JP3772697B2 - 鉛フリーはんだボールおよびその製造方法 - Google Patents
鉛フリーはんだボールおよびその製造方法 Download PDFInfo
- Publication number
- JP3772697B2 JP3772697B2 JP2001181173A JP2001181173A JP3772697B2 JP 3772697 B2 JP3772697 B2 JP 3772697B2 JP 2001181173 A JP2001181173 A JP 2001181173A JP 2001181173 A JP2001181173 A JP 2001181173A JP 3772697 B2 JP3772697 B2 JP 3772697B2
- Authority
- JP
- Japan
- Prior art keywords
- solder
- ball
- solder ball
- lead
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
- B23K35/262—Sn as the principal constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C13/00—Alloys based on tin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F2009/0804—Dispersion in or on liquid, other than with sieves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/086—Cooling after atomisation
- B22F2009/0864—Cooling after atomisation by oil, other non-aqueous fluid or fluid-bed cooling
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/341—Surface mounted components
- H05K3/3431—Leadless components
- H05K3/3436—Leadless components having an array of bottom contacts, e.g. pad grid array or ball grid array components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
- H05K3/346—Solder materials or compositions specially adapted therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Description
【発明の属する技術分野】
本発明は、微小なはんだボール、特に鉛を含まない鉛フリーはんだの微小はんだボールおよびその製造方法に関する。
【0002】
【従来の技術】
最近の電子部品は多機能化されてきていることから、一つの電子部品には多数のリードが設置されている。このような多機能部品としてはSOPやQFPがある。これらの多機能部品は、本体の両側、或いは本体の四側に多数のリードを設置したものである。しかしながら、このように本体の両側や四側にリードを設置したくらいでは充分な機能を発揮することができず、さらにもっと多いリードの設置が望まれていた。そこで最近では、電子部品の本体裏側の基板に格子状位置にリードを設置することにより、従来のSOPやQFPよりも大量にリードの設置が可能となった電子部品が使用されるようになってきた。この本体裏側の基板に多数のリードを設置したものがBGAやCSPといわれる電子部品である。
【0003】
BGAやCSP(以下、代表してBGAという)をプリント基板に搭載するには、はんだボールを使用する。BGAのプリント基板への搭載時、BGA基板とプリント基板の間にはんだボールを挟み込んではんだ付けするのでは、はんだボールを所定の位置に保持することができない。そこでBGA基板のリードに予めはんだボールを付着させてはんだバンプを形成しておくことがなされている。そしてBGAをプリント基板にはんだ付けするときは、プリント基板にソルダペーストを塗布し、該ソルダペーストとBGAに形成したはんだバンプを溶融させることによりBGAとプリント基板とはんだ付けするものである。
【0004】
ところで従来のBGAのバンプ形成用に使用されていたはんだボールは、SnとPbの合金であった。このSn-Pb合金はんだは、Sn63質量%、Pb残部のところが共晶成分であり、融点が183℃というように低くなっていて、しかもはんだの濡れ性に優れているため、はんだ付け不良も少ないという優れた特長を有している。
【0005】
しかしながら近年、鉛公害が指摘されSn-Pbのはんだボールの使用が問題になってきている。つまりSn-Pbはんだではんだ付けした電子機器が故障したり古くなって使い勝手が悪くなったりした場合は、廃棄処分される。この電子機器は、材料がプラスチックや金属であるため焼却処分ができない。そこで電子機器は、再生可能なプラスチックやガラスは取り外されるが、プリント基板は再生が不能なため、破砕して埋立て処分されている。そしてこの埋立て処分されたプリント基板に酸性雨が接触すると、はんだ中のPb成分を溶出させて、それが地下水に混入する。このようにPb成分を含んだ地下水を長年月飲用すると、Pbが人体に蓄積され鉛中毒を起こすことが懸念されている。
【0006】
そこで最近ではPbを全く含まない所謂「鉛フリーはんだ」というものが使用されるようになってきた。鉛フリーはんだとは、Snを主成分としたSn-Ag系、Sn-Cu系、Sn-Bi系、Sn-Zn系、およびこれらにさらにAg、Cu、Zn、In、Ni、Cr、Fe、Ge、P、Ga等を添加したものである。このように鉛フリーはんだとしては各種の系のものがあるが、それぞれ一長一短があり、用途によって使い分けている。BGAのバンプに使用する鉛フリーのはんだボールとしては、はんだ付け性、接合強度、耐熱疲労性等の特性からSn-Ag-Cuが適しており、その組成としてはSn-3Ag-0.5Cuが使われていた。
【0007】
【発明が解決しようとする課題】
ところで従来はんだバンプ形成用として使用されてきたSn-3Ag-0.5Cuのはんだボールは、はんだボールの製造時に引け巣やシワ等という表面状態の欠陥が問題となっていた。引け巣とは表面に穴があいてしまうものであり、シワとは表面に多数の筋状の凹凸ができることである。
【0008】
引け巣のできたはんだボールは、はんだボールの内部に深くまで穴があいた状態となるため、はんだボールが溶融したときに該穴が閉じ込められて、これが気泡となり、はんだバンプ形成時にはんだバンプ内に気泡が残る。この気泡がプリント基板とのはんだ付け時にはんだ付け部にボイドとなって接合強度を弱くしてしまうものである。
【0009】
シワは、BGA基板のリードにはんだボールを搭載装置で搭載するときに問題となるものである。つまり、はんだボールにシワがあると搭載装置の吸着板ではんだボールを完全には吸着できなくなる恐れがあるからである。搭載装置ではんだボールを搭載するときは、BGA基板のバンプ形成箇所と同一箇所に穴のあいた吸着板を用い、吸着板の内側を減圧して吸着板の全ての穴にはんだボールを吸着させる。一方、BGA基板のはんだバンプ形成箇所には、予め粘着性のフラックスを塗布しておく。吸着板の穴にはんだボールを吸着させた搭載装置の吸着板をBGA基板のはんだバンプ形成箇所に一致させてから吸着板をBGA基板に近づけ吸着板に吸着されていたはんだボールをフラックスに接触させる。はんだボールをフラックスに接触させてから吸着板の穴から空気を噴射をさせたり、吸着板に衝撃を与えたりして吸着板に吸着されていたはんだボールを吸着板から離して粘着性フラックスに付着させる。その後、はんだボールを搭載したBGA基板をリフロー炉のような加熱装置で加熱してはんだボールを溶融させることにより、BGA基板にはんだバンプを形成する。
【0010】
この吸着板ではんだボールを吸着するときに、はんだボールにシワがあると、シワの凹凸部分から吸着板の中に空気が入り込み吸着板内の負圧力が弱くなって、はんだボールを確実に吸着保持できず吸着板に未吸着となる。そしてそのままBGA基板に吸着板のはんだボールを搭載すると、はんだボールの未吸着の部分では、その未吸着部分と一致するBGA基板にははんだボールが付着せず、その状態でBGA基板を加熱してもはんだバンプが形成されない部分ができてしまう。BGAでは、はんだバンプが一箇所でも形成されていないと、BGAとしての機能を果たすことができない。従って、はんだボールにはシワがないことが必須条件となっている。
【0011】
またシワは、はんだボールの検査時にも問題となる。つまり、はんだボールを吸着板に吸着したときやBGA基板に搭載したときにはんだボールが吸着板の全ての穴に完全に吸着されているか、或いはBGA基板の全てのバンプ形成箇所にはんだボールが付着しているかを画像処理で検査をするときに問題となるものである。このときの検査は、はんだボールから反射してくる光を受光装置で検知して、はんだボールの存在を検査するものであるが、はんだボールの表面にシワがあると光が乱反射して正確に受光装置に届かないことがある。すると、吸着板にはんだボールが吸着されていても、それを感知せず、未吸着として処理したり、BGA基板上のはんだボールを未搭載として処理したりすることになる。
【0012】
本発明は、引け巣、シワ等のないはんだボール、およびその製造方法を提供することにある。
【0013】
【発明を解決する手段】
本発明者らは、Sn-Ag-Cu合金のうち、ある特定の組成のものをはんだボールとして製造すると、表面状態が良好になることを見い出し、本発明を完成させた。
【0014】
本発明は、球径が0.05〜1.0mmであり、合金組成がAg4.0〜6.0質量%、Cu1.0〜2.0質量%、残部Snからなるとともに、表面状態が良好となっている鉛フリーはんだボールである。
【0015】
また本発明は、合金組成は、Agが5.7質量%、Cuが1.3質量%、残部Snからなる請求項1記載の鉛フリーはんだボールである。
【0016】
さらにまた本発明は、Ag4.0〜6.0質量%、Cu1.0〜2.0質量%、残部Snからなる溶融状態の合金を該溶融合金の表面張力で球状にすることを特徴とする鉛フリーはんだボールの製造方法である。
【0017】
【発明の実施の形態】
本発明の対象となるはんだボールの直径は、0.05〜1.0mmである。この数値が一般のBGA基板やCSP基板のバンプ形成用に使用されるものである。
【0018】
本発明のはんだボールは、Agが4.0〜6.0質量%、Cuが1.0〜2.0質量%の数値において表面が優れた状態となり、この合金は、液相線温度が260℃近辺となる。
【0019】
本発明で最適な組成は、Agが5.7質量%、Cuが1.3質量%、残部Snであり、この組成が最も表面状態が良好である。
【0020】
はんだボールの製造方法は、線状はんだを一定長さに切断したものを上部が高温、下部が低温となった油中で溶融・冷却するという油中造球法(参照:特開平7-252510号、特開平7-300606号)、或いは溶融はんだを小さな穴から流出させて微細化する直接造球法(参照:特開平6-228612号)がある。これらのはんだボールの製造方法は、溶融状態のはんだを自らの表面張力により球状にするものであり、従来の鉛フリーはんだのはんだボールは、前述引け巣やシワ等がその凝固時に発生する。
【0021】
ここで油中造球法について簡単に説明する。油中造球法に使用する造球装置は、上部にヒーターが巻回されており、内部にシリコンオイルが入れられた円筒体であり、該円筒体内にはシリコンオイルが巻回したヒーターよりも少し上方まで入れられている。円筒体上部はヒーターで加熱されるようになっており、シリコンオイルの上部がはんだの溶融温度以上となり、下部が室温より少し高い温度となっている。細い線径のはんだ線を一定長に切断したはんだチップをシリコンオイルの上方からシリコンオイル中に投入すると、はんだチップはシリコンオイルの高温部で溶融する。このとき溶融したはんだは、自らの表面張力で球状となり、球状を保ったまま、シリコンオイル中を降下して、下部の低温部で凝固する。円筒体の下部に溜まったはんだボールを取り出し、油分を洗浄液で洗浄してはんだボールを得る。本発明は、油中造球法、直接造球法以外にも溶融したはんだの表面張力で球状にする方法であれば如何なる方法にも適用できるものである。
【0022】
【実施例】
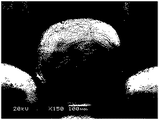
Agが5.7質量%、Cuが1.3質量%、残部Snからなる合金を線径0.2mmに伸線加工し、この合金線を長さが2mmに切断してはんだチップにする。油中造球法に使用する造球装置は、シリコンオイルの上部が280℃に加熱されている。該造球装置に前記はんだチップを100個投入し、直径が0.5mmのはんだボールを製造した。このはんだボールの表面を拡大鏡を用いて観察したところ、図1に示すように表面光沢に優れ、引け巣シワ等は皆無であった。
【0023】
一方、Agが3.0質量%、Cuが1.0質量%、残部Snからなる合金を前記実施例と同一形状のはんだチップに成形し、同一造球装置、同一条件ではんだボール100個を製造した。このはんだボールを拡大鏡を用いて観察したところ、ほとんどのはんだボールに図2に示すようにシワが発生し、さらにシワの発生とともに引け巣が同時に発生するものが多くあった。
【0024】
【発明の効果】
以上説明したように、本発明によれば、はんだボールに引け巣が発生しないためBGA基板へのバンプ形成時、ボイドによる接合強度の低下が起こらず、信頼性に優れたはんだ付け部が得られ、また光沢が良好でシワ等が発生しないため、搭載装置ではんだボールを搭載するときに、吸着板での未吸着がないばかりでなく吸着状態の画像処理による検査でも必ずはんだボールを感知できるという正確なバンプ形成が行なえるものである。
【図面の簡単な説明】
【図1】本発明はんだボール(Sn-5.7Ag-1.3Cu)の表面状態の写真
【図2】従来の鉛フリーはんだボール(Sn-3.0Ag-1.0Cu)の表面状態の写真
Claims (3)
- 球径が0.05〜1.0mmであり、合金組成がAg4.0〜6.0質量%、Cul.0〜2.0質量%、残部Snからなる鉛フリーはんだボール。
- 合金組成は、Agが5.7質量%、Cuが1.3質量%、残部Snからなる請求項1記載の鉛フリーはんだボール。
- Ag4.0〜6.0質量%、Cu1.0〜2.0質量%、残部Snからなる溶融状態の合金を該溶融合金の表面張力で球状にすることを特徴とする鉛フリーはんだボールの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001181173A JP3772697B2 (ja) | 2001-06-15 | 2001-06-15 | 鉛フリーはんだボールおよびその製造方法 |
| US10/170,408 US20030003011A1 (en) | 2001-06-15 | 2002-06-14 | Lead-free solder balls and method for the production thereof |
| US10/962,747 US7425299B2 (en) | 2001-06-15 | 2004-10-13 | Lead-free solder balls and method for the production thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001181173A JP3772697B2 (ja) | 2001-06-15 | 2001-06-15 | 鉛フリーはんだボールおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003001481A JP2003001481A (ja) | 2003-01-08 |
| JP3772697B2 true JP3772697B2 (ja) | 2006-05-10 |
Family
ID=19021482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001181173A Expired - Fee Related JP3772697B2 (ja) | 2001-06-15 | 2001-06-15 | 鉛フリーはんだボールおよびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (2) | US20030003011A1 (ja) |
| JP (1) | JP3772697B2 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4791685B2 (ja) * | 2003-05-22 | 2011-10-12 | シャープ株式会社 | 導電性ボール、電極構造、電子部品の電極の形成方法、電子部品ならびに電子機器 |
| JP3981089B2 (ja) * | 2004-02-18 | 2007-09-26 | 株式会社東芝 | 半導体装置とその製造方法 |
| EP1749616A1 (de) * | 2005-08-05 | 2007-02-07 | Grillo-Werke AG | Verfahren zum Lichtbogen- oder Strahllöten/-schweissen von Werkstücken gleicher oder verschiedener Metalle oder Metalllegierungen mit Zusatzwerkstoffen aus Sn-Basis-Legierungen; Draht bestehend aus einer Zinn-Basis-Legierung |
| DE102005043808B4 (de) * | 2005-09-13 | 2007-11-29 | Infineon Technologies Ag | Außenkontaktmaterial für Außenkontakte eines Halbleiterbauteils und Verfahren zur Herstellung des Außenkontaktmaterials |
| CN100431747C (zh) * | 2005-10-27 | 2008-11-12 | 徐振武 | 一种无铅焊锡球的制备方法 |
| US8569632B2 (en) * | 2006-10-16 | 2013-10-29 | Napra Co., Ltd. | Wiring board having through hole or non-through hole, and method for producing the same |
| TW200820455A (en) * | 2006-10-18 | 2008-05-01 | Young Lighting Technology Corp | LED package and manufacture method thereof |
| EP2275224B1 (en) | 2008-04-23 | 2014-01-22 | Senju Metal Industry Co., Ltd | Lead-free solder alloy suppressed in occurrence of shrinkage cavity |
| JP5413926B2 (ja) | 2010-08-18 | 2014-02-12 | 新日鉄住金マテリアルズ株式会社 | 半導体実装用半田ボール及び電子部材 |
| WO2012131861A1 (ja) * | 2011-03-28 | 2012-10-04 | 千住金属工業株式会社 | 鉛フリーはんだボール |
| KR101283580B1 (ko) * | 2011-12-14 | 2013-07-05 | 엠케이전자 주식회사 | 주석계 솔더 볼 및 이를 포함하는 반도체 패키지 |
| US9320152B2 (en) | 2013-05-29 | 2016-04-19 | Nippon Steel & Sumikin Materials Co., Ltd. | Solder ball and electronic member |
| JP6648468B2 (ja) * | 2014-10-29 | 2020-02-14 | Tdk株式会社 | Pbフリーはんだ及び電子部品内蔵モジュール |
| CN106141196A (zh) * | 2015-04-20 | 2016-11-23 | 上海亚尔光源有限公司 | 一种锡球颗粒及其制备方法和应用 |
| CN105127612A (zh) * | 2015-09-28 | 2015-12-09 | 苏州龙腾万里化工科技有限公司 | 一种无铅锡膏 |
| US9907179B2 (en) * | 2016-04-25 | 2018-02-27 | Tdk Corporation | Electronic circuit package |
| CN107234367B (zh) * | 2017-06-20 | 2019-09-03 | 哈尔滨工业大学深圳研究生院 | 一种基于Ag@In核壳结构的高温钎料及其制备方法 |
| CN111545765A (zh) * | 2020-04-17 | 2020-08-18 | 太极半导体(苏州)有限公司 | 一种球径均一且球形度好的锡球制备方法 |
| CN113894460B (zh) * | 2021-04-19 | 2023-04-18 | 江苏博睿光电股份有限公司 | 自蔓延钎焊薄膜及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3027441B2 (ja) * | 1991-07-08 | 2000-04-04 | 千住金属工業株式会社 | 高温はんだ |
| DE4242645C2 (de) * | 1992-12-17 | 1997-12-18 | Deutsche Forsch Luft Raumfahrt | Verfahren und Einrichtung zur Herstellung von Metallkügelchen annähernd gleichen Durchmessers |
| US5653783A (en) * | 1994-01-20 | 1997-08-05 | Nippon Steel Corporation | Method of producing fine metal balls |
| JPH07300606A (ja) | 1994-04-28 | 1995-11-14 | Tanaka Denshi Kogyo Kk | 球形半田粒子の製造方法 |
| JPH10144718A (ja) | 1996-11-14 | 1998-05-29 | Fukuda Metal Foil & Powder Co Ltd | スズ基鉛フリーハンダワイヤー及びボール |
| JP2001001180A (ja) * | 1999-06-21 | 2001-01-09 | Tanaka Electronics Ind Co Ltd | 半田材料及びそれを用いた電子部品 |
| JP2001138088A (ja) * | 1999-11-18 | 2001-05-22 | Nippon Steel Corp | ハンダ合金、ハンダボール及びハンダバンプを有する電子部材 |
| JP2002057177A (ja) * | 2000-08-09 | 2002-02-22 | Hitachi Metals Ltd | はんだボールおよびその製造方法 |
| US6517602B2 (en) * | 2000-03-14 | 2003-02-11 | Hitachi Metals, Ltd | Solder ball and method for producing same |
| JP3649384B2 (ja) * | 2000-07-03 | 2005-05-18 | 日立金属株式会社 | はんだボールおよびその製造方法 |
-
2001
- 2001-06-15 JP JP2001181173A patent/JP3772697B2/ja not_active Expired - Fee Related
-
2002
- 2002-06-14 US US10/170,408 patent/US20030003011A1/en not_active Abandoned
-
2004
- 2004-10-13 US US10/962,747 patent/US7425299B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20030003011A1 (en) | 2003-01-02 |
| US20050106060A1 (en) | 2005-05-19 |
| US7425299B2 (en) | 2008-09-16 |
| JP2003001481A (ja) | 2003-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3772697B2 (ja) | 鉛フリーはんだボールおよびその製造方法 | |
| KR100999331B1 (ko) | 납프리 땜납 합금 | |
| JP4144415B2 (ja) | 鉛フリーはんだ | |
| JP5633837B2 (ja) | 鉛フリーはんだボール | |
| JP3925554B2 (ja) | 鉛フリーはんだボール | |
| TWI275648B (en) | Lead-free solder alloy | |
| CN103547408A (zh) | 无铅焊料球 | |
| JP2012157873A (ja) | はんだ、はんだ付け方法及び半導体装置 | |
| US6334570B1 (en) | Soldering method | |
| JP4282482B2 (ja) | はんだ合金およびはんだ接合部 | |
| WO2009084155A1 (ja) | 接合材料、電子部品および接合構造体 | |
| JP4337326B2 (ja) | 鉛フリーはんだおよびはんだ付け物品 | |
| KR101125865B1 (ko) | 솔더 페이스트, 이를 사용하여 형성된 솔더링 접합부, 및 상기 솔더링 접합부를 갖는 인쇄 회로 기판 | |
| JP3919106B2 (ja) | CuまたはCu合金ボールの金属核はんだボール | |
| KR102150263B1 (ko) | 무연솔더 페이스트 | |
| JPH0985484A (ja) | 鉛フリーはんだとそれを用いた実装方法及び実装品 | |
| JP2011198777A (ja) | はんだ接合方法及びはんだ継手 | |
| JP4364234B2 (ja) | はんだ接合部を有する電気・電子機器 | |
| JP2007317957A (ja) | はんだボール、半導体装置及びはんだボールの製造方法 | |
| KR20150075692A (ko) | 무연 합금 솔더 조성물, 이를 포함하는 무연 솔더 페이스트 및 반도체 패키지 | |
| Kamarudin | Effect of Al Addition to IMC Formation, Mechanical and Wetting Properties of Low-Ag SAC Solder Alloy | |
| JP2004363618A (ja) | 鉛フリーはんだを用いた実装構造体およびそれを用いた実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20020403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051114 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20051114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20051115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060206 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100224 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |