JP3847144B2 - ストレッチ性交織織物 - Google Patents
ストレッチ性交織織物 Download PDFInfo
- Publication number
- JP3847144B2 JP3847144B2 JP2001349305A JP2001349305A JP3847144B2 JP 3847144 B2 JP3847144 B2 JP 3847144B2 JP 2001349305 A JP2001349305 A JP 2001349305A JP 2001349305 A JP2001349305 A JP 2001349305A JP 3847144 B2 JP3847144 B2 JP 3847144B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- stretch
- dtex
- warp
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
Description
【発明の属する技術分野】
本発明は、ストレッチ性能に優れた交織織物に関するものであり、より詳細には、経糸及び緯糸のいずれか一方が、特定の物性値を満足する潜在捲縮発現性ポリエステル繊維であり、他方がセルロース系繊維からなる交織織物に関する。
【0002】
【従来の技術】
潜在捲縮発現性ポリエステル繊維を用いた織物は、例えば、特開平5−295670号公報に開示されており、糸条表面に微細な凹凸を形成させるために、撚係数が7500以上の糸を用いている。この公報によると、染色により深みのある色彩を発現するとともに、風合いの良好な織物が得られ、撚係数が7500未満では、糸条表面に微細な凹凸が形成されにくいため、好ましくないと記載されている。
しかしながら、この織物は、ストレッチ性及びストレッチ回復性が不十分であるため、これらが改良され、表面平坦性にも優れた織物が要求されている。
【0003】
【発明が解決しようとする課題】
本発明は、ストレッチ性、ストレッチ回復性及び表面平坦性に優れた織物を提供することを目的とする。
【0004】
【発明を解決するための手段】
本発明者等は、前記課題を解決するために鋭意検討した結果、織物のストレッチ回復性と表面平坦性が相反すること、すなわち、撚係数が高くなるのに比例して、表面平坦性が良好になるものの、ストレッチ回復性が低下する傾向にあることが判明した。この点について、さらに検討した結果、特定の物性値を満足する潜在捲縮発現性ポリエステル繊維とセルロース系繊維からなる交織織物により、上記課題が解決されることを見出し、本発明を完成するに至った。
【0005】
すなわち、本発明は、経糸及び緯糸のいずれか一方が、7500以下の撚係数を有し、下記(a)〜(c)を満足する潜在捲縮発現性ポリエステル繊維のマルチフィラメント原糸で構成され、該潜在捲縮発現性ポリエステル繊維が、固有粘度差が0.05〜0.4dl/gの2種類のポリトリメチレンテレフタレートが互いにサイドバイサイド型に複合された単糸から構成された複合繊維であり、経糸及び緯糸の他方がセルロース系繊維で構成されていることを特徴とするストレッチ性交織織物である。
(a)初期引張抵抗度が10〜30cN/dtex
(b)顕在捲縮の伸縮伸長率が10〜100%、かつ、伸縮弾性率が80〜100%
(c)100℃における熱収縮応力が0.1〜0.5cN/dtex
【0006】
本発明は、マルチフィラメント原糸使いにおいて、撚係数が7500以下という、従来技術では、ストレッチ回復性は満足するものの表面平坦性が得られないと考えられていた領域において、特定の物性値を有する潜在捲縮発現性ポリエステル繊維のマルチフィラメント原糸を用い、かつ、セルロース系繊維と交織することにより、ストレッチ回復性と表面平坦性とを兼備する織物を得ることに成功したものである。
マルチフィラメント原糸とは、いわゆる仮撚加工や空気噴射加工、押し込み加工、ニットデニット加工等の嵩高加工を施していない糸条をいう。したがって、インターレース加工により適宜の交絡を付与したものは、マルチフィラメント原糸に包含される。
撚係数は、下記で定義されるものであり、糸条の太さは、合撚糸等の複合糸の場合は、複合糸の太さをいい、その際の撚数は、下撚の有無に関わらず上撚をいう。
撚係数=撚数(T/m)×√糸条の太さ(dtex)
【0007】
本発明における潜在捲縮発現性ポリエステル繊維とは、少なくとも二種のポリエステル成分で構成(具体的には、サイドバイサイド型又は偏芯鞘芯型に接合されたものが多い)され、熱処理によって捲縮を発現するものである。二種のポリエステル成分の複合比(一般的に質量比で70/30〜30/70の範囲内のものが多い)、接合面形状(直線又は曲線形状のものがある)は限定されない。
【0008】
本発明において、潜在捲縮発現性ポリエステル繊維の初期引張抵抗度は10〜30cN/dtexであり、好ましくは20〜30cN/dtex、より好ましくは20〜27cN/dtexである。初期引張抵抗度が10cN/dtex未満のものは製造が困難であり、30cN/dtexを越えると風合いが粗硬となる。
潜在捲縮発現性ポリエステル繊維の顕在捲縮の伸縮伸長率は10〜100%であり、好ましくは10〜80%、より好ましくは10〜60%である。顕在捲縮の伸縮伸長率が10%未満では、ストレッチ性に優れた織物が得られない。100%を越える繊維の製造は困難である。更に、顕在捲縮の伸縮弾性率は80〜100%であり、好ましくは85〜100%、より好ましくは85〜97%である。顕在捲縮の伸縮弾性率が80%未満では、ストレッチ回復性に優れた織物が得られない。
【0009】
さらに、本発明において、潜在捲縮発現性ポリエステル繊維の100℃における熱収縮応力が0.1〜0.5cN/dtexである必要があり、好ましくは0.1〜0.4cN/dtex、より好ましくは0.1〜0.3cN/dtexである。100℃における熱収縮応力は、布帛の精練、染色工程において、捲縮を発現させるための重要な要件である。すなわち、布帛の拘束力に打ち勝って捲縮が発現するためには、100℃における熱収縮応力が0.1cN/dtex以上である必要があり、0.1cN/dtex未満ではストレッチ性及びストレッチ回復性に優れた織物が得られない。熱収縮応力が0.5cN/dtexを越える繊維の製造は困難である。
【0010】
潜在捲縮発現性ポリエステル繊維の熱水処理後の伸縮伸長率は100〜250%であることが好ましく、より好ましくは150〜250%、最も好ましくは180〜250%である。熱水処理後の伸縮伸長率が250%を越える繊維の製造は困難である。熱水処理後の伸縮弾性率は90〜100%であることが好ましく、より好ましくは95〜100%である。熱水処理後の伸長性及び伸長回復性は、最終的に染色した後の織物のストレッチ性とストレッチ回復感に直接影響を与える特性であり、これらの値が大きいほどストレッチ性とストレッチ回復感に優れた織物が得られる。
【0011】
このような特性を有する潜在捲縮発現性ポリエステル繊維としては、固有粘度の異なる2種類のポリトリメチレンテレフタレート(以下、PTT、という)が互いにサイドバイサイド型に複合された単糸から構成された複合繊維が好ましい。
2種類のPTTの固有粘度差は0.05〜0.4(dl/g)であることが好ましく、より好ましくは0.1〜0.35(dl/g)、最も好ましくは0.15〜0.35(dl/g)である。例えば、高粘度側の固有粘度を0.7〜1.3(dl/g)から選択した場合には、低粘度側の固有粘度は0.5〜1.1(dl/g)から選択するのが好ましい。低粘度側の固有粘度は0.8(dl/g)以上が好ましく、より好ましくは0.85〜1.0(dl/g)、最も好ましくは0.9〜1.0(dl/g)である。
【0012】
この複合繊維の平均固有粘度は、0.7〜1.2(dl/g)が好ましく、0.8〜1.2(dl/g)がより好ましく、0.85〜1.15(dl/g)が最も好ましく、さらには0.9〜1.1(dl/g)が好ましい。
本発明でいう固有粘度の値は、使用するポリマーの値ではなく、紡糸された糸の粘度をいう。この理由は、PTT特有の欠点として、ポリエチレンテレフタレート(以下、PET、という)等と比較して熱分解が生じ易く、高い固有粘度のポリマーを使用しても熱分解によって固有粘度が著しく低下し、複合マルチフィラメントにおいては両者の固有粘度差を大きく維持することが困難であるためである。
【0013】
PTTは、トリメチレンテレフタレート単位を主たる繰り返し単位とするポリエステルであり、トリメチレンテレフタレート単位を50モル%以上、好ましくは70モル%以上、より好ましくは80モル%以上、最も好ましくは90モル%以上含むものをいう。したがって、第三成分として他の酸成分及び/又はグリコール成分の合計量が、50モル%以下、好ましくは30モル%以下、より好ましくは20モル%以下、最も好ましくは10モル%以下の範囲で含有されたPTTを包含する。
【0014】
PTTは、テレフタル酸又はその機能的誘導体と、トリメチレングリコール又はその機能的誘導体とを、触媒の存在下で、適当な反応条件下に結合せしめることにより合成される。この合成過程において、適当な一種又は二種以上の第三成分を添加して共重合ポリエステルとしてもよいし、PET、ポリブチレンテレフタレート等のPTT以外のポリエステル、又はナイロンと、PTTを別個に合成した後、ブレンドしてもよい
【0015】
添加する第三成分としては、脂肪族ジカルボン酸(シュウ酸、アジピン酸等)、脂環族ジカルボン酸(シクロヘキサンジカルボン酸等)、芳香族ジカルボン酸(イソフタル酸、ソジウムスルホイソフタル酸等)、脂肪族グリコール(エチレングリコール、1,2−プロピレングリコール、テトラメチレングリコール等)、脂環族グリコール(シクロヘキサンジメタノール等)、芳香族を含む脂肪族グリコール(1,4−ビス(β−ヒドロキシエトキシ)ベンゼン等)、ポリエーテルグリコール(ポリエチレングリコール、ポリプロピレングリコール等)、脂肪族オキシカルボン酸(ω−オキシカプロン酸等)、芳香族オキシカルボン酸(P−オキシ安息香酸等)等がある。又、1個又は3個以上のエステル形成性官能基を有する化合物(安息香酸等又はグリセリン等)も重合体が実質的に線状である範囲内で使用できる。
【0016】
さらに二酸化チタン等の艶消剤、リン酸等の安定剤、ヒドロキシベンゾフェノン誘導体等の紫外線吸収剤、タルク等の結晶化核剤、アエロジル等の易滑剤、ヒンダードフェノール誘導体等の抗酸化剤、難燃剤、制電剤、顔料、蛍光増白剤、赤外線吸収剤、消泡剤等が含有されていてもよい。
【0017】
本発明に用いられる潜在捲縮発現性ポリエステル繊維の紡糸法については、上記の各種特開に開示されており、例えば、3000m/分以下の巻取り速度で未延伸糸を得た後、2〜3.5倍程度で延撚する方法が好ましいが、紡糸−延撚工程を直結した直延法(スピンドロー法)、巻取り速度5000m/分以上の高速紡糸法(スピンテイクアップ法)を採用してもよい。
【0018】
繊維の形態は、マルチフィラメント原糸であり、長さ方向に均一なものや太細のあるものでもよく、断面形状は、丸型、三角、L型、T型、Y型、W型、八葉型、偏平(扁平度1.3〜4程度のもので、W型、I型、ブ−メラン型、波型、串団子型、まゆ型、直方体型等がある)、ドッグボーン型等の多角形型、多葉型、中空型や不定形なものでもよい。
本発明の目的を損なわない範囲内で、通常、30質量%以下、好ましくは10質量%以下の範囲内で、天然繊維、合成繊維等、他の繊維を混用してもよく、例えば、綿、羊毛、麻、絹等の天然繊維、キュプラレーヨン、ビスコースレーヨン、ポリノジックレーヨン、精製セルロース繊維、アセテート繊維、ポリエチレンテレフタレート繊維やポリブチレンテレフタレート繊維、PTT繊維等のポリエステル系繊維、ナイロン繊維、アクリル繊維等の各種人造繊維、さらにはこれらの共重合タイプの繊維や、同種又は異種ポリマー使いの複合繊維(サイドバイサイド型、偏芯鞘芯型等)を長短混紡(コアヤーン、サイロフィル、ホロースピンドル等)、カバリング(シングル、ダブル)、例えば、沸水収縮率3〜10%程度の低収縮糸、又は例えば、沸水収縮率15〜30%程度の高収縮糸との混繊や交撚等の糸条複合や、1本〜3本交互程度の機上複合、さらにこれらの組み合わせにより混用してもよい。
【0019】
セルロース系繊維としては、綿、麻等の天然繊維、キュプラレーヨン、ビスコースレーヨン、ポリノジックレーヨン、精製セルロース等の長繊維、短繊維及び長短複合糸が挙げられる。その形態は、リング紡績糸、オープンエンド紡績糸、サイロスパンやサイロフィル、ホロースピンドル等の複合紡績糸、マルチフィラメント原糸、無撚〜甘撚〜中撚〜強撚の各種有撚糸、交絡糸、混繊糸、仮撚加工糸や空気噴射加工等の嵩高加工糸等従来公知の各種の糸条形態がある。
【0020】
本発明で使用する潜在捲縮発現性ポリエステル繊維のマルチフィラメント原糸の繊度は、好ましくは20〜300dtex、より好ましくは44〜167dtexの範囲であり、単糸繊度は、好ましくは0.5〜10dtex、より好ましくは1.5〜6dtexである。単糸繊度が0.5dtex未満の場合は、織物にした場合のストレッチ回復性が低下する傾向にあり、10dtexを越えると、風合いが硬くなる場合がある。
【0021】
本発明で使用する潜在捲縮発現性ポリエステル繊維のマルチフィラメント原糸の物性は、強度が1.8cN/dtex以上であることが好ましく、2.0〜4.0cN/dtexの範囲であることがより好ましい。強度が1.8cN/dtex未満の場合は、織物の引裂き強度が低くなる場合がある。伸度は25%以上であることが好ましく、30〜50%の範囲であることがより好ましい。
本発明の織物は、かかる潜在捲縮発現性ポリエステル繊維を経糸又は緯糸の一方に用いたものであり、撚係数7500以下の、無撚糸や有撚糸の形態で用いることができるが、無撚糸を使用することがより好ましい。
【0022】
無撚糸の形態で使用することによって、ストレッチ率やストレッチ回復率がより著しく向上するが、これは有撚糸の場合は加撚によって構成単糸が相互に拘束を受け自由度が減耗するのに対して、無撚糸の場合はこの拘束がないために自由度が最大限に利用できることによるものと考えられる。
更に、無撚糸を用いた場合、織物の製造プロセスの短縮やコストダウンのメリットも得られる。
【0023】
有撚糸を用いる場合の撚糸法としては、リング撚糸機、イタリー撚糸機、ダブルツイスター等による方法が挙げられるが、コスト減少や品質向上(均一性)の面からダブルツイスターによる方法が好ましい。
撚係数(K)の値は7500以下であることが必要であり、好ましくは3000以下、より好ましくは実質的に無撚(0t/m)である。撚係数(K)の値が7500を超えると、織物にした場合のストレッチ性及びストレッチ回復性が劣る。
【0024】
本発明において有撚糸を用いる場合のストレッチ性や取り扱い性に優れた有撚糸を得るための撚り止めセットを行う方法としては、スチームセッター等を用いてセット温度50〜100℃でセットすることが好ましく、より好ましくは60〜90℃である。セット温度が50℃未満では、糸のビリツキにより製織時のトラブルが発生しやすく、100℃を越えると織物のストレッチ性が低下する傾向にある。撚り止めセット時間は30〜60分が好ましい。
【0025】
本発明においては、経糸又は緯糸の一方が実質的に潜在捲縮発現性ポリエステル繊維、他方が実質的にセルロース系繊維で構成されることが重要であるが、潜在捲縮発現性ポリエステル繊維とセルロース系繊維の織物としての混率は、質量比で、好ましくは40:60〜60:40、より好ましくは45:55〜55:45、最も好ましくは50:50である。
本発明の目的を損なわない範囲内で、通常、織物全体の30質量%以下、好ましくは10質量%以下の範囲内で天然繊維、合成繊維等他の繊維を混用してもよく、その混用相手及び混用形態は、前述のような、公知の混用形態を採用できる。
【0026】
本発明においては、経糸方向にストレッチ性を付与する場合には経糸に潜在捲縮発現性ポリエステル繊維を主体的に用い、緯糸にはセルロース系繊維を、緯糸方向にストレッチ性を付与する場合には、緯糸に潜在捲縮発現性ポリエステル繊維を主体的に用い、経糸にセルロース系繊維を用いる。
本発明の織物の織組織には、平組織及び綾組織、更にこれらから誘導された変化組織などを用いることができるが、織物表面の平坦性、ストレッチ性及びその回復性能、引裂き強度、柔軟性、審美性(見た目の美しさ)等の総合的な観点から、平組織から誘導された2/2緯畝組織(平組織を織物の幅方向にのみ2倍に拡大した織組織で、並び平組織ともいわれ、仕上げ加工後は平組織との判別がつき難い)や、2/1ツイル、2/2ツイル、3/1ツイル、3/2ツイルなどに代表されるコンパクトな綾組織などは好ましい。これらの織組織のうち最も好ましい織組織は2/2綾組織である。
【0027】
織物の経糸及び緯糸の密度は、経糸繊度20〜300dtexの場合、経糸密度は100〜200本/2.54cm、緯糸繊度20〜300dtexの場合、緯糸密度は70〜200本/2.54cmの範囲内で、織物組織や用途に応じて設定すればよい。
織物製織用の織機として、エアージェットルーム、レピアルーム、グリッパールーム、有杼織機等を用いることができる。
【0028】
本発明の織物は、その経糸方向又は緯糸方向のストレッチ率は20%を超えることが好ましく、より好ましくは25%以上であり、上限は50%以下が好ましい。最も好ましいストレッチ率は25〜50%である。
ストレッチ率が20%以下では、本発明の織物の主たる使用用途であるスポーツ衣料などでの局部的、かつ、瞬間的な運動変位に対してスムーズに追従することが困難なためである。
【0029】
本発明の織物のストレッチ回復率は、好ましくは80〜100%、より好ましくは83〜100%、最も好ましくは85〜100%である。織物のストレッチ回復率が80%未満では、織物のストレッチ回復性が不足する傾向にある。
染色仕上加工によって20%を超えるストレッチ率が得られるように適宜密度の調整を行うことが好ましい。
本発明の織物を製造する上において、仕上げ加工方法とりわけ生機の前処理は極めて重要である。
【0030】
本発明では、先ず最初に生機を拡布状態のままで熱水浴中(界面活性剤や精練剤などが含まれていてもよい)で精練・リラックスを行うことが有効である。精練・リラックス加工を行うための設備としては、U型ソフサー、オープンソーパー、ボイルドオフ機、ジッガー染色機、ビーム染色機等の拡布タイプのものが使用できるが、 U型ソフサー、オープンソーパー、ボイルドオフ機などは特に好ましい。これらの加工機は拡布状で、経方向及び緯方向の収縮を適度に制御できるためにシボや皺の発生を効果的に抑制することができる。
その際、セルロース系繊維の吸水膨潤挙動が大きく関与しているものと考えられる。すなわち、この加工工程の初期段階でセルロース系繊維の吸水膨潤が先行的に起こって一時的にディメンジョンが増大するために、収縮要素である潜在捲縮発現性ポリエステル繊維の急激な収縮を抑制して、緩やかに捲縮を発現させてシボ立ち及び皺発生を抑えることができるものと考えられる。
【0031】
次いで、セルロース系繊維の放湿に伴う収縮によって織物組織内での空隙が増大し、組織の自由度が増加するために、ストレッチ性及びストレッチ回復性が向上するものと考えられる。熱水浴の温度も重要な要素であり、吸水膨潤現象が速やかに起こる温度領域で行うことが好ましい。例えば、綿糸の交織の場合には75℃〜100℃の範囲が好ましく、より好ましくは80℃〜100℃、最も好ましくは90℃〜100℃、更に好ましくは95℃〜100℃である。75℃未満では綿繊維の吸水膨潤性が比較的小さいために、潜在捲縮発現性ポリエステル繊維の急激な収縮を抑制することができず、甚だしいシボ発現と共にストレッチ性及びストレッチ回復性不良を招くことがある。上記の温度範囲内では処理浴の温度が高くなる程、ストレッチ性及びストレッチ回復性ともに向上する傾向が認められる。
【0032】
引き続き、液流染色機を用いてリラックスを行うが、リラックス温度は120℃〜130℃が好ましい。この後、ピンテンターを用いて乾熱プレセットを行う。その際の温度は、加工反の風合い及びセット効果の点から、140℃〜170℃が好ましく、より好ましくは145℃〜170℃、最も好ましくは150℃〜170℃である。
次に、液流染色機を用いて染色を行う。染色温度は120℃程度が一般的に好ましいが、必ずしもこの温度に限定されない。染料は堅牢度等を考慮して適当な分散染料及び直接染料を選択することが望ましい。
【0033】
ファイナルセットは、ピンテンターを用いて乾熱セットを行うが、その際の温度は加工反の風合い及びセット効果(残留収縮)の点から、好ましくは150℃〜170℃、より好ましくは150℃〜165℃、最も好ましくは150℃〜160℃で行う。
更に、必要に応じて撥水加工や熱カレンダー加工などを付与してもよい。
本発明の織物は、スポーツ衣料は勿論のこと、アウター衣料や裏地衣料等の用途分野においても好適に用いられる。
【0034】
【発明の実施形態】
以下、実施例により本発明を具体的に説明するが、本発明はこれら実施例に何ら限定されるものではない。
本発明で用いられる評価法は以下通りである。
(1)固有粘度
固有粘度[η](dl/g)は、次式の定義に基づいて求められる値である。
[η]=Lim(ηr−1)/C
C→0
式中のηrは、純度98%以上のo−クロロフェノール溶媒に溶解したPTT糸又はPET糸の稀釈溶液の35℃での粘度を、同一温度で測定した上記溶媒の粘度で除した値であり、相対粘度と定義されているものである。Cはg/100mlで表されるポリマー濃度である。
【0035】
なお、固有粘度の異なるポリマーを用いた複合マルチフィラメントは、マルチフィラメントを構成するそれぞれの固有粘度を測定することは困難であるので、複合マルチフィラメントの紡糸条件と同じ条件で2種類のポリマーをそれぞれ単独で紡糸し、得られた糸を用いて測定した固有粘度を、複合マルチフィラメントを構成する固有粘度とする。
【0036】
(2)初期引張抵抗度
JIS L 1013化学繊維フィラメント糸試験方法の初期引張抵抗度の試験方法に準じ、試料の単位繊度当たり0.882mN/dtexの初荷重をかけて引張試験を行い、得られた荷重−伸長曲線から初期引張抵抗度(cN/dtex)を算出し、10回の平均値を求める。
【0037】
(3)伸縮伸長率及び伸縮弾性率
JIS L 1090合成繊維フィラメントかさ高加工糸試験方法の伸縮性試験方法A法に準じて測定を行い、伸縮伸長率(%)及び伸縮弾性率(%)を算出し、10回の平均値を求める。顕在捲縮の伸縮伸長率及び伸縮弾性率は、巻取りパッケージから解舒した試料を、温度20±2℃、湿度65±2%の環境下で24時間放置後に測定を行う。熱水処理後の伸縮伸長率及び伸縮弾性率は、無荷重で98℃の熱水中に30分間浸漬した後、無荷重で24時間自然乾燥した試料を用いる。
【0038】
(4)熱収縮応力
熱応力測定装置(カネボウエンジニアリング(株)製KE−2)を用い、試料を20cmの長さに切り取り、両端を結んで輪を作り測定装置に装填する。初荷重0.044cN/dtex、昇温速度100℃/分の条件で収縮応力を測定し、得られた温度に対する熱収縮応力の変化曲線から100℃における熱収縮応力を読み取る。
【0039】
(5)織物の表面性評価
仕上げ加工反を用いて、熟練された5人のパネラーによって下記の基準にしたがって官能評価を行う。
シボがほとんど見えないもの : ◎
シボは見えるが気にならない程度のもの : ○
シボが多少気になる程度のもの : △
シボが気になる程度のもの : △〜×
シボが非常に気になるもの : ×
【0040】
(6)織物のストレッチ特性
織物の経方向及び緯方向のストレッチ特性は仕上げ加工反を用いて下記の方法で測定する。
島津製作所(株)製の引張試験機(型式:DSS−2000)を用いて、つかみ幅2cm、つかみ間隔10cm、引張速度10cm/分で試料を経方向又は緯方向に伸長させた時の、2.94N/cmの応力下での長さを(A)とし、その後、再び同じ速度でつかみ間隔10cmまで収縮させたのち、再度応力−歪み曲線を描き、応力が発現するまでの伸びを残留伸度(B)とする。ストレッチ率及びストレッチ回復率は以下の式によって求める。
ストレッチ率(%)=〔(A−10)/10〕×100
ストレッチ回復率(%)=〔(10−B)/10〕×100
【0041】
【実施例1】
固有粘度の異なる二種類のポリトリメチレンテレフタレートを質量比率1:1で、サイドバイサイド型複合紡糸用の紡口を用いて、紡糸温度265℃、紡糸速度1500m/分で紡糸して未延伸糸を得た。次いで、ホットロール温度55℃、ホットプレート温度140℃、延伸速度400m/分、延伸倍率は延伸後の繊度が84dtexとなるように設定して延撚し、84dtex/24fのサイドバイサイド型複合マルチフィラメント糸を得た。得られた複合マルチフィラメント糸の固有粘度は、高粘度側が[η]=0.90、低粘度側が[η]=0.70であった。
【0042】
この延伸糸の強度は2.5cN/dtex、伸度は32%、初期引張抵抗度は25cN/dtex、顕在捲縮の伸縮伸長率及び伸縮弾性率は各々、24%及び90%、熱水処理後の伸縮伸長率及び伸縮弾性率は各々、246%及び99%、100℃における熱収縮応力は0.17cN/dtexであった。
この糸を無撚状態(撚係数K=0)のままでサイジングを行って経糸とし、36S/−の綿糸(日清紡(株)製)を緯糸に用いてエアージェットルームにて製織を行い、密度が経112本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機を95℃でオープンソーパーにて拡布状態で液浸精練後、液流染色機を用いて120℃でリラックスし、次いで、テンターを用いて乾熱160℃で中間セットを行った。その後、液流染色機にて分散染料と直接染料混合浴による120℃染色を行い、160℃でファイナルセットを行って、密度が経162本/2.54cm、緯118本/2.54cmの織物を得た。
【0043】
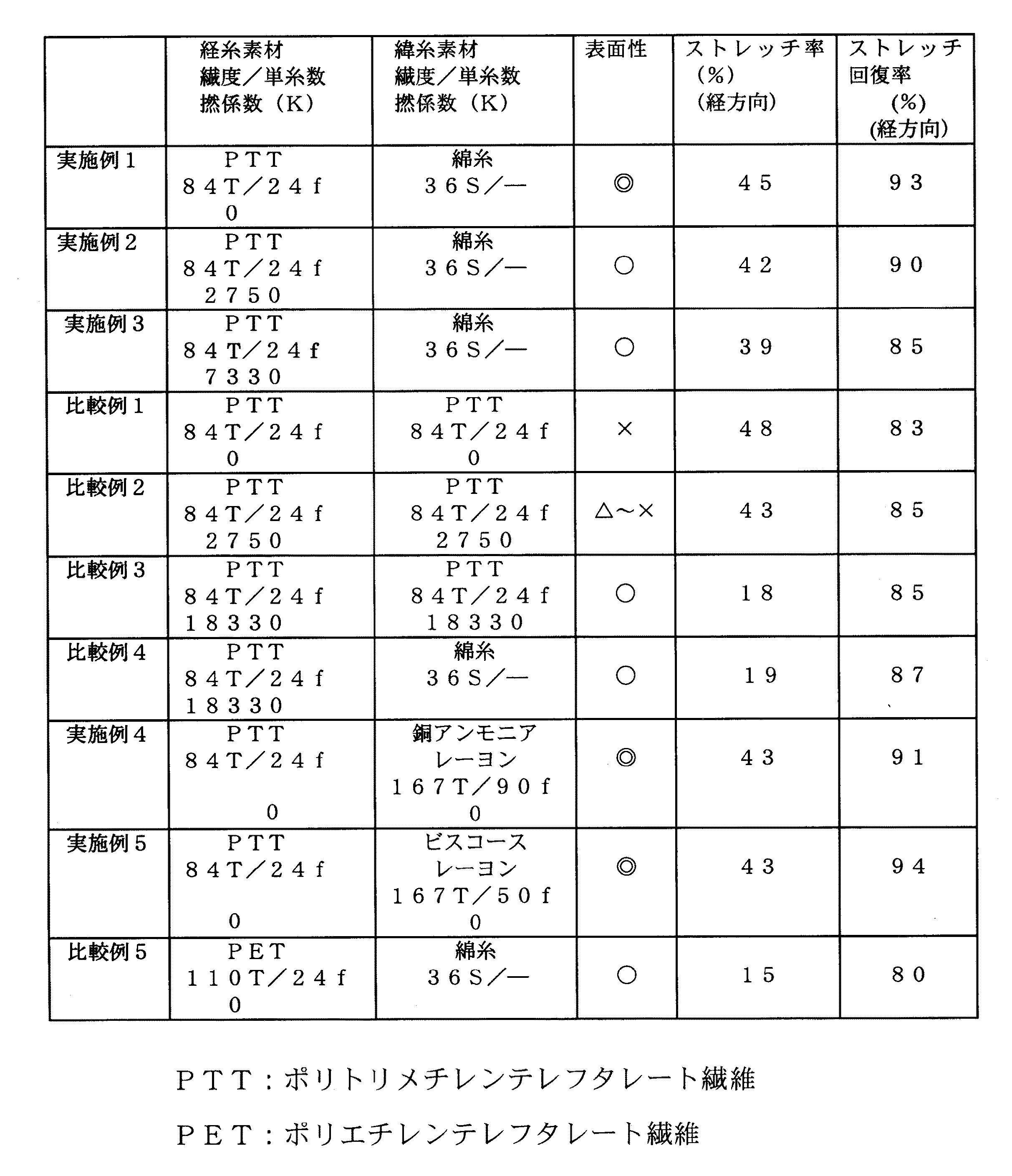
この織物の表面にはシボがほとんどなく(織物表面性◎)、織物の経方向のストレッチ率及びストレッチ回復率は、各々、45%及び93%であり、極めて優れたものであった。
【0044】
【実施例2】
実施例1で製造した84dtex/24fのサイドバイサイド型複合マルチフィラメント糸に、撚数が300T/mになるように設定して(撚係数K=2750)、撚方向Sの撚糸を製造した。撚糸はダブルツイスターDT−310F(商品名、村田機械(株)製)を用い、スピンドル回転数10000rpmで行った。
【0045】
次いで、この撚糸にサイジングを行って経糸とし、36S/−の綿糸(日清紡(株)製)を緯糸に用いてエアージェットルームにて製織を行い、密度が経113本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機に実施例1と同様の仕上げ加工を行って、密度が経164本/2.54cm、緯116本/2.54cmの織物を得た。
この織物の表面は、シボが気にならず(織物表面性○)、織物の経方向のストレッチ率及びストレッチ回復率は、各々、42%、90%であり、優れたものであった。
【0046】
【実施例3】
実施例1で製造した84dtex/24fのサイドバイサイド型複合マルチフィラメント糸に、撚数が800T/mになるように設定して(撚係数K=7330)、撚方向Sの撚糸を製造した。撚糸はダブルツイスターDT−310F(商品名、村田機械(株)製)を用い、スピンドル回転数10000rpmで行った。更に、真空セッターにて70℃で40分間ビリ止めセットを行った。
【0047】
この撚糸を整経して経糸とし、36S/−の綿糸(日清紡(株)製)を緯糸に用いてエアージェットルームにて製織を行い、密度が経105本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。この生機に、実施例1と同様の仕上げ加工を行って、密度が経150本/2.54cm、緯113本/2.54cmの織物を得た。
この織物の表面は、シボが気にならず(織物表面性○)、織物の経方向のストレッチ率及びストレッチ回復率は、各々、39%及び85%であり、優れたものであった。
【0048】
【比較例1】
実施例1において、実施例1で製造した84dtex/24fのサイドバイサイド型複合マルチフィラメント糸を無撚糸の状態で緯糸に用い、経糸として表1に示す糸を用いてエアージェットルームにて製織を行い、密度が経115本/2.54cm、緯100本/2.54cmの2/2綾組織の生機を得た。この生機に分散染料を使用する以外は実施例1と同様の仕上げ加工を行って、密度が経164本/2.54cm、緯170本/2.54cmの織物を得た。
この織物の表面には極めて大きな凹凸を持った緯畝調の楊柳シボが見られ(織物表面性×)、品位的に問題のあるものであった。
【0049】
【比較例2】
実施例2において、経糸と同一の撚糸を緯糸に用い、経糸として表1に示す糸を用いてエアージェットルームにて製織を行い、密度が経114本/2.54cm、緯100本/2.54cmの2/2綾組織の生機を得た。本生機に分散染料を使用する以外は実施例1と同様の仕上げ加工を行って、密度が経163本/2.54cm、緯164本/2.54cmの織物を得た。この布帛の表面には極めて大きな凹凸を持った緯畝調の楊柳シボが見られ(織物表面性△〜×)、品位的に問題のあるものであった。
【0050】
【比較例3】
実施例1で製造した84dtex/24fのサイドバイサイド型複合マルチフィラメント糸に、撚数が2000T/mになるように設定して(撚係数K=18330)、撚方向SとZの撚糸を夫々製造した。撚糸はダブルツイスターDT−310F(商品名、村田機械(株)製)を用い、スピンドル回転数10000rpmで行った。更に、真空セッターにて70℃で40分間ビリ止めセットを行った。この撚糸をS,Z1本交互に配列して整経し経糸とし、経糸と同一の撚糸を緯糸に用いてエアージェットルームにてS,Z1本交互に緯入れして製織を行い、密度が経118本/2.54cm、緯100本/2.54cmの2/2綾組織の生機を得た。
【0051】
本生機に分散染料を使用する以外は実施例1と同様の仕上げ加工を行って、密度が経169本/2.54cm、緯139本/2.54cmの織物を得た。
この織物の表面のシボは気にならない(織物表面性○)ものの、織物の経方向のストレッチ率及びストレッチ回復率は各々18%、85%であり、特にストレッチ性能が劣ったものであった。
【0052】
【比較例4】
比較例3において、36S/−の綿糸(日清紡(株)製)を緯糸に用い、経糸として表1に示す糸を用いてエアージェットルームにて製織を行い、密度が経107本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機に実施例1と同様の仕上げ加工を行って、密度が経153本/2.54cm、緯100本/2.54cmの織物を得た。
この織物の表面のシボは気にならない(織物表面性○)ものの、織物の経方向のストレッチ率及びストレッチ回復率は、各々、19%及び87%であり、特にストレッチ性能が劣ったものであった。
【0053】
【実施例4】
実施例1において、167dtex/90fの銅アンモニアレーヨン糸(旭化成(株)製:商品名キュプラ)を無撚糸の状態で緯糸に用い、経糸として表1に示す糸を用いてエアージェットルームにて製織を行い、密度が経114本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機に実施例1と同様の仕上げ加工を行って、密度が経165本/2.54cm、緯117本/2.54cmの織物を得た。
この織物の表面にはシボがほとんどなく(織物表面性◎)、織物の経方向のストレッチ率及びストレッチ回復率は、各々、43%及び91%であり、極めて優れたものであった。
【0054】
【実施例5】
実施例1において、167dtex/50fのビスコースレーヨン糸(旭化成(株)製:商品名シルマックス)を無撚糸の状態で緯糸に用い、経糸として表1に示す糸を用いてエアージェットルームにて製織を行い、密度が経113本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機に実施例1と同様の仕上げ加工を行って、密度が経163本/2.54cm、緯117本/2.54cmの織物を得た。
この織物の表面にはシボがほとんどなく(織物表面性◎)、織物の経方向のストレッチ率及びストレッチ回復率は、各々、43%及び94%であり、極めて優れたものであった。
【0055】
【比較例5】
固有粘度の異なる二種類のポリエチレンテレフタレートを、質量比率1:1でサイドバイサイド型複合紡糸用紡口を用いて、紡糸温度290℃、紡糸速度1500m/分で紡糸して未延伸糸を得た。次いで、ホットロール温度80℃、ホットプレート温度140℃、延伸速度400m/分、延伸倍率は延伸後の繊度が110dtexとなるように設定して延撚し、110dtex/24fのサイドバイサイド型複合マルチフィラメント糸を得た。得られた複合マルチフィラメント糸の固有粘度は、高粘度側が[η]=0.75、低粘度側が[η]=0.50であった。
【0056】
この延伸糸の強度は2.9cN/dtex、伸度は27%、初期引張抵抗度は71cN/dtex、顕在捲縮の伸縮伸長率及び伸縮弾性率は、各々、1%及び100%、熱水処理後の伸縮伸長率、伸縮弾性率は各々、70%、95%、100℃における熱収縮応力は0.08cN/dtexであった。
次いで、この糸に無撚糸の状態でサイジングを行って経糸とし、36S/−の綿糸(日清紡(株)製)を緯糸に用いてエアージェットルームにて製織を行い、密度が経97本/2.54cm、緯71本/2.54cmの2/2綾組織の生機を得た。本生機に実施例1と同様の仕上げ加工を行って、密度が経141本/2.54cm、緯95本/2.54cmの織物を得た。
【0057】
この織物の表面のはシボは気にならない(織物表面性○)ものの、織物の経方向のストレッチ率及びストレッチ回復率は、各々、15%及び80%であり、特にストレッチ及びストレッチ回復性能に劣ったものであった。
【0058】
【表1】
【発明の効果】
本発明の織物は、平坦な表面性とソフトな風合いを有する上、ストレッチ性及びストレッチ回復性に優れておりスポーツ衣料分野に特に好適である。
Claims (2)
- 経糸及び緯糸のいずれか一方が、7500以下の撚係数を有し、下記(a)〜(c)を満足する潜在捲縮発現性ポリエステル繊維のマルチフィラメント原糸で構成され、該潜在捲縮発現性ポリエステル繊維が、固有粘度差が0.05〜0.4dl/gの2種類のポリトリメチレンテレフタレートが互いにサイドバイサイド型に複合された単糸から構成された複合繊維であり、経糸及び緯糸の他方がセルロース系繊維で構成されていることを特徴とするストレッチ性交織織物。
(a)初期引張抵抗度が10〜30cN/dtex
(b)顕在捲縮の伸縮伸長率が10〜100%、かつ、伸縮弾性率が80〜100%
(c)100℃における熱収縮応力が0.1〜0.5cN/dtex - 撚係数が3000以下であることを特徴とする請求項1記載のストレッチ性交織織物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001349305A JP3847144B2 (ja) | 2001-11-14 | 2001-11-14 | ストレッチ性交織織物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001349305A JP3847144B2 (ja) | 2001-11-14 | 2001-11-14 | ストレッチ性交織織物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003155642A JP2003155642A (ja) | 2003-05-30 |
| JP3847144B2 true JP3847144B2 (ja) | 2006-11-15 |
Family
ID=19161990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001349305A Expired - Fee Related JP3847144B2 (ja) | 2001-11-14 | 2001-11-14 | ストレッチ性交織織物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3847144B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008015743A1 (fr) * | 2006-08-02 | 2008-02-07 | Toray Industries, Inc. | Textiles |
-
2001
- 2001-11-14 JP JP2001349305A patent/JP3847144B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003155642A (ja) | 2003-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4292763B2 (ja) | 複合布帛およびその製造方法 | |
| JP2006214056A (ja) | 織物 | |
| JP2005105420A (ja) | スポーツ衣料 | |
| JP2005206994A (ja) | 裏材 | |
| JP4073273B2 (ja) | 交撚糸及び編み織物 | |
| JP4197981B2 (ja) | ストレッチ糸及びストレッチ織編物 | |
| JP3847144B2 (ja) | ストレッチ性交織織物 | |
| JP2006077338A (ja) | ストレッチシャツ地織物 | |
| JP3963356B2 (ja) | 細幅織物 | |
| JP3963774B2 (ja) | 織物 | |
| JP2006219796A (ja) | 織物 | |
| JP3680723B2 (ja) | 交織織物 | |
| JP2002013034A (ja) | 伸縮性複合糸および伸縮性織物 | |
| JP2001081639A (ja) | 混繊糸 | |
| JP3444871B2 (ja) | 先撚仮撚加工糸 | |
| JP4130782B2 (ja) | 高密度織物 | |
| JP4253467B2 (ja) | 刺繍レース用基布 | |
| JP2004183193A (ja) | 織物 | |
| JP4108399B2 (ja) | 貼布剤用基布及び貼布剤 | |
| JP2006316364A (ja) | ポリエステル系ストレッチ織物 | |
| JP4201547B2 (ja) | 芯地 | |
| JP3996822B2 (ja) | 織物 | |
| JP3465640B2 (ja) | 長短複合紡績糸および織物 | |
| JP4251822B2 (ja) | 楊柳調経編み地 | |
| JP2004003042A (ja) | カバリング糸及びその織編物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060425 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060608 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20060608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060822 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |