JP3819964B2 - 金属ストリップ連続鋳造方法及び装置 - Google Patents
金属ストリップ連続鋳造方法及び装置 Download PDFInfo
- Publication number
- JP3819964B2 JP3819964B2 JP09534296A JP9534296A JP3819964B2 JP 3819964 B2 JP3819964 B2 JP 3819964B2 JP 09534296 A JP09534296 A JP 09534296A JP 9534296 A JP9534296 A JP 9534296A JP 3819964 B2 JP3819964 B2 JP 3819964B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- casting
- metal strip
- microns
- ridge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/06—Continuous casting of metals, i.e. casting in indefinite lengths into moulds with travelling walls, e.g. with rolls, plates, belts, caterpillars
- B22D11/0637—Accessories therefor
- B22D11/0648—Casting surfaces
- B22D11/0651—Casting wheels
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Description
【0001】
【産業上の利用分野】
本発明は金属ストリップ連続鋳造方法及び装置に関する。
【0002】
【従来の技術】
双ロール鋳造機で連続鋳造することにより金属ストリップを鋳造することが公知である。この技術では、冷却され相反方向に回転する一対の水平鋳造ロール間に溶融金属を導入し、動いているロール表面上で金属殻を凝固させ、ロール間隙にてそれら金属殻を合体させて凝固したストリップ品としてロール間隙から下方ヘ送給する。本明細書では、「ロール間隙」という語はロール同士が最接近する領域全般を指す。溶融金属は取鍋から小容器へと注がれ、更にはそこからロール間隙上方に位置した金属供給ノズルに流れてロール間隙へと向かい、その結果、ロール間隙直上のロール鋳造表面に支持されロール間隙長さ方向に延びる溶融金属鋳造溜めを形成することができる。通常、この鋳造溜めの端を構成するのは、鋳造溜め両端からの溢流をせき止めるようロール端面に摺動係合して保持される側部堰であるが、電磁バリヤ等の代替手段も提案されている。
【0003】
【発明が解決しようとする課題】
双ロール鋳造は、冷却によって急速に凝固する非鉄系金属にはある程度の成功をおさめているが、鉄系金属の鋳造技術に適用するにはいろいろ問題がある。一つの大きな問題として、如何にしてロール表面上に金属を充分急速且つ均一に冷却させるかということがある。特に、滑らかなロール鋳造表面を持つ鋳造ロール上では充分な高凝固速度を得ることが難しいことが判明しているので、規則的に離間した突起形成部によって意図的に肌理出しした(textured)ロール鋳造表面を持つロールを使って、熱伝達を高めることにより凝固時にロール鋳造表面で得られる熱流束を増加させることが提案されている。
【0004】
鉄系金属を薄板ストリップへと鋳造する場合、凝固時の熱流束は重要な基準となるばかりでなく、良質の顕微鏡組織を得るためにも非常に重要である。このことは、製造したストリップを後で熱処理することなしに「鋳放し」状態で使う場合に特にそうである。即ち、鋳放しストリップが粗粒構造になることを避けることが望ましく、理想的は微細オーステナイト構造とするのが望ましい。
【0005】
発明者は肌理出しした表面上での鉄系金属の凝固について詳細に研究した結果、双ロール鋳造機での金属凝固時に熱流束と顕微鏡組織の両方の最適化を可能にする非常に特殊な種類の肌理出しロール鋳造表面を開発することができた。望ましい肌理は、ロール鋳造表面の周方向に延びる一連の溝・尾根形成部である。
【0006】
製造するストリップに表面欠陥が生じるのを避けるために双ロール鋳造機の鋳造ロールに周溝を提供することは公知であり、例として、石川島播磨重工業株式会社の日本特許公開公報平成3年第128149号、バートレット(Bartlett)のアメリカ特許第4,865,117号、ユクモト他(Yukumoto et al.)のアメリカ特許第5,010,947号がある。しかしながら、これら文献はいずれも、本発明によって開発された非常に微細な肌理溝・尾根形成部によるものよりもはるかに大きなピッチ間隔で配したはるかに大きなサイズの溝としている。
【0007】
上記した日本特許公開公報平成3年第128149号は、溶融金属と溝表面の大部分との間にはっきりした空間が残るように溶融金属を溝底部に触れることなく溝に広げることを目的とした、深さが0.2mm、ピッチが0.6mm台の溝を提案している。これにより初期凝固時の熱伝達が減少し、極端な熱勾配による縦割れの発生を防止できると言われている。
【0008】
アメリカ特許第4,865,117号も、凝固時に液体金属が溝を完全に満たさないようにした溝を設けることを提案している。ロール表面に沿い軸線方向に計測して1cm当たり8〜35の頻度で溝を配するとしており、これは1mmをはるかに越えたピッチに相当する。この明細書は、深さが最大2mmで溝幅が0.15mmを越える溝を考えている。これらの値では、本発明による微細な肌理によるものよりもはるかに粗い溝パターンとなる。
【0009】
アメリカ特許第5,010,947号は、一方のロールと他方のロールの溝の位相が合わないようにした溝ロールを開示している。そのためには溝を溝幅の割に広く離間させる必要があり、明細書では溝幅、深さ及びピッチを非常に広範な可能範囲で規定しているものの、実際上、本発明の深さ及びピッチの微細肌理溝・尾根形成部よりも大きなサイズで且つはるかに大きなピッチの溝となる。
【0010】
凝固時に高熱流束値が得られるよう双ロール鋳造機に肌理出しロール鋳造表面を用いることは、いわゆる「鰐肌」という欠陥につながる虞れがある。「鰐肌」は、肌理出しされたロール鋳造表面の特定点で局部的過冷却が起き、その後にストリップ表面上の諸々の地点で局部変形が起きることに起因する。発明者は、肌理出しした表面上での鉄系金属の凝固を詳細に研究した結果、この種の欠陥が、溶融金属へ硫黄を制御して加えることによって軽減できることを見知した。本明細書で後述するように、硫黄含量を増やすことは、局部的過冷却の原因であるロールの酸化溶融の始まりを遅らせることになる。
【0011】
本発明により開発された最適のロール鋳造表面肌理は双ロール鋳造に特に適用されるが、溶鋼の鋳造溜めを動いているロール鋳造表面と接触した状態で形成して、鋳造溜めの溶鋼が動いているロール鋳造表面上で凝固するようにした類似の鋳造技術にも適用可能である。このような鋳造技術としては、例えば、1ロールドラグ鋳造機や移動ベルト鋳造機がある。
【0012】
【課題を解決するための手段】
本発明によれば、1つ又は複数の冷却されたロール鋳造表面上で溶鋼の鋳造溜めを支持し、一対の冷却された鋳造ロールの間にロール間隙を形成し、冷却されたロール鋳造表面を動かして鋳造溜めから出ていく凝固ストリップを製造する金属ストリップ鋳造方法において、前記1つ又は複数のロール鋳造表面に、ほぼ一定の深さ及びピッチの溝・尾根形成部を設けると共に、隣接する溝の側面が接して尾根を構成することにより肌理出し、肌理の尾根頂から溝底までの深さを5〜50ミクロンの範囲とし、ピッチを100〜250ミクロンの範囲とし、
前記溝がほぼV字の断面を有し、前記尾根が鋭角の周端を有し、
前記鋳造ロールを相反方向に回転してロール間隙から下方へ出ていくように凝固ストリップを製造することを特徴とする金属ストリップ連続鋳造方法が提供される。
【0014】
各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面を周方向に延び前記ピッチでロール鋳造表面長手方向に規則的に離間した一連の平行な環状溝により形成することができる。
【0015】
或いは、各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面を螺旋状に延びる1つ又は複数の溝により形成することができる。
【0017】
好適な成果を得るためには、肌理の深さが15〜25ミクロンの範囲であり、ピッチが150〜250ミクロンの範囲であることが好ましい。最適の成果は肌理の深さが約20ミクロンであり、隣接溝間のピッチが約180ミクロンである鋳造ロールによって得られた。
【0018】
鰐肌タイプの欠陥が生じないようにするため、溶鋼を、少なくとも0.02重量%の硫黄含量を有するものとする。より明細には、鋼を、少なくとも0.20重量%のマンガン含量、少なくとも0.10重量%の珪素含量及び少なくとも0.03重量%の硫黄含量を有する珪素/マンガンキルド鋼とする。硫黄含量は0.03〜0.07重量%の範囲とすることができる。
【0019】
本発明の範囲は、更には、間にロール間隙を形成する一対の鋳造ロールと、溶融金属を鋳造ロールのロール間隙に供給してロール間隙直上のロール鋳造表面上に支持された溶融金属の鋳造溜めを形成する金属供給ノズルと、鋳造ロールを相反方向に駆動してロール間隙から下方に送給される凝固金属ストリップを造り出すロール駆動手段とから成る金属ストリップ連続鋳造装置において、鋳造ロールのロール鋳造表面に、周方向に延びるほぼ一定の深さ及びピッチの溝・尾根形成部を設けると共に、隣接する溝の側面が接して尾根を構成することにより肌理出しし、肌理の尾根頂から溝底までの深さを5〜50ミクロンの範囲とし、ピッチを100〜250ミクロンの範囲とし、
前記溝がほぼV字の断面を有し、前記尾根が鋭角の周端を有することを特徴とする金属ストリップ連続鋳造装置にも及ぶ。
【0020】
【発明の実施の形態】
本発明をより充分に説明するため、本発明を双ロール鋳造機における薄板鋼ストリップの鋳造に適用した場合について添付図面を参照して説明する。
【0021】
図1及び図2は、40×40mmの大きさの冷やしたブロックを、双ロール鋳造機のロール鋳造表面での状態を正確にシミュレートできるような速度で溶鋼の浴へと進めるようにした金属凝固実験装置を示す。冷やしたブロックが溶鋼浴内を動くにつれて鋼が凝固し、ブロック表面上に凝固鋼の層を造る。この層の厚みをその領域中の諸点で計測することにより、凝固速度の変動を、従って、種々の位置における熱伝達の有効速度をマッピングすることができる。従って、全体凝固速度及び全熱流束を測定することが可能である。ストリップ表面の顕微鏡組織を調べて凝固顕微鏡組織の変動を観測した凝固速度及び熱流速値の変動と関連づけることも可能である。
【0022】
図1及び図2に示した実験装置を構成するインダクタ炉1は、アルゴンガスの不活性雰囲気中に溶融金属2を含む。浸漬パドル3が取付けられたスライダ4は、速度を選んで溶融金属2内に進入でき、後で、コンピュータ制御したモータ5の作動により後退できる。
【0023】
浸漬パドル3を構成する鋼体6は、径が46mm、厚みが18mmのクロムメッキした銅円版である基質7を含む。基質7には基質7の温度上昇をモニタして熱流束計測値を提供する図示しない熱電対を計装する。
【0024】
図1及び2に示した実験装置で広範なテストを実施し、種々の肌理を持つ基質7及び滑らかな基質7上での鉄系金属の凝固を調べた。このテストと理論的分析とにより、肌理出ししたロール鋳造表面を用いることにより凝固時の熱流束を高めることができること、及び、鉄系金属を鋳造する場合に、凝固時の高い全熱流束値及び鋳放し品の微細顕微鏡組織を達成する最適の肌理があることが証明された。これらの結果は、最適成果を提供する好適種類の肌理を含む様々な肌理のロール鋳造表面及び滑らかなロール鋳造表面を有する鋳造ロールを取付けて双ロール鋳造機を操業することにより確認した。
【0025】
肌理の好適形状を図3及び図4に概略的に示す。図3は、支持軸9を備えた鋳造ロール8、及び、周に溝・尾根形成部111を備えたロール鋳造表面10を示す。
【0026】
溝・尾根形成部111は図4に拡大表示してあり、V字断面の一連の周溝112及び周溝112間にあって鋭角の周端114を有する一連の平行な尾根113を構成する。溝・尾根形成部111は、図4に示すように、尾根113の頂から溝112底部までの深さdを持つ肌理を形成し、規則的に離間した尾根113間のピッチはpである。深さdとピッチpの最適サイズは以下の記述のように決められる。
【0027】
図5は、滑らかな基質7及び肌理出しした基質7上にマンガン/珪素キルド鋼を凝固させた典型的なテストの結果を示す。即ち、この図5は、滑らかな基質7、図3及び図4に示した連続した尾根を持つ基質7、及び不連続のピラミッド突起状の肌理を持つ基質7について凝固時に時間を経て得られた熱流束値を示す。滑らかな基質7や不連続突起を持つ基質7に比べ、連続した尾根を持つ基質7の方が明らかに高い熱流束値を生み出すことが見て取れる。この結果は種々の基質7についての広範なテストにおいて首尾一貫して得られたものであり、最高の熱流束値はほぼ平行な連続尾根113を有する基質7で得られる。生じた顕微鏡組織を注意深く調べた結果、連続する平行した尾根113で形成した肌理の場合、尾根113の鋭端114が金属凝固時に密に離間した核生成地線を提供することが判明した。
【0028】
凝固時に得られる最大熱流束を決めるのは、尾根113に沿った核生成地の間隔又は頻度である。図6は、このことを示したグラフであり、肌理の尾根113に対応する凝固ストリップの線に沿って計測された観測核生成頻度に対し得られた最大熱流束値を示している。1つの尾根113に沿って得られる最大熱流束はその尾根113に沿った核生成頻度に正比例することが見て取れる。更にテストを行った結果、各尾根113に沿った核生成頻度が尾根113間のピッチpにより左右されること、及び、ピッチpを減らすと、各尾根113に沿った核生成間隔が対応して増加することが判明した。図7は、尾根113付きの基質7の尾根ピッチpに対し各尾根113に沿った核生成頻度の典型的な結果を示している。
【0029】
基質7の表面積にわたって得られる実際の熱流束は単位面積当たりの核生成地の数によって決まる。図6と図7の結果を組合わせることによって、種々の尾根ピッチpに対する熱流束値を予想可能である。図8は、尾根ピッチpに対する熱流束の結果予想を示し、50〜300ミクロンの範囲内の特定の尾根ピッチpに対する熱流束の実測値と比較している。実測値が予想値に非常に密に合っていること、及び、尾根ピッチpが約100〜250ミクロンの間で、最適熱流束値が得られることが見て取れる。
【0030】
最適な成果を得るためには、製造される鋳造品の顕微鏡組織を考察する必要がある。尾根113付きの基質7に広範な範囲の鋼を凝固させて研究した結果、尾根113が凝固を独特の仕方で進行させることが判明した。このことが、滑らかな基質7や他の種類の肌理出しした基質7で得られるよりもはるかに微細な顕微鏡構造が可能となり、尾根113付きの肌理で高熱流束値が得られる理由である。
【0031】
滑らかな基質7又は不連続の突起によって肌理出しされた基質7では、各々の核生成地で単一のオーステナイト粒が成長することによって凝固が進み、最終オーステナイト粒サイズは核生成地の間隔によって決まる。しかしながら、尾根113をつけた肌理では、各核生成地からいくつかの粒が成長する。即ち、各核生成地からいくつかの粒が尾根113端横方向の平面内を外方に広がって成長して、扇形に外方に広がった粒列を形成する。更に、細長の粒が尾根113縦方向に核生成地から成長する。このような核成長を示したのが、尾根113付き基質7上に鋳造した鋼の顕微鏡写真である図9及び図10であり、粒境界線が見えている。図9が基質7の尾根113に対し横方向の断面を示し、扇状の粒成長パターンを示しているのに対し、図10は尾根113に対し縦方向の断面を示し、当該方向におけるほぼ平行な細長粒成長を示している。
【0032】
微細顕微鏡組織を得るためには、単位面積当たりの粒数を最大にする必要がある。単位面積当たりどの位の粒を詰め込めるかは尾根113のピッチpによって決まり、核生成頻度と尾根ピッチpとの間の関係を知っていれば予想できる。図11は、基質7尾根113の横方向及び縦方向でのオーステナイト粒寸法予想値とオーステナイトステンレス鋼の凝固時の実測値を示している。これから、予想値と実測値との間の非常に密接な相互関係があり、凝固メカニズムが確認されることが見て取れる。これらの結果から、基質7の領域全体にわたるオーステナイト粒の詰め込みを考慮することにより、粒数と尾根ピッチpとの間の関係を予想可能である。図12は、そうして得た予想値と、種々異なるピッチpの尾根113付き基質7上に凝固したオーステナイトステンレス鋼での実測値を示している。予想値と実際との間に非常に緊密な相互関係があること、及び、微細粒寸法を得るためには尾根ピッチpを約100〜350ミクロン、好ましくは150〜250ミクロンの間とすべきであることが見て取れる。これらの結果を、100〜250ミクロンの範囲が良好な熱流束値を提供すると決められたことと比較すると、良好な熱流束と微細顕微鏡組織との両方を得るためには、尾根ピッチpが150〜250ミクロンの範囲であるのが最も望ましいことがわかる。
【0033】
肌理の適切な深さdを選択するには、主に2つのことを考慮する必要がある。第1には、肌理の輪郭を機械加工できる正確度と、凝固核生成地を創り出すことに影響する溶融金属と肌理出しした表面との間の接触の不正確性の効果とを考慮する必要がある。第2に、肌理の深さdを増加させると肌理出しした基質7にわたる熱流抵抗が増加し、それが熱流束に直接影響すること、を考慮する必要がある。尾根113の機械加工の不正確さが原因して、溶融金属界面が比較的高い尾根113に掛かり、間の低い尾根113には実際には触れないことがあり得、こうなると核生成地のロスとなる。溶融金属界面は、それを支持している尾根113の間でたるむ。150〜250ミクロンの肌理ピッチpの場合、支持尾根113間の金属たるみが0.1〜0.5ミクロンとなると計算できる。基質7の肌理が浅ければ浅いほど、2つの尾根ピッチp長さにわたるこの大きさのたるみにより金属が中間の尾根113に接触しやすくなる。言い方を変えれば、深い肌理よりも浅い肌理の方が、接触と核生成地のロスなしに誤差許容度を広くして機械加工できる。他方、肌理は浅くなればなる程、滑らか表面に近づき、深さdが約5ミクロン近くになれば、凝固の質が変化して、複数粒が成長できる核生成地の整列したラインによって生み出される凝固の質とはかけ離れてくる。即ち、凝固は滑らかな表面によって得られるそれに近づき、従って、熱流束のロスと顕微鏡組織の甚だしい粗化が生じる。
【0034】
肌理を深くすることが熱伝達に与える効果を図13及び図14に示す。図13は、広範囲の肌理深さdについての肌理溝112における熱流束計算値を示す。図14は、10ミクロンと50ミクロンの深さdの尾根113付き肌理上での鋼サンプル凝固時に得られた熱流束値を示しており、これらを滑らかな基質7上での凝固と比較している。前者のいずれの肌理出し表面でも初期凝固で高流束値を提供するが、50ミクロン深さdの肌理で得られた熱流束の方が凝固の進行につれて低値へと下落した。この作用は、肌理深さdを増やすことにより更に顕著となる。これらの理由のため、肌理深さdは5〜50ミクロンとすべきである。機械加工を容易にし且つ最適の熱流束を得るためには、肌理深さdを10〜30ミクロンの範囲とすることが望ましい。特に、20ミクロンの肌理深さdで良好な成果が達せられた。
【0035】
上記したテストプログラムの結果として、肌理ピッチpが150〜250ミクロン、肌理深さdが5〜50ミクロンの規則的な尾根113・溝112の肌理をロール鋳造表面が有していれば、最適の成果を達成できることが判明した。肌理深さdが20ミクロン、肌理ピッチpが180ミクロンの肌理が特に効果的である。これらの結果は、実験プログラムによって最適であると決められた種類の尾根113付き肌理を有するロールを持つ双ロール鋳造機を操業させ、実験結果に符合して高凝固速度で良質のストリップを造り出せることを確かめることにより確証された。しかしながら、鋼によっては、特にマンガン/珪素キルド鋼では、肌理出ししたロール鋳造表面が凝固の早期段階で局部的過冷却を生じ、「鰐肌」として知られる局部的変形の欠陥となることが判明している。本発明者は、この問題が溶鋼に硫黄を制御して加えることにより克服できることを見知した。
【0036】
図15は肌理出しした基質7上で異なる硫黄含量の溶鋼を凝固させたテストの結果を示す。即ち、基質7には深さdが20ミクロンでピッチpが180ミクロンの平行した溝112を設けた。溶鋼の組成は、炭素含量が0.065%、マンガン含量が0.6%、珪素含量が0.28%であった。溶鋼温度を1580℃に保持した。硫黄含量を増やすと凝固初期では計測される熱流束が大幅に減るものの、凝固の後の方の段階では全体に少し増加していることがわかる。従って、硫黄を加えることは熱流束測定値の変化を滑らかにし、凝固初期での過渡的ピークをなくす効果を持つことがわかる。局部的過冷却がロールの酸化溶融の始まりと関連しており、そしてこれが硫黄含量の増加によって遅れさせられると思われる。
【0037】
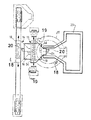
図16〜図20は本発明に応じて作動可能な双ロール連続鋳造機を示している。この鋳造装置は工場床12から立上がった主機械フレーム11を有する。主機械フレーム11が支持する鋳造ロール台車13はアセンブリステーション14と鋳造ステーション15との間を水平に移動可能である。鋳造ロール台車13が担持する一対の平行な鋳造ロール16には、鋳造時に取鍋17から分配器18と金属供給ノズル19とを介して溶融金属が供給されて溶融金属溜め30を創る。鋳造ロール16は水冷されているので、動いているロール表面16Aに凝固金属殻が形成され、凝固金属殻がロール間隙で合体されて、ロール出口で凝固ストリップ品20が造られる。この凝固ストリップ品20を標準コイラ21に送り、後に第2コイラ22に送給することができる。容器23が鋳造ステーション15に隣接して主機械フレーム11に取付けられているので、溶融金属をタンディッシュ上の溢れ口24を介して、又は凝固ストリップ品20の甚だしい変形等、鋳造作業時に重大な不都合があった時には緊急プラグ25を抜くことにより、容器23へと逃すことができる。
【0038】
鋳造ロール台車13を構成する台車フレーム31がホイール32を介してレール33に載り、レール33は主機械フレーム11の一部に沿って延設されているので、鋳造ロール台車13全体がレール33に移動可能に載っていることになる。台車フレーム31が担持する対のロールクレードル34に鋳造ロール16が回転可能に取付けられる。ロールクレードル34は、相互に係合した相補的な摺動部材35,36を介して台車フレーム31に取付けられ、油圧シリンダ装置37,38によって台車13上を動いて鋳造ロール16間隔を調節する。鋳造ロール台車13全体をレール33に沿って移動させることができる複動油圧ピストンシリンダ装置39は鋳造ロール台車13の駆動ブラケット40と主機械フレーム11との間に接続されて、鋳造ロール台車13をアセンブリステーション14から鋳造ステーション15へ、又その逆へ移動させることができるようになっている。
【0039】
鋳造ロール16は、図示しない電動モータのロール駆動軸41と台車フレーム31上のトランスミッションとを介して相反する方向に回転される。鋳造ロール16の銅製周壁に形成され縦方向に延び周方向に離間した一連の水冷通路には、回転グランド43を介して水冷ホース42に接続されたロール駆動軸41内の水冷導管からロール端を介し冷却水が供給される。鋳造ロール16の典型的な大きさは径が約500mmで、幅が2000mmの凝固ストリップ品20を造るために、長さを2000mmまでとすることができる。
【0040】
取鍋17はまったく在来の構成であって、図示しない天井クレーンからヨーク45を介して支持されており、高温金属受けステーションから定位置へと移すことができる。取鍋17に取付けられたストッパロッド46をサーボシリンダで動かすことによって、溶融金属を取鍋17から出口ノズル47と耐火シュラウド48とを介して分配器18へと流すことができる。
【0041】
分配器18も従来の構成であって、酸化マグネシウム(MgO)等の耐火材で造られた広皿状のものである。分配器18の一側は取鍋17からの溶融金属を受けられるようになっており、又、前記した溢れ口24と緊急プラグ25とを備えている。分配器18の他側には縦方向に離間した一連の出口開口52が備えられている。分配器18下部を担持する取付ブラケット53は分配器18を台車フレーム31に取付けるためのものであって、取付ブラケット53に備えた開口で台車フレーム31の位置合わせペグ54を受けて分配器18を正確に位置決めするようになっている。
【0042】
金属供給ノズル19はアルミナグラファイト等の耐火材料で造られた細長体として形成され、下部がテーパ状になっていて下方へ行くに従い内方へすぼまっているので、鋳造ロール16間隙に挿入できる。取付ブラケット又は取付プレート60が、金属供給ノズル19を台車フレーム31で支持するために備えられ、金属供給ノズル19上部には外方に突出する側部フランジ55が形成されて取付ブラケット60上に位置する。
【0043】
金属供給ノズル19は一連の、水平に離間し略上下に延びる流路を有し、鋳造ロール16幅方向に金属の適宜の低速放出流を生み出し、初期凝固の起きる鋳造ロール16表面に直接当てることなく溶融金属を鋳造ロール16のロール間隙に送ることができる。若しくは、金属供給ノズル19を単一の長孔の形にして鋳造ロール16間隙に低速のカーテン状の溶融金属を直接送るようにしてもよく、及び/或いは、金属供給ノズル19が溶融金属溜め30に浸ってもよい。
【0044】
溶融金属溜め30は、鋳造ロール16の端部に設けられた一対の側部閉止板56によって画成される。側部閉止板56は、鋳造ロール台車13が鋳造ステーション15にある時には、鋳造ロール16の段付端57へ保持される。側部閉止板56は窒化ホウ素等の強い耐火材で造られ、鋳造ロール16の段付端57の曲面に合ったスカロップ形状部81を有する。側部閉止板56が取付けられる板ホルダ82は、一対の油圧シリンダ装置83の作動により、鋳造ステーション15において可動となっており、側部閉止板56が鋳造ロール16の段付端57に係合されることにより、鋳造作業中に鋳造ロール16間に形成される溶融金属溜め30の端部を閉止する。
【0045】
鋳造作業中、ストッパロッド46を作動させて、溶融金属が取鍋17から分配器18へと、そして金属供給ノズル19を介して鋳造ロール16へと注がれるようにする。凝固ストリップ品20のクリーンな頭端がエプロンテーブル96の作動により標準コイラ21の顎部へガイドされる。エプロンテーブル96は主機械フレーム11上のピボット取付部97から吊り下げられており、油圧シリンダ装置98の作動により標準コイラ21へ向けて揺動されるようになっている。ピストンシリンダ装置101によって作動される上ストリップガイドフラップ99に対してエプロンテーブル96が作動され、凝固ストリップ品20は一対の縦サイドロール102間に制限される。凝固ストリップ品20の先端が標準コイラ21の顎部にガイドされたら、標準コイラ21を回転させて凝固ストリップ品20を巻付け、その後、エプロンテーブル96を逆方向へ旋回動させて非作動位置へ戻して、標準コイラ21に直接巻取られている凝固ストリップ品20から離させ、単に主機械フレーム11から吊り下げられている状態とする。凝固ストリップ品20は、後で第2コイラ22へ送られて、鋳造装置から運び出される最終巻取品となる。
【0046】
図16〜図20に示した種類の双ロール連続鋳造機の詳細は本出願人のアメリカ特許第5,184,668号及び第5,277,243号、並びに、国際特許出願第PCT/AU93/00593号で一層完全に記述されている。
【0047】
本発明によれば、鋳造ロール16の周面を、規則的に離間したV字型の環状溝112を設けることにより肌理出しして、所要の尾根113付き肌理を形成する。鋼の凝固のためには、ロール鋳造表面をクロムメッキしてから機械加工して肌理を付けることにより、鋳造面をクロム表面にするのが好ましい。機械加工の容易さからすれば、ロールの長さに沿って規則的な間隔で別々の環状溝112を続けて機械加工するのが好ましい。しかしながら、ロール鋳造表面に1又は複数本の螺旋溝112を機械加工することによってもほぼ同等の肌理出し形成部を造ることができる。これは溝112・尾根113形成部の本質的な形状又は肌理の熱伝達特性になんら差を生じない。
【0048】
【発明の効果】
以上説明したように、本発明の金属ストリップ連続鋳造方法及び装置によれば、双ロール鋳造機に肌理出しロール鋳造表面を用いることにより鉄系金属の凝固時に高熱流束値を得ることができると共に、溶融金属へ硫黄を制御して加えることにより凝固時の局部的過冷却を防止することができるという優れた効果を奏し得る。
【図面の簡単な説明】
【図1】 双ロール鋳造機をシミュレートした状態で金属凝固速度を測定する実験装置を示す図である。
【図2】 図1の実験装置に組み入れられた浸漬パドルを示す図である。
【図3】 好適形状の肌理出し表面を有する鋳造ロールを示す図である。
【図4】 肌理の好適形状を示す拡大概略図である。
【図5】 異なる表面仕上げの基質上での鋼サンプルの凝固中に得られる熱流束値を示すグラフである。
【図6】 凝固した鋼サンプルにおける一線の核位置に沿っていずれも計測された、種々異なる核生成頻度で得られる最大熱流束値を示すグラフである。
【図7】 種々異なる尾根ピッチについて各尾根に沿った核生成頻度の典型的な値を示すグラフである。
【図8】 典型的な鋼サンプルについて尾根ピッチに対する熱流束の予想値及び実測値を示したグラフである。
【図9】 肌理出しした基質上に鋼を鋳造することにより得られた粒組織の横方向断面を示す顕微鏡写真である。
【図10】 肌理出しした基質上に鋼を鋳造することにより得られた粒組織の縦方向断面を示す顕微鏡写真である。
【図11】 肌理出しした基質の尾根横方向及び尾根縦方向でのオーステナイト粒寸法予測値とオーステナイトステンレス鋼の凝固での実測値を示すグラフである。
【図12】 種々異なる尾根ピッチについての粒寸法変動予測値とオーステナイトステンレス鋼サンプルでの実測値とを示すグラフである。
【図13】 種々異なる肌理深さの肌理溝における熱流束計算値を示すグラフである。
【図14】 10ミクロンと50ミクロンの深さを持つ肌理出し基質上で鋼サンプルを凝固させる場合に得られる熱流束値を滑らかな基質上で凝固した場合と比較して示したグラフである。
【図15】 肌理出しした基質上で硫黄含量を変えた溶鋼の実験結果を示すグラフである。
【図16】 本発明により作動可能な連続ストリップ鋳造機の平面図である。
【図17】 図16で示したストリップ鋳造機の側部立面図である。
【図18】 図16の18−18線矢視図である。
【図19】 図16の19−19線矢視図である。
【図20】 図16の20−20線矢視図である。
【符号の説明】
8 鋳造ロール
10 ロール鋳造表面
111 溝・尾根形成部
Claims (16)
- 1つ又は複数の冷却されたロール鋳造表面上で溶鋼の鋳造溜めを支持し、一対の冷却された鋳造ロールの間にロール間隙を形成し、冷却されたロール鋳造表面を動かして鋳造溜めから出ていく凝固ストリップを製造する金属ストリップ鋳造方法において、前記1つ又は複数のロール鋳造表面に、ほぼ一定の深さ及びピッチの溝・尾根形成部を設けると共に、隣接する溝の側面が接して尾根を構成することにより肌理出しし、肌理の尾根頂から溝底までの深さを5〜50ミクロンの範囲とし、ピッチを100〜250ミクロンの範囲とし、
前記溝がほぼV字の断面を有し、前記尾根が鋭角の周端を有し、
前記鋳造ロールを相反方向に回転してロール間隙から下方へ出ていくように凝固ストリップを製造することを特徴とする金属ストリップ連続鋳造方法。 - 各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面を周方向に延び前記ピッチでロール鋳造表面長手方向に規則的に離間した一連の平行な環状溝により形成した、請求項1記載の金属ストリップ連続鋳造方法。
- 各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面を螺旋状に延びる1つ又は複数の溝により形成した、請求項2記載の金属ストリップ連続鋳造方法。
- 肌理の深さが15〜25ミクロンの範囲であり、ピッチが150〜250ミクロンの範囲である、請求項1乃至3のいずれかに記載の金属ストリップ連続鋳造方法。
- 肌理の深さが約20ミクロンであり、ピッチが約180ミクロンである、請求項4に記載の金属ストリップ連続鋳造方法。
- ロール鋳造表面がクロム表面である、請求項1乃至5のいずれかに記載の金属ストリップ連続鋳造方法。
- 溶鋼が、少なくとも0 . 02重量%の硫黄含量を有する、請求項1乃至6のいずれかに記載の金属ストリップ連続鋳造方法。
- 溶鋼が、少なくとも0 . 20重量%のマンガン含量と少なくとも0 . 10重量%の珪素含量を有する珪素/マンガンキルド鋼である、請求項7に記載の金属ストリップ連続鋳造方法。
- 硫黄含量が少なくとも0 . 03重量%である、請求項7又は8に記載の金属ストリップ連続鋳造方法。
- 硫黄含量が0 . 03〜0 . 07重量%の範囲である、請求項9に記載の金属ストリップ連続鋳造方法。
- 間にロール間隙を形成する一対の鋳造ロールと、溶融金属を鋳造ロールのロール間隙に供給してロール間隙直上のロール鋳造表面上に支持された溶融金属の鋳造溜めを形成する金属供給ノズルと、鋳造ロールを相反方向に駆動してロール間隙から下方に送給される凝固金属ストリップを造り出すロール駆動手段とから成る金属ストリップ連続鋳造装置において、鋳造ロールのロール鋳造表面に、周方向に延びるほぼ一定の深さ及びピッチの溝・尾根形成部を設けると共に、隣接する溝の側面が接して尾根を構成することにより肌理出しし、肌理の尾根頂から溝底までの深さを5〜50ミクロンの範囲とし、ピッチを100〜250ミクロンの範囲とし、
前記溝がほぼV字の断面を有し、前記尾根が鋭角の周端を有することを特徴とする金属ストリップ連続鋳造装置。 - 各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面のまわりを周方向に延び前記ピッチでロール鋳造表面長手方向に規則的に離間した一連の平行な環状溝により形成した、請求項11に記載の金属ストリップ連続鋳造装置。
- 各ロール鋳造表面の溝・尾根形成部を、ロール鋳造表面を螺旋状に延びる1つ又は複数の溝により形成した、請求項11に記載の金属ストリップ連続鋳造装置。
- 肌理の深さが15〜25ミクロンの範囲であり、ピッチが150〜250ミクロンの範囲である、請求項11乃至13のいずれかに記載の金属ストリップ連 続鋳造装置。
- 肌理の深さが約20ミクロンであり、ピッチが約180ミクロンである、請求項14に記載の金属ストリップ連続鋳造装置。
- ロール鋳造表面がクロム表面である、請求項11乃至15のいずれかに記載の金属ストリップ連続鋳造装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPN2811A AUPN281195A0 (en) | 1995-05-05 | 1995-05-05 | Casting steel strip |
| AU2811 | 1995-08-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08309491A JPH08309491A (ja) | 1996-11-26 |
| JP3819964B2 true JP3819964B2 (ja) | 2006-09-13 |
Family
ID=3787159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP09534296A Expired - Fee Related JP3819964B2 (ja) | 1995-05-05 | 1996-04-17 | 金属ストリップ連続鋳造方法及び装置 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US5701948A (ja) |
| EP (1) | EP0740972B1 (ja) |
| JP (1) | JP3819964B2 (ja) |
| KR (1) | KR100415905B1 (ja) |
| CN (1) | CN1063368C (ja) |
| AR (1) | AR001847A1 (ja) |
| AT (1) | ATE187371T1 (ja) |
| AU (1) | AUPN281195A0 (ja) |
| BR (1) | BR9602170A (ja) |
| CA (1) | CA2174584A1 (ja) |
| DE (1) | DE69605474T2 (ja) |
| DK (1) | DK0740972T3 (ja) |
| ES (1) | ES2141441T3 (ja) |
| GR (1) | GR3032653T3 (ja) |
| IN (1) | IN189788B (ja) |
| MY (1) | MY112042A (ja) |
| NZ (1) | NZ286348A (ja) |
| PT (1) | PT740972E (ja) |
| TW (1) | TW319726B (ja) |
| ZA (1) | ZA963081B (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1183064A (zh) * | 1995-05-05 | 1998-05-27 | 石川岛播磨重工业株式会社 | 带钢连铸 |
| AUPN937696A0 (en) * | 1996-04-19 | 1996-05-16 | Bhp Steel (Jla) Pty Limited | Casting steel strip |
| AUPO732397A0 (en) * | 1997-06-13 | 1997-07-03 | Bhp Steel (Jla) Pty Limited | Casting steel strip |
| IT1295859B1 (it) * | 1997-11-12 | 1999-05-28 | Acciai Speciali Terni Spa | Rullo di raffreddamento per macchine di colata continua |
| US6942013B2 (en) | 1998-08-07 | 2005-09-13 | Lazar Strezov | Casting steel strip |
| AUPP811399A0 (en) * | 1999-01-12 | 1999-02-04 | Bhp Steel (Jla) Pty Limited | Cold rolled steel |
| AUPP852599A0 (en) * | 1999-02-05 | 1999-03-04 | Bhp Steel (Jla) Pty Limited | Casting steel strip |
| US7073565B2 (en) | 1999-02-05 | 2006-07-11 | Castrip, Llc | Casting steel strip |
| FR2791286B1 (fr) | 1999-03-26 | 2001-05-04 | Lorraine Laminage | Procede de fabrication de bandes en acier au carbone par coulee continue entre deux cylindres |
| US6505673B1 (en) * | 1999-12-28 | 2003-01-14 | General Electric Company | Method for forming a turbine engine component having enhanced heat transfer characteristics |
| DE10114269C1 (de) * | 2001-03-22 | 2002-05-02 | Georg Bollig | Verfahren und Vorrichtung zur Herstellung von Warmband mittels Zweirollen-Dünnbandgießanlagen |
| US7059384B2 (en) | 2001-06-15 | 2006-06-13 | National Research Council Of Canada | Apparatus and method for metal strip casting |
| US20040144518A1 (en) * | 2003-01-24 | 2004-07-29 | Blejde Walter N. | Casting steel strip with low surface roughness and low porosity |
| KR101076090B1 (ko) * | 2003-01-24 | 2011-10-21 | 누코 코포레이션 | 캐스팅 강 스트립 |
| US7891407B2 (en) * | 2004-12-13 | 2011-02-22 | Nucor Corporation | Method and apparatus for localized control of heat flux in thin cast strip |
| US20060124271A1 (en) * | 2004-12-13 | 2006-06-15 | Mark Schlichting | Method of controlling the formation of crocodile skin surface roughness on thin cast strip |
| AT504225B1 (de) * | 2006-09-22 | 2008-10-15 | Siemens Vai Metals Tech Gmbh | Verfahren zur herstellung eines stahlbandes |
| CN100381263C (zh) * | 2006-10-19 | 2008-04-16 | 南京林业大学 | 蓖麻秆碎料板的制作方法 |
| DE102007003548B3 (de) * | 2007-01-24 | 2008-09-04 | Thyssenkrupp Nirosta Gmbh | Gießwalze für eine Zweiwalzengießvorrichtung und Zweiwalzengießvorrichtung |
| AU2008100847A4 (en) * | 2007-10-12 | 2008-10-09 | Bluescope Steel Limited | Method of forming textured casting rolls with diamond engraving |
| JP5255461B2 (ja) | 2009-01-09 | 2013-08-07 | 三菱日立製鉄機械株式会社 | 双ロール式連続鋳造装置 |
| KR101372692B1 (ko) | 2012-05-08 | 2014-03-10 | 주식회사 포스코 | 고질소 스테인레스 강판을 제조하기 위한 박판주조롤 및 이를 이용한 고질소 스테인레스 강판의 제조방법 |
| KR101620699B1 (ko) * | 2014-07-24 | 2016-05-13 | 주식회사 포스코 | 쌍롤식 박판 주조기의 주조롤 |
| US9533347B2 (en) | 2013-11-14 | 2017-01-03 | Posco | Casting roll for twin-roll strip caster |
| KR101630929B1 (ko) | 2014-08-21 | 2016-06-16 | 주식회사 포스코 | 착용형 로봇 |
| KR101767741B1 (ko) * | 2015-09-24 | 2017-08-14 | 주식회사 포스코 | 주조롤 |
| US20180179612A1 (en) * | 2016-12-23 | 2018-06-28 | Posco | Duplex stainless steel sheet having excellent corrosion resistance and method for manufacturing the same |
| JP7155922B2 (ja) * | 2018-11-16 | 2022-10-19 | 日本製鉄株式会社 | 冷却ロールの製造方法、及び、薄肉鋳片の製造方法 |
| CN110000350A (zh) * | 2019-05-21 | 2019-07-12 | 一重集团大连工程技术有限公司 | 一种铸轧结晶辊 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4865117A (en) * | 1985-10-11 | 1989-09-12 | Battelle Development Corporation | Direct strip casting on grooved wheels |
| US4945974A (en) * | 1988-02-05 | 1990-08-07 | Reynolds Metals Company | Apparatus for and process of direct casting of metal strip |
| JPH02165849A (ja) * | 1988-09-27 | 1990-06-26 | Kawasaki Steel Corp | 双ロール式急冷薄帯製造用の冷却ロール |
| JPH02224853A (ja) * | 1989-02-27 | 1990-09-06 | Kawasaki Steel Corp | 双ロール式急冷薄帯製造用の冷却ロール |
| JPH03128149A (ja) * | 1989-10-13 | 1991-05-31 | Ishikawajima Harima Heavy Ind Co Ltd | 双ロール式連鋳機 |
| FR2655893B1 (fr) * | 1989-12-20 | 1992-04-17 | Siderurgie Fse Inst Rech | Dispositif de coulee de bandes minces de metal entre deux cylindres rotatifs et paralleles ou sur un seul cylindre. |
| DE69126229T2 (de) * | 1990-04-04 | 1997-12-18 | Bhp Steel (Jla) Pty. Ltd., Melbourne, Victoria | Verfahren und Vorrichtung zum kontinuierlichen Bandgiessen |
| FR2684904B1 (fr) * | 1991-12-11 | 1994-03-18 | Usinor Sacilor | Cylindre pour une machine de coulee continue de bandes metalliques, machine de coulee continue correspondante et procede de realisation d'un tel cylindre. |
| EP0679114B2 (en) * | 1993-11-18 | 2004-11-03 | Castrip, LLC | Casting stainless steel strip on surface with specified roughness |
-
1995
- 1995-05-05 AU AUPN2811A patent/AUPN281195A0/en not_active Abandoned
-
1996
- 1996-04-10 NZ NZ286348A patent/NZ286348A/en unknown
- 1996-04-12 MY MYPI96001408A patent/MY112042A/en unknown
- 1996-04-17 JP JP09534296A patent/JP3819964B2/ja not_active Expired - Fee Related
- 1996-04-17 DE DE69605474T patent/DE69605474T2/de not_active Expired - Fee Related
- 1996-04-17 DK DK96302670T patent/DK0740972T3/da active
- 1996-04-17 PT PT96302670T patent/PT740972E/pt unknown
- 1996-04-17 US US08/633,949 patent/US5701948A/en not_active Expired - Fee Related
- 1996-04-17 EP EP96302670A patent/EP0740972B1/en not_active Expired - Lifetime
- 1996-04-17 AT AT96302670T patent/ATE187371T1/de not_active IP Right Cessation
- 1996-04-17 ES ES96302670T patent/ES2141441T3/es not_active Expired - Lifetime
- 1996-04-18 ZA ZA963081A patent/ZA963081B/xx unknown
- 1996-04-18 IN IN710CA1996 patent/IN189788B/en unknown
- 1996-04-18 TW TW085104627A patent/TW319726B/zh active
- 1996-04-19 CA CA002174584A patent/CA2174584A1/en not_active Abandoned
- 1996-05-03 CN CN96103889A patent/CN1063368C/zh not_active Expired - Fee Related
- 1996-05-03 AR AR33639496A patent/AR001847A1/es unknown
- 1996-05-06 KR KR1019960014737A patent/KR100415905B1/ko not_active IP Right Cessation
- 1996-05-06 BR BR9602170A patent/BR9602170A/pt not_active IP Right Cessation
-
2000
- 2000-02-14 GR GR20000400351T patent/GR3032653T3/el not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ZA963081B (en) | 1996-11-11 |
| AUPN281195A0 (en) | 1995-06-01 |
| NZ286348A (en) | 1997-06-24 |
| BR9602170A (pt) | 1998-01-13 |
| US5701948A (en) | 1997-12-30 |
| AR001847A1 (es) | 1997-12-10 |
| KR960040507A (ko) | 1996-12-17 |
| ES2141441T3 (es) | 2000-03-16 |
| MX9601422A (es) | 1997-07-31 |
| GR3032653T3 (en) | 2000-06-30 |
| JPH08309491A (ja) | 1996-11-26 |
| DE69605474T2 (de) | 2000-06-15 |
| CA2174584A1 (en) | 1996-11-06 |
| ATE187371T1 (de) | 1999-12-15 |
| PT740972E (pt) | 2000-04-28 |
| MY112042A (en) | 2001-03-31 |
| KR100415905B1 (ko) | 2004-04-28 |
| CN1063368C (zh) | 2001-03-21 |
| CN1138506A (zh) | 1996-12-25 |
| IN189788B (ja) | 2003-04-19 |
| TW319726B (ja) | 1997-11-11 |
| EP0740972B1 (en) | 1999-12-08 |
| DK0740972T3 (da) | 2000-06-13 |
| DE69605474D1 (de) | 2000-01-13 |
| EP0740972A1 (en) | 1996-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3819964B2 (ja) | 金属ストリップ連続鋳造方法及び装置 | |
| JP4295365B2 (ja) | 鋼ストリップ鋳造方法 | |
| US8016021B2 (en) | Casting steel strip with low surface roughness and low porosity | |
| US7604039B2 (en) | Casting steel strip | |
| JPH08252654A (ja) | 金属鋳造方法及び金属ストリップ連続鋳造方法 | |
| US6942013B2 (en) | Casting steel strip | |
| CA2337246C (en) | Casting steel strip | |
| FI101944B (fi) | Teräsnauhan valu | |
| JP4734496B2 (ja) | 鋼ストリップ連続鋳造方法 | |
| AU696684B2 (en) | Casting steel strip | |
| AU746006B2 (en) | Casting steel strip | |
| AU676101B2 (en) | Casting stainless steel strip on surface with specified roughness | |
| MXPA96001422A (en) | Foundry of ban | |
| MXPA01001045A (en) | Casting steel strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 19960422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20011024 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20011024 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20030120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041116 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041116 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20051220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060314 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060616 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |