JP3713487B2 - 案内穴式の位置決め部を有するノックアウトパンチ - Google Patents
案内穴式の位置決め部を有するノックアウトパンチ Download PDFInfo
- Publication number
- JP3713487B2 JP3713487B2 JP2003004071A JP2003004071A JP3713487B2 JP 3713487 B2 JP3713487 B2 JP 3713487B2 JP 2003004071 A JP2003004071 A JP 2003004071A JP 2003004071 A JP2003004071 A JP 2003004071A JP 3713487 B2 JP3713487 B2 JP 3713487B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- workpiece
- edge
- punch body
- cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/34—Perforating tools; Die holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/14—Punching tools; Punching dies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9425—Tool pair
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9428—Shear-type male tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9411—Cutting couple type
- Y10T83/9423—Punching tool
- Y10T83/9428—Shear-type male tool
- Y10T83/9435—Progressive cutting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Punching Or Piercing (AREA)
- Drilling And Boring (AREA)
- Forging (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Fittings On The Vehicle Exterior For Carrying Loads, And Devices For Holding Or Mounting Articles (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
【発明の属する技術分野】
本発明は、シート状金属、例えば電気機器のキャビネットの壁、アルミニウム、ガラス繊維およびプラスチックに穴を開けるために、パンチドライバーと関連して使用される、改良されたノックアウトパンチに関する。
【0002】
【従来の技術】
一般に、電気機器のキャビネットに穴が開けられるときは、先ず小さな穴がその電気機器のキャビネットの壁に穿孔される。引き抜きスタッドの第1の端部は、水圧式パンチドライバーのピストン(ラム)に螺入される。引き抜きスタッドの第2の端部は、打抜きダイ(パンチングダイ)を介して、さらに穿孔された穴を介して、挿入される。引き抜きスタッドは、穿孔された穴の円周よりも小さい円周を有する。ノックアウトパンチは、電気機器のキャビネットの、打抜きダイおよび水圧式パンチドライバーとは反対側において、引き抜きスタッドの第2の端部に螺合される。
【0003】
水圧式パンチドライバーのハンドポンプは、オペレータによって作動される。水圧式パンチドライバーのハンドポンプが作動されると、水圧流体の力によって、ピストンが引き抜きスタッドを引き込む。すると、引き抜きスタッドは、電気機器のキャビネットを介して、ノックアウトパンチをダイの中に引き込み、この結果、所望の穴寸法がパンチされる。
【0004】
従来から使用されているノックアウトパンチ、例えば、標準的な丸いノックアウトパンチであって、本発明の譲受人であるグリーンリー・テクストロン社(Greenlee Textron Inc.)によって販売されているスラグ・バスター(SLUG BUSTER)(登録商標)ノックアウトパンチや、本発明の譲受人であるグリーンリー・テクストロン社によって保持されている米国特許第4,353,164号(特許文献1)に具体化されているいくつかのものは、市場では非常に効果的であることを証明しているものの、多くの欠点がある。
【0005】
1つのそのような欠点は、従来のノックアウトパンチが、ノックアウトパンチとダイが引き抜きスタッドによって一緒に引き込まれて、ワークピースに穴を形成するときに、パンチアセンブリを案内(パイロット)穴内に位置決めするための手段を提供していない点である。現在、オペレータは、「整合マーク」を使用することによって、パンチアセンブリを案内穴内に位置決めしているが、このマークは、オペレータが見にくいものであって、しかも作成される穴が適切に位置決めできないエラーを生じやすい。
【0006】
もう1つのそのような欠点は、従来のノックアウトパンチが、ワークピースに穿孔するときに、初めに、増加されたパンチング力を一般的に有している点である。これは、パンチの各点がワークピースを完全に通過する前に、ワークピースの大部分の長さに対してパンチが作用するためである。
【0007】
更にもう1つのそのような欠点は、従来のノックアウトパンチが、パンチング周期の終端に、増加されたパンチング力を一般的に有している点である。標準的なパンチは、パンチング周期の終端で高いパンチング力を有している。これは、4本の線を同時に剪断すること、そしてパンチ面の角度が終端でゼロに減少するからである。スラグ・バスター(登録商標)パンチもまた、パンチング周期の終端で高いパンチング力を有している。これは、長い傾斜したパンチ面が「v」字型に形成され、パンチング周期の終端に向かってパンチ面の角度がゼロに減少し、4本の線を同時に剪断するからである。
【0008】
従来のノックアウトパンチのもう1つのそのような欠点は、それらが標準的な切削ツールで加工され得る平坦な表面だけを有するものではなく、その結果、従来のノックアウトパンチを形成するために注文製作されたツールやブローチが必要とされる点である。
【0009】
このように、従来のノックアウトパンチの利点を全て組み入れるものの、上述したような従来のノックアウトパンチの欠点は克服したノックアウトパンチを有することが望ましい。本発明は、ここで説明するように、そのようなノックアウトパンチを提供するものである。本発明のノックアウトパンチの他の特徴及び利点は、図面の検討と添付の明細書の読解との組み合わせによって明らかになる。
【0010】
【特許文献1】
特公昭62−51693号公報
【0011】
【発明が解決しようとする課題】
本発明の主たる目的は、従来のものに比べてパンチの整合、例えば整合マークを見ることの現在の困難さを改良するノックアウトパンチを提供することにある。
【0012】
本発明の1つの目的は、穿孔された案内穴に自動的に位置決めするノックアウトパンチを提供することにある。
【0013】
本発明のもう1つの目的は、初期の穿孔力を低減するノックアウトパンチを提供することにある。
【0014】
本発明の異なる1つの目的は、パンチング周期の終端でのパンチング力を低減するノックアウトパンチを提供することにある。
【0015】
本発明の1つの目的は、従来のものより製造コストが低いノックアウトパンチを提供することにある。
【0016】
本発明のもう1つの目的は、ワークピースを貫通するパンチ穴を形成するために低いパンチング力で済むノックアウトパンチを提供することにある。
【0017】
本発明の異なる1つの目的は、従来のものよりも長寿命であるノックアウトパンチを提供することにある。
【0018】
本発明の更に異なる1つの目的は、標準的な切削ツールで加工することを可能にする平坦な表面だけを有するノックアウトパンチを提供することにある。
【0019】
【課題を解決するための手段】
簡単に、そして前述したことに従って、新規なノックアウトパンチが提供される。このノックアウトパンチは、案内穴式の位置決め部(ロケータ)を有する。このノックアウトパンチ上の案内穴式位置決め部は、ノックアウトパンチとダイが引き抜きスタッドによって一緒に引き抜かれ、ワークピース、例えば、電気機器のキャビネットに穴を形成するときに、パンチアセンブリを案内穴中に位置決めする。本発明の一実施形態において、案内穴式位置決め部は、ノックアウトパンチと一体的に形成されていて、ノックアウトパンチからノックアウトパンチ内の穴付近まで延びている。この穴は、ノックアウトパンチを引き抜きスタッドに接続するために使用される。本発明の他の実施形態において、案内穴式位置決め部は、ノックアウトパンチの対向穴内に結合されるインサートとして設けられている。いずれの実施形態においても、ノックアウトパンチには、案内穴式位置決め部がパンチアセンブリを案内穴で心出しした後に、ワークピースを穿孔するための一対の穿孔部と、この穿孔部がワークピースを穿孔した後に、ワークピースを剪断するための一対のカッター部とが設けられている。
【0020】
新規であると信じられる本発明の特徴は、以下で詳細に説明される。この発明の構造および作用の組織および手法は、それらの目的および利点と共に、添付された図面に関連してなされる以下の説明を参照することによって、最も良く理解される。図面において、同様の参照符号は、同様の要素を示している。
【0021】
【発明の実施の形態】
この発明は、異なる実施形態として受け入れ可能であるが、特定の実施形態が、図面に示され、ここに詳細に説明される。但し、この開示は、発明の原理の例示として考えられるべきであって、この発明を、説明されるものに限定することを意図したものではない、と理解されるべきである。
【0022】
ノックアウトパンチが提供される。第1実施形態のノックアウトパンチ100は、図1−5に示されている。第2実施形態のノックアウトパンチ300は、図6に示されている。第3実施形態のノックアウトパンチ500は、図7に示されている。第4実施形態のノックアウトパンチ600は、図8−11に示されている。同様の要素は、第1実施形態では100および200台の参照符号で、第2実施形態では300および400台の参照符号で、第3実施形態では500および600台の参照符号で、第4実施形態では700および800台の参照符号で示されている。
【0023】
パンチ100,300,500,700それぞれは、一般に電気機器のキャビネットを形成するために使用される10ゲージ、304型ステンレス鋼のようなワークピース(図示せず)に穴を開けるために有用である。パンチ100,300,500,700は、従来から周知のダイ(図示せず)と、同様に従来から周知の引き抜きスタッド(図示せず)と共に使用される。引き抜きスタッドの第1の端部は、一般的には、パンチドライバー(図示せず)のピストン(ラム)(図示せず)に螺合される。引き抜きスタッドの第2の端部は、ダイを介して、かつワークピースに設けられた案内穴(図示せず)を介して挿入される。引き抜きスタッドは、案内穴の円周よりも小さい円周を有する。パンチ100,300,500,700は、ワークピースの、ダイおよび水圧式パンチドライバーとは反対側において、引き抜きスタッドの第2の端部に螺合される。
【0024】
水圧式パンチドライバーのハンドポンプは、オペレータによって作動される。水圧式パンチドライバーのハンドポンプが作動されると、水圧流体によって、ピストンが引き抜きスタッドを引き込む。すると、引き抜きスタッドは、電気機器のキャビネットを介して、パンチ100,300,500,700をダイの中に引き込み、この結果、所望の穴寸法がパンチされる。
【0025】
図1−5に示された第1実施形態のパンチ100に注目する。このパンチ100は、概ね円筒形のパンチ本体102と、軸方向に貫介して延びた通路104を有するパンチ面108とを備える。通路104の壁106は、一般的にはねじ切りされ、そして引き抜きスタッドのねじ切りされた端部を通常の手法で螺合可能に受け入れる。作用面108は、新規な構成を有する。これは、傾斜した表面と、パンチ100、引き抜きスタッドおよびダイを心出しするための関連したカッターエッジおよび表面とからなり、集合的にパンチアセンブリと呼ばれる。これは、案内穴と共に、ワークピースをパンチングし、そしてワークピースから除去されるべきスラグを分割するものである。
【0026】
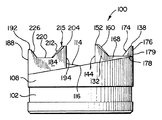
作用面108は、一対の傾斜した平坦な表面110,112のそれぞれを、図5に示すように、作用面108の直径に対応する線Dの互いに逆側に有する。傾斜した平坦な表面110,112はそれぞれ、パンチ本体102から逆方向に角度αで上向きに傾斜している。傾斜した平坦な表面110,112は、図5に示される上面図で見たときに、作用面108周辺の大部分の回りに外側カッターエッジ114,116を形成する外周または周辺エッジを有する。
【0027】
傾斜した平坦な表面110は、上面図において作用面108を横切る線Dに対して平行で、そこから離れて設けられた内側端部118a,118bを有する。内側端部118aと内側端部118bは、通路104の互いに逆側に配置されている。傾斜した平坦な表面112は、上面図において作用面108を横切る線Dに対して平行で、そこから離れて設けられた内側端部120a,120bを有する。内側端部120aと内側端部120bは、通路104の互いに逆側に配置されている。
【0028】
傾斜した平坦な表面110は、内側端部118bが内側端部118aよりも高く配置されように、内側端部118aから内側端部118bまで角度αで傾斜している。傾斜した平坦な表面112は、内側端部120aが内側端部120bよりも高く配置されように、内側端部120bから内側端部120aまで角度αで傾斜している。内側端部118a,120bは同じ高さに配置され、また内側端部118b,120aは同じ高さに配置されている。
【0029】
作用面108は、内側端部118a,120aと通路104の間に延長部材122を有する。同様に、作用面108は、内側端部118b,120bと通路104の間に延長部材124を有する。
【0030】
延長部材122は、外周表面126と、内表面128と、外周表面126と内表面128と間を内側エッジ118aから垂直に延びた第1の側面130と、外周表面126と内表面128と間を内側エッジ120aから垂直に延びた第2の側面132とを有する。
【0031】
外周表面126は、第1及び第2の外周エッジ134,136によって規定される。第1の外周エッジ134は、内側エッジ118aの外側端部から、内側エッジ118a及び内側エッジ120aの双方よりも高い高さの点138まで、垂直に延びている。第2の外周エッジ136は、点138から内側エッジ120aの外側端部まで、下向きにテーパ付けされている。
【0032】
内表面128は、第1、第2及び第3の内側エッジ140,142,144によって規定される。第1の内側エッジ140は、内側エッジ118aの内側端部から第2の内側エッジ142の第1端部まで、垂直に延びている。第3の内側エッジ144は、内側エッジ120aの内側端部から、第2の内側エッジ142の第2端部まで、垂直に延びている。第2の内側エッジ142は、点138よりも高い高さに配置されており、好ましくは、点138よりも約1/16インチ高い高さに配置されている。内表面128は、通路104の壁106の延長部であり、それ故に、通路104の壁106のように湾曲されている。このようにして、第2の内側エッジ142は、湾曲されている。
【0033】
延長部材122は、第2の内側エッジ142から外側エッジ148まで、外周表面126に向けて水平に延びた第1の上面146を有する。第1の上面146は、概ね湾曲しており、それ故に、外側エッジ148もまた概ね湾曲している。第1の上面146はさらに、第1の側部エッジ150と、第2の側部エッジ152とを有する。第1の側部エッジ150は、また第1の側面130のエッジである。第2の側部エッジ152は、また第2の側面132のエッジである。
【0034】
延長部材122は、外側エッジ148から外側エッジ156まで、外周表面126に向けて下向きかつ外向きにテーパ付けされた第2の上面154を有する。第2の上面154は、概ね湾曲しており、それ故に、外側エッジ156もまた概ね湾曲している。第2の上面154は、さらに第1の側部エッジ158と、第2の側部エッジ160とを有する。第1の側部エッジ158は、また第1の側面130のエッジである。第2の側部エッジ160は、また第2の側面132のエッジである。
【0035】
第2の上面154、第1の上面146及び内表面128は、結合して延長部材122のテーパ付けされた突起161を形成する。
【0036】
延長部材122は、外側エッジ156から外側エッジ164まで、外周表面126に向けて水平に延びた第3の上面162を有する。外側エッジ164は、概ね湾曲している。第3の上面162は、さらに第1の側部エッジ166と、第2の側部エッジ168とを有する。第1の側部エッジ166は、また第1の側面130のエッジである。第2の側部エッジ168は、また第2の側面132のエッジである。
【0037】
延長部材122は、点138から外側エッジ164まで、内表面128に向けて下向きかつ内向きにテーパ付けされた第4の上面170を有する。第4の上面170は、通路104の中心を通る軸線Lに対して下向きに角度βでテーパ付けされている。第4の上面170は、さらに第1の側部エッジ172と、第2の側部エッジ174とを有する。第1の側部エッジ172は、また第1の側面130のエッジである。
【0038】
延長部材122は、点138からエッジ178まで、内側エッジ120aに向けて下向きにテーパ付けされた第5の上面176を有する。エッジ178はまた、第2の側面132のエッジでもある。第2の側部エッジ174と第2の外周エッジ136は、第5の上面176の他のエッジである。
【0039】
第4の上面170、第5の上面176、外周表面126及び点138は、結合して延長部材122の穿孔部179を形成する。
【0040】
延長部材124は、外周表面180と、内表面182と、外周表面180と内表面182と間を内側エッジ120bから垂直に延びる第1の側面184と、外周表面180と内表面182と間を内側エッジ118bから垂直に延びる第2の側面186とを有する。
【0041】
外周表面180は、第1及び第2の外周エッジ188,190によって規定される。第1の外周エッジ188は、内側エッジ120bの外側端部から、内側エッジ120b及び内側エッジ118bの双方よりも高い高さの点192まで、垂直に延びている。第2の外周エッジ190は、点192から内側エッジ118bの外側端部まで、下向きにテーパ付けされている。
【0042】
内表面182は、第1、第2及び第3の内側エッジ194,196,198によって規定される。第1の内側エッジ194は、内側エッジ120bの内側端部から第2の内側エッジ196の第1端部まで、垂直に延びている。第3の内側エッジ198は、内側エッジ118bの内側端部から第2の内側エッジ196の第2端部まで、垂直に延びている。第2の内側エッジ196は、点192よりも高い高さに配置されており、好ましくは、点192よりも約1/16インチ高い高さに配置されている。内表面182は、通路104の壁106の延長部であり、それ故に、通路104の壁106のように湾曲されている。このようにして、第2の内側エッジ196は、湾曲されている。
【0043】
延長部材124は、第2の内側エッジ196から外側エッジ202まで、外周表面180に向けて水平に延びる第1の上面200を有する。第1の上面200は、概ね湾曲しており、それ故に、外側エッジ202もまた概ね湾曲している。第1の上面200はさらに、第1の側部エッジ204と、第2の側部エッジ206とを有する。第1の側部エッジ204は、また第1の側面184のエッジである。第2の側部エッジ206は、また第2の側面186のエッジである。
【0044】
延長部材124は、外側エッジ202から外側エッジ210まで、外周表面180に向けて下向きかつ外向きにテーパ付けされた第2の上面208を有する。第2の上面208は、概ね湾曲しており、それ故に、外側エッジ210もまた概ね湾曲している。第2の上面208はさらに、第1の側部エッジ212と、第2の側部エッジ214とを有する。第1の側部エッジ212は、また第1の側面184のエッジである。第2の側部エッジ214は、また第2の側面186のエッジである。
【0045】
第2の上面208、第1の上面200及び内表面182は、結合して延長部材124のテーパ付けされた突起215を形成する。
【0046】
延長部材124は、外側エッジ210から外側エッジ218まで、外周表面180に向けて水平に延びる第3の上面216を有する。外側エッジ218は、概ね湾曲している。第3の上面216は、さらに第1の側部エッジ220と、第2の側部エッジ222とを有する。第1の側部エッジ220は、また第1の側面184のエッジである。第2の側部エッジ222は、また第2の側面186のエッジである。
【0047】
延長部材124は、点192から外側エッジ218まで、内表面182に向けて下向きかつ内向きにテーパ付けされた第4の上面224を有する。第4の上面224は、軸線Lに対して下向きに角度βでテーパ付けされている。第4の上面224は、さらに第1の側部エッジ226と、第2の側部エッジ228とを有する。第1の側部エッジ226は、また第1の側面184のエッジである。
【0048】
延長部材124は、点192からエッジ232まで、内側エッジ118bに向けて下向きにテーパ付けされた第5の上面230を有する。エッジ232は、また第2の側面186のエッジである。第2の側部エッジ228と第2の外周エッジ190は、第5の上面230の他のエッジである。
【0049】
第4の上面224、第5の上面230、外周表面180及び点190は、結合して延長部材124の穿孔部233を形成する。
【0050】
延長部材122と延長部材124は、互いに逆向きではあるが、同じであることが好ましい。
【0051】
パンチ100の動作を説明する。上述したように、オペレータは、引き抜きスタッドの第1の端部をパンチドライバーのピストンに螺合する。引き抜きスタッドの第2の端部は、ダイを介して、かつワークピースに設けられた案内穴を介して挿入される。引き抜きスタッドは、案内穴の円周よりも小さい円周を有する。パンチ100は、ワークピースの、ダイおよび水圧式パンチドライバーとは反対側において、引き抜きスタッドの第2の端部に取り付けられる。パンチ100の、ねじ切りされた壁106を有する通路104内に、引き抜きスタッドの第2の端部を螺合させることによって、パンチ100は、引き抜きスタッドに取り付けられる。
【0052】
好ましい実施形態において、オペレータは、パンチ100とダイがワークピースに密着し、そして引き抜きスタッドに隣接して配置されたテーパ付き突起161,215が案内穴に入り、さらにパンチ100、引き抜きスタッド及びダイが案内穴で心出しされるまで、引き抜きスタッドに対してパンチ100を回転する。オペレータは、またパンチ100とダイがワークピースに密着するまで、水圧式パンチドライバーを作動させることもできる。
【0053】
テーパ付き突起161,215が案内穴に入って、パンチ100を心出しした後に、オペレータは、水圧式パンチドライバーのハンドポンプを作動させる。この結果、水圧式流体は、ピストンを付勢して、引き抜きスタッドを引き込む。すると、引き抜きスタッドは、パンチ100を引き込む。この結果、点138,192は、ワークピースを穿孔し、ワークピースは、第4及び第5の上面170,176;224,230に沿ってカットされる。
【0054】
ワークピースが第4及び第5の上面170,176;224,230に沿ってカットされ、かつ点138,192がワークピースを完全に通過すると、傾斜した平坦な表面110,112は、ワークピースを剪断して、作用面108の直径と等しい直径の穴(これは、案内穴の直径よりは大きい)を形成する。点138,192がワークピースを穿孔するにつれて、スラグ(図示せず)の横方向切断または分割が開始される。これは、スラグの周辺部(作用面108の直径によって規定される)からスラグの中心部(ワークピースを貫通する案内穴によって規定される)に向けて行われるもので、傾斜した平坦な表面110,112の外側エッジ114,116によってスラグの周辺部の有意な部分がカットされる前に行われる。スラグの横方向分割は、更に貫通しながら続き、そして外側カッターエッジ114,116がスラグの周辺部の一部のカットを開始する前に、ほぼ完了することが好ましい。スラグの周辺部全体は、このようにしてカットされ、スラグは、引き抜きスタッド及びダイから容易に取り除かれるように、2つの部分に分割される。
【0055】
パンチ100の構成は、従来のパンチと比較すると、パンチ100とワークピースとの間の接触面積を減少することによって、初期穿孔力を低減している。2点138,192は、急勾配のテーパを有し、かつ十分に高い。この結果、傾斜した平坦な表面110,112が穴の剪断を開始する前に、点138,192は、ワークピースを完全に通過している。従来のパンチでは、これらの点が完全にワークピースを通過する前に、パンチは、ワークピースの大部分の長さに作用する。
【0056】
パンチ100の構成は、またワークピースに初期的に穿孔するために使用される点138,192を除いて、パンチング周期を介して一定の剪断角を維持する。従来のパンチは、典型的には、パンチング周期の終端で、上昇されたパンチング力を有する。1つの従来のパンチにおいては、パンチが4本の線を同時に剪断すること、およびパンチ面の角度がパンチング周期の終端でゼロに減るため、パンチング力が高い。もう1つの従来のパンチにおいては、パンチの傾斜した平坦な表面が「v」字型に形成され、パンチ面の角度がパンチング周期の終端に向けてゼロに減るに従って、パンチが4本の線を同時に剪断する。
【0057】
パンチ100の構成は、またパンチ100が標準的な切削ツールで加工できる平坦な表面だけを有しているから、有利である。従来のパンチとは異なり、注文製作されたツールやブローチが必要とされない。
【0058】
図6は、角度β(図示せず)が図1−5に示された角度βよりも大きいパンチ300の第2実施形態を示している。図7は、角度β(図示せず)が第2実施形態の角度βよりも大きいパンチ500の第3実施形態を示している。大きい角度βを有する第2および第3実施形態のパンチ300,500の説明は、パンチ300,500の残りの部分が、寸法に関する点を除けば、パンチ100と同じだから、ここでは行わない。
【0059】
次に、図8−11に示されたパンチ700の第4実施形態に注目する。このパンチ700は、概ね円筒形のパンチ本体702と、軸方向に貫介して延びた通路704を有する作用面708とを備える。通路704の壁(図示せず)は、一般的にはねじ切りされ、そして引き抜きスタッドのねじ切りされた端部を、通常の手法で螺合可能に受け入れる。作用面708は、傾斜した表面および関連したカッターエッジからなる構成を有する。インサート840は、作用面708から延びており、恒久的に対向穴(図示せず)内に締結され、そしてパンチ700がワークピースをパンチングすることに先行して、パンチ700、引き抜きスタッド及びダイを案内穴で心出しすることに使用される。
【0060】
作用面708は、作用面708の直径に対応する線Dの互いに反対側に、一対の傾斜した平坦な表面710,712のそれぞれを有する。傾斜した平坦な表面710,712はそれぞれ、概ね三日月型に形成されている。この結果、傾斜した平坦な表面710,712の外周エッジ714,716は凸状となり、その内側エッジ824,844は凹状となる。外周、すなわち周辺エッジ714,716は、図11に示された上面で見たときに、作用面708の周辺の大部分の回りで、外側カッターエッジ714,716として作用する。傾斜した平坦な表面710,712は、外側カッターエッジ714,716から、傾斜した平坦な表面710,712の内側エッジ842,844まで、上向きに傾斜している。
【0061】
傾斜した平坦な表面710は、第1端部846と第2端部848を有する。傾斜した平坦な表面712は、第1端部850と第2端部852を有する。傾斜した平坦な表面710の第1及び第2端部846,848は、傾斜した平坦な表面712の第1及び第2端部850,852と同じ高さに配置される。傾斜した平坦な表面710,712の第1及び第2端部846,848;850,852は、傾斜した平坦な表面710,712の内側エッジ842,844の中間部854,856よりも高い高さに配置される。これら中間部は、傾斜した平坦な表面710,712の外側エッジ714,716の中間部858,860よりも高い高さに配置される。内側エッジ842,844の中間部854,856は、通路704の壁にその対向穴で接する。
【0062】
傾斜した平坦な表面710の第1端部846は、点738において、傾斜した平坦な表面712の第2端部852に接続されている。傾斜した平坦な表面710の第2端部848は、点792において、傾斜した平坦な表面712の第1端部850に接続されている。
【0063】
作用面708は、さらに一対の上面862,864を有する。上面862は、点738から通路704の壁の対向穴の部分まで延びている。この結果、上面862は、傾斜した平坦な表面710の内側エッジ842とは点738からその中間部854まで、傾斜した平坦な表面712の内側エッジ844とは点738からその中間部856まで、そして通路704の壁とは対向穴の部分で接している。上面864は、点792から通路704の壁の対向穴の部分まで延びている。この結果、上面864は、傾斜した平坦な表面710の内側エッジ842とは点792からその中間部854まで、傾斜した平坦な表面712の内側エッジ844とは点792からその中間部856まで、そして通路704の壁とは対向穴で接している。
【0064】
インサート840は、好ましくは円筒形であり、またそこを通る開口866を有している。このインサート840は、圧着、溶接、ねじ込み、ボルト止めによって、あるいは他の好ましい手段によって、パンチ700の対向穴中に恒久的に締結されることが可能である。インサート840は、対向穴からその上面868まで上向きに延びている。インサート840の上面868は、点738,792よりも約1/16インチ高い高さに配置されていることが好ましい。インサート840の上面868は、さらにインサート840の内径IDからインサート840の外径ODまで、面取りされたエッジ870を有する。面取りされたエッジ870は、約30°〜45°の範囲で、下向きかつ外向きに傾斜していることが好ましい。インサート840の内径IDは、必要に応じて引き抜きスタッドがインサート840の開口842内へ螺入できるように、パンチ700の通路704と同じ直径であることが好ましい。
【0065】
パンチ700の動作を説明する。上述したように、オペレータは、引き抜きスタッドの第1の端部をパンチドライバーのピストンに螺合する。引き抜きスタッドの第2の端部は、ダイを介して、かつワークピースに設けられた案内穴を介して挿入される。引き抜きスタッドは、案内穴の円周よりも小さい円周を有する。パンチ700は、ワークピースの、ダイおよび水圧式パンチドライバーとは反対側において、引き抜きスタッドの第2の端部に取り付けられる。パンチ700の、ねじ切りされた壁を有する通路704内に、引き抜きスタッドの第2の端部を螺合させることによって、パンチ700は、引き抜きスタッドに取り付けられる。引き抜きスタッドは、インサート840を介して延びている。
【0066】
好ましい実施形態において、オペレータは、パンチ700とダイがワークピースに密着し、そして引き抜きスタッドに隣接して配置されたインサート840の上面868の面取りされたエッジ870が案内穴に入り、さらにパンチ700、引き抜きスタッド及びダイが案内穴で心出しされるまで、引き抜きスタッドに対してパンチ700を回転する。オペレータは、またパンチ700とダイがワークピースに密着するまで、水圧式パンチドライバーを作動させることもできる。
【0067】
インサート840が案内穴に入って、パンチ700、引き抜きスタッド及びダイを案内穴で心出しした後に、オペレータは、水圧式パンチドライバーのハンドポンプを作動させる。この結果、水圧式流体は、ピストンを付勢して、引き抜きスタッドを引き込む。すると、引き抜きスタッドは、パンチ700を引き込む。この結果、点738,792は、ワークピースを穿孔する。傾斜した平坦な表面110,112は、ワークピースの剪断を開始して、案内穴の直径より大きい直径の穴を形成する。この穴が形成される部分のワークピースからスラグが生成される。このスラグは、カッター表面の構成に応じて分割される。
【0068】
傾斜した平坦な表面110,112がワークピースを剪断する前にワークピースを穿孔する点138,192は、必要なパンチング力を最小化する。
【0069】
第4実施形態において、カッター表面が案内穴の直径より大きい直径Dを有する穴を形成できる限り、カッター表面の構成は、この実施形態にとって重要ではない。
【0070】
本発明の好ましい実施形態が図示され、説明されたが、当業者は、前述した説明の精神と範囲を逸脱することなく、種々の変形例を工夫できるものと予測される。
【図面の簡単な説明】
【図1】 本発明の特徴を組み入れたパンチの第1実施形態の斜視図である。
【図2】 第1実施形態のパンチの立側面図である。
【図3】 図2に示されたパンチの立側面図から90°向きを変えた第1実施形態のパンチの立側面図である。
【図4】 図2に示されたパンチの立側面図から180°向きを変えた第1実施形態のパンチの立側面図である。
【図5】 図2に示された第1実施形態のパンチの上平面図である。
【図6】 本発明の特徴を組み入れたパンチの第2実施形態の斜視図である。
【図7】 本発明の特徴を組み入れたパンチの第3実施形態の斜視図である。
【図8】 本発明の特徴を組み入れたパンチの第4実施形態の斜視図である。
【図9】 第4実施形態のパンチの立側面図である。
【図10】 図9に示されたパンチの立側面図から90°向きを変えた第4実施形態のパンチの立側面図である。
【図11】 図8に示された第4実施形態のパンチの上平面図である。
【符号の説明】
100,300,500,700 パンチ
102,302,502,702 パンチ本体
104,304,504,704 軸穴
110,112,179,233;310,312,379,433;510,512,579,633;710,712,738,792 カッター手段161,215;361,415;561,615;840 心出手段
161,215;361,415;561,615 1及び第2の突起
840 インサート部材。
Claims (2)
- 貫通した案内穴を有するワークピースに穴をカットするためのパンチであって、パンチ本体と、ワークピースをカットするためのカッター手段と、前記パンチ本体をワークピースの開口で心出しするための心出手段とを備え、前記カッター手段は、前記パンチ本体から所定の距離だけ延び、前記心出手段は、前記パンチ本体から所定の距離だけ延び、前記心出手段は、前記パンチ本体から、前記カッター手段よりも大きな距離延び、これにより、前記心出手段は、前記カッター手段がワークピースをカットすることに先行して、ワークピースの案内穴に入り、
前記カッター手段は、ワークピースを穿孔するための一対の穿孔部と、該穿孔部がワークピースを穿孔した後に、ワークピースを剪断するための一対のカッター部と、を備えており、前記心出手段は、互いに反対側に配置された第1及び第2の突起を有し、前記パンチ本体は、そこを貫通した軸穴を有し、前記第1及び第2の突起は、前記パンチ本体の前記軸穴に隣接して配置されていることを特徴とするパンチ。 - 貫通した案内穴を有するワークピースに穴をカットするためのパンチであって、パンチ本体と、ワークピースをカットするためのカッター手段と、前記パンチ本体をワークピースの開口で心出しするための心出手段とを備え、前記カッター手段は、前記パンチ本体から所定の距離だけ延び、前記心出手段は、前記パンチ本体から所定の距離だけ延び、前記心出手段は、前記パンチ本体から、前記カッター手段よりも大きな距離延び、これにより、前記心出手段は、前記カッター手段がワークピースをカットすることに先行して、ワークピースの案内穴に入り、
前記カッター手段は、ワークピースを穿孔するための一対の穿孔部と、該穿孔部がワークピースを穿孔した後に、ワークピースを剪断するための一対のカッター部と、を備えており、前記心出手段は、前記パンチ本体に取り付けられるインサート部材を備え、前記パンチ本体は、そこを貫通した軸穴を有し、前記インサート部材は、前記パンチ本体の前記軸穴内に位置決めされていることを特徴とするパンチ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/085730 | 2002-02-28 | ||
| US10/085,730 US6973729B2 (en) | 2002-02-28 | 2002-02-28 | Knockout punch with pilot hole locator |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003251420A JP2003251420A (ja) | 2003-09-09 |
| JP2003251420A5 JP2003251420A5 (ja) | 2005-10-06 |
| JP3713487B2 true JP3713487B2 (ja) | 2005-11-09 |
Family
ID=27733390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003004071A Expired - Fee Related JP3713487B2 (ja) | 2002-02-28 | 2003-01-10 | 案内穴式の位置決め部を有するノックアウトパンチ |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US6973729B2 (ja) |
| EP (1) | EP1340559B1 (ja) |
| JP (1) | JP3713487B2 (ja) |
| CN (1) | CN1277665C (ja) |
| AT (1) | ATE341408T1 (ja) |
| DE (1) | DE60215113T2 (ja) |
| ES (1) | ES2272635T3 (ja) |
| HK (1) | HK1055704A1 (ja) |
| TW (1) | TWI246453B (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2887173B1 (fr) * | 2005-06-16 | 2007-09-14 | Racodon Outil Soc Par Actions | Poincon de decoupe de matiere metallique du type tole |
| US7650824B2 (en) * | 2005-10-26 | 2010-01-26 | Brian Ray | Adapter to convert electrical box punch dies into self centering punch dies |
| US7797840B2 (en) * | 2006-07-25 | 2010-09-21 | Milwaukee Electric Tool Corporation | Stud punch |
| US20080060199A1 (en) * | 2006-07-25 | 2008-03-13 | Christopher Alfred Fuller | Method of manufacturing a manifold |
| US20100116118A1 (en) * | 2008-11-07 | 2010-05-13 | Sandor Sr Frederick J | Multi-Plane Hole Punch |
| US8146262B1 (en) * | 2009-10-21 | 2012-04-03 | The Boeing Company | Method and device for locating hole center |
| EP2544837B1 (en) * | 2010-03-10 | 2023-06-28 | Stolle Machinery Company, LLC | Tooling assembly, blanking tool therefor and associated method |
| CA2797352A1 (en) * | 2011-12-09 | 2013-06-09 | Greenlee Textron Inc. | Punch assembly |
| USD736280S1 (en) | 2012-04-11 | 2015-08-11 | Milwaukee Electric Tool Corporation | Die |
| US9393607B2 (en) * | 2013-04-30 | 2016-07-19 | Textron Innovations Inc. | Die with profiled base wall and its associated punch |
| US8978431B1 (en) * | 2013-12-20 | 2015-03-17 | Ford Global Technologies, Llc | Punch and method for piercing holes with a retention structure |
| US10723035B1 (en) | 2014-07-15 | 2020-07-28 | Southwire Company, Llc | Punch |
| CN110300647B (zh) * | 2017-02-14 | 2021-09-24 | 株式会社本田阿克塞斯 | 冲孔夹具以及使用当该冲孔夹具的冲孔方法 |
| US11491679B2 (en) * | 2020-02-26 | 2022-11-08 | Toshiba International Corporation | Punch tool head and twist-lock profile |
| US11820037B2 (en) * | 2021-08-02 | 2023-11-21 | Emerson Professional Tools, Llc | Punch and draw stud having multi-start threads, and method of engaging same |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US161968A (en) * | 1875-04-13 | Improvement in metal-punches | ||
| US2735489A (en) * | 1956-02-21 | fowler | ||
| US1721007A (en) * | 1927-12-22 | 1929-07-16 | Edward M Doherty | Hole-forming tool |
| US1817223A (en) * | 1928-01-25 | 1931-08-04 | Greenlee Bros & Co | Metal punch |
| US2096778A (en) * | 1936-10-19 | 1937-10-26 | Azer Albert | Punch |
| US2145725A (en) * | 1937-07-09 | 1939-01-31 | Tool & Engineering Co Pty Ltd | Apparatus for cutting sheet metal or other sheet material |
| US2176943A (en) * | 1938-02-19 | 1939-10-24 | William O Reeser | Hole forming tool |
| US2341187A (en) * | 1940-08-03 | 1944-02-08 | Armstrong Cork Co | Air ejector for dies |
| US2237069A (en) * | 1940-08-16 | 1941-04-01 | Gustaf O Christenson | Draw punch |
| US3269011A (en) * | 1964-01-20 | 1966-08-30 | Greenlee Bros & Co | Metal punch and die |
| US3255526A (en) * | 1965-01-14 | 1966-06-14 | Molitor Victor David | Knockout die |
| US3683499A (en) * | 1970-08-07 | 1972-08-15 | Makrite Inc | Unitary piercing punch device |
| US3728927A (en) * | 1970-10-12 | 1973-04-24 | Whitney Corp W | Nibbling punch |
| US3800419A (en) * | 1972-12-22 | 1974-04-02 | C Hughes | Metal punch |
| US4087913A (en) * | 1977-04-22 | 1978-05-09 | Jackson Hubert Hassel | Utility fixture locator and cutter |
| US4353164A (en) * | 1979-07-23 | 1982-10-12 | Ex-Cell-O Corporation | Draw punch |
| US4403417A (en) * | 1982-06-04 | 1983-09-13 | Wilson Stephen K | Draw punch |
| US4543722A (en) * | 1983-01-27 | 1985-10-01 | Ex-Cell-O Corporation | Slug-splitting punch |
| US4594779A (en) * | 1984-11-01 | 1986-06-17 | Ex-Cell-O Corporation | Punch and die adapter |
| US4724516A (en) * | 1985-12-18 | 1988-02-09 | Barber-Colman Company | Method and apparatus for setting analog command signals by change signals of variable duration |
| US4739687A (en) * | 1986-05-27 | 1988-04-26 | Vernon Wanner | Punch |
| US4724616A (en) | 1986-06-30 | 1988-02-16 | Adleman Larry G | Panel punch |
| US4830548A (en) * | 1987-05-04 | 1989-05-16 | Richard Kandarian | Method and apparatus for cutting |
| US4899447A (en) * | 1988-01-22 | 1990-02-13 | Greenlee Textron Inc. | Panel punch |
| US4989484A (en) * | 1988-08-19 | 1991-02-05 | Mate Punch & Die Company | Punch and stripper assembly |
| US4905557A (en) * | 1988-08-23 | 1990-03-06 | Greenlee Textron Inc. | Non-circular slug splitter punch |
| US5029392A (en) * | 1990-08-08 | 1991-07-09 | Ideal Industries, Inc. | Two point punch |
| US5727436A (en) * | 1995-03-27 | 1998-03-17 | Ideal Industries, Inc. | Draw punch having relieved helical working faces |
| DE19613153A1 (de) * | 1996-04-02 | 1997-10-09 | Fertigungstechnik Und Entwickl | Werkzeugschneide für Lochstanzwerkzeuge |
| DE19803814A1 (de) * | 1998-01-31 | 1999-08-05 | Gfe Ges Fuer Fertigungstechnik | Lochstanzwerkzeug |
-
2002
- 2002-02-28 US US10/085,730 patent/US6973729B2/en not_active Expired - Lifetime
- 2002-11-29 TW TW91134841A patent/TWI246453B/zh not_active IP Right Cessation
- 2002-12-10 ES ES02080176T patent/ES2272635T3/es not_active Expired - Lifetime
- 2002-12-10 DE DE2002615113 patent/DE60215113T2/de not_active Expired - Lifetime
- 2002-12-10 EP EP20020080176 patent/EP1340559B1/en not_active Expired - Lifetime
- 2002-12-10 AT AT02080176T patent/ATE341408T1/de active
- 2002-12-26 CN CNB021593787A patent/CN1277665C/zh not_active Expired - Fee Related
-
2003
- 2003-01-10 JP JP2003004071A patent/JP3713487B2/ja not_active Expired - Fee Related
- 2003-11-06 HK HK03108012A patent/HK1055704A1/xx not_active IP Right Cessation
-
2005
- 2005-04-11 US US11/103,296 patent/US7587830B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| HK1055704A1 (en) | 2004-01-21 |
| DE60215113T2 (de) | 2007-01-11 |
| CN1277665C (zh) | 2006-10-04 |
| US20060016312A1 (en) | 2006-01-26 |
| US7587830B2 (en) | 2009-09-15 |
| ES2272635T3 (es) | 2007-05-01 |
| US6973729B2 (en) | 2005-12-13 |
| EP1340559B1 (en) | 2006-10-04 |
| TW200303258A (en) | 2003-09-01 |
| CN1440860A (zh) | 2003-09-10 |
| ATE341408T1 (de) | 2006-10-15 |
| DE60215113D1 (de) | 2006-11-16 |
| EP1340559A2 (en) | 2003-09-03 |
| EP1340559A3 (en) | 2005-06-01 |
| US20030159561A1 (en) | 2003-08-28 |
| TWI246453B (en) | 2006-01-01 |
| JP2003251420A (ja) | 2003-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7587830B2 (en) | Knockout punch with pilot hole locator | |
| JP4556870B2 (ja) | 薄板金属の孔明け用のパンチ及びこのパンチを具備した薄板金属の孔明け装置 | |
| US8904911B2 (en) | Sleeve for a punch assembly | |
| US6981327B2 (en) | Two piece punch with pilot hole locator | |
| JPH024804B2 (ja) | ||
| KR100380130B1 (ko) | 조립체의부재를체결시키는방법 | |
| JP2003251420A5 (ja) | ||
| EP2799159A1 (en) | Die with profiled base wall and its associated punch | |
| US3334406A (en) | Method for alignment and mounting of a piercing punch | |
| CN207522711U (zh) | 一种连孔式刀模板 | |
| JP2001293536A (ja) | 被加工物から穴あけリベットを除去する方法及び装置 | |
| USRE22422E (en) | Perforating punch and die assembly | |
| JP3084268B2 (ja) | アンカー金具の孔あけ加工装置 | |
| JPH0687040A (ja) | 角穴追抜き具 | |
| JPH07205096A (ja) | タッピングカッター | |
| CN220008069U (zh) | 一种自带卸料结构的开孔刀具 | |
| SU1018758A1 (ru) | Пуансон дл пробивки отверстий в трубчатых заготовках | |
| JP2005144477A (ja) | パイプ部材の貫通穴加工方法及び加工装置 | |
| JPH0512730U (ja) | ドリル刃付ねじ | |
| RU1794645C (ru) | Устройство дл пробивки круглых отверстий | |
| JPH09163546A (ja) | 配線用ボックス、及びその本体に装着される透孔穿孔案内具 | |
| JPH0768497A (ja) | タッピングカッター | |
| JPH10291038A (ja) | 金属製形材の穿孔機 | |
| KR20110110202A (ko) | 박판 금속의 구멍 뚫기 장치 및 그 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050822 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090826 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100826 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110826 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110826 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120826 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120826 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130826 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |