JP3796191B2 - 圧延機のガイド装置 - Google Patents
圧延機のガイド装置 Download PDFInfo
- Publication number
- JP3796191B2 JP3796191B2 JP2002117225A JP2002117225A JP3796191B2 JP 3796191 B2 JP3796191 B2 JP 3796191B2 JP 2002117225 A JP2002117225 A JP 2002117225A JP 2002117225 A JP2002117225 A JP 2002117225A JP 3796191 B2 JP3796191 B2 JP 3796191B2
- Authority
- JP
- Japan
- Prior art keywords
- water
- smooth surface
- guide
- rolling mill
- guide device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Metal Rolling (AREA)
Description
【発明の属する技術分野】
本発明は、圧延において発生するスケールがガイド上に堆積・固化して鋼板を傷つける等の不都合を防止することができる圧延機のガイド装置に関するものである。
【0002】
【従来の技術】
従来から、圧延機出側には鋼板ガイド用のガイド装置が設けてあるのが普通である。ところが、圧延機を通過した鋼板には圧延により発生したスケールが付着しており、このスケールがガイド上で堆積・固化した後、この固形物がガイドを通過する鋼板に付着したり、鋼板にスリ疵を発生させたりする現象があった。
そこで、図3に示されるように、ガイド本体21に多数の水噴出孔23を設けておき、水供給パイプ24より供給される水を水噴出孔23を通じてガイド本体21の表面に噴出させるようにしたものが提案されている。このようなガイド装置においては、前記水噴出孔23から供給した水でスケールを捕獲することにより、スケールがガイド上で堆積・固化するのを防止するのである。
【0003】
しかしながら、このようなガイド装置においてはガイド本体21に水噴出孔23を孔あけ加工する関係から硬質部材を使用する必要があり、鋼板の裏面にスリ疵を発生させるという問題点があった。また、水噴出孔23より噴出した水が鋼板に直接当たって鋼板温度を急冷させ、鋼板の温度制御を難しくさせるという問題点があった。
【0004】
【発明が解決しようとする課題】
本発明は上記のような従来の問題点を解決して、圧延において発生するスケールがガイド上に堆積・固化して鋼板を傷つける等の不都合を防止することができるとともに、鋼板裏面がガイド表面と擦れてスリ疵が発生するのも的確に防止することができる圧延機のガイド装置を提供することを目的として完成されたものである。
【0005】
【課題を解決するための手段】
上記の課題を解決するためになされた本発明の圧延機のガイド装置は、圧延機出側に設置されるガイド本体の上面を平滑面とするとともに、該平滑面の入側部をロールに向け下降する傾斜面とし、この傾斜面には前記平滑面に向けて水を噴出する前傾した水噴出孔を設けたことを特徴とするものである。
【0006】
なお、同様の課題を解決するために、ガイド本体の平滑面を水平、若しくは出側に向け僅かに下降しているものとすることが好ましく、これを請求項2に係る発明とする。
【0007】
【発明の実施の形態】
以下に、図面を参照しつつ本発明の好ましい実施の形態を示す。
図1において、1は圧延機出側に設置されるガイド本体、2は圧延機との間に設けられた取替式チップ、10は圧延ロール、11は搬送ロールであり、以上の構成は従来のこの種のガイド装置と基本的に同じである。なお、Sは圧延処理した鋼板である。
【0008】
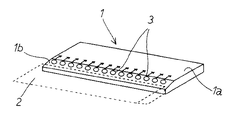
そして本発明では、前記ガイド本体1の上面が平滑面1aとされているとともに、該平滑面1aの入側部はロールに向け下降する傾斜面1bとされており、また、この傾斜面1bには前記平滑面1aに向けて水を噴出する前傾した水噴出孔3が設けられたものとされている。なお、4は水噴出孔3に水を供給するためのパイプである。
また、この水噴出孔3は、図2に示されるように、傾斜面1bに一列に多数個設けられており、平滑面1aの全面に向け均一に水を供給できるよう構成されている。
【0009】
このように水噴出孔3より平滑面1aに向け水を供給し、平滑面上に圧延により発生したスケールが付着するのを防止するのであるが、本発明では前傾した水噴出孔3が平滑面1aの入側部にある傾斜面1bに形成され、平滑面1aの出側に向け水を噴出しているので、噴出水はコアンダ効果により平滑面1aに沿って流れることとなる。この結果、平滑面上には均一な水膜が形成され、この水膜にスケールが付着して除去されるので、スケールがガイド上に堆積・固化することがない。しかも、平滑面1aの出側に向け斜めに水を噴出しているので、水が鋼板Sに直接当たることがなく、鋼板Sの温度制御に影響を与えることもない。
なお、前記水噴出孔3を垂直に形成した場合には、供給した水が平滑面1aの入側端部から流れ落ちてしまい、平滑面上に均一な水膜を形成することが難しくなるので好ましくない。
【0010】
また、前記ガイド本体1の平滑面1aは、噴出水を平滑面1aに沿って円滑に流し均一な水膜が形成するために、水平、若しくは出側に向け僅かに下降しているものとすることが好ましい。
更に、ガイド本体1を、例えばベークライトやフェノール等の軟質材で形成することも好ましく、この場合には鋼板Sの裏面がガイド表面と擦れてもスリ疵が発生することがなくなる。
なお、ガイド本体1を軟質材で形成し、かつ平滑面1aに噴出孔3を形成した場合には、鋼板Sとの接触により噴出孔3が損傷を受けるおそれがあり、好ましくない。そこで本発明では、水噴出孔3を平滑面1aの入側部にある傾斜面1bに形成することにより、鋼板Sとの接触で噴出孔3が損傷を受けることがないようにしてある。
【0011】
[実験例]
(1)鋼板温度900℃、供給する水の温度30℃(比熱1)とした場合の、熱延鋼板Sから水に伝わる熱量は25549[cal/m2・sec]である。
(2)流速を1.0[m/s]、ガイド本体の長さを0.5mとすると、単位長さ当たりの入熱量は6387[cal/m](26825J/m)となる。
(3)蒸発潜熱を590[cal/cc](2478J/cc)とすると、蒸発限界は650[cc/m・min]となり、水膜を作るには0.65[リットル/分]以上の水を供給すればよいことが判った。
(4)また、同様に計算すると、100℃まで水温が上がる場合は、約5.5[リットル/分]の水量で水膜が沸騰状態になり、70℃まで水温が上がる場合は、約9.6[リットル/分]の水量で水膜が安定状態になることが分かった。
なお、図4は水膜厚さ[mm]と供給する水量[L/min]の関係を示すグラフであり、水膜厚さが0.01mm以下の場合には完全に水が蒸発してしまい、16mm以上の場合は鋼板に水膜が接触してしまうことが確認されており、水膜厚さは0.09〜10.0mmの範囲が好ましく、特に0.15〜8.5mmの範囲が安定した水膜が形成され好ましいことが判った。
また、図5は流量[リットル/分]と流速[m/s]の関係を示すグラフであるが、安定流限界の曲線よりも上部の領域の範囲で制御すれば十分な効果が得られることが判った。
【0012】
【発明の効果】
以上の説明からも明らかなように、本発明は圧延において発生するスケールがガイド上に堆積・固化して鋼板を傷つける等の不都合を防止することができるとともに、鋼板裏面がガイド表面と擦れてスリ疵が発生するのも的確に防止することができるものである。
よって本発明は従来の問題点を一掃した圧延機のガイド装置として、産業の発展に寄与するところは極めて大である。
【図面の簡単な説明】
【図1】本発明の実施の形態を示す正面図である。
【図2】本発明の実施の形態を示す斜視図である。
【図3】従来例を示す正面図である。
【図4】水膜厚さと供給する水量の関係を示すグラフである。
【図5】流量と流速の関係を示すグラフである。
【符号の説明】
1 ガイド本体
1a 平滑面
1b 傾斜面
3 水噴出孔
10 圧延ロール
S 鋼板
Claims (2)
- 圧延機出側に設置されるガイド本体の上面を平滑面とするとともに、該平滑面の入側部をロールに向け下降する傾斜面とし、この傾斜面には前記平滑面に向けて水を噴出する前傾した水噴出孔を設けたことを特徴とする圧延機のガイド装置。
- ガイド本体の平滑面は水平、若しくは出側に向け僅かに下降している請求項1に記載の圧延機のガイド装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002117225A JP3796191B2 (ja) | 2002-04-19 | 2002-04-19 | 圧延機のガイド装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002117225A JP3796191B2 (ja) | 2002-04-19 | 2002-04-19 | 圧延機のガイド装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003311312A JP2003311312A (ja) | 2003-11-05 |
| JP3796191B2 true JP3796191B2 (ja) | 2006-07-12 |
Family
ID=29534505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002117225A Expired - Lifetime JP3796191B2 (ja) | 2002-04-19 | 2002-04-19 | 圧延機のガイド装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3796191B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006326668A (ja) * | 2005-05-30 | 2006-12-07 | Jfe Steel Kk | 熱間圧延における被圧延材裏面飛び込み疵の発生防止方法、熱間圧延ラインにおける粗圧延機の裏面飛び込み疵発生防止装置、ならびにその裏面飛び込み疵の発生防止装置を備えた熱間圧延ラインにおける粗圧延機。 |
| JP4998685B2 (ja) * | 2006-09-11 | 2012-08-15 | Jfeスチール株式会社 | 圧延材の腰折れ抑制装置 |
| JP5467022B2 (ja) * | 2010-09-22 | 2014-04-09 | 三菱日立製鉄機械株式会社 | 熱延鋼帯の通板ガイドを有する冷却装置 |
| KR101330921B1 (ko) | 2011-10-28 | 2013-11-18 | 현대제철 주식회사 | 스케일 제거부를 갖는 압연 스트리퍼 장치 |
| CN113522994B (zh) * | 2020-04-21 | 2023-02-10 | 宝山钢铁股份有限公司 | 一种防扣头撞击的辊道护板 |
| DE102021200862A1 (de) | 2021-02-01 | 2022-08-04 | Sms Group Gmbh | Führungstisch zum geführten Überleiten eines Metallbandes |
| DE202021004335U1 (de) | 2021-02-01 | 2023-09-22 | Sms Group Gmbh | Führungstisch zum geführten Überleiten eines Metallbandes |
-
2002
- 2002-04-19 JP JP2002117225A patent/JP3796191B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003311312A (ja) | 2003-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4586682B2 (ja) | 鋼板の熱間圧延設備および熱間圧延方法 | |
| JP3796191B2 (ja) | 圧延機のガイド装置 | |
| US20120306130A1 (en) | Cooling method and cooling device of hot-rolled steel strip | |
| JP3356283B2 (ja) | 連続移動する金属ストリップの温度制御のために液体冷媒を適用および除去する方法および装置 | |
| JP4774887B2 (ja) | 鋼板の冷却設備および製造方法 | |
| EP0859675B1 (en) | A machine and a method for casting a metal strip | |
| JP4325992B2 (ja) | ビームブランク鋳造機の内側湾曲部内の排水を導出するための方法及び装置 | |
| JP3184790B2 (ja) | 溶融金属めっきの余剰めっき液の除去装置 | |
| JP4418224B2 (ja) | 溶接スパッタの除去方法 | |
| JP4046042B2 (ja) | 連続溶融めっきのワイピング装置 | |
| JP2005502474A5 (ja) | ||
| JP3069525B2 (ja) | 溶融金属めっきの余剰めっき液の除去装置 | |
| JPH046255A (ja) | 溶融金属めっき槽内のストリップ安定化装置 | |
| JPH02502169A (ja) | 上方かつ垂直に移動している細片材料からの余分なコーテング液の取出し | |
| CN102756014A (zh) | 除锈机构及配备该机构的辊式矫直机 | |
| JPH0890052A (ja) | 金属ストリップ脱スケール方法及び金属ストリップ脱スケール装置 | |
| JP2000225410A (ja) | 熱間圧延におけるストリップ搬送方法および装置 | |
| CN202192123U (zh) | 除锈机构及配备该机构的辊式矫直机 | |
| JP4706113B2 (ja) | 溶融亜鉛めっき鋼帯の調質圧延方法およびその調質圧延設備 | |
| JP2007245213A (ja) | 連続鋳造時のブレークアウトで流出する溶鋼の粉砕方法およびその装置 | |
| JPS6219364Y2 (ja) | ||
| JPS5935288Y2 (ja) | 熱間圧延材の冷却装置 | |
| JPH08309493A (ja) | 薄帯製造装置 | |
| JP2007098431A (ja) | 熱間圧延設備の巻取りセンタリング装置及びこれを用いた鋼板のセンタリング方法 | |
| JPS5935289Y2 (ja) | 熱間圧延材の冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060407 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060414 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3796191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090421 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100421 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110421 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120421 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130421 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130421 Year of fee payment: 7 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130421 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130421 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130421 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140421 Year of fee payment: 8 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |