JP3845251B2 - 眼鏡レンズの製造方法および供給方法 - Google Patents
眼鏡レンズの製造方法および供給方法 Download PDFInfo
- Publication number
- JP3845251B2 JP3845251B2 JP2000203590A JP2000203590A JP3845251B2 JP 3845251 B2 JP3845251 B2 JP 3845251B2 JP 2000203590 A JP2000203590 A JP 2000203590A JP 2000203590 A JP2000203590 A JP 2000203590A JP 3845251 B2 JP3845251 B2 JP 3845251B2
- Authority
- JP
- Japan
- Prior art keywords
- lens
- δd2m
- processed
- δd1m
- refractive power
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



























Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C2202/00—Generic optical aspects applicable to one or more of the subgroups of G02C7/00
- G02C2202/08—Series of lenses, lens blanks
Landscapes
- Health & Medical Sciences (AREA)
- Ophthalmology & Optometry (AREA)
- Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Eyeglasses (AREA)
- Lenses (AREA)
Description
【発明の属する技術分野】
この発明は、視力補正用眼鏡レンズの製造方法に関する。
【0002】
【従来の技術】
眼鏡レンズは、使用者毎に異なる仕様に基づいて受注生産される。また、受注から納品までの時間を短縮するため、一般には外面のみが加工された半完成の被加工レンズ(セミ品、セミフィニッシュレンズ)をストックしておき、仕様に基づいて内面を加工して完成品の眼鏡レンズを得るようにしている。被加工レンズは、眼鏡レンズの頂点屈折力の範囲を10段階程度に分割した区分毎に用意される。したがって、頂点屈折力が異なる眼鏡レンズであっても、それらが同一区分に含まれる場合には、外面形状は同一となる。
【0003】
一方、完成品の眼鏡レンズとしては、外側、内側の一方に非球面を用いたレンズが多く用いられている。非球面を利用すると、両面が球面である場合と比較して、一定の屈折力を得るためのレンズのカーブを浅くし、最大厚を薄くすることが可能である。このような非球面眼鏡レンズを製造するため、従来の被加工レンズは、外面が非球面として加工されており、受注に応じて内面を球面、あるいはトーリック面に加工している。
【0004】
図27に頂点屈折力の区分の例を示す。図中、(A)はマイナス度数範囲、(B)はプラス度数範囲、(C)はミックス度数範囲を示している。眼鏡レンズの頂点屈折力(球面屈折力SPHおよび円柱屈折力CYL)の範囲は、I〜IXの9段階の区分に分割される。これらの区分毎に1種類の被加工レンズが用意される。区分と被加工レンズのベースカーブ(外面屈折力)との対応は以下の表1および図28に示すとおりである。
【0005】
【表1】
区分 ベースカーブ
I 0.50
II 1.25
III 2.00
IV 3.00
V 4.00
VI 5.00
VII 6.00
VIII 7.00
IX 8.00
【0006】
非球面を利用した眼鏡レンズは、上述のようにベースカーブを浅くしてレンズ厚を小さくすることができる反面、周辺部での像のゆがみが大きく、かつ、レンズが正規の位置からずれた場合の性能劣化が球面レンズより大きいという難点がある。一般に、平均屈折力誤差や非点収差が良好に補正された眼鏡レンズでは、ベースカーブが浅くなるほど歪曲収差が大きくなる傾向がある。すなわち、ベースカーブを浅くして軽量化を進めるほど周辺部の光学性能は劣化する傾向がある。ただし、歪曲収差に対する許容量には個人差があり、非常に浅いベースカーブの非球面レンズを装用しても違和感を感じない人がいる一方、違和感を感じて装用に耐えない人もいる。
【0007】
【発明が解決しようとする課題】
しかしながら、上述した従来の製造方法では、使用者の光学性能、外観に対するウェイト付けといった嗜好の問題、および使用者の歪曲収差に対する許容量といった適応性の問題を考慮することなく、頂点屈折力のみに基づいてベースカーブが決定されており、このベースカーブを持つ眼鏡レンズの光学性能に満足できない場合には、ベースカーブが深く重たい球面レンズを選択せざるを得ず、使用者の嗜好や適応性に合わせた最適なレンズの供給が困難であるという問題がある。
【0008】
また、左右の眼鏡レンズの頂点屈折力が同一区分に含まれない場合には、左右の眼鏡レンズのベースカーブが異なることになり、左右がアンバランスとなって眼鏡の外観、見栄えが悪くなるという問題がある。なお、各被加工レンズは当該区分の頂点屈折力に対して性能が良好となるよう外面の形状が定められているため、外観を揃えるために異なる区分の被加工レンズを利用すると、光学性能が著しく劣化して使用に耐えなくなる。
【0009】
この発明は、上述した従来技術の問題点に鑑みてなされたものであり、使用者の嗜好や適応性に合わせた設計が可能であり、かつ、左右の眼鏡レンズの頂点屈折力が同一区分に含まれない場合にも外観を良好に保つことができる眼鏡レンズの製造方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
この発明にかかる眼鏡レンズの製造方法は、上記の目的を達成させるため、予め定められた複数の頂点屈折力のそれぞれについて、ベースカーブが互いに異なる複数種類の半完成の被加工レンズを用意し、光学性能および外観のウェイト付けに基づいて所望の頂点屈折力に応じた複数種類の被加工レンズから単一の種類を選択し、選択された被加工レンズの内面を眼鏡レンズの仕様に基づいて加工して完成レンズを得ることを特徴とする。
【0011】
ここで、同一の頂点屈折力に対して割り当てられた異なるベースカーブのいずれを用いても良好な光学性能(平均屈折力誤差および非点収差)を得るため、上記の完成レンズは、以下に示すような非球面の変化量を持つように構成される。すなわち、完成レンズの光軸からの距離h(単位:mm)の点における外面および内面の光軸を含む断面に沿った面屈折力をD1m(h)、D2m(h)、面屈折力変化をΔD1m(h)=D1m(h)−D1m(0)、ΔD2m(h)=D2m(h)−D2m(0)とし(単位:Dptr)、同一頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の完成レンズのうち、任意の1つの面屈折力、面屈折力変化を添字iで示し、他の任意の1つの面屈折力、面屈折力変化を添字jで示すとすると、D1m(0)i<D1m(0)jとなるベースカーブに対して、マイナスレンズ(SPH<0、CYL≦0)の場合には、以下の条件(1)、
ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j…(1)
を満たし、プラスレンズ(SPH>0、CYL≧0)の場合には、以下の条件(2)、
ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)j…(2)を満たす。
【0012】
上記の方法によれば、使用者は自己の嗜好や適応性に合わせてベースカーブを選択することができるため、使用者の要求に近い眼鏡レンズを製造することができる。また、左右の眼鏡レンズの頂点屈折力が互いに異なる場合にも、異なる頂点屈折力について互いに近似するベースカーブを選択することにより、性能の劣化を抑えつつ、左右の外観を揃えることができる。
【0013】
上記の選択が適切になされるために、各頂点屈折力についてベースカーブが互いに異なる3種類以上の被加工レンズが用意されていることが望ましい。
【0014】
完成レンズの外面は、回転対称な非球面、非トーリック面、球面またはトーリック面とすることができ、内面は回転対称な非球面、非トーリック面、球面またはトーリック面とすることができる。非トーリック面は、直交する主経線方向の近軸曲率が異なり、断面形状が円弧でなく非円弧として定義されるアナモフィック非球面である。ただし、一方の面を球面またはトーリック面とする場合には、他方の面は非球面または非トーリック面とする。
【0015】
また、同一の頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の完成レンズは、その平均屈折力誤差および非点収差が視角30°以内において近似的に等しく、好ましくはその差異が0.1Dptr以下であることが望ましい。
【0016】
さらに、異なる頂点屈折力について用意された複数の被加工レンズには、ベースカーブが等しく、あるいは近似的に等しく、好ましくはその差異が0.2Dptr以下となる組み合わせを含むことが望ましい。
【0017】
この発明にかかる眼鏡レンズの製造方法の他の態様は、眼鏡レンズの頂点屈折力の範囲を複数の区分に分割し、各区分についてベースカーブが互いに異なる複数種類の半完成の被加工レンズを用意し、眼鏡レンズの仕様に基づいて該当する区分を特定し、光学性能および外観のウェイト付けに基づいて当該区分に含まれる複数種類の被加工レンズから単一の種類を選択し、仕様に基づいて選択された被加工レンズの内面を加工して完成レンズを得ることを特徴とする。ここでの完成レンズも上述した条件(1)、(2)を満たすように構成されている。
【0018】
【発明の実施の形態】
以下、この発明にかかる眼鏡レンズの製造方法の実施形態を説明する。まず、図1に基づいて概要を説明した後、この設計方法による具体的な設計例を示す。
【0019】
図1(A)は、実施形態の製造方法を実現するための製造システムの概略を示すブロック図、図1(B)は、製造方法の概略を示すフローチャートである。図1(A)に示されるように、眼鏡レンズの製造システム10は、後述するプログラムがインストールされたコンピュータ11と、コンピュータに情報を入力するキーボード等の入力装置12と、コンピュータ11に接続されたCRT等の表示装置13と、コンピュータ11により制御される非球面加工機14とから構成されている。
【0020】
顧客から眼鏡の注文が入ると、製造工場では図1(B)の各ステップにしたがって眼鏡レンズを製造する。まず、オペレータは、眼鏡レンズの仕様を入力装置12からコンピュータ11に入力する(ステップS1)。仕様は、眼鏡レンズの頂点屈折力(球面屈折力SPH、乱視矯正のための円柱屈折力CYL)、製品種別を含む。データの入力は、眼鏡店に置かれたコンピュータ端末で行われ、コンピュータネットワークを介して製造システムに伝えられてもよい。
【0021】
コンピュータ11は、仕様に基づいて区分を確定し(ステップS2)、この区分に応じたベースカーブが互いに異なる複数の被加工レンズをリストアップして表示装置13に表示する(ステップS3)。実施形態では、眼鏡レンズの頂点屈折力の範囲が複数の区分に分割されており、各区分についてベースカーブが異なる被加工レンズが複数種類用意されるが、このような区分を設定せずに、各頂点屈折力毎にベースカーブが異なる複数種類の被加工レンズを用意してもよい。頂点屈折力の範囲は、例えば図27に示すようにI〜IXの9種類の区分に分割されており、各区分についてベースカーブが互いに異なる複数種類の半完成の被加工レンズが用意されている。後述の実施例では、各区分について4種類、あるいは3種類のベースカーブが選択可能である。
【0022】
前述したように、ベースカーブが浅いほどレンズ厚を小さくして軽量化することが可能であるが、特に周辺部の光学性能はベースカーブが深い方が良好である。そこで、ステップS4では、使用者の嗜好や適応性に合わせて光学性能および外観のウェイト付けをし、これらのバランスが最も適合するベースカーブを選択する。具体的には、周辺部の光学性能をある程度犠牲にしても薄くて軽量な眼鏡が欲しい場合には、ベースカーブが最も浅い被加工レンズを選択する。反対に、軽量化よりも光学性能の方を重視する場合には、ベースカーブが深い被加工レンズを選択する。
【0023】
ベースカーブが選択されると、コンピュータ11は計算プログラムにより、仕様と選択されたベースカーブとに基づいて眼鏡レンズの内面の形状データを求める(ステップS5)。計算プログラムは、ステップS4で選択されたベースカーブを前提に、要求される頂点屈折力が得られ、かつ、光学性能が最適となる面形状を求める処理であり、減衰最小二乗法等の公知の最適化アルゴリズムを利用している。
【0024】
一方、オペレータは、選択されたベースカーブを持つ被加工レンズを非球面加工機14にセットする。被加工レンズのセット後、オペレータが所定の開始指令を入力装置12から入力すると、コンピュータ11は計算により求められた形状データに基づいて非球面加工機14を制御し、被加工レンズの内面を加工(研削)する(ステップS6)。これにより、使用者の嗜好や適応性に合わせた眼鏡レンズの製造が可能となる。
次に、上記実施形態の製造方法に利用される被加工レンズのレンズ系列とそれらを用いた完成品のレンズ系列について3つの実施例を説明する。
【0025】
【実施例1】
実施例1においては、各完成レンズの屈折率は1.6、外径はφ70mm、最小肉厚(マイナスレンズの中心厚、プラスレンズの縁厚)は1.0mmであり、外面が回転対称な非球面、内面が球面またはトーリック面として加工される。実施例1では、各区分についてベースカーブが互いに異なる4種類の被加工レンズが用意されている。図2は、球面屈折力SPHの区分と用意されている被加工レンズのベースカーブD1mとの関係を示すグラフである。頂点屈折力と区分との関係は図27に示す従来例と同様である。
【0026】
以下、各区分内で最もベースカーブが小さい被加工レンズのグループをA系列、2番目に小さいグループをB系列、3番目に小さいグループをC系列、そしてベースカーブが最も大きい被加工レンズのグループをD系列とする。以下の表2に各系列の被加工レンズのベースカーブの数値を示す。例えば区分II(SPH-5.25〜-7.00 CYL0.00〜-2.00)におけるベースカーブは、A系列は0.50、B系列は1.25、C系列は2.00、D系列は3.00 Dptrとなっている。
【0027】
【表2】
区分 ベースカーブ
A系列 B系列 C系列 D系列
I 0.00 0.50 1.25 2.00
II 0.50 1.25 2.00 3.00
III 1.25 2.00 3.00 4.00
IV 2.00 3.00 4.00 5.00
V 3.00 4.00 5.00 6.00
VI 4.00 5.00 6.00 7.00
VII 5.00 6.00 7.00 8.00
VIII 6.00 7.00 8.00 9.00
IX 7.00 8.00 9.00 10.00
【0028】
いずれの区分においても、A系列の被加工レンズを利用すれば最も薄く軽量な眼鏡レンズを製造することができ、D系列を利用すれば最も光学性能に優れた眼鏡レンズを製造することができる。B,C系列は、これらの中間で、軽量化と良好な光学性能をある程度両立させつつ、軽量化に対するウェイトが勝る場合にはB系列、光学性能に対するウェイトが勝る場合にはC系列を選択すればよい。
【0029】
また、実施例1では、ある区分のD系列のベースカーブが1つ上の区分(図2の右側、ローマ数字が大きくなる区分)のC系列の被加工レンズと等しくなり、C,B系列のベースカーブが1つ上の区分のB,A系列の被加工レンズとそれぞれ等しくなるように定められている。このような設定は、左右の眼鏡レンズの頂点屈折力が同一区分に含まれない場合に、例えばII区分のD系列のレンズと、IV区分のB系列のレンズとを用いることにより、ベースカーブを揃えて外観上のバランスを取る上で有利である。このためには、ある区分のある系列のベースカーブと、他の区分の他の系列の対応するベースカーブとの差異は0であることが望ましいが、実質的には0.2Dptr以下であれば外観上のバランスを崩すことはない。
【0030】
次に、各系列の各区分の完成レンズの非球面形状について説明する。実施例1の完成レンズは、完成レンズの光軸からの距離h(単位:mm)の点における外面および内面の光軸を含む断面に沿った面屈折力をD1m(h)、D2m(h)、面屈折力変化をΔD1m(h)=D1m(h)-D1m(0)、ΔD2m(h)=D2m(h)-D2m(0)とし(単位:Dptr)、同一頂点屈折力について用意された複数の被加工レンズを加工して得られる複数の完成レンズのうち、任意の1つの面屈折力、面屈折力変化を添字iで示し、他の任意の1つの面屈折力、面屈折力変化を添字jで示すとすると、D1m(0)i<D1m(0)jとなるベースカーブに対して、マイナスレンズ(SPH<0、CYL≦0)の場合には、以下の条件(1)、
ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j …(1)
を満たし、プラスレンズ(SPH>0、CYL≧0)の場合には、以下の条件(2)、
ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)j …(2)
を満たす。
【0031】
各系列、各区分の被加工レンズの外面の光軸を含む断面に沿った面屈折力D1m(h)は、図3に示されるように変化する。また、図4は、各区分に割り当てられた被加工レンズの外面の面屈折力の変化ΔD1m(h)を示す。内面は球面またはトーリック面なのでΔD2m(h)=0である。図4から、マイナスレンズ(区分I・II・III・IV)においてはD1m(0)i<D1m(0)jの時ΔD1m(15)i>ΔD1m(15)jが成り立っており、プラスレンズ(区分VI・VII・VIII・IX)においてはD1m(0)i<D1m(0)jの時ΔD1m(15)i<ΔD1m(15)jが成り立っているのが分かる。すなわち、いずれの場合にも上記の条件(1),(2)を満足している。
【0032】
区分IIに含まれるA,B,C,Dの各系列の被加工レンズを用いて内面を加工して球面屈折力SPH-6.00の眼鏡レンズを製造した場合、完成レンズの断面形状は、図5に示すように系列により異なる。ベースカーブの浅いものほど縁厚が薄く、第1面の突出量も少なくなっており、A系列が最も軽く、B系列、C系列、D系列の順に重くなる。
【0033】
これらの4種の完成レンズの視角VAに対する平均屈折力誤差APを図6に、非点収差ASを図7に示す。各グラフにおいて、実線は物体距離が無限大(∞)、破線は物体距離-300mmにおける性能を表している。このように同一区分に含まれる複数種類の被加工レンズを加工して完成品の眼鏡レンズを得た場合、その平均屈折力誤差および非点収差が視角30°以内において近似的に等しく、差異が0.1Dptr以下であることが望ましい。非球面の面屈折力変化の程度を図4に示したように系列によって変えることにより、ある頂点屈折力の眼鏡レンズをA、B、C、Dのどの系列の被加工レンズを用いて製造しても、同じ程度の光学性能(平均屈折力誤差および非点収差)を得ることができる。
【0034】
実施例1では、SPH-6.00の場合には図6および図7示されるように、視角 30°以内での平均屈折力誤差APと非点収差ASの差異は0.1Dptr 以下であり、系列によらず良く性能が揃っている。一方、視角 50° における歪曲収差は A系列-37.0%、B系列-35.1%、C系列-33.2%、D系列-31.1% となっており、ベースカーブの深いものほど歪曲収差が小さくなっている。また、レンズが上方へ移動した時の視角 30° 方向での平均屈折力誤差変化の感度ΔAP(30°)/ΔY は、A系列-0.089、B系列-0.078、C系列-0.068、D系列-0.054 Dptr/mm であり、非点収差変化の感度ΔAS(30°)/ΔY はA系列-0.099、B系列-0.088、C系列-0.077、D系列-0.063 Dptr/mm であり、いずれもベースカーブの深いものほど性能変化感度が低くなっている。
【0035】
左右の眼鏡レンズの頂点屈折力が同一区分に含まれない場合、例えば右眼用SPH-4.00、左眼用SPH-8.00の眼鏡レンズを製造する場合、実施例1では右眼用はC系列(ベースカーブ1.25Dptr)、左眼用はA系列(ベースカーブ 1.25Dptr)の被加工レンズを選択して加工する。図8は、加工後の右目用レンズ(R)、左目用レンズ(L)の断面形状を示し、図9、図10はそれぞれ平均屈折力誤差APおよび非点収差ASを示す。図8に示すように外観形状を揃えるのみでなく、図9、図10に示すように光学性能をも揃えることができる。
【0036】
【実施例2】
実施例2においては、各完成レンズの屈折率は1.6、外径はφ70mm、最小肉厚は1.0mmであり、外面が球面、内面が回転対称な非球面または非トーリック面である。実施例2においても、各区分についてベースカーブが互いに異なるA,B,C,Dの4系列の被加工レンズが用意されている。頂点屈折力と区分との関係は図27に示す従来例と同様であり、各系列のベースカーブの変化は図2に示した実施例1と同様である。
【0037】
外面には、A・B・C・D各4系列の球面ベースカーブが割り当てられており、内面の回転対称非球面または非トーリック面は、それぞれの頂点屈折力に割り当てられた所定の4種類の球面ベースカーブに対して性能が最適になるように決められている。図11は、各系列、各区分の被加工レンズの内面を加工することにより、区分Iについて頂点屈折力SPH-8.00、IIについて-6.00、IIIについて-4.00、IVについて-2.00、Vについて0.00、VIについて+2.00、VIIについて+3.00、VIIIについて+4.00、IXについて+5.00の眼鏡レンズを製造したときの光軸を含む断面に沿った内面屈折力D2m(h)を系列毎に示すグラフである。
【0038】
また、図12は、各非球面の光軸を含む断面に沿った面屈折力の変化ΔD2m(h)を示す。外面は球面なので ΔD1m(h)=0 である。図12から、マイナスレンズ(区分I・II・III・IV)においては D1m(0)i<D1m(0)j の時 ΔD2m(15)i>ΔD2m(15)jが成り立っており、プラスレンズ(区分VI・VII・VIII・IX)においては D1m(0)i<D1m(0)j の時 ΔD2m(15)i<ΔD2m(15)j が成り立っているのが分かる。すなわち、いずれの場合にも実施例1において示した条件(1),(2)を満足している。
【0039】
区分VIIに含まれるA,B,C,Dの各系列の被加工レンズを用いて内面を加工して球面屈折力SPH+3.00の眼鏡レンズを製造した場合、完成した眼鏡レンズの断面形状は、図13に示すように系列により異なる。ベースカーブの浅いものほど中心厚が薄く、A系列が最も軽く、B系列、C系列、D系列の順に重くなる。
【0040】
これらの4種の眼鏡レンズの視角VAに対する平均屈折力誤差APを図14に、非点収差ASを図15に示す。各グラフにおいて、実線は物体距離が無限大(∞)、破線は物体距離-300mmにおける性能を表している。非球面の面屈折力変化の程度を図12に示したように系列によって変えることにより、ある頂点屈折力の眼鏡レンズをA、B、C、Dどの系列の被加工レンズを用いて製造しても、同じ程度の光学性能(平均屈折力誤差および非点収差)を得ることができる。
【0041】
実施例2では、SPH+3.00の場合には図14および図15示されるように、視角 30°以内での平均屈折力誤差APと非点収差ASの差異は0.05Dptr 以下であり、系列によらず良く性能が揃っている。一方、視角 50° における歪曲収差は、A系列+14.7%、B系列+14.3%、C系列+14.0%、D系列+13.7%となっており、ベースカーブの深いものほど歪曲収差が小さくなっている。また、レンズが上方へ移動した時の視角 30° 方向での平均屈折力誤差変化の感度ΔAP(30°)/ΔY はA系列+0.056、B系列+0.046、C系列+0.036、D系列+0.026 Dptr/mmであり、非点収差変化の感度ΔAS(30°)/ΔY はA系列+0.055、B系列+0.045、C系列+0.034、D系列+0.024Dptr/mmであり、いずれもベースカーブの深いものほど性能変化感度が低くなっている。
【0042】
眼鏡レンズの仕様に円柱屈折力CYLが含まれる場合には、内面は非トーリック面となり、光軸を含む断面に沿った面屈折力の変化ΔD2m(h)も断面の方向によって異なる。ここで、図16に示すように、断面の方位角θを、レンズを外面側から見た場合の水平軸xに対する反時計回りの角度として定義する。例えば、SPH-4.00、CYL-2.00、AX180°の眼鏡レンズを区分IIIに含まれるA,B,C,Dの各系列の被加工レンズを利用して製造した場合の各方位角θの0°、30°、60°、90#に対する面屈折力D2m(h)の変化は、図17に示すとおりとなる。また、各断面に沿った面屈折力変化ΔD2m(h)は図18に示すとおりとなる。各断面についてD1m(0)i<D1m(0)jの時ΔD2m(15)i>ΔD2m(15)jが成り立っているのが分かる。
【0043】
【実施例3】
実施例3においては、各完成レンズの屈折率は1.67、外径はφ70mm、最小肉厚は1.0mm であり、レンズの外面を回転対称な非球面、内面を回転対称な非球面または非トーリック面としている。実施例3では、各区分についてベースカーブが互いに異なるA,B,Cの3系列の被加工レンズが用意されている。図19は、用意されている被加工レンズの球面屈折力SPHとベースカーブD1との関係を示すグラフである。また、図20に実施例3の頂点屈折力の区分を示す。図中、(A)はマイナス度数範囲、(B)はプラス度数範囲、(C)はミックス度数範囲を示している。以下の表3に各系列の被加工レンズのベースカーブの数値を示す。
【0044】
【表3】
区分 ベースカーブ
A系列 B系列 C系列
I 0.50 1.25 2.00
II 1.25 2.00 3.00
III 2.00 3.00 4.00
IV 3.00 4.00 5.00
V 4.00 5.00 6.00
VI 5.00 6.00 7.00
【0045】
外面には、A・B・C各3系列の非球面ベースカーブが割り当てられており、内面の非球面または非トーリック面は、それぞれの頂点屈折力に割り当てられた所定の3種類の非球面ベースカーブに対して性能が最適になるように決められている。図21に外面の非球面の光軸を含む断面に沿った面屈折力D1m(h)を示す。実施例3では、全系列について共通の非球面を使っている。例えば、A系列の区分III、B系列の区分II、C系列の区分Iの外面に使われる非球面は共通になっている。実施例1の外面非球面はベースカーブが同じでも非球面形状は異なっているのに対し、実施例3ではベースカーブのみでなく、非球面形状も同一である。このため、図21では区分ではなくベースカーブの値をグラフ中のラベルにしている。
【0046】
図22は、各系列、各区分の被加工レンズの内面を加工することにより、区分Iについて頂点屈折力SPH-6.00、IIについて-4.00、IIIについて-2.00、IVについて0.00、Vについて+2.00、VIについて+4.00の眼鏡レンズを製造したときの光軸を含む断面に沿った内面屈折力D2m(h)を系列毎に示すグラフである。
【0047】
また、図23は、各眼鏡レンズの外面と内面の面屈折力の変化の和ΔD1m(h)+ΔD2m(h)を示す。図23から、マイナスレンズ(区分I・II・III)においては D1m(0)i<D1m(0)j の時 ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j が成り立っており、プラスレンズ(区分V・VI)においては D1m(0)i<D1m(0)jの時ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)jが成り立っているのが分かる。すなわち、いずれの場合にも実施例1において示した条件(1),(2)を満足している。
【0048】
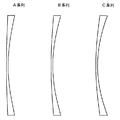
区分IIに含まれるA,B,Cの各系列の被加工レンズを用いて内面を加工して球面屈折力SPH-4.00の眼鏡レンズを製造した場合、完成した眼鏡レンズの断面形状は、図24に示すように系列により異なる。ベースカーブの浅いものほど縁厚が薄く、第1面の突出量も少なくなっており、A系列が最も軽く、B系列、C系列の順に重くなる。
【0049】
これらの3種の眼鏡レンズの視角VAに対する平均屈折力誤差APを図25に、非点収差ASを図26に示す。各グラフにおいて、実線は物体距離が無限大(∞)、破線は物体距離-300mmにおける性能を表している。非球面の面屈折力変化の程度を図23に示したように系列によって変えることにより、ある頂点屈折力の眼鏡レンズをA、B、Cどの系列の被加工レンズを用いて製造しても、同じ程度の光学性能(平均屈折力誤差および非点収差)を得ることができる。
【0050】
実施例3では、SPH-4.00の場合には図25および図26示されるように、視角 30°以内での平均屈折力誤差APと非点収差ASの差異は0.05Dptr 以下であり、系列によらず良く性能が揃っている。一方、視角 50° における歪曲収差は、A系列-23.8%、B系列-22.5%、C系列-21.0% となっており、順にベースカーブの深いものほど歪曲収差が小さくなっている。また、レンズが上方へ移動した時の視角 30° 方向での平均屈折力誤差変化の感度ΔAP(30°)/ΔYはA系列-0.076、B系列-0.068、C系列-0.058 Dptr/mmであり、非点収差変化の感度ΔAS(30°)/ΔYはA系列-0.083、B系列-0.074、C系列-0.064 Dptr/mmであり、いずれもベースカーブの深いものほど性能変化感度が低くなっている。
【0051】
なお、いずれかの系列中に両面が球面またはトーリック面から成るものが含まれてもよい。例えば、実施例1の図4や実施例2の図12に示されるように、弱度数の区分Vの全系列、および各区分のベースカーブの深いDまたはCの系列においは、屈折力の変化が小さいため、非球面を用いなくとも許容範囲の光学性能を確保できるからである。
【0052】
以上の実施形態においては、外面が予め加工された複数種類のセミ品の中から、受注に応じて最適なものを選択して、内面を加工して完成品を得る例についてのみ説明したが、受注頻度の高いものについてはベースカーブが異なる複数種類の完成レンズを予め用意しておき、その中から受注に応じて最適なものを選択して供給することもできる。このような供給方法も本発明の範囲に含まれる。
【0053】
【発明の効果】
以上説明してきたように、本発明によれば、使用者の光学性能、外観に対するウェイト付けといった嗜好の問題、および使用者の歪曲収差に対する許容量といった適応性に応じて最適なレンズを製造することができる。また、左右の眼鏡レンズの頂点屈折力が異なる場合にも、ベースカーブを適宜選択することにより、光学性能の劣化を防ぎつつ、左右レンズの外観形状を揃えることができる。
【図面の簡単な説明】
【図1】 (A)は実施形態の眼鏡レンズの製造システムの概略を示すブロック図、(B)は製造方法の概略を示すフローチャート。
【図2】 実施例1の被加工レンズのベースカーブの変化を示すグラフ
【図3】 実施例1の4系列の被加工レンズの光軸を含む断面に沿った外面屈折力D1m(h)を示すグラフ。
【図4】 図3の外面屈折力の変化ΔD1m(h)を示すグラフ。
【図5】 実施例1の4系列の被加工レンズを用いて製造したSPH-6.00の眼鏡レンズの断面図。
【図6】 図5に示す眼鏡レンズの平均屈折力誤差APを示すグラフ。
【図7】 図5に示す眼鏡レンズの非点収差ASを示すグラフ。
【図8】 実施例1の被加工レンズを用いて外観を合わせるよう製造された左右の眼鏡レンズの断面図。
【図9】 図8に示す眼鏡レンズの平均屈折力誤差APを示すグラフ。
【図10】 図8に示す眼鏡レンズの非点収差ASを示すグラフ。
【図11】 実施例2の4系列の被加工レンズを用いて製造した眼鏡レンズの光軸を含む断面に沿った内面屈折力D2m(h)を示すグラフ。
【図12】 図11の内面屈折力の変化ΔD2m(h)を示すグラフ。
【図13】 実施例2の4系列の被加工レンズを用いて製造したSPH+3.00の眼鏡レンズの断面図。
【図14】 図13に示す眼鏡レンズの平均屈折力誤差APを示すグラフ。
【図15】 図13に示す眼鏡レンズの非点収差ASを示すグラフ。
【図16】 レンズの断面の方位角θの説明図。
【図17】 実施例2の4系列の被加工レンズを用いて製造されたSPH-4.00 CYL-2.00 AX180°の眼鏡レンズの光軸を含む4方向の断面に沿った内面屈折力D2m(h)を示すグラフ。
【図18】 図17の眼鏡レンズの4方向の断面に沿った内面屈折力の変化ΔD2m(h)を示すグラフ。
【図19】 実施例3の被加工レンズのベースカーブの変化を示すグラフ。
【図20】 実施例3により製造される眼鏡レンズのベースカーブ区分を示す図表。
【図21】 実施例3の被加工レンズの光軸を含む断面に沿った外面屈折力D1m(h)を示すグラフ。
【図22】 実施例3の3系列の被加工レンズを用いて製造した眼鏡レンズの内面屈折力D2m(h)を示すグラフ。
【図23】 図21の外面と図22の内面の面屈折力の変化の和ΔD1m(h)+ΔD2m(h)を示すグラフ。
【図24】 実施例3の3系列の被加工レンズを用いて製造されたSPH-4.00の眼鏡レンズの断面図。
【図25】 図24の眼鏡レンズの平均屈折力誤差APを示すグラフ。
【図26】 図24の眼鏡レンズの非点収差ASを示すグラフ。
【図27】 従来の眼鏡レンズのベースカーブ区分を示す図表。
【図28】 従来の被加工レンズのベースカーブの変化を示すグラフ。
【符号の説明】
10 製造システム
11 コンピュータ
12 入力装置
13 表示装置
14 非球面加工機
Claims (9)
- 外側、内側の一対の屈折面を有する少なくとも一方の面が非球面である眼鏡レンズの製造方法において、
予め定められた複数の頂点屈折力のそれぞれについて、ベースカーブが互いに異なる複数種類の半完成の被加工レンズを用意し、
光学性能および外観のウェイト付けに基づいて所望の頂点屈折力に応じた複数種類の被加工レンズから単一の種類を選択し、
選択された被加工レンズの内面を眼鏡レンズの仕様に基づいて加工して完成レンズを製造し、
前記完成レンズは、該完成レンズの光軸からの距離h(単位:mm)の点における光軸を含む断面に沿った外面および内面の面屈折力をD1m(h)、D2m(h)、面屈折力変化をΔD1m(h)=D1m(h)-D1m(0)、ΔD2m(h)=D2m(h)-D2m(0)とし(単位:Dptr)、同一頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の前記完成レンズのうち、任意の1つの面屈折力、面屈折力変化を添字iで示し、他の任意の1つの面屈折力、面屈折力変化を添字jで示すとすると、D1m(0)i<D1m(0)jとなるベースカーブに対して、SPH<0、CYL≦0の場合には以下の条件(1)、
ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j …(1)
を満たし、SPH>0、CYL≧0の場合には、以下の条件(2)、
ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)j …(2)
を満たすことを特徴とする眼鏡レンズの製造方法。 - 前記頂点屈折力のそれぞれについて、ベースカーブが互いに異なる3種類以上の被加工レンズが用意されていることを特徴とする請求項1に記載の眼鏡レンズの製造方法。
- 前記完成レンズは、外面が回転対称な非球面であり、内面が球面またはトーリック面であることを特徴とする請求項1または2に記載の眼鏡レンズの製造方法。
- 前記完成レンズは、外面が球面またはトーリック面であり、内面が回転対称な非球面であることを特徴とする請求項1または2のいずれかに記載の眼鏡レンズの製造方法。
- 前記完成レンズは、外面、内面が共に非球面であることを特徴とする請求項または2のいずれかに記載の眼鏡レンズの製造方法。
- 同一の頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の前記完成レンズは、その平均屈折力誤差および非点収差の差異が視角30°以内において0.1Dptr以下であることを特徴とする請求項1〜5のいずれかに記載の眼鏡レンズの製造方法。
- 異なる頂点屈折力について用意された複数の前記被加工レンズには、ベースカーブの差異が0.2Dptr以下となる組み合わせを含むことを特徴とする請求項1に記載の眼鏡レンズの製造方法。
- 外側、内側の一対の屈折面を有する少なくとも一方の面が非球面である眼鏡レンズの製造方法において、
眼鏡レンズの頂点屈折力の範囲を複数の区分に分割し、各区分についてベースカーブが互いに異なる複数種類の半完成の被加工レンズを用意し、
眼鏡レンズの仕様に基づいて該当する前記区分を特定し、光学性能および外観のウェイト付けに基づいて当該区分に含まれる複数種類の被加工レンズから単一の種類を選択し、
前記仕様に基づいて選択された被加工レンズの内面を加工して完成レンズを製造し、
前記完成レンズは、該完成レンズの光軸からの距離h(単位:mm)の点における光軸を含む断面に沿った外面および内面の面屈折力をD1m(h)、D2m(h)、面屈折力変化をΔD1m(h)=D1m(h)-D1m(0)、ΔD2m(h)=D2m(h)-D2m(0)とし(単位:Dptr)、同一頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の前記完成レンズのうち、任意の1つの面屈折力、面屈折力変化を添字iで示し、他の任意の1つの面屈折力、面屈折力変化を添字jで示すとすると、D1m(0)i<D1m(0)jとなるベースカーブに対して、SPH<0、CYL≦0の場合には以下の条件(1)、
ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j …(1)
を満たし、SPH>0、CYL≧0の場合には、以下の条件(2)、
ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)j …(2)
を満たすことを特徴とする眼鏡レンズの製造方法。 - 外面・内面の一対の屈折面を有する、少なくとも一方の面が非球面である眼鏡レンズの供給方法において、
同一の頂点屈折力について、ベースカーブが互いに異なり、平均屈折力誤差および非点収差が視角30°以内において0.1 Dptr 以下である複数種類の完成レンズの候補のなかから、装用者の光学性能および外観のウエイト付けに基づいて最適なものを選択し、
前記完成レンズは、該完成レンズの光軸からの距離h(単位:mm)の点における光軸を含む断面に沿った外面および内面の面屈折力をD1m(h)、D2m(h)、面屈折力変化をΔD1m(h)=D1m(h)-D1m(0)、ΔD2m(h)=D2m(h)-D2m(0)とし(単位:Dptr)、同一頂点屈折力について用意されたベースカーブが異なる被加工レンズを加工して得られる複数の前記完成レンズのうち、任意の1つの面屈折力、面屈折力変化を添字iで示し、他の任意の1つの面屈折力、面屈折力変化を添字jで示すとすると、D1m(0)i<D1m(0)jとなるベースカーブに対して、SPH<0、CYL≦0の場合には以下の条件(1)、
ΔD1m(15)i+ΔD2m(15)i>ΔD1m(15)j+ΔD2m(15)j …(1)
を満たし、SPH>0、CYL≧0の場合には、以下の条件(2)、
ΔD1m(15)i+ΔD2m(15)i<ΔD1m(15)j+ΔD2m(15)j …(2)
を満たすことを特徴とする眼鏡レンズの供給方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000203590A JP3845251B2 (ja) | 2000-07-05 | 2000-07-05 | 眼鏡レンズの製造方法および供給方法 |
| US09/895,386 US6857742B2 (en) | 2000-07-05 | 2001-07-02 | Manufacturing method and supplying method of spectacle lenses |
| GB0329244A GB2393409B (en) | 2000-07-05 | 2001-07-05 | Supplying method of spectacle lenses |
| FR0108948A FR2811774B1 (fr) | 2000-07-05 | 2001-07-05 | Procede de fabrication et procede de fourniture de verres de lunettes |
| GB0116459A GB2367023B (en) | 2000-07-05 | 2001-07-05 | Manufacturing method and supplying method of spectacle lenses |
| DE10132623A DE10132623A1 (de) | 2000-07-05 | 2001-07-05 | Verfahren zum Fertigen eines Brillenglases und Verfahren zum Bereitstellen desselben |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000203590A JP3845251B2 (ja) | 2000-07-05 | 2000-07-05 | 眼鏡レンズの製造方法および供給方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002023116A JP2002023116A (ja) | 2002-01-23 |
| JP3845251B2 true JP3845251B2 (ja) | 2006-11-15 |
Family
ID=18700975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000203590A Expired - Fee Related JP3845251B2 (ja) | 2000-07-05 | 2000-07-05 | 眼鏡レンズの製造方法および供給方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6857742B2 (ja) |
| JP (1) | JP3845251B2 (ja) |
| DE (1) | DE10132623A1 (ja) |
| FR (1) | FR2811774B1 (ja) |
| GB (1) | GB2367023B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010002713A (ja) * | 2008-06-20 | 2010-01-07 | Nikon-Essilor Co Ltd | 累進屈折力レンズ及びその製造方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3851495B2 (ja) * | 2000-07-07 | 2006-11-29 | ペンタックス株式会社 | 眼鏡レンズの設計方法、製造方法および眼鏡レンズ |
| WO2002035280A1 (fr) * | 2000-10-27 | 2002-05-02 | Hoya Corporation | Procede de production de verres de lunettes et systeme d'apport de verres de lunettes |
| JP2003308453A (ja) * | 2002-04-16 | 2003-10-31 | Nidek Co Ltd | レンズ発注方法及びレンズ発注システム |
| JP4361254B2 (ja) * | 2002-10-08 | 2009-11-11 | 株式会社ニコン・エシロール | 眼鏡レンズの設計方法、眼鏡レンズの製造方法及び計算機プログラム |
| JP4537134B2 (ja) * | 2004-07-12 | 2010-09-01 | セイコーオプティカルプロダクツ株式会社 | 非球面眼鏡レンズの設計方法 |
| JP4859113B2 (ja) * | 2006-05-24 | 2012-01-25 | 東海光学株式会社 | トライアルレンズセット |
| JP5769914B2 (ja) * | 2006-07-20 | 2015-08-26 | 株式会社ニコン・エシロール | 累進屈折力レンズの設計方法、製造方法および眼鏡レンズの供給システム |
| ES2401456T3 (es) * | 2007-12-28 | 2013-04-19 | Essilor International (Compagnie Generale D'optique) | Método para seleccionar curvas de base para una lente oftálmica y método de fabricación de lentes de gafas relacionadas |
| EP2037314B1 (en) * | 2007-12-28 | 2021-12-01 | Essilor International | A method and computer means for choosing spectacle lenses adapted to a frame |
| CN104755998B (zh) * | 2012-10-26 | 2017-03-08 | 埃西勒国际通用光学公司 | 用于提供光学镜片的方法 |
| CN103645568B (zh) * | 2013-10-29 | 2014-11-05 | 杭州奥普特光学有限公司 | 一种复合眼镜片的制造方法 |
| DE102014213393B4 (de) | 2014-07-10 | 2016-12-29 | Carl Zeiss Vision International Gmbh | Satz von Brillenglashalbfabrikaten, computerimplementiertes Verfahren zu dessen Auslegung, Computerprogramm, computerlesbares Speichermedium, Verfahren und Vorrichtung zur Herstellung von Brillengläsern sowie Verwendung eines Satzes von Brillenglashalbfab |
| JP6894621B2 (ja) * | 2017-03-01 | 2021-06-30 | 東海光学株式会社 | 眼鏡用レンズの設計方法、製造方法及び供給システム |
| EP3717963A1 (en) * | 2017-11-30 | 2020-10-07 | Essilor International | Set of ophthalmic lenses |
| EP4261600A1 (en) * | 2022-04-14 | 2023-10-18 | Essilor International | Calculation module configured to select a base-curve of a lens allowing the lens to be adapted to a frame of an eyewear |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3434781A (en) | 1965-03-15 | 1969-03-25 | American Optical Corp | Ophthalmic lens series |
| US3960442A (en) | 1974-08-05 | 1976-06-01 | American Optical Corporation | Ophthalmic lens series |
| JPH0693061B2 (ja) * | 1983-12-09 | 1994-11-16 | セイコーエプソン株式会社 | 累進多焦点レンズ |
| NL8502142A (nl) | 1985-07-26 | 1987-02-16 | Optimed Nv | Werkwijze voor het vervaardigen van een brilleglas voor bijzienden. |
| EP0371460B1 (en) | 1988-11-29 | 1995-03-01 | Seiko Epson Corporation | Ophtalmic lens |
| EP0379976B2 (en) | 1989-01-21 | 2000-02-16 | Seiko Epson Corporation | Aspherical ophthalmic lens |
| US5137344A (en) | 1991-02-07 | 1992-08-11 | Kabushiki Kaisha Asahi Optical | Semi-finished lens |
| DE69232283T2 (de) * | 1991-10-09 | 2002-05-23 | Seiko Epson Corp | Linse für Brillen. |
| JP3222528B2 (ja) | 1992-01-31 | 2001-10-29 | 旭光学工業株式会社 | 非球面眼鏡レンズ |
| JPH085966A (ja) | 1994-06-23 | 1996-01-12 | Nikon Corp | 非球面眼鏡レンズ |
| JPH085967A (ja) | 1994-06-23 | 1996-01-12 | Nikon Corp | 非球面眼鏡レンズ |
| JPH1078566A (ja) | 1996-09-05 | 1998-03-24 | Asahi Optical Co Ltd | 眼鏡レンズ |
| US6199983B1 (en) * | 1996-10-14 | 2001-03-13 | Seiko Epson Corporation | Apparatus and method for manufacturing a progressive multi-focal lens |
| JP3829435B2 (ja) | 1996-10-14 | 2006-10-04 | セイコーエプソン株式会社 | 眼鏡レンズの製造方法 |
| DE19701312A1 (de) * | 1997-01-16 | 1998-07-23 | Zeiss Carl Fa | Brillenglas mit sphärischer Vorderseite und multifokaler Rückseite, sowie Verfahren zu seiner Herstellung |
| JPH10301066A (ja) * | 1997-05-02 | 1998-11-13 | Nikon Corp | 多焦点眼鏡レンズ |
| US6089710A (en) | 1998-07-20 | 2000-07-18 | Oracle Lens Manufacturing Corporation | Single-vision ophthalmic lens series |
| JP3881449B2 (ja) | 1998-04-17 | 2007-02-14 | ペンタックス株式会社 | 累進多焦点レンズの加工方法 |
| US6419549B2 (en) * | 2000-02-29 | 2002-07-16 | Asahi Kogaku Kogyo Kabushiki Kaisha | Manufacturing method of spectacle lenses and system thereof |
| JP3851495B2 (ja) * | 2000-07-07 | 2006-11-29 | ペンタックス株式会社 | 眼鏡レンズの設計方法、製造方法および眼鏡レンズ |
-
2000
- 2000-07-05 JP JP2000203590A patent/JP3845251B2/ja not_active Expired - Fee Related
-
2001
- 2001-07-02 US US09/895,386 patent/US6857742B2/en not_active Expired - Lifetime
- 2001-07-05 DE DE10132623A patent/DE10132623A1/de not_active Withdrawn
- 2001-07-05 GB GB0116459A patent/GB2367023B/en not_active Expired - Fee Related
- 2001-07-05 FR FR0108948A patent/FR2811774B1/fr not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010002713A (ja) * | 2008-06-20 | 2010-01-07 | Nikon-Essilor Co Ltd | 累進屈折力レンズ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002023116A (ja) | 2002-01-23 |
| GB2367023A (en) | 2002-03-27 |
| FR2811774B1 (fr) | 2003-10-03 |
| US20020039171A1 (en) | 2002-04-04 |
| GB0116459D0 (en) | 2001-08-29 |
| GB2367023B (en) | 2004-04-14 |
| FR2811774A1 (fr) | 2002-01-18 |
| US6857742B2 (en) | 2005-02-22 |
| DE10132623A1 (de) | 2002-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3845251B2 (ja) | 眼鏡レンズの製造方法および供給方法 | |
| AU2002252366B2 (en) | Progressive addition lenses | |
| JP4625554B2 (ja) | リグレッシブ面を備えたプログレッシブ付加レンズ及びその製造方法 | |
| US7159983B2 (en) | Multifocal lenses for pre-presbyopic individuals | |
| AU732021B2 (en) | Improved ophthalmic lens | |
| AU2002252366A1 (en) | Progressive addition lenses | |
| EP0809126A1 (en) | Gradient index multifocal lens, spectacle lens, and manufacture of gradient index multifocal lens | |
| US8807746B2 (en) | Spectacle lens, spectacles, and method for manufacturing spectacle lens | |
| US6260967B1 (en) | Progressive lens | |
| JP4707256B2 (ja) | 眼鏡レンズ群の製造方法及び眼鏡レンズ群 | |
| AU2017216492A1 (en) | Eyeglass lens and eyeglass lens manufacturing method | |
| US20030048408A1 (en) | Method of manufacturing progressive power spectacle lens | |
| US6419549B2 (en) | Manufacturing method of spectacle lenses and system thereof | |
| JP3851495B2 (ja) | 眼鏡レンズの設計方法、製造方法および眼鏡レンズ | |
| WO2006064384A2 (en) | Spectacle lenses incorporating atoric surfaces | |
| JP2004045633A (ja) | 多焦点眼鏡レンズおよびその製造方法 | |
| WO2006018829A2 (en) | Progressive power semi-finished spectacle lens blanks for astigmatic presbyopes | |
| EP1550897A1 (en) | Glasses lens designing method, production method for glasses lens and computer program | |
| EP3526641B1 (en) | Reduced distortion spectacle lens | |
| WO2018193134A2 (en) | Computer implemented method of determining a base curve for a spectacle lens and method of manufacturing a spectacle lens | |
| JP2004138794A (ja) | 累進屈折力レンズ | |
| JP3845256B2 (ja) | 累進屈折力レンズの製造方法 | |
| CN103309053A (zh) | 眼镜镜片和眼镜镜片的设计方法、制造方法和设计系统 | |
| JPH1078567A (ja) | 累進多焦点レンズの製造方法 | |
| JP2002323681A (ja) | 累進多焦点レンズの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20040305 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040311 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060712 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060720 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060811 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060818 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090825 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090825 Year of fee payment: 3 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090825 Year of fee payment: 3 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090825 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090825 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100825 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110825 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120825 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130825 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |