JP3948827B2 - 半導体装備の実時間制御方法 - Google Patents
半導体装備の実時間制御方法 Download PDFInfo
- Publication number
- JP3948827B2 JP3948827B2 JP15085598A JP15085598A JP3948827B2 JP 3948827 B2 JP3948827 B2 JP 3948827B2 JP 15085598 A JP15085598 A JP 15085598A JP 15085598 A JP15085598 A JP 15085598A JP 3948827 B2 JP3948827 B2 JP 3948827B2
- Authority
- JP
- Japan
- Prior art keywords
- rule
- measurement data
- semiconductor equipment
- trend
- satisfy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/04—Programme control other than numerical control, i.e. in sequence controllers or logic controllers
-
- H10P74/23—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Automation & Control Theory (AREA)
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は半導体生産装備を制御する制御方法に係り、より詳細には計測データを利用して各単位工程を実時間(Real Time)で制御できるようにした半導体装備の実時間制御方法に関する。
【0002】
【従来の技術】
半導体製造工程は、完製品を生産するため多数の単位工程ステップが要求されることにより、半導体製造ラインには各単位工程を処理するため精密加工が可能な多数の半導体装備(例えば、スパッタリング装備、蝕刻装備等)が配置される。
【0003】
図6は従来の半導体装備制御方法を示す工程順序図である。
図示されるように、進行される工程が該当ステップ別に最適の工程条件下で進行されたかを判断する従来の一般的な半導体装備制御方法について説明すると次のようになる。
【0004】
多数ステップの工程を進行した後、計測工程で単位工程の結果生成された製品の特性値を計測し、その計測工程で発生したデータがホストコンピュータ(Host)のデータベース(Data Base)に格納されて、O/I PC(Operator Interface Personal Computer)の画面に実時間モニタリングされる。O/I PCで電算作業を実行していた作業者は、モニタリングされた計測データと作業初期に設定された最適の計測データ値とを比較し、該当工程の特性値が製品に正確に適用されたかを判断する。その後、該当製品に不良が発生したことが確認されると、その判断結果によって製品を不良処理/再処理するか、またはメイン工程が進行された該当設備に処置を行い、不良を予防する方式で工程制御が行われる。
【0005】
【発明が解決しようとする課題】
しかし、このような従来の方式により半導体装備を制御する場合、次に示すような問題点があった。
【0006】
1.一連の単位工程を数回継続進行した後、計測ステップで誤りが発見されると、作業者はどの半導体装備でどんな工程を実行した時に問題が発生したかを、ホストコンピュータに実時間モニタリングされた計測データを利用して逆追跡することで問題が発生した工程ステップを検索する。その後、このステップが実行された半導体装備に一連の処理を行う方式で工程を進行することにより、作業者が実時間モニタリングされた計測データを分析して誤進行されたステップを発見する。その後、このステップで発生した処理警報を現在進行中である工程に反映するまでには長時間が所要される。したがって、作業が進行される間には工程条件が誤設定された該当半導体装備内で継続して各ステップ別に単位工程が進行することになり、工程不良発生が防止できる機会を失うという問題点があった。
【0007】
ここで、誤設定された工程条件下で工程が実行される場合として以下の場合がある。すなわち、例えば、エンジニアの過失により特定ステップで最適の工程条件ではない他の条件で工程条件が設定される場合、半導体装備の工程条件値が誤入力された状態で継続ロットを進行する場合、半導体装備自体の異常により最適の工程条件設定値で工程状態を設定せず継続進行する場合である。
【0008】
2.半導体装備での工程制御が実時間で行われなくて各該当単位工程が完了された後、すぐに不良の有無が判断できないことにより、工程不良発生時にエンジニアがその不良を解消するため正確な処理を行えないという問題点があった。
【0009】
本発明はこのような従来の技術の問題点を解決するものであり、その目的は、ホストコンピュータ内に半導体装備の稼動及び製品の処理の進行を自動で中止させることができるインタロックモジュールを構築する。そして、計測工程で発生した計測データがホストコンピュータに設定された最適の計測データ及びメイン特定ルールに適合しない場合、これを通して実時間で単位工程が実施された半導体装備の稼動中止、単位工程が完了された製品の処理の進行中止、または前記半導体装備の稼動中止と製品の処理の進行中止とを同時に行うことにより、不良発生を未然に防止できるようにした半導体装備の実時間制御方法を提供することにある。
【0010】
【課題を解決するための手段】
前記目的を達成するための本発明によれば、ホストコンピュータとオンラインで接続された半導体装備を実時間で制御する方法であって、前記ホストコンピュータが、単位工程が完了された製品の特性値である計測データがホストコンピュータに予め設定された前記製品に不良が発生しない最適特性値の範囲内に包含されるかを判断する段階と、前記計測データが前記最適特性値の範囲内に包含されると前記計測データがSPCで使用される最大規格の管理限界離脱線である“最大上限値〜最小下限値”の範囲を示す管理限界線内にあるか否かを第1判断する段階とを含む。また、前記第1判断の結果、前記計測データが前記管理限界線内にあると前記単位工程が進行された半導体装備を正常稼動させる段階と、前記第1判断の結果前記計測データが前記管理限界線内にないと前記単位工程が進行された半導体装備の稼動と前記製品の処理の進行とを同時に中止させる段階とを含む。さらに、前記計測データが前記最適特性値の範囲内に包含されないと前記半導体装備を正常稼動させつつ前記単位工程が完了された製品の処理の進行を中止させる段階と、前記単位工程が完了された製品の処理の進行を中止させた後前記計測データが前記管理限界線内にあるか否かを第2判断する段階とを含む。また、前記第2判断の結果、前記報告された計測データが前記管理限界線内にあると前記単位工程が進行された半導体装備を正常稼動させる段階と、前記第2判断の結果、前記報告された計測データが前記管理限界線内にないと前期単位工程が進行された半導体装備の稼動を中止させるとともに前記製品の処理の進行を中止させる段階とを含む。
【0011】
ここで、前記管理限界線内とは、SPC(Statistic Process Control)で使用される最大規格の管理限界離脱線である上限値〜下限値(Upper Value〜Lower Value)の間を示す。
【0012】
本発明の一変形例によると、前記第1判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼動させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのいずれかを満足するかを第3判断する段階をさらに含む。そして、前記第3判断の結果満足しないと、前記製品の処理の進行中止と前記半導体装備の稼動中止とを同時に実施して、前記第2判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼動させる段階以前に前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのいずれかを満足するかを第4判断する段階をさらに含む。前記第4判断の結果満足しないと前記半導体装備の稼動中止を実施する。
【0013】
本発明の他の変形例によると、前記実施例は前記第1判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼動させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階をさらに含む。そして、前記第3判断の結果満足しないと前記製品の処理の進行中止と前記半導体装備の稼動中止とが同時に行われるように進行することもできる。
【0014】
また、本発明の他の変形例によると、前記実施例は前期第2判断の結果、前記計測データが前記管理限界線内にあると前記半導体装備を正常稼動させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階をさらに含む。そして、前記第4判断の結果満足しないと前記製品の稼動中止とが行われるように進行することもできる。
【0016】
前記のように半導体装備での工程を制御した結果、計測データを利用して単位工程の実時間制御が可能になることにより、該当工程が該当ステップの最適の工程雰囲気下で進行されたかを計測工程が完了されるとすぐ判断できるようになるので、不良発生を未然に防止できる。
【0017】
【発明の実施の形態】
以下、添付図面を参照して本発明による好ましい実施の形態について詳細に説明する。
図1は本発明による半導体装備の実施の形態である制御システムを概略的に示すブロック図である。
【0018】
図示されるように、このブロック図において、図面符号1は各ステップ別単位工程を実行する半導体装備(Equipment) を示す。また、図面符号3は、各ステップ別に設定された最適の計測データが格納された半導体装備の稼動及び製品の処理の進行を自動で中止させるインタロックモジュール(Interlock Module)5が構築されたホストコンピュータを示す。ここでは、半導体装備1とホストコンピュータ3との間はオンライン(On Line) で接続され、ホストコンピュータ3のインタロックモジュール5は半導体装備1と円滑なデータ送受信が可能である。
【0019】
図2及び図3は図1の半導体装備制御システムに適用される半導体装備の実時間制御方法を説明するための工程順序図である。以下、図2及び図3を参照してその制御方法について具体的に説明する。
【0020】
S10段階では、単位工程で完了された製品の特性値である計測データが、ホストコンピュータに既に設定された最適の計測データの範囲内に包含されるか否かを判断する。S10段階を4段階(S12段階、S14段階、S16段階、S18段階)に分割してより詳細に説明すると次のようになる。
【0021】
まず、S12段階では、ステップ別に製造される製品の最適特性値に該当する最適の計測データをホストコンピュータの記憶装置内に設定する。
S14段階では、約20〜25枚のウェハがローディングされている単位ロットを半導体装備内に装着して単位工程を進行する。
S16段階では、単位工程の結果製造された製品の特性値を計測して計測データをホストコンピュータに報告する。
【0022】
S18段階では、報告された計測データがホストコンピュータの記憶装置内に格納された該当ステップの最適の計測データ範囲内に包含されるかを判断する。ここで、ホストコンピュータに格納された最適の計測データ範囲とは製品に影響を及ぼさない許容可能な最大限のデータ規格範囲である。
報告された計測データがホストコンピュータに格納された最適の計測データ範囲内に包含されていれば、S20段階では報告された計測データがメイン特定ルールを満足するか第1判断する。
【0023】
ここで、メイン特定ルールとは、SPCで使用される最大規格の管理限界離脱線(例えば、最大上限値〜最小下限値)を示している。この管理限界離脱線は、単位工程の進行の結果、製作された製品の特性を測定した計測データにより統計的に計算された値で、工程の変化を表す指標である。即ち、その管理限界離脱線を離脱したということは、その工程を進行した設備に異常が発生していると判断できる。
【0024】
また、このように報告された計測データがホストコンピュータに設定された最適の計測データ範囲に包含されても、計測データがメイン特定ルールを満足するかを判断する理由を以下に示す。即ち、半導体装備に異常が発生したにもかかわらず該当ステップ別に最適の工程条件下で該当単位工程が進行されて、工程完了後に測定された計測データが最適の計測データの範囲内に包含されると、現計測工程では製品が不良判定されなかったとしても後続する工程の進行時にはその原因により工程不良が発生する可能性が高くなる。このため、不良が発生する可能性が高い製品または異常が発生した半導体装備を、各々予め正常製品及び正常稼動半導体装置と選別することにより、不良発生を未然に防止する必要があるからである。
【0025】
一方、報告された計測データがホストコンピュータに格納された最適の計測データ範囲を離脱すると、S30段階ではホストコンピュータに構築されたインタロックモジュール5を利用して製品の処理の進行を中止させる。
また、報告された計測データが前記メイン特定ルールを満足するかに対するS20段階での判断結果、メイン特定ルールを満足すると、S40段階では半導体装備を正常稼動させて次の工程を進行する。
【0026】
逆に、メイン特定ルールを満足しないと、S50段階ではホストコンピュータに構築されたインタロックモジュール5を通して製品の処理の進行及び半導体装備の稼動を中止させる。ここで、メイン特定ルールを満足しない場合とは、最大上限値〜最小下限値間の範囲内に計測データが存在しない場合である。
【0027】
次に、S60段階では、エンジニアにより稼動が中止された前記半導体装備に一連の処理を行って異常発生を解決すると、半導体装備は次の工程に進行できるようになる。
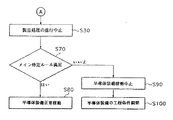
S70段階では、前記S30段階での製品処理の進行中止後、前記報告された計測データがメイン特定ルールを満足するかを第2判断する。
【0028】
このように、工程進行が中止された製品に対して報告された計測データがメイン特定ルールを満足するかを判断する理由は、計測工程で発生した計測データは工程進行方式(例えばバッチタイプで工程を進行したかまたはシングルタイプで工程を進行したか等)によって、多様な性格を持つ。したがって、計測データが最適計測データ範囲を離脱しても製品に重大な影響を及ぼさないものはインタロック対象から除外させる必要があるからである。
【0029】
S70段階で報告された計測データがメイン特定ルールを満足するか判断した結果、メイン特定ルールを満足すると、S80段階では半導体装備を正常稼働させて次の工程を進行する。
反面、メイン特定ルールを満足しないと、S90段階ではホストコンピュータに構築されたインタロックモジュール5を通して半導体装備の稼働を中止させる。
【0030】
次に、S100段階では、エンジニアが稼動を中止した半導体装備に一連の処理を行って異常発生を解決すると、半導体装備が次の工程に進行できるようになる。
このとき、S60段階とS100段階で半導体装備に取られた一連の処理についての情報は、処理作業時毎にホストコンピュータに自動格納される。このように処理についての情報を自動格納させる理由は、以後半導体装備での工程制御時インタロックオプション(Interlock Option)に反映する重要ファクター(Factor)をサーチする時利用するためである。
【0031】
以上のような全ての段階は全ての工程が完了されるまで反復的に進行される。そして、稼働が中止された半導体装備はすぐ作業者またはエンジニアに知らせるため、半導体装備及びホストコンピュータとオンライン(On Line)接続されたO/Iコンピュータの画面に、警報発生有無に関する情報を表示して迅速に対応できるようにする。
【0032】
図4及び図5は図2及び図3の本実施の形態の一変形例を示す工程順序図である。
図示されるように、本発明の一変形例は、S20段階とS40段階間、また、S70段階とS80段階間で報告された計測データがサブ特定ルールを満足するかを判断するS110段階とS120段階とをさらに含む方式により半導体装備を制御する。これについて具体的に説明すると次のようである。
【0033】
S20段階での第1判断の結果、計測データがメイン特定ルールを満足すると、半導体装備を正常稼動させるS40段階以前に報告された計測データがサブ特定ルールを満足するかを第3判断するS110段階をさらに含む。サブ特定ルールを満足しないと、製品の処理の進行中止と前記半導体装備の稼動中止とが同時に行なわれるようにする。そして、S70段階での第2判断の結果、計測データがメイン特定ルールを満足すると、半導体装備を正常稼動させる段階S80以前に計測データがサブ特定ルールを満足するかを第4判断する段階をさらに含む。その結果、サブ特定ルールを満足しないと半導体装備の稼動中止が行われるように半導体装備を実時間で制御する。
【0034】
一方、本発明の他の実施の形態として、S20段階と半導体装備を正常稼働させるS40段階の間に、報告された計測データがサブ特定ルールを満足するかを判断するS110段階をさらに含むことで、半導体装備を制御するようにしてもよい。また、S70段階と半導体装備を正常稼働させるS80段階の間に報告された計測データがサブ特定ルールを満足するかを判断するS120段階をさらに含んで半導体装備を制御することもできる。
【0035】
この場合、サブ特定ルールを満足するかに対する判断を、S20段階と半導体装備を正常稼動させるS40段階間でだけ実施するか、またはS70段階と半導体装備を正常稼動させるS80段階間でだけ実施するかは、方法上の差があるだけで、その基本制御方式においては上述の一変形例と同一に進行させるからその部分に対する具体的な説明は省略する。
【0036】
ここで、サブ特定ルールとは、SPCで使用される一般的な管理限界離脱線を示すもので、本実施の形態で適用される管理ルールとしては2/3ルール、4/5ルール、トレンドルールがある。
このとき、報告された計測データがサブ特定ルールを満足するかを第3及び第4判断するS110段階とS120段階は、どの単位工程を進行したかによってその判断対象の選別に差があるが、本発明の場合には以下に示す7通りの場合が適用可能である。このように、多様な判断を経る理由は誤判断により工程に悪影響が及ぶことを防止するためである。
【0037】
1.サブ特定ルールである2/3ルール、4/5ルール、5トレンドルールを全て判断対象として半導体装備を制御する場合。
2.2/3ルールだけを判断対象として半導体装備を制御する場合。
3.4/5ルールだけを判断対象として半導体装備を制御する場合。
4.5トレンドルールだけを判断対象として半導体装備を制御する場合。
5.2/3ルールと4/5ルールとを判断対象として半導体装備を制御する場合。
6.2/3ルールと5トレンドルールとを判断対象として半導体装備を制御する場合。
7.4/5ルールと5トレンドルールとを判断対象として半導体装備を制御する場合とがある。
【0038】
まず、上記した1〜7の場合がS110段階に適用される場合について説明する。ここでは、一例として1の場合について説明する。この場合、S110段階は、S112段階、S114段階、S116段階に分割でき、これを具体的に説明すると次のようになる。
【0039】
S112段階では、報告された計測データがサブ特定ルールである2/3ルールを満足するかを判断する。
この判断結果、2/3ルールを満足するとS114段階では報告された計測データがサブ特定ルールである4/5ルールを満足するかを判断する。
【0040】
S114段階での判断結果4/5ルールを満足すると、S116段階では報告された計測データがサブ特定ルールである5トレンドルールを満足するかを判断する。
上記2〜7の場合がS110段階に適用された場合は、判断対象にだけ差があり、その基本制御方法は1の場合と同様に進行されるから、ここでは各々の場合についての具体的な説明は省略する。
【0041】
次に、1〜7の場合がS120段階に適用される場合について1の場合を例として説明する。この場合、S120段階は、S122段階、S124段階、S126段階とに分割されて、これを具体的に説明すると次のようになる。
【0042】
S122段階では、報告された計測データがサブ特定ルールである2/3ルールを満足するかを判断する。
この判断結果、2/3ルールを満足するとS124段階では、報告された計測データがサブ特定ルールである4/5ルールを満足するかを判断する。
【0043】
S124段階での判断結果、4/5ルールを満足するとS126段階では報告された計測データがサブ特定ルールである5トレンドルールを満足するかを判断する。
上記2〜7の場合がS120段階に適用される場合は判断対象にだけ差があり、その基本制御方法は1の場合と同一に進行されるから、ここではその各々の場合について具体的な説明は省略する。
【0044】
ここで、S110段階とS120段階進行時、2/3ルールを満足しない場合とは、報告された計測データで連続する3点の中で2点が2σ〜3σ間の領域(Zone)に存在する場合を示す。4/5ルールを満足しない場合とは、報告された計測データで連続する5点の中で4点が−1σ〜1σの領域外に存在する場合を示す。報告された計測データが前記5トレンドルールを満足しない場合とは、報告された計測データで5点以上が連続上向または連続下向のトレンド(Trend) が発生する場合を示す。
【0045】
半導体装備を制御する場合、工程の実時間制御が可能になって、異常発生時、即時的に製品の処理の進行中止、半導体装備の稼動中止、製品の処理の中止及び半導体装備の稼動中止のような一連の処理が取られるようにすることにより、異常発生を感知する機会の損失による工程不良発生が未然に防止できるようになる。
【0046】
このような半導体装備の制御方法は、上述のように実時間で工程が制御されるように実施することができ、場合によっては計測工程直前の工程だけではなく工程異常発生に影響を及ぼす特定の工程も一挙に複数インタロックをかけて半導体装備を制御することもできる。逆に、工程に柔軟性を持つため使用者が必要によって選択した重要工程だけが前記のような方式で制御されるように半導体装備を制御することもできる。
【0047】
以上、本発明の好ましい実施形態について詳細に記述したが、本発明が属する技術分野において通常の知識を持つ者によって、添付された請求範囲に定義された本発明の精神及び範囲を離脱しない本発明の多様な変形または変更は、本発明の範疇に含まれる。
【0048】
【発明の効果】
以上、詳細に説明したように本発明によれば、該当工程が該当ステップの最適の工程雰囲気下で進行されたかを計測工程が完了されるとすぐ実時間で判断できる。これにより、設備不良に伴う不良発生を未然に防止でき、特定ルール及びサブ特定ルールのような多様な統計データに基づいて工程の異常の有無が判断される。したがって、どんな原因(例えば誤設定された工程条件によるか半導体装備自体の問題であるか)により工程異常が発生したかを短時間内で正確に判断できるようになる。
【図面の簡単な説明】
【図1】 本発明による半導体装備制御システムを概略的に示すブロック図である。
【図2】 本発明による半導体装備の実時間制御方法を説明するための工程順序図である。
【図3】 図2に連結される本発明による半導体装備の実時間制御方法を説明するための工程順序図である。
【図4】 図2及び図3の一変形例を示す工程順序図である。
【図5】 図4に連結される図2及び図3の一変形例を示す工程順序図である。
【図6】 従来の半導体装備制御方法を説明するための工程順序図である。
【符号の説明】
1 半導体装備
3 ホストコンピュータ
5 インタロックモジュール
Claims (18)
- ホストコンピュータとオンラインで接続された半導体装備を実時間で制御する方法であって、
前記ホストコンピュータが、
単位工程で完了された製品の特性値の計測データが前記ホストコンピュータに予め設定された前記製品に不良が発生しない最適特性値の範囲内に包含されるかを判断する段階と、
前記計測データが前記最適特性値の範囲内に包含されると、前記計測データがSPCで使用される最大規格の管理限界離脱線である“最大上限値〜最小下限値”の範囲を示す管理限界線内にあるか否かを第1判断する段階と、
前記第1判断の結果、前記計測データが前記管理限界線内にあると前記単位工程が進行された半導体装備を正常稼動させる段階と、
前記第1判断の結果、前記計測データが前記管理限界線内にないと前記単位工程が進行された半導体装備の稼動と前記製品の処理の進行とを同時に中止させる段階と、
前記計測データが前記最適特性値の範囲内に包含されないと、前記半導体装備を正常稼動させつつ、前記単位工程が完了された製品の処理の進行を中止させる段階と、
前記単位工程が完了された製品の処理の進行を中止させた後、前記計測データが前記管理限界線内にあるか否かを第2判断する段階と、
前記第2判断の結果、前記報告された計測データが前記管理限界線内にあると前記単位工程が進行された半導体装備を正常稼動させる段階と、
前記第2判断の結果、前記報告された計測データが前記管理限界線内にないと、前記単位工程が進行された半導体装備の稼動を中止させるとともに、前記製品の処理の進行を中止させる段階とを有することを特徴とする半導体装備の実時間制御方法。 - 前記第1判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼働させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階をさらに含み、前記第3判断の結果満足しないと前記製品の処理の進行中止と前記半導体装備の稼働中止とを同時に実施し、
前記第2判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼働させる段階以前に前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階をさらに含み、前記第4判断の結果満足しないと前記半導体装備の稼働中止を実施することを特徴とする請求項1記載の半導体装備の実時間制御方法。 - 前記第1判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼働させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階をさらに含み、
前記第3判断の結果満足しないと前記製品の処理の進行中止と前記半導体装備の稼動中止とを同時に実施することを特徴とする請求項1記載の半導体装備の実時間制御方法。 - 前記第2判断の結果、前記計測データが前記管理限界線内にあると、前記半導体装備を正常稼働させる段階以前に前記計測データがSPCで使用される一般規格の管理限界離脱線である2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階をさらに含み、前記第4判断の結果満足しないと前記半導体装備の稼働中止を実施することを特徴とする請求項1記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、前記計測データが前記2/3ルールを満足するかを判断する段階であることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルー ルのうち少なくとも1つを満足するかを第3判断する段階は、前記計測データが前記4/5ルールを満足するかを判断する段階であることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、前記計測データが前記5トレンドルールを満足するかを判断する段階であることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記4/5ルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、
前記計測データが前記4/5ルールを満足するかを判断する段階と、前記4/5ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第3判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記4/5ルールを満足するかを判断する段階と、前記4/5ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項3に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、前記計測データが前記2/3ルールを満足するかを判断する段階になることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、前記計測データが前記4/5ルールを満足するかを判断する段階になることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、前記計測データが前記5トレンドルールを満足するかを判断する段階になることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。
- 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記4/5ルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、
前記計測データが前記4/5ルールを満足するかを判断する段階と、前記4/5ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。 - 前記計測データが前記2/3ルール、4/5ルール、5トレンドルールのうち少なくとも1つを満足するかを第4判断する段階は、
前記計測データが前記2/3ルールを満足するかを判断する段階と、前記2/3ルールを満足すると前記計測データが前記4/5ルールを満足するかを判断する段階と、前記4/5ルールを満足すると前記計測データが前記5トレンドルールを満足するかを判断する段階とでなることを特徴とする請求項2又は請求項4に記載の半導体装備の実時間制御方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1997P-66130 | 1997-12-05 | ||
| KR1019970066130A KR100292028B1 (ko) | 1997-12-05 | 1997-12-05 | 반도체 장비의 실시간 제어방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11176718A JPH11176718A (ja) | 1999-07-02 |
| JP3948827B2 true JP3948827B2 (ja) | 2007-07-25 |
Family
ID=19526504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15085598A Expired - Fee Related JP3948827B2 (ja) | 1997-12-05 | 1998-06-01 | 半導体装備の実時間制御方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6090632A (ja) |
| JP (1) | JP3948827B2 (ja) |
| KR (1) | KR100292028B1 (ja) |
| CN (1) | CN1107890C (ja) |
| TW (1) | TW480579B (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6594598B1 (en) * | 1997-10-08 | 2003-07-15 | Matsushita Electronics Corporation | Method for controlling production line |
| US6174738B1 (en) * | 1997-11-28 | 2001-01-16 | Advanced Micro Devices, Inc. | Critical area cost disposition feedback system |
| EP0932194A1 (en) * | 1997-12-30 | 1999-07-28 | International Business Machines Corporation | Method and system for semiconductor wafer fabrication process real-time in-situ interactive supervision |
| KR19990065486A (ko) * | 1998-01-14 | 1999-08-05 | 윤종용 | 반도체 제조설비 관리시스템의 공정조건 관리방법 |
| US6446022B1 (en) * | 1999-02-18 | 2002-09-03 | Advanced Micro Devices, Inc. | Wafer fabrication system providing measurement data screening |
| JP2000269108A (ja) * | 1999-03-15 | 2000-09-29 | Sharp Corp | 半導体製造装置の管理システム |
| FI112546B (fi) * | 1999-12-07 | 2003-12-15 | Jot Automation Oy | Menetelmä elektroniikkatuotteen testaamiseksi, menetelmä elektroniikkatuotteeseen toimenpiteiden kohdistamiseksi ja tuotepaletti |
| US20020022969A1 (en) * | 2000-07-07 | 2002-02-21 | Berg Marc Van Den | Remote automated customer support for manufacturing equipment |
| KR100481116B1 (ko) | 2001-03-09 | 2005-04-07 | 가부시끼가이샤 도시바 | 안면화상 인식장치 |
| KR100395697B1 (ko) * | 2001-04-07 | 2003-08-25 | (주)지우텍 | 반도체 공정 파라미터를 이용한 반도체 공정 장비 제어 방법 |
| DE10120701A1 (de) * | 2001-04-27 | 2002-10-31 | Infineon Technologies Ag | Verfahren zur Steuerung eines Prozeßgerätes zur sequentiellen Verarbeitung von Halbleiterwafern |
| KR100439841B1 (ko) * | 2001-10-05 | 2004-07-12 | 삼성전자주식회사 | 반도체 제조설비의 공정불량 방지방법 |
| KR100558348B1 (ko) * | 2002-03-30 | 2006-03-10 | 텔스타홈멜 주식회사 | 생산라인의 품질관리를 위한 통계적 공정관리 시스템 및방법 |
| CN100343855C (zh) * | 2002-05-15 | 2007-10-17 | 旺宏电子股份有限公司 | 维修决策方法与使用其的半导体元件电性测试系统 |
| JP3960911B2 (ja) * | 2002-12-17 | 2007-08-15 | 東京エレクトロン株式会社 | 処理方法および処理装置 |
| US7581140B1 (en) * | 2002-12-18 | 2009-08-25 | Advanced Micro Devices, Inc. | Initiating test runs based on fault detection results |
| US6766214B1 (en) * | 2003-04-03 | 2004-07-20 | Advanced Micro Devices, Inc. | Adjusting a sampling rate based on state estimation results |
| US6947801B2 (en) * | 2003-08-13 | 2005-09-20 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method and system for synchronizing control limit and equipment performance |
| US6950783B1 (en) * | 2004-03-11 | 2005-09-27 | Powerchip Semiconductor Corp. | Method and related system for semiconductor equipment prevention maintenance management |
| KR100928205B1 (ko) * | 2007-06-05 | 2009-11-25 | 삼성전자주식회사 | 반도체 제조설비 관리시스템 및 그의 통계적 공정 관리방법 |
| KR101017109B1 (ko) | 2008-11-26 | 2011-02-25 | 세메스 주식회사 | 반도체 제조 공정 모니터링 방법 |
| JP2014155024A (ja) * | 2013-02-07 | 2014-08-25 | Japan Display Inc | 色変換装置、表示装置、電子機器及び色変換方法 |
| CN104808597B (zh) * | 2014-01-24 | 2018-07-03 | 中芯国际集成电路制造(上海)有限公司 | 生产派工的方法和装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5321354A (en) * | 1990-07-23 | 1994-06-14 | Seiko Epson Corporation | Method for inspecting semiconductor devices |
| JPH10173021A (ja) * | 1996-12-12 | 1998-06-26 | Mitsubishi Electric Corp | 製造ライン解析方法及び製造ライン解析装置 |
| US5927512A (en) * | 1997-01-17 | 1999-07-27 | Micron Technology, Inc. | Method for sorting integrated circuit devices |
| US5910011A (en) * | 1997-05-12 | 1999-06-08 | Applied Materials, Inc. | Method and apparatus for monitoring processes using multiple parameters of a semiconductor wafer processing system |
-
1997
- 1997-12-05 KR KR1019970066130A patent/KR100292028B1/ko not_active Expired - Lifetime
-
1998
- 1998-04-16 TW TW087105797A patent/TW480579B/zh not_active IP Right Cessation
- 1998-06-01 JP JP15085598A patent/JP3948827B2/ja not_active Expired - Fee Related
- 1998-06-02 CN CN98109399A patent/CN1107890C/zh not_active Expired - Lifetime
- 1998-09-04 US US09/146,751 patent/US6090632A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1218922A (zh) | 1999-06-09 |
| CN1107890C (zh) | 2003-05-07 |
| TW480579B (en) | 2002-03-21 |
| KR19990047637A (ko) | 1999-07-05 |
| JPH11176718A (ja) | 1999-07-02 |
| US6090632A (en) | 2000-07-18 |
| KR100292028B1 (ko) | 2001-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3948827B2 (ja) | 半導体装備の実時間制御方法 | |
| JP5020101B2 (ja) | ラントゥラン制御器を用いた欠陥検出および分類(fdc) | |
| JP4643560B2 (ja) | 処理システムの自動構成のための方法 | |
| CN100432879C (zh) | 运行至运行控制与故障检测的集成 | |
| US6424876B1 (en) | Statistical process control system with normalized control charting | |
| JP2000252179A (ja) | 半導体製造プロセス安定化支援システム | |
| EP1181651A2 (en) | Semiconductor processing techniques | |
| US20210405833A1 (en) | Data processing method, data processing device, and computer-readable recording medium having recorded thereon data processing program | |
| US6873878B2 (en) | Throughput analysis system and method | |
| US6304791B1 (en) | Method for controlling semiconductor equipment interlocked with a host computer | |
| CN105988434A (zh) | 监测制造机台的方法及其系统 | |
| US6754593B1 (en) | Method and apparatus for measuring defects | |
| TWI742340B (zh) | 資料處理方法、資料處理裝置、資料處理系統以及資料處理程式 | |
| TWI822262B (zh) | 資料處理方法、資料處理裝置、資料處理系統以及電腦程式產品 | |
| KR0174993B1 (ko) | 반도체 설비의 통계적 공정관리 시스템 및 그 방법 | |
| US6697696B1 (en) | Fault detection control system using dual bus architecture, and methods of using same | |
| KR20090068600A (ko) | 반도체 공정에서의 자동화된 정보분석방법 | |
| US20050130329A1 (en) | Method for the prediction of the source of semiconductor part deviations | |
| JP3144369B2 (ja) | 生産制御システムおよびその制御方法 | |
| KR100197884B1 (ko) | 반도체 제조공정 관리방법 | |
| Durham et al. | Automation and statistical process control of a single wafer etcher in a manufacturing environment | |
| JP2002373014A (ja) | 電子デバイスの製造工程管理システム | |
| CN110391150B (zh) | 片盒监控方法、片盒监控装置及半导体加工系统 | |
| KR20000003307A (ko) | 반도체 제조설비 관리시스템의 로트 플로우 제어방법 | |
| US7065424B1 (en) | Systems and methods that monitor re-qualification indicia associated with durable items to ensure physical process quality |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20020717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060704 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070327 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070417 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061003 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110427 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110427 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120427 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120427 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130427 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130427 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140427 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |