド、フィードスクリュー、ナット型コネクター、ACサーボモータ等は、ケーシング内に昇降機構30と同じように配置されている。幅方向移動機構36は支柱34により基台2上に固定されている。
【0028】
これらの構成によって、ノズル20はZ軸とY軸方向に自在に移動させることができる。
【0029】
ノズル20は、テーブル6の往復動方向と直交する方向、つまりY軸方向に水平に延びているが、これを直接保持するコの字形のホルダー22は昇降ブラケット28内にて回転自在に支持されており、垂直面内で自在に図中の矢印方向に回転することができる。
【0030】
このホルダ22の上方には水平バー24も昇降ブラケット28に固定されている。この水平バー24の両端部には、電磁作動型のリニアアクチュエータ26が取り付けられている。このリニアアクチュエータ26は水平バー24の下面から突出する伸縮ロッドを有しており、これら伸縮ロッドがホルダ22の両端部に接触することによってホルダ22の回転角度を規制することができ、結果としてノズル20の傾き度を任意に設定することができる。
【0031】
さらに図1を参照すると、基台2の上面には逆L字形のセンサ支柱38が固定されており、その先端にはテーブル6上の基材4の凸部頂上の位置(高さ)を測定する高さセンサ40が取り付けられている。また、高さセンサ40の隣には、基材4の隔壁間の凹部の位置を検知するカメラ72が支柱70に取り付けられている。図2に示すように、カメラ72は画像処理装置74に電気的に接続されており、隔壁間の凹部位置の変化を定量的に求めることができる。
【0032】
さらに、テーブル6の一端には、センサーブラケット64を介して、ノズル20の開口部のある下端面(開口部面)のテーブル6に対する垂直方向の位置を検出するセンサー66が取り付けられている。
【0033】
図2に示すように、ノズル20はそのマニホールド41内に塗液42が充填されており、開口部である吐出孔44が開口部先端面45上で長手方向に一直線状にならんでいる(図3参照)。そしてこの吐出孔44より塗液42が吐出される。ノズル40には供給ホース46が接続されており、さらに吐出用電磁切換え弁48、供給ユニット50、吸引ホース52、吸引用電磁切換え弁54、塗液タンク56へと連なっている。塗液タンク56には塗液42が蓄えられている。塗液42は、赤色、緑色、青色のいずれかの色に発光する蛍光体粉末を含むペーストからなる。
【0034】
供給ユニット50の具体例としては、ピストン、ダイヤフラム型等の定容量ポンプ、チュービングポンプ、ギアポンプ、モータポンプ、さらには液体を気体の圧力で押し出す圧送コントローラ等がある。供給装置コントローラ58からの制御信号をうけて、供給ユニット50や、各々の電磁切換え弁の動作を行なわせ、塗液タンク56から塗液42を吸引して、ノズル20に塗液42を供給することができる。塗液タンク56から定容量ポンプへの塗液42の吸引動作を安定化させるために、塗液タンク56に空気、窒素等の気体で圧力を付加してもよい。圧力の大きさは0.01〜1MPa、特に0.02〜0.5MPaが好ましい。
【0035】
供給装置コントローラはさらに、全体コントローラ60に電気的に接続されている。この全体コントローラ60には、モータコントローラ62、高さセンサー40の電気入力等、カメラ72の画像処理装置74からの情報等、すべての制御情報が電気的に接続されており、全体のシーケンス制御を司れるようになっている。全体コントローラ60は、コンピュータでも、シーケンサでも、制御機能を持つものならばどのようなものでもよい。
【0036】
またモータコントローラ62には、テーブル6を駆動するACサーボモータ16や、昇降機構30と幅方向移動機構36のそれぞれのアクチュエータ76、78(たとえば、ACサーボモータ)、さらにはテーブル6の移動位置を検出する位置センサ68からの信号、ノズル20の作動位置を検出するY、Z軸の各々のリニアセンサ(図示しない)からの信号などが入力される。なお、位置センサ68を使用する代わりに、ACサーボモータ16にエンコーダを組み込み、このエンコーダから出力されるパルス信号に基づき、テーブル6の位置を検出することも可能である。
【0037】
次に、図3ないし図5に示すノズルの説明に入る前に、まず、この塗布装置を使った塗布方法について説明しておく。
まず塗布装置における各作動部の原点復帰が行われるとテーブル6、ノズル20は各々X軸、Y軸、Z軸の準備位置に移動する。この時、塗液タンク56〜ノズル20まで塗液はすでに充満されており、吐出用電磁切換え弁48は開、吸引用電磁切換え弁54は閉の状態にする。そして、テーブル6の表面には図示しないリフトピンが上昇し、図示しないローダから隔壁が一定ピッチのストライプ状に形成されている基材4がリフトピン上部に載置される。
【0038】
次にリフトピンを下降させて基材4をテーブル6の上面に載置し、図示しないアライメント装置によってテーブル6上の位置決めが行われた後に基材2を吸着する。
【0039】
次にテーブル6はカメラ72と、高さセンサー40の真下に基材4の隔壁(凸部頂上)がくるまで移動し、停止する。カメラ72はテーブル6上に位置決めされた基材4上の隔壁端部を写し出すようにあらかじめ位置調整されており、画像処理によって一番端の凹部の位置を検出し、カメラ基準点からの位置変化量laを求める。一方、カメラ72の基準点と、所定のY軸座標位置Yaにある時のホルダ22に固定されたノズル20の最端部に位置する吐出孔44間の長さlbは、事前の調整時に測定し、情報として全体コントローラ60に入力しているので、画像処理装置74からカメラ基準点からの隔壁凹部の位置変化量laが電送されると、ノズル20の最端部に位置する吐出孔44が隔壁端部の凹部の真上となるY軸座標値Ycを計算し(例えば、Yc=Ya+lb−la)、ノズル20をその位置に移動させる。なお、カメラ72は、ノズル20やホルダ22に取り付けても同じ機能が得られる。
【0040】
この間に高さセンサ40は基材4の隔壁頂上部の垂直方向の位置を検知し、テーブル6上面との位置の差から基材4の隔壁頂上部の高さを算出する。この高さに、あらかじめ与えておいたノズル20開口部〜基材4の隔壁頂上部間の間隙値を加算して、ノズル20のZ軸リニアセンサー上での下降すべき値を演算し、その位置にノズルを移動する。これによって、テーブル6上での隔壁頂上部位置が基材ごとに変化しても、塗布に重要なノズル20開口部〜基材上の隔壁頂上部間の間隙を常に一定に保てるようになる。
【0041】
次にテーブル6をノズル20の方へ向けて動作を開始させ、ノズル20の開口部の真下に基材4の塗布開始位置が到達する前に所定の塗布速度まで増速させておく。テーブル6の動作開始位置と塗布開始位置までの距離は塗布速度まで増速できるよう十分確保できていなければならない。
【0042】
さらに基材4の塗布開始位置がノズル20の開口部の真下に至るまでの所に、テーブル6の位置を検知する位置センサー68を配置しておき、テーブル6がこの位置に達したら、供給ユニット50の動作を開始して塗液42のノズル20への供給を開始する。ノズル20開口部より吐出される塗液42が基材4に達するには、基材〜ノズル開口部間の間隙だけ時間遅れが生じる。そのため、事前に塗液42をノズル20に供給することによって、基材4の塗布開始位置がノズル20開口部の丁度真下に来たところでノズル20から吐出された所定量の塗液42が基板4に到達するので、ほとんど厚みむらゼロの状態で塗布を開始することができる。塗液42の供給を開始する位置は位置センサー68の設置場所を変えて調整することができる。この位置センサー68の代わりに、モータあるいはフィードスクリューにエンコーダを接続したり、テーブルにリニアセンサーを付けたりすると、エンコーダやリニアセンサーの値で検知しても同様なことが可能となる。
【0043】
塗布は、基材4の塗布終了位置がノズル20の開口部の真下付近に来るまで行われる。すなわち、基材4はいつもテーブル6上の定められた位置に置かれているから、基材4の塗布終了位置がノズル20の開口部の(a)たとえば真下にくる5mm前や、(b)丁度真下になる位置に相当するテーブル6の位置に、位置センサーやそのエンコーダ値をあらかじめ設定しておき、テーブル6が(a)に対応する位置にきたら、全体コントローラ60から供給装置コントローラ58に停止指令を出して塗液42のノズル20への供給を停止して、(b)の位置までスキージ塗工し、次いでテーブル6が(b)に対応する位置にきたら、ノズル20を上昇させて完全に塗液42をたちきる。塗液42が比較的高粘度の液体である場合には、単に塗液の供給を停止しただけでは、残圧によるノズル20開口部からの塗液吐出までも瞬時に停止することは難しい。そのために、塗液の供給を停止するとと同時にノズル20内のマニホールド41圧力を大気圧にすると、短時間で開口部からの塗液の吐出停止が可能となるので、供給ユニットにこのような機能をもたせるか、あるいは、供給ユニットの吐出電磁切換え弁48〜ノズル20の間に大気開放バルブを設けるのが望ましい。
【0044】
さて、塗布終了位置を通過しても、テーブル6は動作を続け、終点位置にきたら停止する。このとき塗布すべき部分がまだ残っている場合には、次の塗布すべき開始位置までノズルをY軸方向に塗布幅分(ノズルピッチ×穴数)移動して、以下テーブル6を反対方向に移動させることを除いては同じ手順で塗布を行う。1回目と同一のテーブル6の移動方向で塗布を行なうのなら、ノズル20は次の塗布すべき開始位置までY軸方向に移動、テーブル6はX軸準備位置まで復帰させる。
【0045】
そして塗布工程が完了したら、基材4をアンローダで移載する場所までテーブル6を移動して停止させ、基材4の吸着を解除するとともに大気開放した後に、リフトピンを上昇させて基材4をテーブル6の面から引き離し、持ち上げる。
【0046】
このとき図示されないアンローダによって基材4の下面が保持され、次の工程に基材4を搬送する。基材4をアンローダに受け渡したら、テーブル6はリフトピンを下降させ原点位置に復帰する。
【0047】
このとき、吐出用電磁切換え弁48を閉、吸引用電磁切換え弁54を開状態にして供給ユニット50を動作させ、塗液タンク56から1枚の基材の塗布に必要な量だけ塗液を供給する。
【0048】
上記のような塗液の塗布に、本発明においては、たとえば、図3ないし図5に示す塗液吐出装置(ノズル)20が用いられる。図3および図4において、ノズル20の内部には、ノズル20の幅方向Yに長く延びる、互いに独立した3つの塗液貯蔵部としてのマニホールド101、102、103が形成されており、各マニホールド101、102、103には、それぞれ、塗液供給口111、112、113が連通して各塗液供給口を通して塗液が供給される。塗液としては、たとえば、3色の塗液が、各々、対応する塗液供給口111、112、113(対応するマニホールド101、102、103)へと供給される。ノズル20の下面には、前述のように塗液吐出口44が設けられているが、この塗液吐出口44は、マニホールド101へと連通する塗液吐出口121、マニホールド102へと連通する塗液吐出口122、マニホールド103へと連通する塗液吐出口123の、互いに独立した吐出口からなる。塗液吐出口121、122、123は、ノズル20の幅方向Yに一直線上に等ピッチで配列されており、所定の順番に、3つおきの周期で繰り返し配列されている。図3には、2組の配列の例を示してあるが、さらに多数組配列してもよい。図5に、図3におけるA、B、Cの各断面を示すように、各マニホールド101、102、103と、対応する塗液吐出口121、122、123とは、それぞれ、互いに独立したパス部131、132、133を介して連通されている。なお、各塗液吐出口121、122、123の大きさはφ50〜500μm程度が好ましく、配置ピッチは100〜2000μm程度が望ましい。
【0049】
この構成によって、マニホールド101、102、103に供給された各塗液を、ノズル20の幅方向Yに一定の順番に等ピッチで吐出することができ、塗布方向Xには、各塗液吐出口121、122、123から同時に塗液を吐出することができる。
【0050】
また、塗液吐出口121、122、123の配置ピッチを凹凸基材4の凹部の配置ピッチに合わせておくことにより、このノズル構造によって3種類の塗液を同時に凹部に塗布することができ、塗布を短時間で効率的に行うことができる。しかも、各塗液吐出口121、122、123は同じノズル20に直線状に配列され、該配列方向は塗布方向に対し直角の方向であるから、各塗液吐出口121、122、123から、基材4の所定の塗布領域に対して、正確に同時に塗液の塗布の開始および終了を行うことができ、各塗液吐出口の吐出タイミングを制御する必要がない。従って、凹凸基材4への所望の塗布が、容易に、かつ、正確に、しかも短時間で効率よく行われることになる。
【0051】
図6ないし図9は、本発明の別の実施態様にかかるノズル200を示している。図6ないし図8に示すように、このノズル200は、両側板250、251で板体201、202、203、204を多数挟み込んだものである。ノズル200の内部には、ノズル200の幅方向Yに長く延びる、互いに独立した3つの塗液貯蔵部としてのマニホールド211、212、213が形成されており、各マニホールド211、212、213には、それぞれ、適切な位置に設けられた塗液供給口221、222、223が連通して各塗液供給口を通して塗液が供給される。塗液としては、たとえば、3色の塗液が、各々、対応する塗液供給口(対応するマニホールド)へと供給される。ノズル200の下面には、互いに独立した塗液吐出口231、232、233が設けられており、塗液吐出口231はマニホールド211へと連通し、塗液吐出口232はマニホールド212へと連通し、塗液吐出口233はマニホールド213へと連通している。これら塗液吐出口231、232、233は、ノズル200の幅方向Yに一直線上に等ピッチで配列されており、所定の順番に、3つおきの周期で繰り返し配列されている。
【0052】
重ねられる板体は、図9に示すように、(1)ノズル200の断面形状と同じ形状を有し、マニホールド211形成用穴211a、マニホールド212形成用穴212a、マニホールド213形成用穴213aは設けられているが、穴211aと吐出口231形成用スリット231aとのみがパス部としてのスリット241を介して連通されている板体201と、(2)ノズル200の断面形状と同じ形状を有し、マニホールド211形成用穴211a、マニホールド212形成用穴212a、マニホールド213形成用穴213aは設けられているが、穴212aと吐出口232形成用スリット232aとのみがパス部としてのスリット242を介して連通されている板体202と、(3)ノズル200の断面形状と同じ形状を有し、マニホールド211形成用穴211a、マニホールド212形成用穴212a、マニホールド213形成用穴213aは設けられているが、穴213aと吐出口233形成用スリット233aとのみがパス部としてのスリット243を介して連通されている板体203と、(4)ノズル200の断面形状と同じ形状を有し、全てのマニホールド形成用穴211a、212a、213aは設けられているが、各スリットが設けられていない仕切板204とからなる。そして、これら各板体が、図6、図8に示すように、たとえば、板体201、仕切板204、板体202、仕切板204、板体203、仕切板204の順に配置され、この配置が繰り返されることにより、各マニホールド211、212、213が形成されるとともに、前述の如く、各塗液吐出口231、232、233が、互いに独立した状態で、ノズル200の幅方向Yに一直線上に配列され、所定の順番に、3つおきの周期で繰り返し配列される。
【0053】
各板体の厚さは、本実施態様では、板体201、202、203は同じで、仕切板204が他のものと異なっているが、各々の厚さは開口部の大きさと開口部となる切りかき部の設定ピッチによって定められる。スリット231a、232a、233aによって形成される開口部(塗液吐出口)の配置ピッチは通常一定値になるように設定されるが、これは上記厚み構成によって、各板体を所定の順に重ねるだけで容易に達成される。また、各スリット部が開口部になるのであるから、開口部の形状は長方形となる。
【0054】
上記構造によっても、各マニホールドに供給された塗液はそれぞれに対応する塗液吐出口からノズル幅方向Yには一定ピッチで定まった順番で吐出される。一方塗布方向Xには同時に吐出されるので、たとえば3種類の塗液を同時に凹凸基板の一定ピッチの凹部に効率よく短時間で塗布することができる。
【0055】
また、前記実施態様では基材はX軸方向に移動し、ノズルがY軸、Z軸方向に移動する場合での適用例について記述したが、ノズルと基材4が相対的に3次元的に移動できる構造、形式のものであるのなら、テーブル、ノズルの移動形式はいかなるものでもよい。
【0056】
また、前述の実施態様では、塗布はテーブルの移動、凹凸のピッチ方向への移動は、ノズルの移動によって行う例を示したが、塗布をノズルの移動、凹凸のピッチ方向への移動をテーブルの移動で行ってもよい。
【0057】
さらに、本発明における基材としては、ガラス板の他、鉄板、アルミ板等、枚葉状のものならどのようなものでもよい。とくに、プラズマディスプレイ用基材に赤、青、緑等の3色の蛍光体を同時に塗布する場合に好適である。
【0058】
【発明の効果】
以上詳述したように、本発明の凹凸基材への塗液の塗布装置および方法によれば、複数種の塗液を一列に配列された塗液吐出口から実質的に同時に効率よく塗布できるようになったので、タクトタイムを短くして生産性を向上させることができる。
【0059】
また、異なる塗液を同じタイミングで吐出動作を制御できるので、複雑な制御装置が不要であり、容易に塗布厚さが均一で品質の高い被塗布物が得られ、歩留まりも向上するので一層生産性を向上させることができる。
【0060】
本発明のプラズマディスプレイの製造装置および方法によれば、上記凹凸基材への塗液の塗布装置および方法を使用しているので、品質の高いプラズマディスプレイパネルを、高い生産性で安価に製造することが可能となる。
【図面の簡単な説明】
【図1】本発明の一実施態様に係る塗液の塗布装置の全体構成を説明するための斜視図である。
【図2】図1の装置のテーブルとノズル周りの構成を示す模式図である。
【図3】図1の装置におけるノズルの拡大底面図である。
【図4】図3のノズルの側面図である。
【図5】図3のノズルのA−A線、B−B線、C−C線に沿う縦断面図である。
【図6】本発明の別の実施態様に係る塗液吐出装置(ノズル)の正面図である。
【図7】図6のノズルの側面図である。
【図8】図6のノズルの底面図である。
【図9】図6のノズルを構成する各板体の正面図である。
【符号の説明】
2 基台
4 基材
6 テーブル
8 ガイド溝レール
10 フィードスクリュー
16 ACサーボモータ
20 ノズル
26 リニアアクチュエータ
30 昇降機構
36 幅方向移動機構
40 高さセンサー
42 塗液
44 開口部(吐出孔)
45 開口部面
50 供給ユニット
56 塗液タンク
58 供給装置コントローラ
60 全体コントローラ
66 センサー
72 カメラ
101、102、103、211、212、213 塗液貯蔵部としてのマニホールド
111、112、113、221、222、223 塗液供給口
121、122、123、231、232、233 塗液吐出口
131、132、133 パス部
200 ノズル
201、202、203 板体
204 仕切板
211a、212a、213a マニホールドを形成する穴
231a、232a、233a 塗液吐出口を形成するスリット
241、242、243 パス部を形成するスリット
250、251 側板
Claims (11)
- 表面にストライプ状に凹凸部が形成されている凹凸基材の凹部に塗液を吐出する塗液吐出装置を備え、凹凸基材と塗液吐出装置を3次元的に相対移動させて凹凸基材に塗液を塗布する装置であって、塗液吐出装置は、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを有し、かつ、全ての塗液吐出口が直線状に配列されており、該全ての塗液吐出口において同時に塗液を吐出可能に構成されていることを特徴とする、凹凸基材への塗液の塗布装置。
- 一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に配列されている、請求項1に記載の凹凸基材への塗液の塗布装置。
- 前記塗液吐出装置の各塗液貯蔵部、各塗液吐出口および各パス部が、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴と、いずれかの塗液吐出口を形成する板の厚み方向に貫通したスリットと、いずれかの塗液貯蔵部に対応する穴とそれに対応する塗液吐出口を形成するスリット間を連通する前記パス部に対応する板の厚み方向に貫通したスリットとを有する板体と、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴は有するが、いずれのスリットも有しない仕切板とを、所定の順に重ねることにより形成されている、請求項1または2に記載の凹凸基材への塗液の塗布装置。
- 前記板体と仕切板の厚さが互いに異なっている、請求項3に記載の凹凸基材への塗液の塗布装置。
- 互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを有する塗液吐出装置であって、各塗液貯蔵部、各塗液吐出口および各パス部が、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴と、いずれかの塗液吐出口を形成する板の厚み方向に貫通したスリットと、いずれかの塗液貯蔵部に対応する穴とそれに対応する塗液吐出口を形成するスリット間を連通する前記パス部に対応する板の厚み方向に貫通したスリットとを有する板体と、全ての塗液貯蔵部に対応する板の厚み方向に貫通した穴は有するが、いずれのスリットも有しない仕切板とを、所定の順に重ねることにより形成されており、かつ、全ての塗液吐出口が直線状に配列されており、該全ての塗液吐出口において同時に塗液を吐出可能に構成されていることを特徴とする、塗液吐出装置。
- 一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に配列されている、請求項5に記載の塗液吐出装置。
- 前記板体と仕切板の厚さが互いに異なっている、請求項5または6に記載の塗液吐出装置。
- 表面にストライプ状に凹凸部が形成されている凹凸基材と塗液吐出装置を3次元的に相対移動させつつ、塗液吐出装置から凹凸基材の凹部に塗液を吐出して塗布する方法であって、塗液吐出装置に、互いに独立した複数の塗液貯蔵部と、各塗液貯蔵部にそれぞれ塗液を供給する塗液供給口と、各塗液貯蔵部からの各塗液を吐出する開口部である塗液吐出口と、各塗液貯蔵部とそれに対応する塗液吐出口とを連通するパス部とを設けるとともに、全ての塗液吐出口を直線状に配列し、各塗液貯蔵部からの塗液を、各々対応する塗液吐出口から、全ての塗液吐出口において同時に吐出して塗布することを特徴とする、凹凸基材への塗液の塗布方法。
- 一つの塗液貯蔵部に対して複数の塗液吐出口が設けられ、かつ、各塗液貯蔵部に対応する塗液吐出口が、一定の順番で周期的に直線状に配列されており、直線状に配列された塗液吐出口から各塗液を同時に吐出する、請求項8に記載の凹凸基材への塗液の塗布方法。
- 塗液が赤色、緑色、青色のいずれかの色に発光する蛍光体粉末を含むペーストであって、請求項1ないし4のいずれかに記載の塗液の塗布装置を用いたことを特徴とする、プラズマディスプレイの製造装置。
- 塗液が赤色、緑色、青色のいずれかの色に発光する蛍光体粉末を含むペーストであって、請求項8または9に記載の塗液の塗布方法を用いることを特徴とする、プラズマディスプレイの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP6044998A JP3994357B2 (ja) | 1998-02-25 | 1998-02-25 | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP6044998A JP3994357B2 (ja) | 1998-02-25 | 1998-02-25 | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11239749A JPH11239749A (ja) | 1999-09-07 |
| JP3994357B2 true JP3994357B2 (ja) | 2007-10-17 |
Family
ID=13142607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP6044998A Expired - Fee Related JP3994357B2 (ja) | 1998-02-25 | 1998-02-25 | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3994357B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108375927A (zh) * | 2017-01-31 | 2018-08-07 | 阿尔法设计株式会社 | 喷射路径设定方法、程序、运算处理装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014087774A (ja) * | 2012-10-31 | 2014-05-15 | Toray Eng Co Ltd | ストライプ塗布方法およびストライプ塗布装置 |
| JP5472516B1 (ja) * | 2013-07-01 | 2014-04-16 | 富士ゼロックス株式会社 | 塗布装置、膜体の製造方法 |
-
1998
- 1998-02-25 JP JP6044998A patent/JP3994357B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108375927A (zh) * | 2017-01-31 | 2018-08-07 | 阿尔法设计株式会社 | 喷射路径设定方法、程序、运算处理装置 |
| CN108375927B (zh) * | 2017-01-31 | 2021-01-26 | 阿尔法设计株式会社 | 喷射路径设定方法、记录介质、运算处理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11239749A (ja) | 1999-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1329933B1 (en) | Apparatus for and method of manufacturing fluorescent layers for plasma display panels | |
| KR20060050239A (ko) | 광학 디스플레이를 위해 인을 분사하기 위한 시스템 | |
| JPWO2002053297A1 (ja) | 口金並びに塗液の塗布装置および塗布方法 | |
| JP3199239B2 (ja) | プラズマディスプレイ用部材の製造方法および装置 | |
| JP2004014393A (ja) | プラズマディスプレイパネルの蛍光面形成方法及び蛍光面形成装置 | |
| JP3912635B2 (ja) | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JP2679036B2 (ja) | ガス放電パネルの製造方法 | |
| JP4366757B2 (ja) | 塗布装置、塗布方法ならびにプラズマディスプレイまたはディスプレイ用部材の製造方法 | |
| JP2002086044A (ja) | 塗布方法および塗布装置並びにディスプレイ用部材およびプラズマディスプレイの製造方法およびその製造装置 | |
| JP3994357B2 (ja) | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JP4324998B2 (ja) | 塗布装置および塗布方法並びにプラズマディスプレイの製造方法および製造装置 | |
| JP2000102759A (ja) | 塗布方法および塗布装置並びにプラズマディスプレイおよびディスプレイ用部材の製造方法および製造装置 | |
| JP3669551B2 (ja) | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JPH11239750A (ja) | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JP4403592B2 (ja) | 塗布装置、および、基板の製造方法、ならびに、これを用いたカラーフィルターの製造装置および製造方法 | |
| JP3728109B2 (ja) | ノズル、凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JPH11300257A (ja) | 凹凸基材への塗液の塗布装置およびプラズマディスプレイの製造装置 | |
| JP2003178677A (ja) | プラズマディスプレイパネルの蛍光体充填装置 | |
| JP4006799B2 (ja) | 塗布装置および塗布方法並びにカラーフィルターの製造方法および製造装置 | |
| JP4127096B2 (ja) | 塗布ヘッドならびに塗液の塗布装置および塗布方法 | |
| JP4158482B2 (ja) | 塗布方法及び塗布装置ならびにプラズマディスプレイ用部材の製造方法 | |
| JPH11239748A (ja) | 凹凸基材への塗液の塗布装置および方法並びにプラズマディスプレイの製造装置および方法 | |
| JP2001062371A (ja) | 塗布装置および方法並びにプラズマディスプレイおよびディスプレイ用部材の製造装置および方法 | |
| JP2011177707A (ja) | 塗布方法および塗布装置並びにディスプレイ用部材の製造方法 | |
| KR100690529B1 (ko) | 토출 장치, 컬러 필터 기판의 제조 장치,일렉트로루미네선스 표시 장치의 제조 장치, 플라즈마표시 장치의 제조 장치, 및 토출 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041207 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070417 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070706 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070719 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100810 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110810 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120810 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120810 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130810 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |