JP3678347B2 - 電池ケース及び電池ケース用表面処理鋼板 - Google Patents
電池ケース及び電池ケース用表面処理鋼板 Download PDFInfo
- Publication number
- JP3678347B2 JP3678347B2 JP2000614520A JP2000614520A JP3678347B2 JP 3678347 B2 JP3678347 B2 JP 3678347B2 JP 2000614520 A JP2000614520 A JP 2000614520A JP 2000614520 A JP2000614520 A JP 2000614520A JP 3678347 B2 JP3678347 B2 JP 3678347B2
- Authority
- JP
- Japan
- Prior art keywords
- battery case
- nickel plating
- semi
- plating layer
- battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 29
- 239000010959 steel Substances 0.000 title claims description 29
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 120
- 238000007747 plating Methods 0.000 claims description 88
- 229910052759 nickel Inorganic materials 0.000 claims description 60
- 238000000034 method Methods 0.000 description 49
- 239000010410 layer Substances 0.000 description 36
- 238000000465 moulding Methods 0.000 description 32
- 238000000227 grinding Methods 0.000 description 16
- 239000003795 chemical substances by application Substances 0.000 description 13
- 239000000203 mixture Substances 0.000 description 12
- -1 nitrogen-containing heterocyclic compounds Chemical class 0.000 description 11
- 238000005096 rolling process Methods 0.000 description 9
- 229910052717 sulfur Inorganic materials 0.000 description 9
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 8
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 8
- 239000011572 manganese Substances 0.000 description 8
- 239000011593 sulfur Substances 0.000 description 8
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 7
- 238000005282 brightening Methods 0.000 description 7
- 229910052748 manganese Inorganic materials 0.000 description 7
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 5
- 238000005238 degreasing Methods 0.000 description 5
- 238000010409 ironing Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 5
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 5
- 239000000843 powder Substances 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 239000003513 alkali Substances 0.000 description 3
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- 235000019256 formaldehyde Nutrition 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000006259 organic additive Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 229910000655 Killed steel Inorganic materials 0.000 description 2
- 241000080590 Niso Species 0.000 description 2
- 239000012670 alkaline solution Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 2
- 239000004327 boric acid Substances 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 239000006258 conductive agent Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- NPURPEXKKDAKIH-UHFFFAOYSA-N iodoimino(oxo)methane Chemical compound IN=C=O NPURPEXKKDAKIH-UHFFFAOYSA-N 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- 229920000298 Cellophane Polymers 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- RQMIWLMVTCKXAQ-UHFFFAOYSA-N [AlH3].[C] Chemical compound [AlH3].[C] RQMIWLMVTCKXAQ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 150000008107 benzenesulfonic acids Chemical class 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000007773 negative electrode material Substances 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000004506 ultrasonic cleaning Methods 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/545—Terminals formed by the casing of the cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
- H01M50/128—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers with two or more layers of only inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Electroplating Methods And Accessories (AREA)
Description
本発明は、アルカリ液を封入する容器、より詳しくはアルカリマンガン電池やニッケルカドミウム電池などの電池ケース、及び同ケースの作製に好適に用いることができる電池ケース用表面処理鋼板に関する。
【0002】
【背景技術】
従来、アルカリマンガン電池やニッケルカドミウム電池などの強アルカリ液を封入する電池ケースには、冷延鋼帯を電池ケ−スにプレス成形後、バレルめっきする方法またはニッケルめっき鋼帯を電池ケ−スにプレス成形する方法が採用されてきた。このように、アルカリマンガン電池やニッケルカドミウム電池などの電池用途に、ニッケルめっきが使用される理由は、これら電池は主として強アルカリ性の水酸化カリウムを電解液としているため、耐アルカリ腐食性にニッケルが強いこと、さらに電池を外部端子に接続する場合、安定した接触抵抗をニッケルは有していること、更には電池製造時、各構成部品を溶接し、電池に組み立てられる際、スポット溶接が行われるが、ニッケルはスポット溶接性にも優れるという利点があるからである。
【0003】
ところで、近年、バレルめっき法は、特にケ−ス内面側にはニッケルめっきを均一に付着させることが困難で、めっき厚のバラツキが大きく、品質の不安定性から、鋼帯に予めニッケルめっきが施されたプレめっき法が主流を占めてきた。なお、プレめっき法についても主として耐食性を向上させるため、ニッケルめっき後、熱拡散処理を施こす方法が適用されるようになってきた。
【0004】
一方、アルカリマンガン電池の電池性能と正極ケ−ス(電池ケース)の関係については、該電池性能と正極ケ−スの内面の性状とは関係があり、アルカリマンガン電池の正極合剤(正極活物質である二酸化マンガンと導電剤である黒鉛、及び電解質の水酸化カリウムからなる)との接触抵抗が低い方が電池性能に優れると言われている。アルカリマンガン電池の場合、正極合剤と正極ケ−スが接触しており、正極ケ−スは電池の収納容器とともに、電子の授受を担う導電体でもある。従って正極合剤と正極ケ−スの内面の接触抵抗が高い場合、電池の内部抵抗が高くなる結果、作動電圧が低下したり、放電持続時間が減少し電池性能を阻害することになる。従って正極合剤と正極ケ−スの内面の接触抵抗がを低くすることが望まれる。このため正極合剤と正極ケ−スとの接触抵抗の低減する目的で正極ケ−ス内面の表面粗さを粗くしたり、正極ケ−スの縦方向に溝を付ける方法や、導電性塗料や黒鉛にバインダ−を加えた導電剤を塗布する方法が提案されている。
【0005】
さらに、近年、電池ケースのプレス成形法として、電池容量の増大を図るため、多段深絞り法に替わって、薄肉化する方法としてDI(drawing and ironing)成形法も用いられるようになった(特公平7−99686号公報参照)。このDI成形法やDTR(drawing thin and redraw)成形法は、底面厚よりケース側壁厚が薄くなる分だけ、正極、負極活物質が多く内填でき、電池の容量増加が図れるとともに、ケース底が厚いため、電池の耐圧強度の向上をも得られる利点がある。
【0006】
ところで、DI成形法やDTR成形法は前述のように、電池容量の増大には有効な成形法であるが、一方成形性においては、従来法である多段深絞り成形法に比較して、材料の変形抵抗は大きいため、連続成形性において不利な側面を有する。
具体的には、DI成形法やDTR成形法のカッピング工程でのパウダリング性(めっき層の粉状脱落)が劣る場合、しごき工程でダイならびにパンチに付着し、その結果としてケース側壁に疵を生じることになる。この現象は深絞り成形でも同様のことが起こるが、DI成形法やDTR成形法は、ケース壁面の表面粗さが小さく、より光沢のある外観になることから、上記の疵が目立ちやすくなり、パウダリング性の良否は、DI成形法やDTR成形法のほうがより重要になる。また、DI成形法やDTR成形法は絞り成形に比べて材料と工具の接触面圧が高いため、工具寿命の点から潤滑性の良好なことが求められる。従って、材料面からはパウダリング性が良く、かつプレス潤滑剤の保持性の良好な材料が求められる。
【0007】
まず、ニッケルめっき鋼板を用いて潤滑剤の保持性を良好ならしめる手段としては、プレス成形時にめっき層にクラックを生じせしめ、該クラック部に潤滑を保持させることが考えられる。このための手段として、一般にはめっき層の硬度が高い光沢ニッケルめっきを思いつく。しかし、光沢ニッケルめっき単層は、光沢めっき層は硬いけれども、脆い性質があり、プレス成形時のパウダリング性に劣るという欠点を有する。また、電池ケース外面では、光沢ニッケルめっき単層では加工によりクラックが発生し、クラック部での鉄露出により耐食性が劣る。この耐食性を改善する方法として、無光沢ニッケルめっきの上に光沢ニッケルめっきを行う方法が考えられる。しかし、有効な光沢度(平滑度)を得るためには、光沢ニッケルめっき層を厚くするか、または、高価な光沢剤を多量に添加して光沢度を上げることになるが、コストアップになる。さらに、電析の結晶粒を微細化するための硫黄含有有機添加物(例えば=C−SO2−基をもつスルフォン酸など)を含むため、DI成形、DTR成形のしごき、および、ストレッチ工程での材料温度の上昇により、硫黄による脆化が助長されて、より耐パウダリング性を劣化させる。
【0008】
そこで、本発明者等は、このような観点から、DI成形法ならびにDTR成形法における成形性及び電池性能に優れた電池ケース用材料を種々検討した結果、硫黄含有有機添加剤を含まない半光沢ニッケルめっき層が耐パウダリング性に優れた特性を示すことを見いだしたものである。
また、ニッケルめっき後、調質圧延してもよい。調質圧延を行うと、光沢度が上がり、外観が良くなる。例えば、半光沢ニッケルめっき後の光沢度(JIS Z 8741、鏡面光沢度ー測定方法)が900であった試料は、圧延率0.5%で調質圧延を行うと、光沢度は960と向上する。しかも、加工部の耐食性は調質圧延により悪化せず同程度である。
本発明は、このような知見に基づいてなされたものであり、高品質でしかも連続成形性にも優れた電池ケース及び該電池ケースを作製するために好適に用いることができる表面処理鋼板を提供することを技術的課題とする。
【0009】
【発明の開示】
本発明の電池ケースは、電池ケース内面には半光沢ニッケルめっき層が形成され、電池ケース外面は、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されていることを特徴とする。
本発明の電池ケースは、電池ケース内面には無光沢ニッケルめっき層が形成されており、電池ケース外面は、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されていることを特徴とする。
本発明の電池ケースは、電池ケース内面には無光沢ニッケルめっき層が形成され、電池ケース外面には半光沢ニッケルめっき層が形成されていることを特徴とする。
本発明の電池ケース用表面処理鋼板は、電池ケース内面になる側には半光沢ニッケルめっき層が形成されており、電池ケース外面になる側には、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されていることを特徴とする。
本発明の電池ケース用表面処理鋼板は、電池ケース内面になる側に、無光沢ニッケルめっき層が形成されており、電池ケース外面になる側には、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されていることを特徴とする。
本発明の電池ケース用表面処理鋼板は、電池ケース内面になる側に、無光沢ニッケルめっき層が形成されており、電池ケース外面になる側に、半光沢ニッケルめっき層が形成されていることを特徴とする。
【0010】
【発明を実施するための最良の形態】
上記した電池ケース及び表面処理鋼板における半光沢ニッケルめっきの生成について述べると、ワット浴、スルファミン酸浴に硫黄含有有機添加剤を含まない半光沢剤を添加した場合、半光沢剤がニッケルと共析し、その結果、共析めっき層はめっき被膜中の半光沢剤含有量の増加と共に、めっき被膜層の硬さが高くなる。具体的には、硫酸ニッケル浴のめっき表面硬度は、半光沢剤無添加の場合、340〜370程度(ビッカース硬度)であるのに対し、半光沢剤を2〜3cc/l添加した場合、350〜420程度(ビッカース硬度)に高くなる。
このように半光沢ニッケルめっき鋼板を作製し、さらに、この半光沢ニッケルめっき鋼板を、DI成形法およびDTR成形法によって成形して、電池ケース(アルカリマンガン電池LR6型)を作製した。
【0011】
また、パウダリング性をみるため、作製した電池ケースを有機溶剤にてケース内外面の潤滑剤を除去してセロハンテ−プにめっき層の脱落したパウダ−を付着させ、その量の大小を拡大鏡(倍率25倍)で観察した結果、パウダリング性が著しく低減していることを確認した。
さらに、電池ケースの連続成形性をみるため、深絞り成形法とDI成形法、DTR成形法の3通りの成形法でのパウダリング性を測定した。その結果、光沢ニッケルめっき単層鋼板に比較して、本発明に係る半光沢ニッケルめっき層を有する表面処理鋼板はパンチ荷重が低いことを見い出した。
【0012】
このように、本発明に係る表面処理鋼板を成形した場合のパンチ荷重が、光沢ニッケルめっき単層と比べて低いのは、硫黄含有半光沢剤を含まないため、カッピング工程、次工程でのDI成形のしごき工程、DTR成形のストレッチ工程において、摩擦抵抗が下がり、パンチ荷重が低減することによると考えられる。
そして、パンチ荷重が下がる結果、金属接触によるダイおよびパンチの疵の発生が抑えられるため、金型寿命が伸び、電池ケースの連続生産性が向上することは大きな利点となる。次いで摩擦抵抗が低いことは、DI成形性やDTR成形性において重要な要素である電池ケースの抜け性(ストリッピング性)にとっても好都合となる。
なお、本発明は、電池ケースのケース壁を薄肉化する手段としてのDI成形法やDTR成形法に限らず、従来法の多段深絞り成形法においても、パウダリング性の改善が得られ、好適に用いることができる。
【0013】
硫黄を含まない半光沢ニッケルめっき浴への半光沢剤は含窒素複素還化合物と含窒素脂肪族化合物の混合物、不飽和アルコールのポリオキシーエチレン付加物あるいは不飽和カルボン酸ホルムアルデヒドの単独あるいは2種以上の混合物が良い。半光沢剤の添加量は合計で0.3〜10cc/lの範囲が好適である。半光沢剤の添加量が0.3cc/l未満では、半光沢剤のめっき層へ耐パウダリング性に効果がなく、一方、半光沢剤の添加量が10cc/lを超えると、表面処理鋼板の光沢度の一つの尺度である平滑性の効果が飽和に達しかつ半光沢剤が高価であることから不経済である。
【0014】
本発明の表面処理鋼板のめっき厚みは、ケース内面相当側の半光沢ニッケルめっきでは0.5〜3.0μmの範囲が、そして、ケース外面相当側のニッケルめっき厚みの合計では1.0〜4.0μmの範囲が望ましい。ケース内面側のめっき厚が0.5μm未満では、アルカリマンガン電池などの電池において、鋼素地の鉄露出が多く、腐食性が劣り電解液中への鉄イオン溶出による電池性能の劣化を起こすからである。一方、ケース外面のめっき厚が1.0μm未満では、耐食性が十分ではなく、電池ケースのプレス工程、電池作製工程ならびに長期保存中での錆び発生により、1.0μm以上が必要だからである。
ケース内外面のめっき厚の上限(3.0μm、4.0μm)は、それぞれ、めっき厚がこれらの値より大きい場合は、効果が飽和に達しており、それ以上厚くすることは不経済であるからである。
【0015】
表面処理鋼板の母材となる鋼板、即ち、めっき原板としては、通常、低炭素アルミキルド鋼が好適に用いられる。さらに、ニオブ、チタンを添加し、非時効性極低炭素鋼(炭素0.01%未満)から製造された冷延鋼帯も用いられる。
そして、通常法により、冷延後、電解清浄、焼鈍、調質圧延した鋼帯をめっき原板とする。その後、このめっき原板を用い、半光沢ニッケルめっきを行い、表面処理鋼板を作製する。めっき後、調質圧延を行っても良い。
めっき浴は公知の硫酸浴、スルファミン酸浴のいずれでもかまわないが、浴管理が比較的容易な硫酸浴が好適である。
【0016】
【実施例】
本発明について、さらに、以下の実施例を参照して具体的に説明する。
板厚0.25mmならびに0.4mmの冷延、焼鈍、調質圧延済の低炭素アルミキルド鋼板を、それぞれ、めっき原板とした。両めっき原板の鋼化学組成は、共に、下記の通りである。
C:0.04%(%は重量%、以下同じ)、Mn:0.22%、Si:0.01%、P:0.012%、S:0.006%、Al:0.048%、N:0.0025%、上記めっき原板を、常法により、アルカリ電解脱脂、水洗、硫酸浸漬、水洗後の前処理を行った後、下記の条件で半光沢ニッケルめっきを行ない、表面処理鋼板を作製した。
【0017】
1)半光沢ニッケルめっき 下記の硫酸ニッケル浴に半光沢剤を添加して作製した。
浴組成
硫酸ニッケル NiSO4・6H2O 320g/l
塩化ニッケル NiCl2・6H2O 10g/l
硼酸 H3BO3 40g/l
浴pH:4(硫酸で調整)
撹拌:空気撹拌
浴温度:60℃
陰極電流密度:10A/dm2
アノード:Sペレット(INCO社製商品名、球状)をチタンバスケットに装填してポリプロレン製バッグで覆ったものを使用。
半光沢剤として、不飽和カルボン酸ホルムアルデヒドあるいはポリオキシーエチレン付加物を用いた。上記の条件で、半光沢剤の添加量および電解時間を変えて、光沢度、めっき厚を変化させた。
【0018】
2)光沢ニッケルめっき 硫酸ニッケル浴に光沢剤を添加して光沢ニッケルめっきを行った。硫黄を含む光沢剤としてベンゼンスルフォン酸誘導体を用い、硫黄を含まない光沢剤として含窒素複素還化合物と含窒素脂肪族化合物の混合物を使った。
浴組成
硫酸ニッケル NiSO4・6H2O 300g/l
硼酸 H3BO3 45g/l
浴温度:50℃
陰極電流密度:10A/dm2
アノード:Sペレット(INCO社製商品名、球状)をチタンバスケットに装填してポリプロレン製バッグで覆ったものを使用。
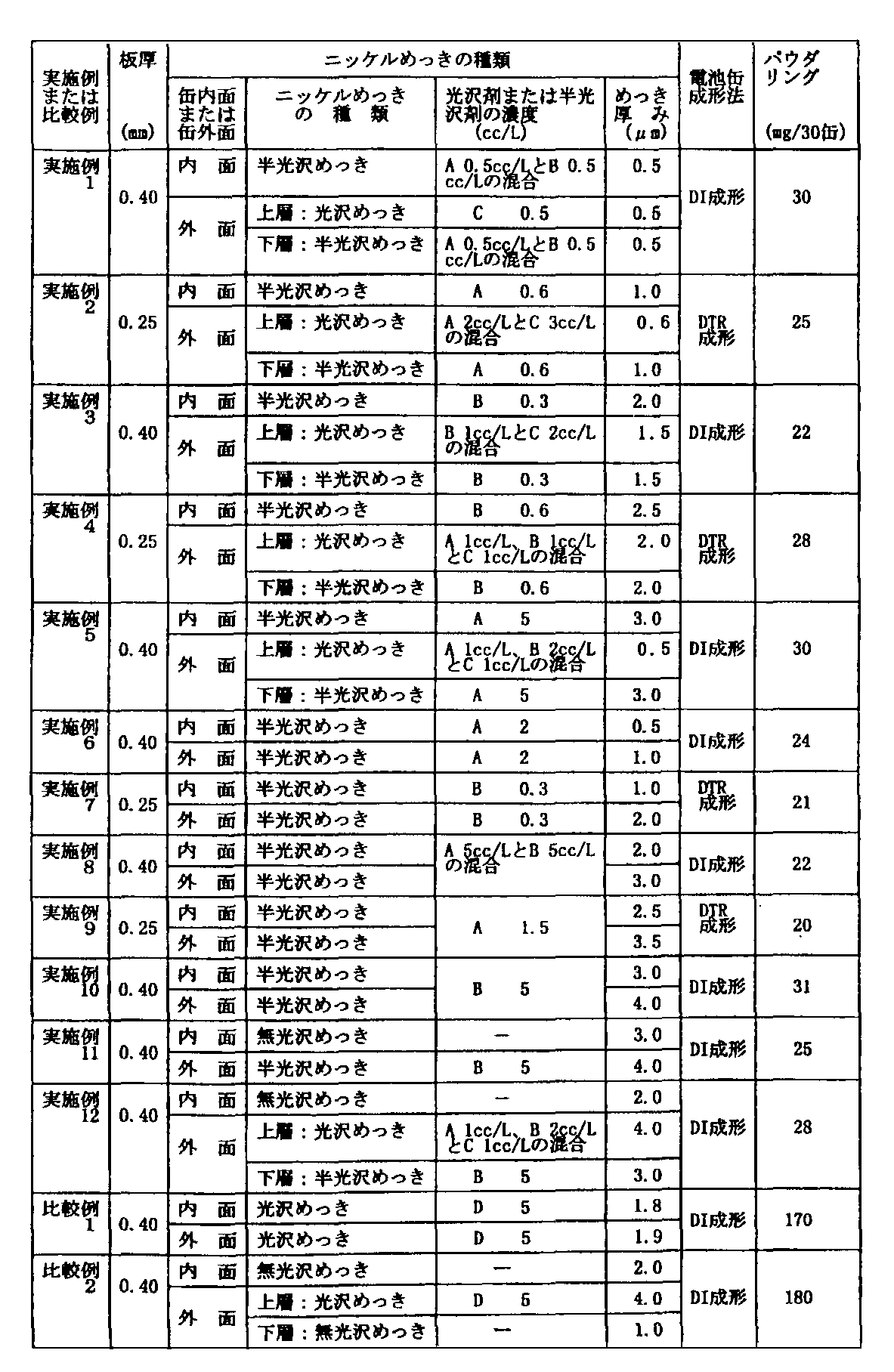
上記の条件で、光沢剤の添加量および電解時間を変えて、めっき厚を変化させた。上記の半光沢ニッケルめっきおよび光沢ニッケルめっきを行った後、めっき厚とめっき被膜合金組成はめっき層を3%硝酸に溶解し、ICP(誘導結合プラズマ発光分光分析)法によって分析した。めっき厚は溶解した各元素の量をめっき面積で除して各元素の比重を勘案してめっき厚(μm)とした。それらの結果を表1に示す。なお、表1において、光沢剤または半光沢剤として不飽和カルボン酸ホルムアルデヒドはAで、ポリオキシーエチレン付加物はBで、含窒素複素還化合物と含窒素脂肪族化合物の混合物はCで、ベンゼンスルフォン酸誘導体はDでそれぞれ示した。また、実施例8と実施例11についてはめっき後、圧延率0.5%の調質圧延を行った。
【0019】
(電池ケース作製)
DI成形法による電池ケースの成形は、板厚0.4mmの上記めっき鋼板を用い直径41mmのブランク径から直径20.5mmのカッピングの後、DI成形機でリドロ−および2段階のしごき成形を行って外径13.8mm、ケース壁0.20mm、高さ56mmに成形した。最終的に上部をトリミングして、高さ49.3mmのLR6型電池ケースを作製した。
一方:DTR成形法の電池ケースの作製は、板厚0.25mmのめっき鋼板を用い、ブランク径58mmに打ち抜き、数回の絞り、再絞り成形によって外径13.8mm、ケース壁0.20mm、高さ49.3mmのLR6型電池ケースを作製した。
【0020】
(パウダリング性評価)
パウダリング性の評価は、上記電池ケースの作製過程における、成形前後、すなわち、ブランク打ち抜き→カッピング→脱脂→重量測定(1)→成形→脱脂→重量測定(2)の重量減によりパウダリング性を評価した。なお、脱脂は、アルカリ浸漬脱脂に引き続き、アセトンによる超音波洗浄を行った。この重量減は1ケースずつの測定では誤差が大きいため、30ケースを1測定単位として3回繰り返し、測定を行った。その結果を表1に示す。
表1から明らかなように、比較例は、脱落したパウダー量が170〜180mg/30ケースと大きな値をとっているのに対し、本発明の実施例1〜12は、いずれも、脱落したパウダー量が20〜31mg/30ケースと小さな値となっている。このことは、本発明に係る電池ケースがパウダリング性に優れていることを示している。
【0021】
【表1】
【産業上の利用可能性】
本発明の電池ケースは、前記半光沢ニッケルめっき層が硫黄含有半光沢剤を含まないことを特徴とする。ここに、半光沢ニッケルめっきはパウダリング性が著しく低減できるので、カッピング工程でパンチ荷重を低くすることができ、金属接触によるダイおよびパンチの疵の発生が抑えられるため、金型寿命が伸び、電池ケースの連続生産性を向上することができる。
Claims (6)
- 電池ケース内面には半光沢ニッケルめっき層が形成され、電池ケース外面は、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されている電池ケース。
- 電池ケース内面には無光沢ニッケルめっき層が形成されており、電池ケース外面は、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されている電池ケース。
- 電池ケース内面には無光沢ニッケルめっき層が形成され、電池ケース外面には半光沢ニッケルめっき層が形成されている電池ケース。
- 電池ケース内面になる側には半光沢ニッケルめっき層が形成されており、電池ケース外面になる側には、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されている電池ケース用表面処理鋼板。
- 電池ケース内面になる側に、無光沢ニッケルめっき層が形成されており、電池ケース外面になる側には、下層に半光沢ニッケルめっき層が形成されており、上層に光沢ニッケルめっき層が形成されている電池ケース用表面処理鋼板。
- 電池ケース内面になる側に、無光沢ニッケルめっき層が形成されており、電池ケース外面になる側に、半光沢ニッケルめっき層が形成されている電池ケース用表面処理鋼板。
【0001】
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11667299 | 1999-04-23 | ||
| PCT/JP2000/002602 WO2000065672A1 (en) | 1999-04-23 | 2000-04-20 | Battery case and surface treated steel sheet for battery case |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3678347B2 true JP3678347B2 (ja) | 2005-08-03 |
Family
ID=14693046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000614520A Expired - Lifetime JP3678347B2 (ja) | 1999-04-23 | 2000-04-20 | 電池ケース及び電池ケース用表面処理鋼板 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP3678347B2 (ja) |
| AU (1) | AU3841100A (ja) |
| WO (1) | WO2000065672A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109689942A (zh) * | 2016-09-13 | 2019-04-26 | 东洋钢钣株式会社 | 电池容器用表面处理钢板的制造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100696929B1 (ko) * | 2002-04-22 | 2007-03-20 | 도요 고한 가부시키가이샤 | 전지 케이스용 표면 처리 강판, 전지 케이스 및 그것을사용한 전지 |
| JP5108342B2 (ja) * | 2007-03-15 | 2012-12-26 | Fdkエナジー株式会社 | 電池用金属部品及び電池 |
| WO2019111556A1 (ja) * | 2017-12-07 | 2019-06-13 | 株式会社豊田自動織機 | 蓄電装置、蓄電装置の製造方法、及び電解メッキ方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5325538B2 (ja) * | 1974-02-28 | 1978-07-27 | ||
| TW430698B (en) * | 1996-05-09 | 2001-04-21 | Toyo Kohan Co Ltd | Surface-Treatment Steel plate for battery case, its manufacture, battery case and battery |
| TW338071B (en) * | 1996-05-09 | 1998-08-11 | Toyo Koban Kk | A battery container and surface treated steel sheet for battery container |
| AU2791797A (en) * | 1996-05-23 | 1997-12-09 | Toyo Kohan Co. Ltd. | Plated steel plate for battery cases, method of manufacturing the same, battery case and battery |
| JP3432523B2 (ja) * | 1996-09-03 | 2003-08-04 | 東洋鋼鈑株式会社 | 電池ケース用表面処理鋼板、電池ケースおよびそれを用いた電池 |
-
2000
- 2000-04-20 WO PCT/JP2000/002602 patent/WO2000065672A1/ja active Application Filing
- 2000-04-20 AU AU38411/00A patent/AU3841100A/en not_active Abandoned
- 2000-04-20 JP JP2000614520A patent/JP3678347B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109689942A (zh) * | 2016-09-13 | 2019-04-26 | 东洋钢钣株式会社 | 电池容器用表面处理钢板的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU3841100A (en) | 2000-11-10 |
| WO2000065672A1 (en) | 2000-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3429319B2 (ja) | 電池ケース及び電池ケース用表面処理鋼板 | |
| JP4808834B2 (ja) | 電池ケース用表面処理鋼板 | |
| WO1995011527A1 (en) | Surface-treated steel sheet for battery case and battery case | |
| KR102479919B1 (ko) | 전지 용기용 표면 처리 강판의 제조 방법 | |
| KR100428831B1 (ko) | 전지 케이스용 표면처리 강판, 전지 케이스 및 이 케이스를 사용하는 전지 | |
| US7150939B2 (en) | Surface-treated steel sheet for battery container, a battery container, and a battery using same | |
| JP2963318B2 (ja) | 電池ケース用表面処理鋼板および電池ケース | |
| JP3678347B2 (ja) | 電池ケース及び電池ケース用表面処理鋼板 | |
| JP3631143B2 (ja) | 電池ケース及び電池ケース用表面処理鋼板 | |
| JP3272866B2 (ja) | アルカリ電池ケース用表面処理鋼板、アルカリ電池ケースおよびアルカリ電池 | |
| JP2534604B2 (ja) | 電池ケ―ス用高加工性ニッケル−錫めっき鋼帯 | |
| JP6798979B2 (ja) | 電池容器用表面処理鋼板の製造方法、及び電池容器用表面処理鋼板 | |
| JP2002155394A (ja) | 電池ケース用表面処理鋼板、電池ケース用表面処理鋼板の製造方法及び電池ケース | |
| JP2784746B2 (ja) | 電池ケース | |
| JP4911952B2 (ja) | 電池容器用めっき鋼板、その電池容器用めっき鋼板を用いた電池容器およびその電池容器を用いた電池 | |
| JP4968877B2 (ja) | 電池容器用めっき鋼板、その製造方法、その電池容器用めっき鋼板を用いた電池容器及びその電池容器を用いた電池 | |
| JP2012114097A (ja) | 電池容器用めっき鋼板、その製造方法、その電池容器用めっき鋼板を用いた電池容器及びその電池容器を用いた電池 | |
| JPS5917198B2 (ja) | シ−ムレス缶の製造方法 | |
| JP2004288653A (ja) | 電池ケース用表面処理鋼板、電池ケースおよびそれを用いた電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050506 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050506 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3678347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080520 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090520 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100520 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110520 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120520 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130520 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140520 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |