JP3973382B2 - 吸収性物品用シート - Google Patents
吸収性物品用シート Download PDFInfo
- Publication number
- JP3973382B2 JP3973382B2 JP2001244775A JP2001244775A JP3973382B2 JP 3973382 B2 JP3973382 B2 JP 3973382B2 JP 2001244775 A JP2001244775 A JP 2001244775A JP 2001244775 A JP2001244775 A JP 2001244775A JP 3973382 B2 JP3973382 B2 JP 3973382B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- embossed
- fibers
- web
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Treatment Of Fiber Materials (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Nonwoven Fabrics (AREA)
Description
【発明の属する技術分野】
本発明は、生理用ナプキンや使い捨ておむつなどの吸収性物品の構成部材として用いられる吸収性物品用シートに関する。
【0002】
【従来の技術及び発明が解決しようとする課題】
特開平7−232409号公報には、合成樹脂フィルムと伸縮性不織布とからなり、該合成樹脂フィルムがシボ模様を有する複合不織布が記載されている。この複合不織布は、シボ模様を有することで、柔軟で表面が光沢の少ない艶消し状態となっている。この複合不織布は、手術衣、レインコート、貼付剤、おむつカバー、おむつ等に使用される。しかし、この複合不織布はよれが起こり易く、また折り曲げによって合成樹脂フィルムの側が大きな皺になり易いので、これを例えば吸収性物品の表面シートとして用いた場合には、着用者の身体とのフィット性が低下し、また皺に沿って液が流れ易く漏れが起こり易くなってしまう。特に、生理用ナプキンの表面シートとして用いる場合、生理用ナプキンは通常三つ折りにされて個装されているので、折り目の部分に沿って皺が出来易いことから、漏れが一層起こり易い。更に、この複合不織布は多層構造であることから、その製造が複雑になってしまう。
【0003】
特開平9−111631号公報には、熱収縮性繊維を含む第一繊維層に、該熱収縮性繊維が収縮する温度では実質的に収縮しない繊維からなる第二繊維層を積層させてなり、両繊維層が規則的な線状熱融着によって厚さ方向に一体化されており、第一繊維層の収縮によって第二繊維層の表面が凹凸となり、筋状に多数の皺を形成している多皺性不織布が記載されている。この不織布は嵩高となる反面、線状熱融着部において液吸収性が著しく低下するため、該線状熱融着部に体液が溜まりやすく、漏れが生じたり着用者の装着感が損われる可能性がある。また、第1繊維層及び第2繊維層を複合させる工程を必要とするため製造工程が複雑になるとともに、線状熱融着についても、前記両層をまとめて線状に熱融着し一体化するため熱融着部が著しく圧密化されて硬くなるという問題を生じる。
【0004】
特開平4−281057号公報には、第2繊維ウエブよりも親水性繊維混合率が高い第1繊維ウエブと、第1繊維ウエブよりも熱捲縮性繊維混合率が高い第2繊維ウエブとを積層し、第1繊維ウエブの側から流体圧を作用させて各ウエブ間の繊維を交絡させてなる不織布が記載されている。しかし、この不織布は、その表面に凹凸形状を有さないことから嵩高性やクッション感に欠ける。また、融着やバインダーなどの接合手段によって接合されていないので、不織布全体に対して熱捲縮繊維の伸縮特性が不均一になる。その結果、着用時にヨレが生じやすく、表面にヨレ皺も発生しやすい。更に、第1繊維ウエブ及び第2繊維ウエブを複合させる工程を必要とするため製造工程が複雑になってしまう。
【0005】
従って、本発明は、よれや大きな皺が出来にくく、嵩高でクッション感のある吸収性物品用シートを提供することを目的とする。
また本発明は、着用者の動作に追従し得る伸縮性を有する吸収性物品用シートを提供することを目的とする。
更に本発明は、製造の容易な吸収性物品用シートを提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明は、捲縮した状態の短繊維の潜在捲縮性繊維を主体とし、多数のエンボス部が非連続のパターンで点在している単層の繊維集合体からなる吸収性物品用シートであって、
前記シートの面内における少なくとも一つの方向において、嵩高で且つ伸縮性を発現する伸縮領域と、フィルム様に圧密化された前記エンボス部を含む非伸縮領域とが交互に位置して、シート表面が凹凸状態となっており、前記伸縮領域を構成する繊維材料は、繊維同士が絡合した状態になっており、結合しておらず、少なくとも前記方向において伸縮性を有する吸収性物品用シートを提供することにより前記目的を達成したものである。
【0007】
また本発明は、前記吸収性物品用シートの製造方法であって、
前記潜在捲縮性繊維を主体とするウエブを所定手段によって形成し、該ウエブにエンボス処理を施して非連続のパターンで点在しているフィルム様に圧密化された多数のエンボス部を形成し、然る後、前記ウエブを所定温度に加熱して前記エンボス部間に存する前記潜在捲縮性繊維を捲縮させる吸収性物品用シートの製造方法を提供するものである。
【0008】
【発明の実施の形態】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1には本発明の吸収性物品用シートの一実施形態の拡大要部断面が模式的に示されており、図2(a)〜図2(d)には本発明の吸収性物品用シートに形成されるエンボス部のパターンが示されている。
【0009】
図1及び図2(a)〜図2(d)に示すように、本実施形態の吸収性物品用シート1は、捲縮した状態の潜在捲縮性繊維を主体とし、多数のエンボス部2が非連続のパターンで点在している単層の繊維集合体、例えば不織布や、繊維同士が結合されていないウエブシートから構成されている。特に不織布から構成されていることが、製造時の取り扱い性や材料自身の破断強度を向上させる点から好ましい。
【0010】
吸収性物品用シート1は、その面内における少なくとも一つの方向において伸縮領域3と非伸縮領域4とが交互に位置している。例えば図2(a)〜図2(d)に示す形態では、シート1の縦方向、横方向及び対角線方向(斜め方向)において伸縮領域3と非伸縮領域4とが交互に位置している。伸縮領域3は、嵩高で且つ伸縮性を発現する領域である。一方、非伸縮領域4はエンボス部2を含む圧密化された領域で、伸縮領域3よりも厚みが小さくなっている。その結果、シート1の表面は凹凸状態となっている。各領域3,4がシート1の面内における少なくとも一つの方向において交互に位置していることで、シート1は該方向において伸縮性を有する。従って、図2(a)〜図2(d)に示す形態では、シート1の少なくとも三方向において伸縮性を有している。
【0011】
このように、吸収性物品用シート1においては、伸縮領域3によって、伸縮性、嵩高性及びクッション性、並びによれや皺に対する回復性が発現する、一方、非伸縮領域4によってシート保形性が発現し、またシート1に所望の強度が付与される。その結果、シート1を吸収性物品の構成部材として用いた場合、着用者の動作に自在に追従し易くなり、フィット性が向上する。また、着用者の動作に起因するよれの発生に対する回復性に優れ、液漏れが効果的に防止される。更に、個装構造に起因する折り皺(この折り皺は、液流れ及び液漏れを促進させる)が発生し難くなり、これによっても液漏れが効果的に防止される。その上、後述する製造方法からも明らかなように、同様に伸縮性を有する多層構造のシートに比して製造工程が複雑とならない。
【0012】
図2(a)〜図2(d)に示すように、エンボス部2は種々のパターンで形成することができる。図2(a)に示すパターンは、縦方向及び横方向それぞれに所定間隔で規則的にエンボス部2が配置されているパターンである。図2(b)に示すパターンは、いわゆる千鳥状のパターンである。図2(c)に示すパターンは、シートの長手方向に多列にエンボス部2が配置されているパターンである。図2(d)に示すパターンは、いわゆる格子状パターンである。エンボス部2のパターンは、シート1の具体的な用途に応じて適切なものを選択すればよいが、図2(a)〜図2(d)に示すようにエンボス部2を含む非伸縮領域4が、伸縮領域3を取り囲むように点在している状態となるようなパターンであることが、シートの強度を維持し得る点、繊維の毛羽立ちや毛羽ぬけを防止し得る点、ヨレに対する回復性が高い点、折り皺の発生を防止し得る点、外観の印象が向上する点、及びシート1が肌に貼り付かず良い肌ざわりが維持される点から好ましい。
【0013】
エンボス部2では、所定のエンボス加工によって繊維ウエブが圧密化されている。特にエンボス部2は、シートの強度を維持し得る点、繊維の毛羽立ちや毛羽ぬけを防止し得る点、より嵩高でクッション感のあるシートが得られる点から、熱を伴うエンボス加工によって繊維ウエブがフィルム様になるまで圧密化されている。
【0014】
エンボス部2の個々の面積は、0.03〜20mm2(φ0.2〜5mmの円相当)特に0.2〜7mm2であることが、シートの強度を維持し得る点、繊維の毛羽立ちや毛羽ぬけを防止し得る点、肌触りの低下を防止し得る点から好ましい。またエンボス部2の面積の合計が、シート1の面積の3〜50%、特に5〜35%であることが、シートの強度を維持し得る点、繊維の毛羽立ちや毛羽ぬけを防止し得る点、より嵩高でクッション感のあるシートが得られる点から好ましい(以下、この値をエンボス面積率という)。
【0015】
エンボス部2の形状は、図2(a)〜図2(d)に示すような円形以外に、矩形、菱形、三角形又はこれらの任意の組み合わせであってもよい。
【0016】
伸縮領域3は、捲縮した状態の潜在捲縮性繊維を主体とする繊維材料から構成されている。伸縮領域3を構成する繊維材料は、繊維同士が絡合した状態になっており、結合していないことが、嵩高でクッション感のあるシートが得られる点、伸縮性を高くし得る点、感触を柔らかくし得る点から有利である。
【0017】
伸縮領域3は捲縮した状態の潜在捲縮性繊維によって嵩高となっており、これによりシート1に嵩高さ及びクッション感が付与されている。また、捲縮した状態の潜在捲縮性繊維によって伸縮性を発現している。伸縮領域3の厚みはシート1の厚みに相当し、その値は0.5〜5mm、特に0.5〜3mmであることが、嵩高でクッション感のあるシートが得られる点、及び吸収性物品の装着時に違和感がない点から好ましい。シート1の厚みの測定方法は後述する実施例において詳述する。
【0018】
また伸縮領域3は、通気性及び液透過性を有していることが、吸収性物品用シートとしての各種性能向上の点から好ましい。伸縮領域3が通気性及び液透過性を有していることで、シート1に通気性及び液透過性が付与される。通気性及び液透過性の程度は、シート1が具体的に吸収性物品のどの部材として用いられるかに応じて適宜調整される。液透過性は、親水性の繊維を用いるか、又は疎水性の繊維に親水化処理を施すことによって好適に付与される。
【0019】
潜在捲縮性繊維としては、加熱によって捲縮を発現するものが用いられ、その例としては、特開平2−191720号公報に記載の潜在捲縮性複合繊維(偏心芯鞘型及びサイド・バイ・サイド型)、ポリエチレンやポリプロピレン等のポリオレフィン系繊維、ポリエチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維などで熱収縮性を有するものが用いられる。また該繊維は、エラストマー的挙動を示すものである。捲縮が発現した後の潜在捲縮性繊維は螺旋構造をもった立体捲縮状態であることが好ましく、その場合における捲縮数は、25mm当たり50以上であることが好ましい。また、多数の螺旋が二重になった立体捲縮状態であることも好ましい。
【0020】
潜在捲縮性繊維としては、短繊維が用いられる。その繊維長は30〜60mm程度であることが不織布加工性の点から好ましい。また繊維径は、0.5〜10dtex、特に0.5〜6dtexであることが、シートの強度を維持し得る点、繊維の毛羽立ちや毛羽ぬけを防止し得る点、及びシートの風合いを柔軟にし得る点から好ましい。
【0021】
シート1は潜在捲縮性繊維を主体として構成されており、これによってシート1に嵩高性、クッション感、保形性、よれに対する回復性、折り皺発生の防止性が付与される。シート1は実質的に潜在捲縮性繊維から構成されていてもよく、或いは潜在捲縮性繊維及びその他の繊維から構成されていてもよい。その他の繊維としては、例えばポリエチレンやポリプロピレン等のポリオレフィン系繊維、ポリエチレンテレフタレート等のポリエステル系繊維、ポリアミド系繊維などの合成繊維やコットン等のセルロース系繊維に代表される天然繊維が用いられる。これらの繊維は、シート1の全量に基づき、0〜50重量%、特に0〜30重量%配合されることが、嵩高でクッション感のあるシートが得られる点、及び伸縮性の点から好ましい。
【0022】
シート1は例えば以下の方法で製造することができる。即ち、潜在捲縮性繊維を主体として構成されているウエブを、カード機等のウエブ形成手段によって形成する。次いで該ウエブにエンボス処理を施して、非連続のパターンで点在している多数のエンボス部2を形成する。然る後、該ウエブを所定温度に加熱して、エンボス部2間に存する潜在捲縮性繊維を捲縮させ伸縮領域3を形成する。ウエブの加熱温度及び加熱時間は、潜在捲縮性繊維の種類やシート1に要求される伸縮性の程度に応じて適宜調整されるが、シート1を首尾良く得る上での熱処理条件は、加熱温度100〜140℃、加熱時間5秒〜10分であることが好ましい。
【0023】
前記ウエブの加熱によって、該ウエブは加熱前よりも収縮し、その面積が小さくなる。前記ウエブの収縮率は20〜90%、特に40〜80%であることが、嵩高でクッション感のあるシートが得られる点、収縮し過ぎに起因する硬化や風合いの低下が防止され、柔らかく肌触りの良いシートが得られる点、及び厚みムラの小さいシートが得られる点から好ましい。この場合、前記ウエブの形成手段に応じて、該ウエブは等方的に収縮したり、或いは収縮に異方性が生じる。収縮率の測定方法は、後述する実施例において詳述する。
【0024】
このように、シート1は多層構造の従来の伸縮性不織布に比して製造工程が複雑とならず、製造が容易なものとなる。また前記ウエブを収縮させるに先立ち該ウエブをエンボス加工して、非連続のパターンで点在している多数のエンボス部2を形成することで、ウエブが均一に収縮し、得られるシート1に厚みむらが生じないという利点もある。エンボス部を形成しないウエブを熱収縮させると、後述する実施例と比較例との対比から明らかなように、得られるシートに厚みむらが生じ、肌触りやクッション感が低下してしまう。
【0025】
このようにして得られたシート1は、その坪量が20〜200g/m2、特に20〜150g/m2であることが、嵩高でクッション感があり、柔らかく肌ざわりが良く、吸収性物品の装着時に違和感のないシートが得られる点から好ましい。
【0026】
本発明のシート1は、生理用ナプキン、使い捨ておむつ、失禁パッド等の各種吸収性物品の構成部材として用いられる。特に、吸収性物品における肌当接面に位置するトップシートや、該トップシートと液保持性の吸収体との間に介在配置されるサブレイヤーシートとして好適に用いられる。
【0027】
本発明は前記実施形態に制限されない。例えば、シート1には、その具体的用途に応じて多数の開孔を設けてもよい。また、その一面側から他面側に向けて、親水性の程度を連続的に又は段階的に変化させてもよい。
【0028】
また、2層以上のウエブを積層して得られたウエブ積層体にエンボス加工を施し、次いで該ウエブ積層体を収縮させて本発明のシートとなしてもよい。
【0029】
【実施例】
〔実施例1〕
大和紡績株式会社製の潜在螺旋状捲縮繊維〔CPP繊維(商品名)、2.2dtex×51mm〕を原料として、カード法によって坪量35g/m2のカードウエブを製造した。直径1.5mmのピンが図2(a)に示すパターンで配列さたエンボス板を用いて、このカードウエブに220℃でヒートエンボス処理を行った。エンボスピンは、中心となる一個のピンの中心点に対して隣接するピンの中心点位置が、長さ方向に3.5mm、長さ方向に直交する方向に3.5mm、長さ方向の中心線に対して斜め45度に位置するピンの中心点がそれぞれ5mmとなるように配列されていた。エンボス処理後、カードウエブを130℃にて熱乾燥機内に10分以上放置し、本発明のシートを得た。
【0030】
〔実施例2〕
エンボス板として、図2(b)に示すパターンでエンボスピンが配列されたものを用いた。エンボスピンは、中心となる一個のピンの中心点に対して隣接するピンの中心点位置が、長さ方向に7mm、長さ方向に直交する方向に7mm、長さ方向の中心線に対して斜め45度に位置するピンの中心点がそれぞれ5mmとなるように配列されていた。これ以外は実施例1と同様にして、本発明のシートを得た。
【0031】
〔実施例3〕
エンボス板として、図2(c)に示すパターンでエンボスピンが配列されたものを用いた。エンボスピンは、中心となる一個のピンの中心点に対して隣接するピンの中心点位置が、長さ方向に3.5mmのピッチで配列した列を作り、且つ隣接する列の間隔が7mmとなるように配列されていた。これ以外は実施例1と同様にして、本発明のシートを得た。
【0032】
〔実施例4〕
エンボス板として、図2(d)に示すパターンでエンボスピンが配列されたものを用いた。エンボスピンは、中心となる一個のピンの中心点に対して隣接するピンの中心点位置が、長さ方向及び幅方向それぞれに3.5mmピッチで並び、且つ長さ方向及び幅方向にそれぞれ14mmの正方形を形成するように配列されていた。これ以外は実施例1と同様にして、本発明のシートを得た。
【0033】
〔比較例1〕
ヒートエンボス処理を行わない以外は実施例1と同様にしてシートを得た。
【0034】
〔比較例2〕
花王(株)製の生理用ナプキンであるロリエやわらかメッシュデリケートスリム(薬事販売名 ロリエUN−f)に使用されている不織布製のトップシートを比較例2とした。
【0035】
〔比較例3〕
P&G製の生理用ナプキンであるウィスパーフレッシュスリム(薬事販売名 ウィスパー Za2−a)に使用されている開孔フィルム製のトップシートを比較例3とした。
【0036】
〔性能評価〕
実施例及び比較例のシートの坪量を以下の表1に示す。またシート製造時の収縮率を以下の方法で測定した。更にこれらのシートについて、以下の方法で厚み、皺回復性、厚みむら、及びエンボス面積率を評価した。これらの結果も表1に示す。
【0037】
〔収縮率〕
シートの長さ方向及び幅方向それぞれについて、収縮前の長さAと、該長さAの収縮後の長さBとに基づき、以下の式から収縮率を算出した。
収縮率(%)=(A−B)/A×100
【0038】
〔厚み〕
カトーテック株式会社製のKES−FB3圧縮試験機を用いて測定した。この試験機は、布及びフィルム状試料に圧縮荷重を与え、その時の試料の厚みや、圧縮仕事量、回復性等を測定することができるものである。測定方式は、上限荷重を設定して往復の圧縮変形を与える方式である。圧縮変形の検出分解能は、最高1μmである。有効試料寸法は、圧縮面積2cm2の円形である。有効試料を面積2cm2の円形平面をもつ銅板間で圧縮する。圧縮速度は20μm/sec、圧縮最大荷重は50gf/cm2とする。回復過程も同一速度で測定される。
【0039】
試験機にX−Y記録計を接続し、記録計のX軸に圧縮変形量を、Y軸に圧縮荷重を出力するように設定する。試験機のレベルを水準器を用いて水平にする。試料を2.5cm×2.5cmの大きさに切り、標準状態に調湿する。測定する試料の厚みに応じて、ギャップ(加圧台と加圧部との間隔)を設定する。加圧部上下ハンドルをゆっくりと回して加圧部を下降させ、加圧板と支持台とが接触し始める位置を検知し、この位置でダイヤルゲージのゼロをとり、厚さゼロとする。次いで、ダイヤルゲージがシートの厚みに応じた所定のギャップになるまで、加圧部をハンドルで上昇させる。モータースイッチをONにして試料なしで加圧部を駆動させ、上限荷重で自動的にモーターが反転するのを見てスイッチをOFFにすると、1サイクルの動きがX−Y記録計に記録される。記録されたX軸から正確なギャップを読み取る。次いで、上限荷重を50gf/cm2に設定する。力計のメーターがゼロであることを確認し、且つ記録計のゼロを確認して試料を支持台にのせる。押しボタンスイッチRESを押してデジタル表示板で0.00Vを確認した後、押しボタンスイッチRESを押して積分計を0Vにリセットする。次いで記録計のペンをおろす。モータースイッチをONにすると加圧板が0.02mm/secの速度で下降し、上限荷重(50gf/cm2)になるまでシートを圧縮した後、自動的に反転する。圧縮回転過程でモータースイッチをOFFにすると、変位ゼロの位置で自動的に止まり、圧縮荷重−圧縮変形量の1サイクルのヒステリシス曲線が得られる。上述のごとき操作において、圧縮加圧過程で得られた曲線より、0.5gf/cm2加圧時の試料の厚みを読み取り、シート厚みを算出する。
【0040】
〔皺回復性〕
JIS L1059−1針金法に準じて行った。幅方向に10mm×長手方向に40mmのサイズで試料を切り取った後、均等に2つ折り(10mm×20mm)し、500g(250gf/cm2)加圧を5分行い、更に除圧後5分放置する。次いで、二つ折りした部分の角度αを求め、次式から折り皺の回復性(防しわ率)を算出する。
防しわ率(%)=(α/180)×100
【0041】
〔厚みむら〕
縦70mm×横70mmのサイズの試料について、前述の方法でシート厚みを測定した際、厚み分布で、平均値に対して±30%を超えるものが生じる場合は△、±50%を超える部分が生じる場合は×とし、それ以外は○とした(測定は5箇所の位置で行った)。
【0042】
〔エンボス面積率〕
収縮前のシート材料の単位面積A当たりのエンボス部2の面積Bに基づき、以下の式からエンボス面積率を算出した。
エンボス面積率(%)=(A−B)/A×100
【0043】
【表1】
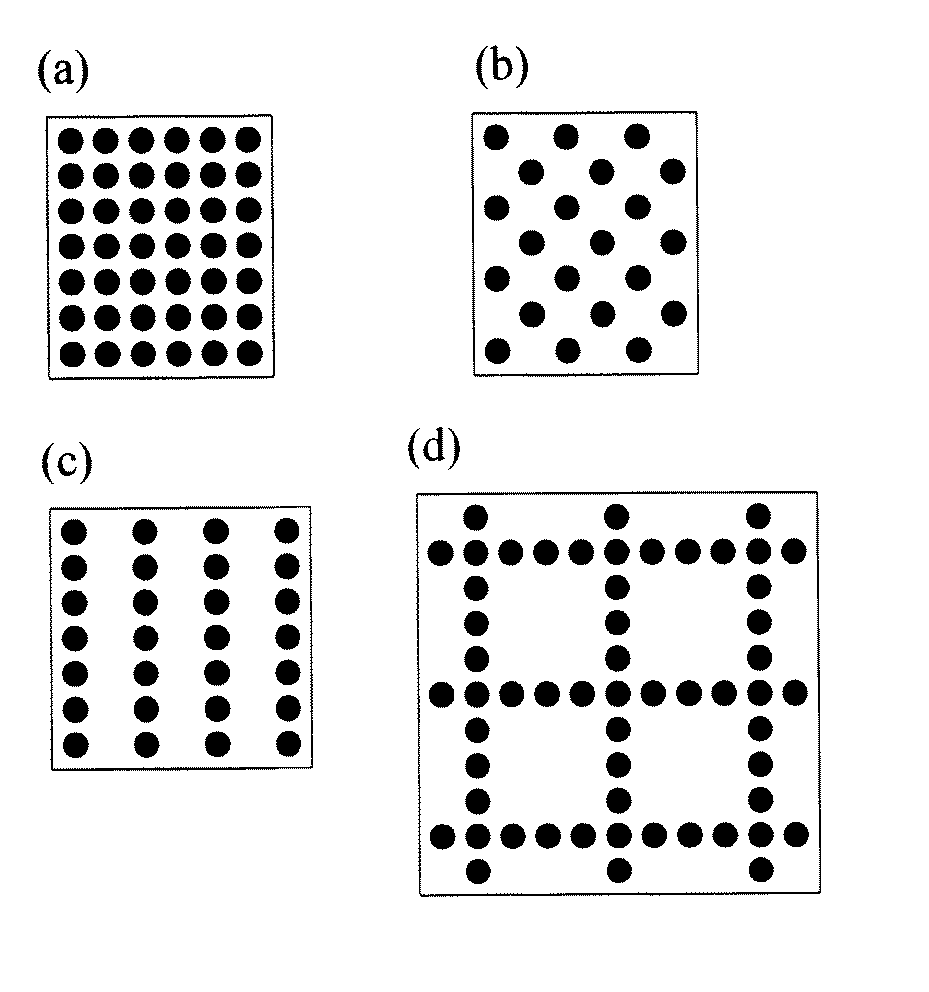
表1に示す結果から明らかなように、実施例のシート(本発明品)は厚みが大きく嵩高であることが判る。また厚みむらが小さく肌触りやクッション感に富んだものであることが判る。更に折り皺の回復性が大きいことが判る。尚、表には示していないが、実施例のシートは、その表面が凹凸状態となっており、また任意の方向に伸縮性を有するものであった。
【0045】
【発明の効果】
本発明の吸収性物品用シートは、よれや大きな皺が出来にくく、嵩高でクッション感のあるものである。また着用者の動作に追従し得る伸縮性を有するものである。更に本発明の吸収性物品用シートは、製造の容易なものである。
【図面の簡単な説明】
【図1】図1は、本発明の吸収性物品用シートの一実施形態の拡大要部断面を示す模式図である。
【図2】図2(a)〜図2(d)は本発明の吸収性物品用シートに形成されるエンボス部のパターンを示す模式図である。
【符号の説明】
1 吸収性物品用シート
2 エンボス部
3 伸縮領域
4 非伸縮領域
Claims (6)
- 捲縮した状態の短繊維の潜在捲縮性繊維を主体とし、多数のエンボス部が非連続のパターンで点在している単層の繊維集合体からなる吸収性物品用シートであって、
前記シートの面内における少なくとも一つの方向において、嵩高で且つ伸縮性を発現する伸縮領域と、フィルム様に圧密化された前記エンボス部を含む非伸縮領域とが交互に位置して、シート表面が凹凸状態となっており、前記伸縮領域を構成する繊維材料は、繊維同士が絡合した状態になっており、結合しておらず、少なくとも前記方向において伸縮性を有する吸収性物品用シート。 - 前記エンボス部の個々の面積が0.03〜20mm2である請求項1記載の吸収性物品用シート。
- 前記非伸縮領域が前記伸縮領域を取り囲むように点在している請求項1又は2記載の吸収性物品用シート。
- 前記エンボス部の面積の合計が、前記シートの面積の3〜50%である請求項1〜3の何れかに記載の吸収性物品用シート。
- 前記伸縮領域が通気性及び液透過性を有する請求項1〜4の何れかに記載の吸収性物品用シート。
- 請求項1記載の吸収性物品用シートの製造方法であって、
前記潜在捲縮性繊維を主体とするウエブを所定手段によって形成し、該ウエブにエンボス処理を施して非連続のパターンで点在しているフィルム様に圧密化された多数のエンボス部を形成し、然る後、前記ウエブを所定温度に加熱して前記エンボス部間に存する前記潜在捲縮性繊維を捲縮させる吸収性物品用シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001244775A JP3973382B2 (ja) | 2001-08-10 | 2001-08-10 | 吸収性物品用シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001244775A JP3973382B2 (ja) | 2001-08-10 | 2001-08-10 | 吸収性物品用シート |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007067922A Division JP2007216034A (ja) | 2007-03-16 | 2007-03-16 | 吸収性物品用シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003052749A JP2003052749A (ja) | 2003-02-25 |
| JP3973382B2 true JP3973382B2 (ja) | 2007-09-12 |
Family
ID=19074656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001244775A Expired - Fee Related JP3973382B2 (ja) | 2001-08-10 | 2001-08-10 | 吸収性物品用シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3973382B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7669250B2 (en) * | 2004-10-14 | 2010-03-02 | Nike, Inc. | Article of apparel incorporating an embossed material |
| JP5225449B2 (ja) * | 2005-08-09 | 2013-07-03 | 花王株式会社 | 不織布及びその製造方法 |
| JP4307426B2 (ja) * | 2005-08-10 | 2009-08-05 | 大和紡績株式会社 | 積層不織布 |
| KR101400703B1 (ko) | 2006-03-23 | 2014-05-29 | 가오 가부시키가이샤 | 흡수체 및 그 제조방법 |
| JP2007321287A (ja) * | 2006-05-31 | 2007-12-13 | Kao Corp | 伸縮性不織布 |
| JP2008125602A (ja) * | 2006-11-17 | 2008-06-05 | Kao Corp | 吸収体及びそれを用いた吸収性物品 |
| JP5592937B2 (ja) * | 2010-03-30 | 2014-09-17 | 三井化学株式会社 | 不織布 |
| JP6492033B2 (ja) * | 2016-06-30 | 2019-03-27 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP2019157306A (ja) * | 2018-03-14 | 2019-09-19 | 旭化成株式会社 | 嵩高柔軟不織布 |
-
2001
- 2001-08-10 JP JP2001244775A patent/JP3973382B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003052749A (ja) | 2003-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3868892B2 (ja) | 吸収性物品の表面シート | |
| JP3609361B2 (ja) | 立体シート材料 | |
| EP1340848B1 (en) | Bulky sheet material having three-dimensional protrusions | |
| AU775857B2 (en) | Absorbent article employing surface layer with continuous filament and manufacturing process thereof | |
| JP4895710B2 (ja) | 不織布の製造方法 | |
| TW202225512A (zh) | 不織布及吸收性物品 | |
| JP4535771B2 (ja) | 複合伸縮部材及びその製造方法 | |
| JP2019044321A (ja) | 不織布 | |
| JP2005080859A (ja) | 複合伸縮部材及びその製造方法 | |
| JP4322140B2 (ja) | 複合伸縮部材及びその製造方法 | |
| KR20020029312A (ko) | 3차원적 형태의 돌출부를 갖는 입체시트 재료 | |
| JP3973382B2 (ja) | 吸収性物品用シート | |
| HUP0103178A2 (hu) | Törlő cikk háromdimenziós törlő felülettel | |
| JP6338850B2 (ja) | 吸収性物品 | |
| JP4219223B2 (ja) | シート材料 | |
| JP4889273B2 (ja) | 表面シート | |
| JP2007216034A (ja) | 吸収性物品用シート | |
| JP4013346B2 (ja) | 不織布およびこれを用いた吸収性物品 | |
| JP2004202890A (ja) | 立体シート材料 | |
| US12508174B2 (en) | Nonwoven and absorbent articles having the same | |
| JP2007014802A (ja) | 吸収性物品 | |
| JP2022174632A (ja) | 不織布及びこれを構成部材として含む吸収性物品 | |
| JPWO2018020688A1 (ja) | 吸収性物品の液透過性シート用の積層不織布、並びに上記積層不織布の、吸収性物品の液透過性シートへの使用 | |
| JP5225449B2 (ja) | 不織布及びその製造方法 | |
| JP6199713B2 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051102 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070316 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070612 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070612 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3973382 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110622 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110622 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120622 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120622 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130622 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |