JP3905397B2 - ゴムあるいはゴム系組成物の混練装置 - Google Patents
ゴムあるいはゴム系組成物の混練装置 Download PDFInfo
- Publication number
- JP3905397B2 JP3905397B2 JP2002044316A JP2002044316A JP3905397B2 JP 3905397 B2 JP3905397 B2 JP 3905397B2 JP 2002044316 A JP2002044316 A JP 2002044316A JP 2002044316 A JP2002044316 A JP 2002044316A JP 3905397 B2 JP3905397 B2 JP 3905397B2
- Authority
- JP
- Japan
- Prior art keywords
- kneading
- rubber
- kneaded
- screw
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004898 kneading Methods 0.000 title claims description 310
- 239000000203 mixture Substances 0.000 title claims description 21
- 238000010008 shearing Methods 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 description 26
- 238000011144 upstream manufacturing Methods 0.000 description 17
- 239000003795 chemical substances by application Substances 0.000 description 15
- 238000013329 compounding Methods 0.000 description 15
- 230000000694 effects Effects 0.000 description 12
- 239000006185 dispersion Substances 0.000 description 5
- 239000002826 coolant Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000013011 mating Effects 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 1
- 238000012668 chain scission Methods 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/80—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the plasticising zone, e.g. by heating cylinders
- B29C48/83—Heating or cooling the cylinders
- B29C48/834—Cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/405—Intermeshing co-rotating screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/57—Screws provided with kneading disc-like elements, e.g. with oval-shaped elements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Accessories For Mixers (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
Description
【発明の属する技術分野】
本発明は、ゴムの流動性・加工性を改善するための素練りやゴムと各種配合剤などを添加した混練対象物を混練するゴムあるいはゴム系組成物の混練装置に関するものである。
【0002】
【従来の技術】
ゴムあるいはゴム系組成物の混練装置として、2軸混練用押出機を用いることが知られている。この2軸混練用押出機は、通常、筒状の空洞部であるチャンバを有したバレルと、チャンバ内で回転する2軸のスクリューセットとを備えている。そして、スクリューセットは、混練用ロータやニーディングディスク、スクリュー、などのセグメントが複数組み合わされて構成されているのが一般的である。
【0003】
この2軸混練用押出機からなる混練装置を用いて、ゴム等の混練を行う場合、まず、ゴムあるいは各種配合剤などを添加したゴムからなる混練対象物を、バレルの一方側からチャンバ内へと供給する。そして、この混練対象物は、スクリューセットによって軸方向に押出されながら、スクリューセットに組み込まれる混練用ロータ等によって、チャンバ内壁との間に形成される空間で剪断力を付与されて混練される。また、混練と同時に、混練対象物に含まれる配合剤の分散混合も行われる。こうして、所望の混練状態、即ち所望の粘度や配合剤の分散度に調整された混練物が製造される。
【0004】
この場合、混練対象物の種類や、調整したい混練状態に応じて、スクリューセットに組み込むセグメントの種類や数を適宜選択する必要がある。通常、混練仕事量を多く付与したい場合は、混練用ロータを多く組み込み、配合剤の分散に重点を置く構成としたい場合は、ニーディングディスクを多く組み込むといったことを行う。なお、一般的に、混練用ロータは、螺旋翼を備え、この螺旋翼の頂部とチャンバ内壁との間に形成されるチップクリアランスで混練対象物に強い剪断力を付与するものであり、また、ニーディングディスクは、頂部が軸と平行に形成される翼を備え、軸方向に比較的短いセグメントを、翼面非連続につなげたものである。
【0005】
とくに、混練用ロータを組み込んだスクリューセットを用いて混練を行う場合、スクリューセットが回転することで、混練用ロータに設けられる螺旋翼が混練対象物を送る方向となるように、混練用ロータが組み込まれる。これにより、混練対象物に対して混練仕事を付与するとともに、下流側へと押出していく。しかし、混練対象物に十分に混練仕事を付与し、高い混練効率を実現するためには、混練中の混練対象物をある程度チャンバ内に充満させる必要がある。そのため、連続して組み込まれる混練用ロータの下流側に位置する混練用ロータの螺旋翼を反対方向、即ち混練対象物を上流側へ戻す方向となるように、混練用ロータを組み込むことが行われる。これにより、混練対象物を充満させ、高い混練効率を実現しようとするものである。
【0006】
しかしながら、上記構成によると、混練作業が終了した後も、最後まで混練対象物が排出されず、チャンバ内に多くのゴムが残ってしまうことになる。この排出されずに残ったゴムは、次回チャンスで混練が行われる異種の混練対象物と混ざったり、また、次回チャンスが同種ゴム等であってもそれまでに変質していて品質の劣化を生じたり、さらに、歩留り低下等を招く原因ともなる。
【0007】
また、上記構成によって高粘性の混練対象物の混練を行う場合、チャンバ内に混練対象物が滞留しすぎてしまうことで、混練対象物に過度の混練仕事量が付与されたり、材料高充満のためバレル内壁からの冷却が追いつかず、混練中の発熱で材料温度が上昇しやすくなってしまう。混練対象物があまり高温になると、混練中の混練対象物の粘度が低温時に比して低下しているため、機械的剪断による分子鎖の切断効果が十分に発揮されず、混練効率が低下してしまい、所望の粘度まで低下させることができなくなってしまう。さらに、高温となって混練対象物が所定の温度を超えてしまうと、ゴム材料の物性が変化し、ゴムとしての性能の劣化も生じてしまう。
【0008】
また、一般的に、混練用ロータを組み込んだ混練装置の場合、高い混練効率を実現し易いものの、混練対象物のチャンバ内での偏在が生じる場合、スクリューセットがチャンバ内で均等に保持されにくいため、バレルとスクリューセットとの接触により摩耗等が生じ、設備寿命の低下等の問題を招くことになる。
【0009】
【発明が解決しようとする課題】
したがって、従来の混練装置においては、混練中に混練対象物が、チャンバ内で過度な滞留を引き起こしやすい。そのため、混練後もチャンバ内に混練対象物が残りやすい、また、高温となってゴム材料の劣化や混練効率の低下を引き起こしやすい、あるいは、混練対象物の偏在により、混練装置の寿命低下を招きやすい等の問題を有している。
【0010】
本発明は、上記実情に鑑みることにより、混練中の混練対象物が、チャンバ内で過度に滞留することを防止し、且つ、十分な混練仕事を付与し得るゴムあるいはゴム系組成物の混練装置を提供することを目的とする。
【0011】
【課題を解決するための手段】
上記課題を解決するために、請求項1に記載のゴムあるいはゴム系組成物の混練装置は、ゴムあるいは各種配合剤などを添加したゴムからなる混練対象物を流動させるとともに剪断力を与えて、ゴムを素練りしあるいは配合剤の分散混合および分配混合を促進し、所望の混練状態の混練物とするゴムあるいはゴム系組成物の混練装置であって、(1)筒状の空洞部であるチャンバを有したバレルと、(2)前記バレル内部に形成され、前記チャンバの周囲に設けられる冷却経路と、(3)前記チャンバ内で回転することで、前記混練対象物に対して、剪断力を加えて混練するとともに、下流側に押出す2軸のスクリューセットと、(4)前記スクリューセット軸方向にセグメント部材として組み込まれ、前記チャンバ内壁との間に形成される空間で混練を行う混練翼部と、を備え、前記混練翼部は、頂部が部分的に切り欠かかれ、且つ軸方向に前記スクリューセット外径以上の長さを有する螺旋翼を備え、不連続に軸断面形状が変化する部分をもつ他のセグメント部材と、下流側で隣接していることを特徴とする。
【0012】
この構成によると、混練翼部は、不連続に軸断面形状が変化する部分をもつ他のセグメント部材と、下流側で隣接しているため、不連続部分が搬送抵抗となり、この不連続部分の上流側に混練対象物が充満することになる。このように充満した混練対象物には、混練翼部によって、十分な混練仕事が付与されることになる。一方、不連続部分で混練対象物を所要量だけ堰き止めるように充満させることができるため、混練対象物が上流側へ押し戻されることもなく、過度の滞留が生じることもない。このため、混練後もチャンバ内に混練対象物が残りやすいといった問題や、高温となってゴム材料の劣化や混練効率の低下を引き起こしやすいといった問題を生じにくい。
そして、混練翼部の螺旋翼頂部には、切り欠きが設けられているため、この切り欠き部分を混練対象物が通過しやすくなり、切り欠きの無い部分では混練が促進されることになる。即ち、切り欠きの無い部分では、混練対象物に対して十分な混練仕事を付与することができ、また、切り欠き部分を備えることで、チャンバ内での混練対象物の流動状態を複雑化することができ、配合剤の分散混合及び分配混合を効率よく行うことも可能になる。さらに、螺旋翼の長さが、スクリューセット外径以上あることで、混練対象物の偏在防止効果と、効率的な配合剤の混合という効果とを安定して奏することができる。
したがって、混練中の混練対象物が、チャンバ内で過度に滞留することを防止し、且つ、十分な混練仕事を付与し得るゴムあるいはゴム系組成物の混練装置を提供することができる。
【0013】
請求項2に記載のゴムあるいはゴム系組成物の混練装置は、請求項1において、前記混練翼部は、前記スクリューセット外径の5倍以上の長さのスクリューリードをもつことを特徴とする。
【0014】
この構成によると、スクリューリードが、スクリューセット外径の5倍以上の長さがあるため(スクリューリードが5D以上あるため)、一般のスクリュに比べて混練材料の押出し方向への搬送力が弱く、混練対象物がチャンバ内で充満してスクリューセットを安定して保持するための十分な充満部長さを確保できる。したがって、バレルとスクリューセットとの接触により摩耗等が生じ、設備寿命が低下するといった問題が生じることを抑制できる。
【0015】
請求項3に記載のゴムあるいはゴム系組成物の混練装置は、請求項1または2において、前記混練翼部と下流側で隣接する他のセグメント部材は、軸方向に前記スクリューセット外径の1/2以上の長さを有するとともに、頂部が軸と平行に形成される翼を備える複数のセグメントが、軸中心に対して90°ずつ軸断面形状を交互にずらして組み合わされているものであることを特徴とする。
【0016】
この構成によると、複数のセグメントが、軸中心に対して90°ずつ軸断面形状を交互にずらして組み合わされているため、セグメント部材自体による混練対象物への送り作用も戻し作用も生じることがない。このため、確実に、混練対象物を所要量だけ堰き止めるように充満させることができる。また、前記他のセグメント部材の長さが、スクリューセット外径の1/2以上あることで、所要量の混練対象物を堰き止めるという効果を安定して奏することができる。
【0017】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて説明する。図1は、本実施形態に係るゴム系組成物の混練装置1の側面からみた断面模式図を示すものである。本図に示すように、この混練装置1は、同方向回転噛合型の2軸混練用押出機として構成されている。
【0018】
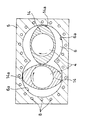
2軸混練用押出機である混練装置1は、1対のスクリューセット4と、このスクリューセット4が回転するための筒状の空洞部であるチャンバ6を有したバレル5とを備えている。1対のスクリューセット4は、図1の側面図において重なるように、軸心同士が平行となって配置されているものである。そして、この1対のスクリューセット4は、バレル5の一端側に設けられた図示しないモータ及び減速機を備える駆動部7(図中左側に図示)に連結され、同方向に回転駆動される。また、チャンバ6は、まゆ型断面の筒状空洞部として形成されており、このチャンバ6内に、図3のA−A'線矢視断面図に示すように、1対のスクリューセット4が収納されている。
【0019】
バレル5の一端側には、チャンバ6内にゴムあるいはゴムに充填剤や添加剤等の各種配合剤を添加したものからなる混練対象物を供給するための供給口3(ホッパー部)が設けられている。この供給口3には、ゴム供給装置2などから混練対象物が供給される。図1には、シート状に成形された原料ゴム(混練対象物)を送り出すフィーダーロール2aと、チャックロール2bとを備えるゴム供給装置2を例示している。そして、ゴム供給装置2などによって、供給口3から供給された混練対象物は、チャンバ6内でスクリューセット4が回転することで、図中右側(上流側)から左側(下流側)に向かって軸方向に搬送されるとともに、連続的に混練が行われる。
【0020】
バレル5には、図3(A−A'線矢視断面図)、図4(B−B'線矢視断面図)に示すように、チャンバ6の周囲を囲むように複数の冷却経路8が、スクリューセット4の軸方向(以下、単に「軸方向」という)に形成されている。この冷却液経路8に冷却水等の冷媒を導通させることにより、バレル5を通じて、連続混練中の混練対象物が高温となることが抑制される。
【0021】
また、バレル5には、軸方向の複数箇所に、脱気や観察等を行うための、開口部9(9a、9b)が設けられている。この開口部9を通じて、混練中に発生するガスの排出や、混練中の混練対象物の混練状態の観察を行うことができる。図1では、開口部9a、9bともに、外部に対して開放された状態となっている例を示しているが、図示しない蓋等を取り付けてもよい。
【0022】
なお、バレル5は、軸方向に分割可能な複数のユニットが(分割線は図示せず)が組み合わされて構成されており、バレル5の先端5aは、大気開放となっている。図1に示す混練装置1では、塊状で混練された混練物が排出されるようになっているものを図示しているが、先端5aに所定の断面形状に成形された混練物を排出するようにダイス部を接続してもよい。
【0023】
つぎに、スクリューセット4は、図1に示すように、第1スクリュ部10、第1混練翼部11、第1ニーディングディスク部12、第2スクリュ部13、第2混練翼部14、第2ニーディングディスク部15、第3スクリュ部16の各セグメント部材が、軸方向にこの順で組み込まれることで構成されている。
【0024】
まず、第1〜3スクリュ部(10、13、16)は、スクリューセット4に組み込まれるスクリューセグメントからなり、図3のA−A'線矢視断面図にその一つを示すように、2条の螺旋翼を備えている。この螺旋翼の先端(図3には、先端14aを図示)とチャンバ6の内壁6aとが近接して隙間が小さくなるように設けられることで、混練対象物の噛み込みを良くし、下流側へと漏れなく押出すことができるようになっている。なお、2つのスクリューセット4が、図3に示す矢印のように同方向に回転することで、混練対象物が図1の右側方向へと押出されていく。ちなみに、供給口3は、第1スクリュ部10の直上に、開口部9aおよび9bは、第2スクリュ部13および第3スクリュ部16の直上に、それぞれ位置するように設けられている。
【0025】
次に、混練翼部について説明する。第1混練翼部11および第2混練翼部14は、第1スクリュ部10および第2スクリュ部13の直下流側に位置するようにそれぞれスクリューセット4に組み込まれている。これらの混練翼部を成すセグメント部材は、混練対象物を下流側へ押出す向きの捩じれ角をもつ複数の混練用ロータセグメント(以下、単に「混練用ロータ」という)が軸方向に組み合わされることで構成されている。すなわち、第1混練翼部11では3つの混練用ロータが、第2混練翼部14では、5つの混練用ロータを組み合わせた例を示している。なお、第1混練翼部11および第2混練翼部14の最上流側と、第1スクリュ部10および第2スクリュ部13の最下流側とのあわせ面は、略同一形状で重ね合わせられるように(同位相となるように)組み合わせられている。これにより、各スクリュ部と各混練翼部との間の隙間に混練対象物が滞留したり、また、スクリュ部と混練翼部とが干渉したりすることを防止できる。
【0026】
混練翼部(11、14)に組み込まれる各混練用ロータ(11a〜11c、14a〜14e)には、一定の捩じれ角ψとなるように形成された2条の螺旋翼が備えられている。この2翼混練用ロータを用いることで、混練対象物に対して強い剪断力を付与することができ、高粘性のゴムあるいはゴム系組成物であっても、粘度および配合剤分散度等の調整が可能な連続混練処理を実現できる。
【0027】
なお、捩じれ角とは、スクリューセット4の周方向に沿いながら軸方向に進行するように形成された螺旋翼の頂部における螺旋方向に向かう接線と軸方向とが、軸に平行な面に投射されてなす角である。なお、図1では、第1混練翼部11の捩じれ角と第2混練翼部14の捩じれ角とは、同一のψとなる例を示しているが、異なった捩じれ角を形成していてもよい。例えば、下流側の第2混練翼部14の捩じれ角を上流側の第1混練翼部11の捩じれ角よりも小さくなるように設定することで、下流側においては混練対象物の排出作用を促し、上流側においては混練対象物を充満し易くなるようにして混練効率を高めることもできる。ただし、混練対象物を上流側に押し戻す向きの捩じれ角とならないようにすることが肝要である。
【0028】
ここで、本実施形態に用いられる混練用ロータについて、さらに詳しく説明する。図5は、1つの混練用ロータR(例えば、混練用ロータ11a)の正面図(図5(a))と側面図(図5(b))を示したものである。本図に示すように、混練用ロータRには、軸孔18が形成されており、この軸孔18にスクリューセット4の軸が嵌挿されることで、混練用ロータRはスクリューセット4に組み込まれる。
【0029】
図5(a)および(b)に示されるように、混練用ロータRに形成される2条の螺旋翼の頂部19は、部分的に切り欠かかれた形状を有している。この切り欠き部分が、低位チップ部19bを構成し、切り欠き部分以外の部分が、高位チップ部19aを構成する。すなわち、高位チップ部19aと低位チップ部19bとが、軸方向に区分されて交互に形成されている。
【0030】
低位チップ部19aでは、高位チップ部19bに比して、軸心から頂部19までの距離が短くなるように形成されている。そして、軸方向同位置における2条の螺旋翼の一方の頂部19に高位チップ部19aが形成されているときには、他方の螺旋翼の頂部19には、低位チップ部19bが形成されている。この構成により、チャンバ内壁6aと混練用ロータRとの間に、後述するように広いチップクリアランスと狭いチップクリアランスとが交互に出現するように形成されることになる。
【0031】
上記説明した各混練用ロータRが、軸方向に組み合わされることで、図1に示すように、第1混練翼部11および第2混練翼部14の各セグメント部材が構成されている。なお、各混練用ロータ(11a、11b、・・・)は、それぞれ軸方向に螺旋翼が螺旋方向に連続して連なるように組み合わされている。
【0032】
また、第1混練翼部11および第2混練翼部14とも、スクリューセット外径D(図1左側に両端矢印で示す)以上の長さを有する螺旋翼を備えている。そして、第1混練翼部11及び第2混練翼部14とも、スクリューセット外径Dの5倍以上のスクリューリード(すなわち、5D以上の長さ)を有するように構成されている。
【0033】
なお、混練翼部の断面図の1つとして、図3に、B−B'線矢視断面図を示すが、本図においてよく理解されるように、2軸のスクリューセット4に設けられる混練用ロータ14cは(その他の混練用ロータも同様)、同方向に噛合して回転するようになっている(回転方向を図中矢印で示す)。そして、先述したように、混練用ロータ14cには、2翼の螺旋翼が形成され、一方の螺旋翼頂部には高位チップ部19aが、他方の螺旋翼頂部には低位チップ部19bが形成されている。
【0034】
高位チップ部19aとチャンバ内壁6aとの間に形成されるチップクリアランス20aの大きさは、互いに接近して相対的に狭くなっている(以下、「狭いチップクリアランス20a」という)。一方、低位チップ部19bとチャンバ内壁6aとの間に形成されるチップクリアランス20bの大きさは、相対的に広くなっている(以下、「広いチップクリアランス20b」という)。
【0035】
第1混練翼部11および第2混練翼部14は、以上説明したように切り欠き部分が設けられた構成を有していることで、広いチップクリアランス20bでは混練対象物が通過し易いためもう一方の翼の翼面に向かって一部材料が通過し易くなり、他方、狭いチップクリアランス20aでは材料を下流側に送りながら混練が促進されることになる。このため、混練対象物がチャンバ6内に偏在して滞留することを防止でき、スクリューセット4をチャンバ6内で均等に保持することができる。よって、バレル5とスクリューセット4との接触により摩耗等が生じることを抑制し、設備寿命の低下を招くことを防ぐことができる。そして、混練対象物に対して十分な混練仕事を付与することもできる。
【0036】
また、切り欠き部分を備えることで、チャンバ6内での混練対象物の流動状態を複雑化することができ、配合剤の分散混合および分配混合を効率よく行うことも可能になる。さらに、螺旋翼の長さが、スクリューセット外径D以上あることで、混練対象物の偏在防止効果と、効率的な配合剤の混合という効果とを安定して奏することができる。
【0037】
また、混練翼部のスクリューリードが、スクリューセット外径Dの5倍以上あることにより、混練対象物がチャンバ6内で充満してスクリューセット4を安定して保持するための十分な充満部長さを確保できる。
【0038】
最後に、図1において、スクリューセット4の残るセグメント部材である第1ニーディングディスク部12および第2ニーディングディスク部15について説明する。第1ニーディングディスク部12および第2ニーディングディスク部15は、第1混練翼部11および第2混練翼部14の直下流側に位置するようにそれぞれスクリューセット4に組み込まれている。これらのニーディングディスク部を成すセグメント部材は、複数のニーディングディスク翼(以下、単に「ニーディングディスク」という)が軸方向に組み合わされることで構成されている。すなわち、第1ニーディングディスク部12および第2ニーディングディスク部15ともに5つのニーディングディスクを組み合わせた例を示している。
【0039】
各ニーディングディスク(12a〜12e、15a〜15e)は、混練用ロータまたはスクリューセグメントの有する断面形状(図3および図4参照)と略同一の断面形状を有し、頂部が軸と平行に形成される2翼を備える軸方向に短い長さのセグメントとして形成される。
【0040】
そして、第1及び第2混練翼部(11、14)の最下流側と、第1及び第2ニーディングディスク部(12、15)の最上流側との合わせ面、または、第2及び第3スクリュ部(13、16)の最上流側と、第1及び第2ニーディングディスク部(12、15)の最下流側との合わせ面は、いずれも、略同一形状で重ね合わせられるように(同位相となるように)組み合わせられている。これにより、各スクリュ部または各混練翼部と、各ニーディングディスク部との間の隙間に混練対象物が滞留したり、また、スクリュ部または混練翼部とニーディングディスク部とが干渉したりすることを防止できる。
【0041】
また、第1及び第2ニーディングディスク部(12、15)において、複数のニーディングディスク(12a〜12a、15a〜15e)は、それぞれ軸中心に対して90°ずつ軸断面形状を交互にずらして軸方向に組み合わされている。ここで、第1及び第2ニーディングディスク部(12、15)の最上流側のセグメント(12a、15a)は、前述のように、第1及び第2混練翼部(11、14)とそれぞれ連続的に軸断面形状が変化するように組み合わされているものである。しかし、その下流側に90°軸断面形状がずれたセグメント(12b、15b)が組み合わせられていることで、第1及び第2ニーディングディスク部(12、15)は、不連続に軸断面形状が変化する部分を有することになる。すなわち、第1及び第2混練翼部(11、14)は、不連続に軸断面形状が変化する部分をもつ他のセグメント部材と、下流側で隣接していることになる。
【0042】
第1及び第2ニーディングディスク(12、15)における各セグメント(12a〜12e、15a〜15e)は、上記のように、90°ずつ位相をずらして組み合わされている。もし、90°位相差でなく、スクリューセット4の回転によって混練対象物を送る方向となるように徐々に位相差を設けたとすると、その上流側に混練対象物が十分に充満せずに下流側へと送り出されてしまうことになる。この場合、十分な混練仕事が混練対象物に対して付与されないことになる。また、スクリューセット4の回転によって混練対象物を戻す方向となるように徐々に位相差を設けたとすると、今度はその上流側に混練対象物が過度に充満することになり、従来の技術で述べたような、混練対象物が最後まで排出されずに残ってしまう問題点や高温となり過ぎる問題点を誘発してしまうことになる。しかし、90°位相差とすることにより、第1および第2ニーディングディスク部(12、15)自体は、材料搬送抵抗としてのみ作用し、混練対象物への送り作用も戻し作用も生じることがない。このため、確実に、混練対象物を所要量だけ堰き止めるように充満させることができる。
【0043】
なお、第1及び第2ニーディングディスク部(12、15)の軸方向長さや組み込むセグメントの個数を変更することにより、上流側の第1及び第2混練翼部(11、14)側へと充満させる混練対象物の量を適宜調整することが可能となる。この場合、第1及び第2ニーディングディスク部(12、15)の軸方向長さは、スクリューセット外径Dの1/2以上の長さを有していることが望ましい。これにより、所要量の混練対象物を堰き止めるという効果を安定して奏することができる。
【0044】
図2に、第1スクリュー部10、第1混練翼部11、第1ニーディングディスク部12、第2スクリュー部13が、セグメント部材としてスクリューセット4に組み込まれている様子を模式的に示している。本図からも理解されるように、第1スクリュー部10と第1混練翼部11、第1混練翼部11と第1ニーディングディスク部12、第1ニーディングディスク部12と第2スクリュー部13は、それぞれ連続的に変化しているが、第1混練翼部11の下流側で隣接する第1ニーディングディスク部12には、不連続に軸断面形状が変化する部分(セグメント12aとセグメント12bとの間)が備えられている。
【0045】
以上が、本実施形態に係る混練装置1の構成である。つぎに、図1に基づいて、その作動形態について説明する。まず、カーボンブラックなどの充填剤や添加剤等の各種配合剤が添加され、シート状に成形された混練対象物が、ゴム供給装置2等によって、2軸混練用押出機である混練装置1へと供給される。混練対象物は、供給口3からチャンバ6内へと供給される。
【0046】
このとき、チャンバ6内では、一対のスクリューセット4が駆動部7によって同方向に噛合して回転している(図3、4参照)。そして、チャンバ6内に供給された混練対象物は、第1スクリュ部10に設けられる2翼の螺旋翼により、第1混練翼部11側へと押し出される。
【0047】
第1混練翼部11側へと押し出されてきた混練対象物は、第1混練翼部11とチャンバ内壁6aとの間で混練作用を受けながら下流側へと搬送されていく。このとき、第1混練翼部11と下流側で隣接する第1ニーディングディスク部12に備えられる不連続に軸断面形状が変化する部分の存在によって、下流側へと搬送される混練対象物に対して搬送抵抗が作用する。これにより、第1混練翼部11とチャンバ内壁6aとの間には、混練対象物が、適度に滞留するように充満していく。そして、充満した混練対象物には、チップクリアランス(20a、20b)で、流動するとともに剪断力を与えられて、十分に混合および分散されるように混練される。
【0048】
このとき、第1ニーディングディスク部12の不連続部分で、混練対象物を所要量だけ堰き止めるように充満させることができるため、混練対象物が上流側へ押し戻されることもなく、過度の滞留が生じることもない。このため、混練後もチャンバ6内に混練対象物が残りやすいといった問題や、高温となってゴム材料の劣化や混練効率の低下を引き起こしやすいといった問題を生じにくい。また、第1混練翼部11の螺旋翼頂部19には、切り欠き部分が設けられているため、前述したように、混練対象物がチャンバ6内に偏在して滞留してしまい混練装置の寿命低下を招くといった問題を生じにくい。
【0049】
第1混練翼部11で混練された混練対象物は、第1ニーディングディスク部12を通過して、さらに第2スクリュー部13により下流側へと押し出される。第2スクリュ部13により下流側へ押し出された混練対象物は、第2混練翼部14へと至る。そして、第1混練翼部11と第1ニーディングディスク部12とによって受けた作用と同様の作用が、第2混練翼部14と第2ニーディングディスク部15とによって混練対象物に加えられる。第2ニーディングディスク部15を通過した混練対象物は、さらに第3スクリュ部16によって下流側へ押し出され、最後に、混練物として、先端部5aから排出される。
【0050】
ここで、本発明の効果についてさらに詳しく述べるために、以下、実施例に基づいてより具体的に説明する。なお、以下に説明する実施例は、あくまで本発明適用の例示である。
【0051】
(実施例)
本実施例では、前述した実施形態に係る2軸混練用押出機である混練装置1(図1参照)において、混練翼部とニーディングディスク部をそれぞれ1箇所のみ設けたスクリュ翼構成とし、混練物の製造実験を行った。混練装置1としては、スクリュ径59mmで、スクリューセット4の長さとスクリューセット外径Dとの比(L/D)が、L/D:10.8とした。また、連続混練中は、バレル5に設けられる冷却液経路8に冷却水を導通することで、バレル温度が常温付近の温度で略一定に保たれるように温度調整しながら混練を行い、バレル5の先端部5aから混練物を塊状のまま排出した。
【0052】
スクリュー回転速度は300rpmとし、供給する混練対象物(ゴム材料)の温度は25℃、供給速度は200kg/hrとし、ムーニー粘度低下値および混練後の温度(先端部5aから排出された直後の混練物の温度)及び第2スクリュ部のスクリュ振れ量を測定した(実験条件▲1▼)。また、比較のため、スクリューリードが3Dであり且つ頂部を切り欠かかないロータを使用した混練装置による混練物の製造(実験条件▲2▼)、スクリューリードが3Dであり且つ頂部を切り欠かかないロータを使用し、送り方向のニーディングディスクを使用した混練装置による混練物の製造(実験条件▲3▼)、スクリューリードが3Dであり且つ頂部を切り欠かかないロータを使用し、戻し方向のニーディングディスクを使用した混練装置による混練物の製造(実験条件▲4▼)、を行い、実験条件▲1▼と同様にムーニー粘度低下値と混練物温度を測定した。以下、表1に実験結果を示す。
【0053】
【表1】

表1に示すとおり、戻しニーディングディスクを使用した実験条件▲4▼が混練度(ムーニー粘度低下値)が最も大きくスクリュ振れ量も最も小さいが材料温度が高く、場合により材料劣化が懸念される。また、材料残りが多量に発生するため、採用に難が有る。一方で、送りニーディングディスクを使用した実験条件▲3▼は、材料滞留量が少なくなるため、材料温度が最も低いが、混練度が小さく、スクリュ振れ量も大きく、採用する利点が少ない。90°に位相をずらしたニーディングディスクを使用した実験条件▲1▼及び▲2▼は、いずれも温度・混練度ともに良好な値となっている。温度やムーニー粘度低下値は混練翼部長さや回転速度で調整できるが、それら運転条件では調整が困難なスクリュ振れ量は実験条件▲1▼が小さい。従い、実験条件▲1▼が最も優れていると判断でき、本発明の有効性を確認することができた。
【0055】
ニーディングディスク部の各構成小翼は、薄ければそれだけ攪拌能力・搬送抵抗が強まるが、機械的剛性が必要とされるため、一般的に0.1D〜0.3D程度で製作される。実施例では、0.2Dの小翼を5枚組み合わせて使用したが、機能的には最小2枚あれば位相不連続面を形成できる。しかし、十分な搬送抵抗を実現するためには5枚程度必要と考えられる。また、0.1Dの小翼でも基本的に同等の性能が実現されると予想されるため、最小で合計0.5D以上のニーディングディスク部長さがあればよいと推定される。
【0056】
以上が、本実施形態に係る混練装置1の説明であり、この混練装置1によると、混練中の混練対象物が、チャンバ内で過度に滞留することを防止し、且つ、十分な混練仕事を付与し得るゴムあるいはゴム系組成物の混練装置を提供することができる。
【0057】
なお、実施の形態は、上記に限定されるものではなく、例えば、次のように変更して実施してもよい。
【0058】
(1)本実施形態においては、混練用ロータとして2翼の螺旋翼を備えるものを用いる例を示しているが、3翼の螺旋翼を備える混練用ロータであっても、同様に本発明を適用し得る。
【0059】
(2)本実施形態においては、混練翼部を第1と第2の2つ設けているが、必ずしもこの通りでなくてもよく、1つ乃至は3つ以上であっても、本発明を適用し得る。
【0060】
(3)本実施形態においては、第1混練翼部に混練用ロータを3つ、第2混練翼部に混練用ロータを5つ組み込んだ例を示しているが、必ずしもこの通りでなくてもよく、種々の個数を組み込むものであっても、本発明を適用し得る。
【0061】
(4)混練用ロータの螺旋翼頂部に形成される切り欠き部分の形態については、図5に示すものに限定されず、種々の形状(切り欠き部分の長さ、位置、個数、チップ部の高さなど)を選択しても、本発明を適用し得る。
【0062】
(5)本実施形態においては、混練翼部に下流側で隣接し、不連続に軸断面形状が変化する部分をもつ他のセグメント部材として、複数のニーディングディスクをもつものを例示しているが、必ずしもこれに限定されるものでなくてもよい。例えば、不連続部分を出現させ得るよう形成された螺旋翼をもつスクリュー部であってもよい。
【0063】
【発明の効果】
請求項1の発明によると、混練翼部は、不連続に軸断面形状が変化する部分をもつ他のセグメント部材と、下流側で隣接しているため、不連続部分が搬送抵抗となり、この不連続部分の上流側に混練対象物が充満することになる。このように充満した混練対象物には、混練翼部によって、十分な混練仕事が付与されることになる。一方、不連続部分で混練対象物を所要量だけ堰き止めるように充満させることができるため、混練対象物が上流側へ押し戻されることもなく、過度の滞留が生じることもない。このため、混練後もチャンバ内に混練対象物が残りやすいといった問題や、高温となってゴム材料の劣化や混練効率の低下を引き起こしやすいといった問題を生じにくい。
そして、混練翼部の螺旋翼頂部には、切り欠きが設けられているため、この切り欠き部分を混練対象物が通過しやすくなり、切り欠きの無い部分では混練が促進されることになる。即ち、切り欠きの無い部分では、混練対象物に対して十分な混練仕事を付与することができ、また、切り欠き部分を備えることで、チャンバ内での混練対象物の流動状態を複雑化することができ、配合剤の分散混合及び分配混合を効率よく行うことも可能になる。さらに、螺旋翼の長さが、スクリューセット外径以上あることで、混練対象物の偏在防止効果と、効率的な配合剤の混合という効果とを安定して奏することができる。
したがって、混練中の混練対象物が、チャンバ内で過度に滞留することを防止し、且つ、十分な混練仕事を付与し得るゴムあるいはゴム系組成物の混練装置を提供することができる。
【0064】
請求項2の発明によると、スクリューリードが、スクリューセット外径の5倍以上の長さがあるため(スクリューリードが5D以上あるため)、一般のスクリュに比べて混練材料の押出し方向への搬送力が弱く、混練対象物がチャンバ内で充満してスクリューセットを安定して保持するための十分な充満部長さを確保できる。したがって、バレルとスクリューセットとの接触により摩耗等が生じ、設備寿命が低下するといった問題が生じることを抑制できる。
【0065】
請求項3の発明によると、複数のセグメントが、軸中心に対して90°ずつ軸断面形状を交互にずらして組み合わされているため、セグメント部材自体による混練対象物への送り作用も戻し作用も生じることがない。このため、確実に、混練対象物を所要量だけ堰き止めるように充満させることができる。また、前記他のセグメント部材の長さが、スクリューセット外径の1/2以上あることで、所要量の混練対象物を堰き止めるという効果を安定して奏することができる。
【図面の簡単な説明】
【図1】本実施形態にかかるゴム系組成物の混練装置の側面からみた断面模式図を示している。
【図2】本実施形態に係るゴム系組成物の混練装置の側面からみた一部模式図である。
【図3】図1のA−A'線矢視断面図である。
【図4】図1のB−B'線矢視断面図である。
【図5】本実施形態に係るゴム系組成物の混練装置における1つの混練用ロータを示す概略図である。
【符号の説明】
1 混練装置
4 スクリューセット
5 バレル
6 チャンバ
6a チャンバ内壁
8 冷却液経路
11 第1混練翼部
11a〜11c 混練用ロータ
12 第1ニーディングディスク部
12a〜12e ニーディングディスクセグメント
14 第2混練翼部
14a〜14e 混練用ロータ
15 第2ニーディングディスク部
15a〜15e ニーディングディスクセグメント
19 螺旋翼頂部
19a 高位チップ部
19b 低位チップ部
R 混練用ロータ
Claims (3)
- ゴムあるいはゴム系組成物の混練装置であって、
(1)筒状の空洞部であるチャンバを有したバレルと、
(2)前記バレル内部に形成され、前記チャンバの周囲に設けられる冷却経路と、
(3)前記チャンバ内で回転することで、前記混練対象物に対して、剪断力を加えて混練するとともに、下流側に押出す2軸のスクリューセットと、
(4)前記スクリューセット軸方向にセグメント部材として組み込まれ、前記混練対象物を下流側へと漏れなく押出すべく前記チャンバ内壁と近接して螺旋翼の先端が設けられるスクリュ部と、
(5)前記スクリューセット軸方向にセグメント部材として組み込まれ、前記チャンバ内壁と螺旋翼の先端との間に形成される空間に前記混練対象物を通過させることで混練を行う混練翼部と、
を備え、
前記混練翼部は、頂部が部分的に切り欠かかれ、且つ軸方向に前記スクリューセット外径以上の長さを有する混練対象物への戻し作用を生じない螺旋翼を備え、不連続に軸断面形状が変化する部分をもつ混練対象物への戻し作用を生じない他のセグメント部材と、当該螺旋翼の下流側で隣接していることを特徴とする、ゴムあるいはゴム系組成物の混練装置。 - 前記混練翼部は、前記混練対象物への戻し作用を生じない螺旋翼において前記スクリューセット外径の5倍以上の長さのスクリューリードをもつよう構成されていることを特徴とする請求項1に記載のゴムあるいはゴム系組成物の混練装置。
- 前記混練翼部と下流側で隣接する他のセグメント部材は、軸方向に前記スクリューセット外径の1/2以上の長さを有するとともに、頂部が軸と平行に形成される2翼を備える複数のセグメントが、軸中心に対して90°ずつ軸断面形状を交互にずらして組み合わされているものであることを特徴とする請求項1または2に記載のゴムあるいはゴム系組成物の混練装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002044316A JP3905397B2 (ja) | 2002-02-21 | 2002-02-21 | ゴムあるいはゴム系組成物の混練装置 |
| EP02258111A EP1316399B1 (en) | 2001-11-29 | 2002-11-26 | Kneading apparatus |
| US10/303,763 US7244060B2 (en) | 2001-11-29 | 2002-11-26 | Kneading apparatus |
| DE60237872T DE60237872D1 (de) | 2001-11-29 | 2002-11-26 | Knetapparat |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002044316A JP3905397B2 (ja) | 2002-02-21 | 2002-02-21 | ゴムあるいはゴム系組成物の混練装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003245534A JP2003245534A (ja) | 2003-09-02 |
| JP3905397B2 true JP3905397B2 (ja) | 2007-04-18 |
Family
ID=28659088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002044316A Expired - Lifetime JP3905397B2 (ja) | 2001-11-29 | 2002-02-21 | ゴムあるいはゴム系組成物の混練装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3905397B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011078192A1 (ja) | 2009-12-25 | 2011-06-30 | 株式会社神戸製鋼所 | 混練用セグメント及び混練設備 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100850077B1 (ko) * | 2004-06-03 | 2008-08-04 | 미츠비시 쥬고교 가부시키가이샤 | 연속 혼련 장치 및 이것을 이용한 혼련 시스템 |
| JP4781725B2 (ja) * | 2005-06-09 | 2011-09-28 | 三菱重工業株式会社 | 連続混練装置 |
| JP4205127B2 (ja) * | 2006-11-28 | 2009-01-07 | 株式会社神戸製鋼所 | 混練スクリュー、2軸押出機、及び混練スクリューの組み立て方法 |
| JP5095425B2 (ja) * | 2008-01-23 | 2012-12-12 | 矢崎総業株式会社 | スクリュー式混練機 |
| JP5137613B2 (ja) | 2008-02-25 | 2013-02-06 | 株式会社神戸製鋼所 | ニーディングディスクセグメント及び2軸押出機 |
| US8608367B2 (en) * | 2010-05-19 | 2013-12-17 | Xerox Corporation | Screw extruder for continuous and solvent-free resin emulsification |
| JP2011201311A (ja) * | 2011-06-06 | 2011-10-13 | Mitsubishi Heavy Ind Ltd | 連続混練装置 |
| JP6276493B2 (ja) * | 2011-10-04 | 2018-02-07 | 株式会社櫻製作所 | 熱交換装置 |
| JP6038557B2 (ja) * | 2012-09-06 | 2016-12-07 | トヨタ自動車株式会社 | 電極ペースト製造装置および電極ペースト製造方法 |
| JP6132136B2 (ja) * | 2013-02-22 | 2017-05-24 | トヨタ自動車株式会社 | 二軸押出混練装置および二軸押出混練装置を用いた電極ペーストの製造方法 |
| JP6132172B2 (ja) * | 2013-03-21 | 2017-05-24 | トヨタ自動車株式会社 | 二軸押出混練装置、およびそれを用いた電極合剤の製造方法 |
| JP6198666B2 (ja) * | 2014-04-22 | 2017-09-20 | 宏平 澤 | 混練装置 |
| CN110712314B (zh) * | 2019-10-23 | 2024-05-07 | 青岛科技大学 | 一种橡胶低温连续混炼生产装置 |
| JP2024022995A (ja) * | 2022-08-08 | 2024-02-21 | 株式会社日本製鋼所 | 樹脂の分解処理方法および分解処理装置 |
-
2002
- 2002-02-21 JP JP2002044316A patent/JP3905397B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011078192A1 (ja) | 2009-12-25 | 2011-06-30 | 株式会社神戸製鋼所 | 混練用セグメント及び混練設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003245534A (ja) | 2003-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3905397B2 (ja) | ゴムあるいはゴム系組成物の混練装置 | |
| CN101541494B (zh) | 混炼螺杆、双轴挤出机以及混炼螺杆的组装方法 | |
| JP3499414B2 (ja) | 2軸混練機 | |
| JP3798595B2 (ja) | 混練用ロータ、スクリューセット及び2軸押出機 | |
| US7244060B2 (en) | Kneading apparatus | |
| KR101452653B1 (ko) | 연속 혼련기 및 혼련 방법 | |
| CN101037020B (zh) | 捏合挤出机 | |
| JP3816282B2 (ja) | 二軸連続混練機によるコンパウンド製造方法 | |
| JP2000190380A (ja) | 双軸押し出し機 | |
| WO1995028224A1 (en) | Kneading machine | |
| ITMI20080085A1 (it) | Vite per estrusore, segmento di cuscinetto impiegato per la medesima, ed estrusore a doppia vite dotato di tale vite per estrusore | |
| WO2014185199A1 (ja) | 二軸押出機及び二軸押出機を用いた混練方法 | |
| KR100796863B1 (ko) | 배치식 혼합기 및 그것에 사용되는 혼합 로터 | |
| JP3963042B2 (ja) | 連続混練機及び連続混練機のロータ | |
| US7083320B2 (en) | Kneading apparatus and method, including selectable supply ports, for kneading rubber or rubber compositions | |
| CN1956827B (zh) | 连续混炼装置和使用该装置的混炼系统 | |
| JP3938683B2 (ja) | ゴムあるいはゴム系組成物の混練装置 | |
| JP3365747B2 (ja) | 連続混練機とその混練方法及び連続混練機のロータ | |
| JP2005001231A (ja) | ゴム連続混練押出機 | |
| JP4137441B2 (ja) | ゴムあるいはゴム系組成物の混練方法および混練装置 | |
| JP4072820B2 (ja) | ピンタイプ混練連続押出し装置の冷却装置 | |
| JPH1158369A (ja) | 二軸連続混練機 | |
| JPH10244531A (ja) | 連続混練機とその材料排出方法及び連続混練機のロータ | |
| JP2004017417A (ja) | 二軸押出機のスクリュ構造 | |
| JP2000000815A (ja) | 二軸連続混練機とそのロータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040922 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060704 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060904 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3905397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110119 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120119 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130119 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130119 Year of fee payment: 6 |
|
| EXPY | Cancellation because of completion of term |