JP3604591B2 - 帯掛け包装装置 - Google Patents
帯掛け包装装置 Download PDFInfo
- Publication number
- JP3604591B2 JP3604591B2 JP16006199A JP16006199A JP3604591B2 JP 3604591 B2 JP3604591 B2 JP 3604591B2 JP 16006199 A JP16006199 A JP 16006199A JP 16006199 A JP16006199 A JP 16006199A JP 3604591 B2 JP3604591 B2 JP 3604591B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- folding
- container
- adhesive
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 27
- 239000000853 adhesive Substances 0.000 claims description 56
- 230000001070 adhesive effect Effects 0.000 claims description 56
- 238000005520 cutting process Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 230000008569 process Effects 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 4
- 238000012856 packing Methods 0.000 claims 1
- 230000007246 mechanism Effects 0.000 description 22
- 238000003825 pressing Methods 0.000 description 16
- 230000032258 transport Effects 0.000 description 15
- 238000002788 crimping Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 8
- 238000006073 displacement reaction Methods 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 230000007723 transport mechanism Effects 0.000 description 3
- 235000012054 meals Nutrition 0.000 description 2
- 235000013557 nattō Nutrition 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images












Landscapes
- Basic Packing Technique (AREA)
Description
【発明の属する技術分野】
この発明は、段積み容器にフィルム帯を掛ける帯掛け包装装置に関するものである。
【0002】
【従来の技術】
納豆等を充填した食品容器の複数個を段積みしたうえでシート状フィルムで一体に包装する帯掛け包装が利用されている。この帯掛け包装は、段積み容器の周囲にシート状フィルムを巻き付けて該フィルムの両端を重合状態にし、所定の温度に加熱されたシーラーをフィルム重合部に押し当てて部分的に加熱溶着する方法で行われるのが一般的である。
【0003】
【発明が解決しようとする課題】
ところが、上記のシーラーを、段積み容器の底面側に位置するフィルム重合部に押し当てて部分的に加熱溶着した際に、フィルムならびに容器底面に穴があいたりフィルムの溶融シワが発生したりして包装後の見栄えが悪くなってしまうことがある。
また、フィルム重合部を熱接着するために熱溶着性フィルムを使用する必要があるばかりでなく、食品購入者が帯掛けされたフィルムを破り易くするための開封用ノッチ、ミシン目等を設けることにするとその分装置が複雑化する。
また、食品購入者が例えば1食分のみ食して残りの複数の容器を冷蔵庫等に保管する場合に、開封した帯掛けフィルムを再使用することができないので、ばらばらになり整頓し難い。
【0004】
本発明は、上記の問題点を解消するためになされたもので、段積み容器にシート状フィルムを巻き付けて包装したときの見栄えが極めて良好になる帯掛け包装装置を提供することを目的とする。また、開封後の帯掛けフィルムを使用して再封止できるようすることをもう一つの目的とする。
【0005】
【課題を解決するための手段】
この技術課題は、前記の各請求項に記載した構成の段積み容器の帯掛け包装装置により解決される。ここでいう帯掛け包装装置は、例えば図15に示したように、複数の容器が積み重ねられてなる段積み容器Kに帯(シート状)フィルムFを巻き回してフィルム両端部を接着する包装工程を担うものである。
【0006】
請求項1記載の包装装置では、段積み容器の最上面に供給されて容器の左右の側部に沿って折り曲げられたシート状フィルムを折込部材にて段積み容器の底面側に折り曲げ、接着材が塗布されている端部(帯掛け重合代)を支持レールの下側位置で重合状態にして貼着している。上記のシート状フィルムは両端が接着材にて貼着されるため、加熱溶着に起因する問題は起きない。例えば溶融シワが発生することがなく見栄え良く仕上がる。
なお、シート状フィルムの貼着に繰り返し再封可能な感圧性接着材を使用することが好ましい。これによって帯掛け包装の開封が容易となり、しかも、開封したシート状フィルムの再封止(再使用)が可能になる。
また、シート状フィルムの両端をそれぞれ支持レールの下側位置へ折り込んだ第1及び第2の両折込部材は、各々フィルム端部を支持しつつ段積み容器の移送速度と同速度で該支持レールに沿って移動して、重合状態となるように折り込むが、前記第1の折込部材の先端部には切欠部26eが形成してあると共にその切欠部26eに隣接して滑り止め部材26hが設けてある。一方、前記第2の折込部材には滑り止め部材27fを設けてある。
又、前記第1及び第2の折込部材でシート状フィルムの両端部を前記支持レールの下側位置へ折り込んだ状態で、そのシート状フィルムの左右の端部をそれぞれ支持し、容器底面の支持面におけるシート状フィルムのフィルム重合部における前記切欠部26eに対応する位置には、接着材塗布装置により接着材が塗布されている。
そこで、前記第1及び第2の折込部材でシート状フィルムの左右の端部をそれぞれ支持して、シート状フィルムのフィルム重合部を接着剤で接着するに当たって、シート状フィルムとの摩擦抵抗が大なる処理が施されて滑り難くなっている滑り止め部材26hと滑り止め部材27fによって、フィルムが重合され貼着されるまでフィルムがずれないように位置決めされて折り込むことができる。
【0007】
請求項2記載の包装装置では、接着材塗布装置による接着材の塗布は、原反ロールから引き出された連続フィルムがシート状フィルムとして切断されるまでの間において行われる。したがって、接着材塗布時の位置決めが容易でその分装置も簡略化される。なお、原反ロール(フィルム材料)は熱融着させるタイプのものと共用可能で、また、フィルムの性状や接着材の種類等に合わせて接着材の塗布位置や量を適宜に調節することもできる。
【0008】
請求項3記載の包装装置における切欠部26eは、先に折り込まれるシート状フィルムの表面に塗布されている接着材に接触しないように、第1折込部材26dの先端部で、幅方向中央位置に形成してある。
そのため、第1折込部材26dは、切欠部26eによって、接着材が付着するのを防止できる。すなわち、接着材が付いたシート状フィルムの扱いが容易になり、段積み容器に載置するときの位置決めや、折り曲げ時の操作が容易になる。
【0009】
【発明の実施の形態】
本発明の一実施形態を図に基づいて説明する。図1は帯掛け包装装置を示す正面概略図、図15は帯掛け包装の様子を段階的に説明する図である。この帯掛け包装装置は、複数の容器が積み重ねられてなる段積み容器Kに、原反ロールRから引き出して所定寸法に切断したシート状フィルム(以下、帯フィルムという)Fを上から被せて巻き回すとともに、その帯フィルムFの両端は繰り返し再封止可能な感圧性接着材Hを使用して接着するという帯掛け包装工程を連続的に処理可能に形成されたものであり、大別すると、段積み容器Kを略水平方向に移送する移送手段と、段積み容器Kの最上面位置に帯フィルムFを供給するフィルム供給手段と、その帯フィルムFを段積み容器Kの左右の側部に沿わせるように折り曲げたうえで環状につなぐ貼着手段と、帯掛け包装が済んだ段積み容器Kを次工程に向けて排出する排出手段とからなる構成である。
なお、包装対象の容器は、本例では、納豆を一食分ずつ小分けして入れるポリスチレン製の食品容器であり、段積み状態にしたときに上下方向に所定の弾性を有するものが好適に使用される。
以下、包装装置の各部構成を順に説明する。
【0010】
(1) 移送手段
上記移送手段について説明する。図1及び図2に示すように、本体フレーム2に、段積み容器Kを載置する細長いレール3aと、レール3aに載置された段積み容器Kを所定間隔ごとに支持して移送するための容器搬送コンベヤ4とが備えられている。レール3aは段積み容器Kの底部幅よりやや狭い幅寸法に形成され、フレーム2に設けられたコンベヤステー2aの上面に起立する支持脚2bを介して略水平状に支持されている。
【0011】
レール3aの容器搬送方向下流側にはレール3aと同じ幅の支持板3bが延設されている。この支持板3bは所定の弾性を有する片持ち梁状に支持されて上下方向に撓むことができるようになっている。なお、レール3a及び支持板3bが本発明でいう支持レール3を構成している。
また、コンベヤステー2aには支持レール3と平行に延びる左右のチェーンレール2c,2cが設けられており、各チェーンレール2cに部分的にはまり込んだ左右一対の無端状チェーン4c,4cがそれぞれ対応する駆動側スプロケット4dと従動側スプロケット4eとに掛けられている。この駆動側スプロケット4dは適宜な駆動装置(図示省略)により駆動されるようになっている。
【0012】
上記左右のチェーン4c,4cにわたって多数の押部材4aが一定の取り付けピッチで装着されており、チェーン4c,4cが駆動されると支持レール3を跨いでいる押部材4aがその支持レール3上の段積み容器Kを押動するようになっている。押部材4aの先端部は切欠状凹部4bが形成され、後述するアッパーコンベヤ11により段積み容器Kが押圧されて搬送される際に接触干渉しないように設定されている。
なお、この容器搬送コンベヤ4は、図1及び図14に示すように、包装装置1の下流側(図示右端)に移送した段積み容器Kを排出コンベヤ40(詳しくは後述する)に引き渡すようになっている。
【0013】
(2) フィルム供給手段
次に、前記フィルム供給手段について説明する。フィルム供給手段は、原反ロールRから連続的に引き出した連続フィルムF0 を、ダンサロールを有する張力調節機構で張力を調節しつつ、一包装長分のフィルム幅に応じた移送量分ずつ間欠的に繰り出すようにしたフィルム供給機構5と、繰り出された連続フィルムF0 に対し所定の位置に接着材を塗布する接着材塗布装置6と、その連続フィルムF0 を所定寸法の帯フィルムFに切断する切断装置7と、段積み容器Kの移動にタイミングを合わせて帯フィルムFを順次段積み容器Kの最上面位置に載置するフィルム移載装置8とからなる。
【0014】
接着材塗布装置6は、連続フィルムF0 が切断装置7に達する手前位置に配設されたノズル等の塗布部材6aにより、連続フィルムF0 の幅方向一縁部について、間欠的に繰出しされる連続フィルムF0 の切断ピッチに合わせた所定間隔毎に接着材Hを塗布するものであり、接着材Hの塗布面積(塗布量)はほぼ一定にコントロールされる。これにより接着材Hの塗布位置は、図15に表わされているように、連続フィルムF0 が切断されて帯フィルムFとなって段積み容器Kに載置されたときにフィルム上面側となる面であり、かつ、その帯フィルムFの両端部のうち先に折込まれて重合状態になったときに内側となる方の端部(重合代)に局部的に塗布される。
【0015】
このように、接着材Hを塗布する部位を、帯掛け後に重なり合うフィルム重合代のうちの重合されたときに内側となるフィルム端部にすることで、接着材塗布面を上にしてコンベヤ等での移送が容易にできる。すなわち、容器の側面に沿って折り曲げられていくときに、垂れ下がったフィルムの外面側に塗布面が位置するので、接着材Hが各部にくっついてしまうことが回避される。
【0016】
この接着材Hは、繰り返し再封可能な感圧性接着材、具体的には、約110℃前後で溶融する低温溶融性のホットメルト材(例えば積水化学(株)製のエスダインNo.9132K)が好適に使用される。この他、適宜な接着材(粘着材を含む)を使用することも可能である。
また、上記の接着材Hの塗布部材は、例えばノードソン(株)製EP11スロットガン等を使用することで対応し得る。
【0017】
接着材Hが塗布された連続フィルムF0 は一対の送りローラ5bに挟持されて切断装置7に向けて間欠的に送り出され、フィルム切断カッター7aにより横断方向に切断されて一枚の帯フィルムFとなる。この送りローラ5bには、連続フィルムF0 の接着材塗布位置に対応するフィルム挟持位置に逃がし凹部が形成された周面形状となっており、接着材Hのくっつきが回避されている。そして、切断された帯フィルムFは、次述するフィルム移載装置8にて段積み容器Kの最上部に供給される。
【0018】
図3及び図4に示すように、フィルム移載装置8はフィルム送り機構9とフィルム移送機構10とからなる。
先ず、フィルム送り機構9について説明する。切断カッター7aにより切断された帯フィルムFは、斜め下向きに傾斜する棒状の下ガイド部材9aと上ガイド部材9bとの間を複数の上段供給ベルト9c,9d(上下にあって帯フィルムFを挟持して送る。)によって案内されて進み、2本の下段供給ベルト9e上に乗り移るようになっている。
【0019】
この供給ベルト9c,9d,9eは、図1に示すごとく、容器搬送コンベヤ4を駆動するチェーン駆動機構の駆動チェーン4fを介して容器搬送コンベヤ4と同調するように中間チェーン9fにより連係駆動されており、押部材4aの移動による段積み容器Kの移送タイミングと帯フィルムFの供給タイミングとが一致してその帯フィルムFが段積み容器Kの上に正しく載置されるようになっている。9hは中間チェーン9fを駆動するスプロケットである。
【0020】
そして、段積み容器Kの上に中央部が乗った帯フィルムFが左右にねじれたりして位置ずれを起こさないように、フィルム移送機構10の送り爪10aが帯フィルムFの両端部を支持して押部材4aと同じ速度で前方に移動する。この送り爪10aは前後のスプロケット10b,10cとテンションローラ10dと駆動スプロケット10eとに掛けられた無端チェーン10fに装着されており、チェーン10fは、駆動スプロケット10eに連結するチェーン駆動機構の駆動チェーン4fによって容器搬送コンベヤ4及びフィルム送り機構9と同調するように駆動されている。
こうして、押部材4aに押され、かつ、帯フィルムFが載置された状態でレール3a上を移動する段積み容器Kは、次述するアッパーコンベヤ11の移送面に当接する。
【0021】
アッパーコンベヤ11は、押部材4aによって下流方向に移送される段積み容器Kに対して帯フィルムFを上から押圧して位置ずれを防ぐとともに、帯掛け工程が済むまで段積み容器Kを弾性変形させ、押圧力を解除したときの段積み容器Kの復元により帯フィルムFをぴんと張り、弛みをなくすとともに製品の見栄えを良くするためのものである。
【0022】
図1、図3及び図5に示すように、アッパーコンベヤ11はプーリ11a,11b,11cに無端ベルト11dを掛けたもので、その搬送面は全体としては支持レール3と平行に設置され、先端部にはプーリ11bにより下向きに傾斜する引込面が形成されている。なお、プーリ11cは図示省略の駆動装置を介して、容器搬送コンベヤ4、フィルム送り機構9及びフィルム移送機構10と同調するように駆動されている。なお、アッパーコンベヤ11の設定高さは、図示省略の調整機構により容器段積み数や容器高さの変更等に対応して適宜に設定できるようになっている。
【0023】
このアッパーコンベヤ11の左右両側付近に、ベルト搬送面(下面)の高さ位置から下方に突出する立て板状の折込ガイド12が配設されている。左右一対の折込ガイド12は帯フィルムFを折り曲げる折曲機構というべきもので、図1に示すように、先端部が斜め下向きに傾斜しており、この傾斜部12aに帯フィルムFが案内されて、その段積み容器Kの側部に沿うように、段積み容器Kと共に移送されるにつれて徐々に折り曲げられていく。この傾斜部12aを過ぎると帯フィルムFは段積み容器Kの上面から左右側面に沿って折り曲げられ、帯フィルムFの各折り曲げ端部が垂下状に支持された状態となる。
【0024】
(3) 折込貼着手段
次に、上記の帯フィルムFをさらに容器底面側に折り曲げて貼着する折込貼着手段について説明する。この折込貼着手段は、帯フィルムFの左右両端を支持板3bの下面側に折り込む折込機構20と圧着コンベヤ30とからなり、支持板3b上の位置に移送されてきた段積み容器Kに対して作用するように構成されている。
【0025】
先ず、折込機構20について図6,図7,図8を参照して説明する。前後対をなすスプロケット21,22(21a〜21d,22a〜22d)に掛けられた4列の無端のチェーン23(23a〜23d)が本体フレーム2側に固定されたチェーンレール14(14a〜14d)(図8参照)にガイドされて運動するように配備され、移送方向に向かって右側2本のチェーン23a,23bと左側2本のチェーン23c,23dとには段積み容器Kの移送方向と直角に延びるレール24a,25aを有する多数の支持体24,25がそれぞれ装着されている。支持体24,25のそれぞれの取り付けピッチは押部材4aの間隔と同じである。なお、スプロケット21,22は駆動側スプロケット4dと同調して回転し、支持体24,25は段積み容器Kの移送速度と同速度で容器移送方向下流に向けて移動するようになっている。
【0026】
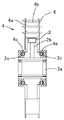
支持体24,25には、第1折込具26,第2折込具27が容器移送方向と直交する方向に進退移動自在に装着されている。図10及び図11に示すように、第1及び第2折込具26,27は、ホルダ26a,27aに、レール24a,25aに沿って転動できるローラ26b,27bと、本体フレーム2側に固定された左右のカムプレート13に形成されたカム溝13a,13bにはまり込むカムフォロワ26c,27cと、第1及び第2折込部材26d,27dとが取り付けられてなり、チェーン23が駆動されると支持体24,25がチェーン23の進行方向に移動するとともに、第1及び第2折込具26,27とがカム溝13a,13bの形状に応じて近接/離間するようになっている。
【0027】
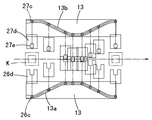
なお、第1折込部材26dは接着材塗布面側のフィルム端部を折り込む第1折込具26に取り付けられており、カム溝13a,13bの位相差(後述する)に基づいて第2折込部材27dより先に作動する。したがって、この第1折込部材26dの先端部には、帯フィルムFに付着する接着材Hと接触しないように切欠部(逃がし凹部)26eが形成されるとともに、帯フィルムFとの滑りを良くする処理が施されている。具体的には、本例では、切欠部26eの両側に位置する突出部26pの先端部にフッ素樹脂等からなる薄いシート状の摩擦抵抗軽減部材26fを貼着することで、折込後第1折込部材26dが容器底面から離間するときのフィルムの引き戻しによるフィルムとの摩擦抵抗を軽減し、すべりを良くして、帯フィルムFの位置ズレを防止するようになっている。
【0028】
さらに、突出部26pの基端部付近で摩擦抵抗軽減部材26fに隣接する位置(第1折込部材26dが最前進したときに支持板3bの長手方向中心より略半分の位置に重なり合う部分)には、折り込んだ帯フィルムFを支持板3bとの間で軽接触状態で保持し、第2折込部材27dによる折込完了時までの間にわたり帯フィルムFの位置ズレを防止するために、帯フィルムFを滑りにくくする処理(本例では、摩擦係数が比較的大きな薄いシート状滑り止め部材26hの貼着)が施されている。
【0029】
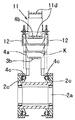
他方、第2折込部材27dの上面には、切欠部26eに対応する形状の押圧部27eが隆起するように設けられている。押圧部27eは、図11に示すように、両折込具26,27の第1及び第2折込部材26d,27dがかみ合うように作動してフィルム端部を折り込んだときに、フィルム重合部を支持板3bの下面に対して押圧できる高さ寸法に設定されている。
【0030】
その押圧部27eの両側位置(前進したときに第1折込部材26dの両側の突出部26pに対応する位置)には、すでに容器底面側に折り込まれている他方のフィルム端部に対して第2折込部材27dでの折り込み時に帯フィルムFの幅方向両端が位置ズレするのを防止するために、帯フィルムFとの摩擦係数が大なる処理、(本例では、比較的薄い滑り止め部材27fの貼着)が施されている。
【0031】
なお、第2折込部材27dは容器底面側で第1折込部材26dと重合状態となったときに、第1折込部材26d下面とで帯フィルムFを挟み込むことのないわずかなすきまが存するように設定され、これにより第1及び第2折込部材26d,27dが離間する際に貼着状態の帯フィルムFを引きはがすことが防がれる。押圧部27eが支持板3bの下面を押圧して上方に撓んだ場合であっても同じである。
【0032】
なお、前記カム溝13a,13bの形状は、図9に示すように、本体フレーム2の中心線(段積み容器Kの移送中心線L)に対して非対称である。すなわち、第1折込具26が作動して帯フィルムFの一端を支持板3bの下面側に折り込んだ後(図8の想像線参照)、やや位相が遅れるようにして第2折込具27が作動して帯フィルムFの他端を折り込んでフィルム重合部を形成する。そして、そのフィルム重合部における接着材塗布位置を、若干隆起した押圧部27eにて支持板3bの下面側に押圧することで接着材Hの接着を確実にすることができるようになっている。なお、カム溝13a,13bの後半部の形状はほぼ対称であり、押圧工程が済んだら両折込具26,27は同時に両側の待避位置に移動する。
【0033】
次に、図12,図13を参照して圧着コンベヤ30について説明する。
両図に示す圧着コンベヤ30は、段積み容器Kの底面幅より幅狭に形成された圧着ベルト31からなる搬送部が設けられて、容器搬送コンベヤ4の終端部に重なるように配設され、支持板3bの先端部下面が圧着ベルト31の上面(搬送面)と略平行状に接触する位置関係になっている。本例では、支持板3bの先端部が圧着コンベヤ30の搬送領域の中程の位置まで延びている。この圧着ベルト31は前後のプーリ32,33及び34に掛けられており、プーリ34と連結するスプロケット(図示省略)が容器搬送コンベヤ4を駆動するチェーン4cにて同時に駆動されるようになっている。圧着コンベヤ30の圧着ベルト31上面とアッパーコンベヤ11の下面(搬送面)との間隔は、段積み容器Kを上下から適度に押圧する寸法になっている。
【0034】
すなわち、支持板3b上に載置されて押部材4aに押されて移送されてきた段積み容器Kが圧着ベルト31上に位置するときに、帯フィルムFのフィルム重合部が支持板3bの弾性により支持板3bと圧着ベルト31に挟まれて押圧されるので、押圧力を確保し易く、アッパーコンベヤ11による押圧力の付加と相まって接着材による貼着がより確実なものになる。また、支持板3bは、薄板状であり、かつ、片持ち梁状に支持されているので、圧着ベルト31に沿いやすく、段積み容器Kの引き渡しがスムーズにできる。
【0035】
(4) 排出手段
帯掛け包装が済んだ段積み容器Kは、排出コンベヤ40により排出される。この排出コンベヤ40は圧着コンベヤ30及び容器搬送コンベヤ4の終端位置まで移送された段積み容器Kを受け取って、さらに、次工程に向けて移送するもので、図14に示す如く、移送ライン中心から左右両側に離間して設けられた2本の丸ベルトがプーリ42,43に巻き掛けられ、図示しない駆動モータにより回転作動されるようになっている。
【0036】
押部材4aにより押送されてきた段積み容器Kはその最下段容器の鍔部が2本の丸ベルトに載置されて移送され、また、その移送速度は容器搬送コンべヤ4並びに圧着コンベヤ30の搬送速度より速い移送速度に設定されていることにより、押し部材から受け渡しされた段積み容器Kは、その前方に設けられた押部材4aの後面側に当接状態となるように分離され、その受け渡しが確実かつ良好に行なわれるよう設定されている。
【0037】
次に、上記のように構成された帯掛け包装装置1の作用説明をする。
(A) 前工程において所定個数毎に段積みが行なわれた段積み容器Kを容器搬送コンベヤ4の押部材4a間に順次供給する。段積み容器Kは所定間隔毎に保持され、レール3a上を押部材4aに押されるようにして移送される。
【0038】
(B) 一方、接着材Hが塗布されて所定寸法に切断された帯フィルムFは、フィルム供給機構5により、所定位置まで移送されてきた段積み容器Kの上面にタイミングを合わせて一枚ずつ載置される。
【0039】
(C) そして、段積み容器Kが帯フィルムFの上からアッパーコンベヤ11に押圧されつつ下流側に移送される際に、帯フィルムFは、アッパーコンべア入口から下流側に向かって下降傾斜状に設けられた折込ガイド12に案内されて、左右両端部が段積み容器Kの両側面に沿うように略コ字状に折り曲げられる。
【0040】
(D) 段積み容器Kがアッパーコンベヤ11と支持板3bとに挟まれて上下から押圧されつつ下流側に移送される間に、支持板3bの側方に配備された折込機構20の第1及び第2折込具26,27が段積み容器Kの移送速度と同速度で下流側に移動すると共に、支持板3bの直下位置に向けて移動することで、支持板3bの下方で第1折込部材26d及び第2折込部材27dが帯フィルムFの両端部を重合状に折込む。
【0041】
(E) 第1折込部材26d及び第2折込部材27dが支持板3bの下方位置まで移動して帯フィルムFの両端部を重合状に折込むために、両折込部材26d,27dの支持板直下位置への進入タイミングがわずかにずれて前後するように設定されていて、接着材Hが帯フィルムFの表面(外面)側に塗布された側のフィルム端部が第1折込部材26dにて支持板3b下面に沿うように折込まれた後に、第2折込部材27dにより帯フィルムFの他方の端部が支持板3b下面に折込まれることで、両端部が支持板3bの下面において重合状態となる。
【0042】
(F) 第1折込部材26dの先端には、帯フィルムFを滑り易くする処理、具体的にはフッ素樹脂等からなる摩擦抵抗軽減部材26fが貼着され、フィルムとの摩擦抵抗を軽減してすべりを良くし、帯フィルムFを折込む際の折込抵抗を少なくして、折込時のフィルムの位置ズレを防止するようになっている。
また、この第1折込部材26dの先端には、帯フィルムFに塗布された接着材Hに接触しないようにする切欠部(逃がし凹部)26eが形成され、第2折込部材27dには、両折込部材26d,27dが段積み容器Kの底面位置に帯フィルムFを折込んだ時に、切欠部(逃がし凹部)26eに進入し、フィルム重合部の接着材H(再封性接着剤)の塗布位置をフイルム外面側から支持板3bに対して押圧する押圧部27eが設けられることで、フィルム重合部が接着材Hにより貼着される。
【0043】
さらに、第1折込部材26dは、突出部26pの基端部付近に貼着されている滑り止め部材26hの作用で、折り込んだ帯フィルムFを支持板3bとの間で軽接触状態で保持し、第2折込部材27dによる折込完了時までの間にわたり帯フィルムFの位置ズレを防止する。
また、第2折込部材27dは、すでに容器底面側に折り込まれている他方のフィルム端部に対して第2折込部材27dでの折り込み時に、帯フィルムFの幅方向両端が位置ズレするのを滑り止め部材27fの作用で防止する。
【0044】
(G) そして、段積み容器Kの最下段容器の底面が支持板3bによって支持され、アッパーコンべヤ11によって載置フィルムと共に段積み容器Kが僅かに圧縮された状態で移送方向へ順次移送される。
アッパーコンベヤ11の終端部の手前位置まで帯掛けされた段積み容器Kが移送されると、支持板3bが圧着コンベヤ30上に延設されているので、帯フィルムFの貼着部位は支持板3bと圧着ベルト31にて押圧され接着材Hによる貼着がより強固なものとされる。
【0045】
(H) 上記の支持板3bは、第1折込部材26d及び第2折込部材27dが支持板3bの下方に進入する位置から圧着コンベヤ30の配設位置の搬送路の所定領域に至る間について薄板上に形成されるとともにその最終端部は支持されない自由端とされて、圧着コンベヤ30の搬送体(圧着ベルト31)上面に当接した状態になるように設定され、折込機構20における両折込部材26d,27dが支持板3bに対してフィルム重合接着部を押圧する際に上方へ逃げて両折込部材26d,27dが帯フィルムFの両端部を重合した状態で段積み容器Kが下流側に移送される時の重合フィルムのズレを防止し、また、圧着コンベヤ30の配設領域については、圧着コンベヤ30の搬送体面に支持板3bが弾性的に接触した状態となって、支持板3bと圧着コンベヤ30とにより、フィルム重合接着部をより良好に貼着するように作用する。
【0046】
(I) 段積み容器Kが排出コンベヤ40によて、アッパーコンべヤ11の終端より下流側に移送される際に、圧着コンベヤ30とアッパーコンべヤ11とによる段積み容器Kの圧縮が解除され、帯掛けされた帯フィルムFは段積み容器Kの弾性復帰作用により、上下方向にたるみなく良好な包装状態として下流側に排出される。
【0047】
上記構成の帯掛け包装装置においては、接着材塗布装置6による接着材Hの塗布は、連続フィルムF0 に対して行うようにしたが、カット後の帯フィルムFの移送過程で行っても良い。
また、折込機構20は段積み容器Kの移送速度と同速度で下流側へ移動しつつ第1及び第2両折込部材26d,27dを近接/離間させるようにしたが、下流側へ移動せず移送方向に対して直角方向にのみ進退移動するようにして構成の簡素化を図ることもできる。
また、支持板3bは片持ち梁状に支持される構造にしたが、適宜な付勢手段を備えて、支持板3bが圧着コンベヤ30と押圧部27eとに対して弾性をもって作用する構造にしても構わない。
この他、当業者の知識に基づき、種々の変更を加えた態様で本発明を実施し得ることは勿論である。
【0048】
【発明の効果】
本発明の帯掛け包装装置では接着材にてシート状フィルムの両端を貼着しており、従来のようなフィルムの加熱溶着に起因する問題が起きない。すなわち、包装後のフィルム重合部に加熱溶融による穴、溶融シワの発生がなく、極めて綺麗な包装ができるので、包装品の見栄えが著しく向上する。また、熱溶着性フィルムを使用する必要がないので包材コストをより低廉なものにできる。
なお、再封性を有する接着材(再封性接着剤ともいう)の使用により、開封後のシート状フィルムを再使用(帯掛け再封止)することができるので、利便性が向上する。
【図面の簡単な説明】
【図1】実施形態に係る帯掛け包装装置の概略正面図である。
【図2】容器搬送コンベヤの縦断面図である。
【図3】フィルム移載装置を説明する部分拡大図である。
【図4】フィルム移送機構の概略側面図である。
【図5】アッパーコンベヤと折込ガイド、支持板との関係を示す概略縦断面図である。
【図6】折込機構の一部破断正面図である。
【図7】同折込機構の平面図である。
【図8】折込機構の折込部材が離間した状態を示す一部破断側面図である。
【図9】カム溝のプロフィルを示す図である。
【図10】第1及び第2折込具の平面図である。
【図11】シート状フィルムの端部を重合状に折り込んだ位置を示す、左右の折込部材の側面図である。
【図12】圧着コンベヤを説明する一部破断正面図である。
【図13】圧着コンベヤを説明する縦断面図である。
【図14】排出コンベヤの正面図である。
【図15】帯掛け包装の説明図である。
【符号の説明】
1 帯掛け包装装置
3 支持レール
3a レール(支持レール)
3b 支持板(支持レール)
4 容器搬送コンベヤ
4a 押部材
5 フィルム供給機構
6 接着材塗布装置
6a 塗布部材
7 切断装置
8 フィルム移載装置
9 フィルム送り機構
10 フィルム移送機構
11 アッパーコンベヤ
20 折込機構
26 第1折込具
26d 第1折込部材
27 第2折込具
27d 第2折込部材
27e 押圧部
30 圧着コンベヤ
40 排出コンベヤ
K 段積み容器
F 帯フィルム(シート状フィルム)
H 接着材
Claims (3)
- 複数の容器が積み重ねられてなる段積み容器を支持レール上に載置した状態で所定間隔ごとに移送する移送手段と、原反ロールから引き出した連続フィルムを所定寸法に切断して一枚ごとのシート状フィルムとし、そのシート状フィルムを段積み容器の最上面位置に供給するフィルム供給手段と、前記移送手段による移送過程において、段積み容器に載置されたシート状フィルムをその段積み容器の左右の側部に沿わせるように折り曲げたうえでその段積み容器の底面側において両端を重合状態にして貼着する折込貼着手段と、を有する帯掛け包装装置であって、
前記フィルム供給手段は、段積み容器に対するシート状フィルムの帯掛け重合代に相当する部位の一部に繰り返し再封可能な感圧性接着材を塗布する接着材塗布装置を備え、前記折込貼着手段はシート状フィルムの左右両端部を前記支持レールの下側位置へ重合状に折り込む第1及び第2の折込部材を備え、
第1及び第2の折込部材は、前記段積み容器の移送速度と同速度で下流方向へ移動しつつシート状フィルムの両端部が段積み容器の底面側において重合状態となるように折り込む構成とされており、
前記第1の折込部材の先端部に切欠部を形成すると共にその切欠部に隣接して滑り止め部材を設け、
前記第2の折込部材に滑り止め部材を設け、
前記第1及び第2の折込部材でシート状フィルムの両端部を前記支持レールの下側位置へ折り込んだ状態で、そのシート状フィルムの左右の端部をそれぞれ支持し、容器底面の支持面におけるシート状フィルムのフィルム重合部における前記切欠部に対応する位置に前記接着材塗布装置により接着材を塗布することを特徴とする段積み容器の帯掛け包装装置。 - 前記接着材塗布装置には、原反ロールから引き出された連続フィルムがシート状フィルムとして切断されるまでの間において、当該連続フィルムの幅方向一縁部についてその切断ピッチに合わせた所定間隔ごとに接着材を塗布する塗布部材が配設されていることを特徴とする請求項1記載の段積み容器の帯掛け包装装置。
- 前記切欠部は、先に折り込まれるシート状フィルムの表面に塗布されている接着材に接触しないように、第1折込部材の先端部で、幅方向中央位置に形成してあることを特徴とする請求項1又は2に記載の段積み容器の帯掛け包装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16006199A JP3604591B2 (ja) | 1999-06-07 | 1999-06-07 | 帯掛け包装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16006199A JP3604591B2 (ja) | 1999-06-07 | 1999-06-07 | 帯掛け包装装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000344208A JP2000344208A (ja) | 2000-12-12 |
| JP3604591B2 true JP3604591B2 (ja) | 2004-12-22 |
Family
ID=15707067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16006199A Expired - Fee Related JP3604591B2 (ja) | 1999-06-07 | 1999-06-07 | 帯掛け包装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3604591B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6300297B2 (ja) * | 2013-10-09 | 2018-03-28 | 大阪シーリング印刷株式会社 | 帯掛け包装装置 |
| JP6323937B2 (ja) * | 2013-10-30 | 2018-05-16 | 大阪シーリング印刷株式会社 | 帯掛け包装装置 |
| CN111634502A (zh) * | 2020-07-03 | 2020-09-08 | 镇江市惠灵顿膜业有限公司 | 一种具有防护功能的打孔包装机 |
-
1999
- 1999-06-07 JP JP16006199A patent/JP3604591B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000344208A (ja) | 2000-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH01294406A (ja) | 包装機 | |
| WO1998047505A1 (en) | Neuropeptide y receptor antagonist | |
| JPH0567488B2 (ja) | ||
| US20260109499A1 (en) | Packaging device and method for packaging discrete medicaments in pouches | |
| JP6088846B2 (ja) | 製袋充填包装機 | |
| JP3604591B2 (ja) | 帯掛け包装装置 | |
| US3821046A (en) | Method of making dispensers | |
| JP3718130B2 (ja) | 帯掛け包装装置 | |
| JP2004345727A (ja) | ラベルの貼付装置 | |
| JP6646594B2 (ja) | テープ貼付け装置及び横型ピロー包装機 | |
| JP2676308B2 (ja) | サンドイッチ等の軟質被包装物の包装方法および装置 | |
| JP2707201B2 (ja) | 胴巻包装物品の移送装置 | |
| JP6542167B2 (ja) | 横型ピロー包装機 | |
| JP2670658B2 (ja) | 柔軟な被包装物の供給装置 | |
| JP5546336B2 (ja) | キャップシール装置及びキャップシール方法 | |
| JP6542166B2 (ja) | 横型ピロー包装機 | |
| JP4789830B2 (ja) | 食品包装装置における食材供給機構およびその供給方法 | |
| US3906609A (en) | Apparatus for making dispensers | |
| JPH06345057A (ja) | テープ貼付け方法および装置 | |
| JPS6322329A (ja) | 筒状容器を熱収縮性帯状フイルムにて密着する方法及び装置 | |
| JP2026007487A (ja) | 物品保持装置及び包装機 | |
| JPH0651491B2 (ja) | 自動包装方法及び装置 | |
| JPH0542114U (ja) | ラベル貼着装置 | |
| JP2010275020A5 (ja) | ||
| JP2660382B2 (ja) | フィルム開口端折曲げ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040805 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040929 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071008 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091008 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |