JP3603397B2 - プリンタ装置 - Google Patents
プリンタ装置 Download PDFInfo
- Publication number
- JP3603397B2 JP3603397B2 JP19220195A JP19220195A JP3603397B2 JP 3603397 B2 JP3603397 B2 JP 3603397B2 JP 19220195 A JP19220195 A JP 19220195A JP 19220195 A JP19220195 A JP 19220195A JP 3603397 B2 JP3603397 B2 JP 3603397B2
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric element
- diaphragm
- printer device
- layers
- pressure chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
























Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
【発明の属する技術分野】
本発明は、圧電素子と振動板とのバイモルフ効果により圧力室に満たされる吐出媒体を、吐出ノズルより吐出させて記録媒体に画像を印画するプリンタ装置に関する。
【0002】
【従来の技術】
従来、いわゆるオンデマンド型インクジェットプリンタは、記録信号に応じてインク液滴をノズルより吐出して、紙やフィルムなどの記録媒体に記録するプリンタであり、小型化、低コスト化が可能なため近年急速に普及しつつある。
【0003】
一方、近年、特にオフィスにおいて、デスクトップパブリッシングと呼ばれるコンピュータを用いた文書作成が盛んに行われるようになり、最近では文字や図形だけではなく写真等のカラーの自然画像を文字や図形とともに出力するという要求が増加してきている。このように、高品位な自然画像をプリントするためには、中間調の再現が重要である。
【0004】
このオンデマンド型インクジェットプリンタにおいて、インク液滴を吐出するためには、例えばピエゾ素子を用いる方法や発熱素子を用いる方法が一般的である。ピエゾ素子を用いる方法というのは、ピエゾ素子の変形によりインクに圧力を与えノズルより吐出させる方法である。一方、発熱素子を用いる方法というのは、発熱素子によりインクを加熱沸騰させて発生する泡の圧力でインクを吐出させる方法である。
【0005】
また、中間調を再現するためには、ピエゾ素子または発熱素子に与える電圧やパルス幅を変化させ、吐出する液滴サイズを制御することで印字ドットの径を可変として諧調を表現するものや、ドット径は変化させずに1画素を、例えば4×4のドットよりなるマトリクスで構成し、このマトリクス単位でいわゆるディザ法を用いて諧調表現を行うものがある。
【0006】
ところで、ピエゾ素子の変形によりインクに圧力を与えノズルより吐出させる方法には、何層にも積層された圧電素子を直線的に変位させ振動板を押す方法と、振動板に貼り合わされた単板あるいは2層に積層された圧電素子に電圧を与えることにより振動板を湾曲させる方法がある。
【0007】
図27及び図28には、単板型の圧電素子を用いたプリンタ装置におけるプリントヘッドを示す。このプリントヘッドは、例えば感光性ガラス等からなる基台101と、この基台101に取り付けられる振動板102と、この振動板102上に設けられる圧電素子103と、吐出ノズル104が形成されたオリフィスプレート105とからなる。
【0008】
基台101には、図27に示すように、インクを導入するためのインク導入孔106と、該インクを収容する圧力室107とが形成されている。振動板102は、これらインク導入孔106と圧力室107を覆うようにして、基台101に取り付けられている。圧電素子103は、図28に示すように、厚み方向の上下面にそれぞれ電極108,109を有し、圧力室107と対応した位置の振動板102上に接着剤等によって接合されている。オリフィスプレート105は、基台101の振動板102が設けられる面とは反対側の面に設けられている。このオリフィスプレート105に設けられた吐出ノズル104は、圧力室107と連通するようになっている。
【0009】
このプリントヘッドでは、圧電素子103に電圧が印加されると、バイモルフ効果によって当該圧電素子103が変形し、その変位が振動板102を介して圧力室107に伝達される。すると、この圧電素子103の変位によって、圧力室107の体積が減少し、該圧力室107内に満たされていたインクが吐出ノズル104より吐出される。
【0010】
【発明が解決しようとする課題】
ところが、上記のように、振動板に貼り合わされた単板あるいは2層に積層された圧電素子に電圧を与えることにより振動板を湾曲させる方法では、切断された圧電素子を振動板上に貼り合わせるに際して、微細ピッチを達成するのが困難であるという問題がある。また、振動板上にペースト状の圧電素子を印刷等の手段により配置し、配置後に焼成する場合には、振動板の耐熱性のために焼成温度を1000℃以上にすることが困難であり、圧電材料の特性を十分に発揮することができないという欠点がある。さらに、振動板に圧電素子を貼り合わせた後に切断を行う方法においては、振動板を傷つけることなく、圧電素子のみを切断することが困難であるとともに、絶えず一定な深さで切断をすることは工具の摩耗および工作機械の位置精度を踏まえると容易でない。
【0011】
この一方、何層にも積層された圧電素子を直線的に変位させ振動板を押す方法では、圧電素子自体、高価なものとなり、コストの面で不利である。
【0012】
本発明は、上述の問題点に鑑みて提案されたものであり、単板あるいは2層に積層された圧電素子を用いてコストを抑えると共に、プロセスの安定化および圧電材料特性の発揮、さらには微細ピッチに対応したプリンタ装置を提供することを目的とする。
【0013】
【課題を解決するための手段】
本発明者等は、上記課題を解決すべく鋭意検討した結果、振動板を単層ではなく2層以上の積層構造とし、そのうちの1層を本来の振動板として機能させると共に、圧電素子を切断する際に機械加工により本来の振動板として機能させる振動板までは切断せず、その一歩手前の切断部分に残った他の振動板をエッチング等により除去することで、本来有する圧電材料の特性の発揮、微細ピッチの実現がなされることを見い出した。また、複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子を、当該圧力室の列方向と、これに垂直な方向に対して周期的に配置することで、解像度の向上が図れることを見い出した。
【0014】
すなわち、本発明に係るプリンタ装置は、吐出ノズルを複数有してなるオリフィスプレートと、この吐出ノズルに連通し、各吐出ノズルに対応して設けられた圧力室を有してなる基台と、圧力室を全て覆うようにされる振動板と、圧電素子をマスクとして除去されて当該圧電素子と略同一幅とされてなる振動板とからなる2層以上の積層振動板と、この積層振動板上に配置される複数の圧電素子とを備える。そして、このプリンタ装置では、これら複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、圧力室の配列方向に対して周期的に配置される。
【0015】
また、本発明に係るプリンタ装置は、吐出ノズルが2列以上に複数配置されたオリフィスプレートと、この吐出ノズルに連通し、各吐出ノズルに対応して2列以上に配列して設けられた圧力室を有してなる基台と、圧力室を全て覆うようにされる振動板と、圧電素子をマスクとして除去されて当該圧電素子と略同一幅とされてなる振動板とからなる2層以上の積層振動板と、この積層振動板上に所定間隔で配置される複数の圧電素子とを備える。そして、このプリンタ装置では、これら複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、当該圧力室の列方向と、これに垂直な方向に対して周期的に配置される。
【0016】
本発明に係るプリンタ装置においては、振動板を2層以上とし、そのうちの1層を圧力室を全て覆うようにし、残りの層の振動板を圧電素子をマスクとして除去して、当該圧電素子と同一幅としているので、変位力を発生する領域に対して、負荷として働く領域は少なくなり、少ない電圧の印加により大きな変位が得られる。
【0017】
また、このプリンタ装置では、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、圧力室の配列方向に対して周期的に配置されているので、この圧力付与に寄与しない圧電素子が、機械的強度を高める役目をする。
【0018】
さらに、このプリンタ装置では、これら複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、当該圧力室の列方向と、これに垂直な方向に対して周期的に配置されるので、解像度の高い印画が望める。
【0019】
【発明の実施の形態】
以下、本発明を適用したプリンタ装置の実施の形態を、図面を参照しながら詳細に説明する。
【0020】
実施の形態1
図1及び図2に、本発明に係るプリンタ装置におけるプリントヘッド部分の縦断面図と横断面図を示す。
【0021】
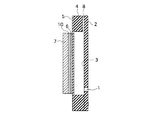
このプリントヘッドは、複数の吐出ノズル1を有してなるオリフィスプレート2と、この吐出ノズル1に連通し、該吐出ノズル1に対応して設けられた圧力室3を有してなる基台4と、この基台4に取り付けられる振動板5,6と、この振動板5,6上に配置される複数の圧電素子7とを備えてなる。
【0022】
オリフィスプレート2は、図1及び図2に示すように、吐出媒体であるインクを吐出する吐出ノズル1を複数有した基板として形成され、基台4の振動板5が設けられる面とは反対側の面に取り付けられている。このオリフィスプレート2に設けられる吐出ノズル1は、基台4に形成された各圧力室3にそれぞれ相対向して設けられると共に、それぞれの圧力室3に連通するようになっている。吐出ノズル1の出口形状は、インクの表面張力により球形になろうとするので、丸形または長方形のどちらでもよい。この例では、図3に示すように、吐出ノズル1の出口形状を円形としている。
【0023】
基台4には、図1及び図2に示すように、インクを吐出ノズル1へと導くための流路が形成されている。かかる流路は、主として図3に示すように、平面長方形をなすインク収容部である圧力室3と、この圧力室3に連通するインク供給路8とからなる。圧力室3には、インク導入部9から分岐されるインク供給路8を介してインクが導入されるようになっている。
【0024】
振動板5,6は、図1及び図2に示すように、2つの振動板が重ね合わされた2層構造とされている。一方の振動板5は、基台4に設けられた全ての圧力室3を覆うようにして、該基台4のオリフィスプレート2が設けられる面とは反対側の面に設けられている。他方の振動板6は、後述の製造プロセスで示すように、圧電素子7をマスクとして除去されることにより、当該圧電素子7と略同一幅とされている。
【0025】
圧電素子7は、焼成されたセラミックの上下面に電極を形成したバイモルフ素子からなり、電圧の印加による変形で圧力室3内の圧力を可変し、吐出媒体であるインクを吐出ノズル1より吐出させる役目をするものである。この圧電素子7は、図3に示すように、平面長方形として形成され、振動板6に対して接着層10を介して接合されている。
【0026】
振動板5,6上に所定間隔で配置された複数の圧電素子7のうち、図1及び図3中、斜線で示す圧力室3と対応する位置に設けられた圧電素子7は、インクを吐出させる際の当該圧力室3の圧力付与に寄与する本来の圧電素子7(以下、これを本圧電素子7と称する。)として機能する。これに対して、圧力室3と対応しない位置に設けられる圧電素子7は、当該圧力室3の圧力付与に寄与しない,いわゆるダミーの圧電素子(以下、これをダミー圧電素子7と称する。)として機能する。このダミー圧電素子7は、後述する製造プロセスで述べるように、基台4やオリフィスプレート2を振動板5,6に接合する際の接合信頼性及び機械的強度を高める役目をする。なお、この例では、本圧電素子7とダミー圧電素子7は、交互に配列されている。
【0027】
このように構成されたプリントヘッドにおけるインクの吐出動作は、次の通りである。図4に示す初期状態から図5に示すように、本圧電素子7に電圧を与えると、該本圧電素子7と積層された振動板5,6とのバイモルフ効果により、これら本圧電素子7と振動板5,6が湾曲する。このため、本圧電素子7に対応した圧力室3に圧力が加わり、該圧力室3に満たされていたインク11が吐出ノズル1より吐出することとなる。
【0028】
このプリントヘッドでは、バイモルフ効果は、積層された2層の振動板5,6と本圧電素子7によって発生される。そして、圧力室3の圧力を高めるために必要な変位を得るにあたる負荷としては、当該圧力室3を覆って設けられる最下層の振動板5のみとなっている。図示すると、図4(a)に示すように、図中Cで示す部分が変位力を発生し、同図中Dで示す部分が負荷として働く。
【0029】
したがって、従来のインクジェットヘッドの構成において変位強度を弱くするために広く設けられていた圧力室3の幅Bを、圧電素子7の幅Aに比較して狭くすることができる。その結果、このプリントヘッドにおいては、圧力室3の大きさを小さくすることが可能となり、当該圧力室3の配置密度を高めることができ、最終的に圧力室3に連通する吐出ノズル1の間隔を小さくすることができることとなる。
【0030】
また、このプリントヘッドでは、接着層10の厚さ誤差は負荷に影響しないという利点がある。図4(a)中、圧電素子7の厚みをt(piezo) 、接着層10の厚みをt(adh) 、上層の振動板6の厚みをt1 、下層の振動板5の厚みをt2 としたときに、負荷の影響の度合いは、Δt(adh) /(t(piezo) +t(adh) +t1 )で表せる。つまり、接着剤の厚さの誤差は、ほぼ1乗でしか影響しない。
【0031】
以上のように構成されたプリントヘッドを製造するには、次のようなプロセスに従って行う。
【0032】
先ず、図6に示すように、2層構造を有する振動板5,6と圧電素子7を準備する。2層よりなる振動板5,6としては、上層の振動板6を溶解する溶液に対して、下層の振動板5がエッチングされない材料を選択する。また、下層の振動板5は、ピット(微小な穴)が存在し難い材料を選択する。さらに、上層及び下層の振動板5,6は、共に導電性であることが望ましい。
【0033】
より具体的には、上層の振動板6を板厚20μm以上の銅を主成分とする金属箔とし、下層の振動板5を板厚15μm以下のニッケルを主成分とする。また、これら振動板5,6の積層方法としては、これらが強固に接合していればよく、上層の振動板6に下層の振動板5をメッキにより形成する方法、あるいは下層の振動板5に上層の振動板6をメッキにより形成する方法、さらには上層の振動板6と下層の振動板5を接合する方法、より具体的には真空雰囲気中において荷重を加えることにより接合する方法等が存在する。
【0034】
一方、圧電素子7は、焼成したセラミックの上下面にそれぞれ電極を形成したものである。図6には、電極を省略して示してある。この圧電素子7の厚みとしては、板厚が200μm以下とすることが望ましい。なお、この例では、圧電素子7は単層のものについて説明を行うが、積層された圧電素子であっても構わない。
【0035】
また、下層の振動板5には、メッキにより形成された材料よりも圧延により形成された材料の方が後のピットが存在する可能性が少ないので、圧延により形成された材料を用いることが望ましい。さらには、振動板5,6を構成する全ての材料が圧延箔により形成されていることがより望ましい。
【0036】
次に、図7に示すように、積層された振動板5,6のうち上層の振動板6に接着剤10を塗布する。あるいは、圧電素子7の表面、さらには圧電素子7と振動板6の両側に接着剤10を塗布してもよい。接着剤10は、後の圧電素子5,6の切断プロセスにおいて、剥離することがないように耐え得る強度を有していれば良い。さらにこの接着剤10は、導電性を有していることが望ましい。より具体的には、エポキシ接着剤に、金属などの導電性粒子を混合したものでよい。
【0037】
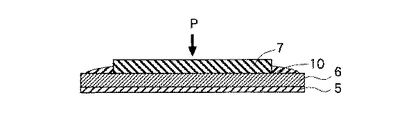
続いて、図8に示すように、振動板5,6と圧電素子7をより強固に接着できるように、および接着剤10の厚さを薄くして接着ができるように、圧電素子7側より圧力Pを加えてプレスを行う。なお、この例では、プレスを加えているが、プレスを行わなくても接着剤10の厚さが安定し、さらに強固に圧電素子7と振動板5,6とが固定される方法を用いた場合には、プレス工程は必要でない。
【0038】
またここで、接着剤10の塗布を安定させるために、上層の振動板6の上にさらに下地層を設けてもよい。例えば、酸化シリコンなどを数10nm設けることにより、塗布時に接着剤中に含まれる可能性のある泡を減らすことも有効である。
【0039】
次に、図9に示すように、接着剤10としてエポキシ系を用いた場合においては、接着剤の熱硬化を行う。
【0040】
次いで、図10に示すように、振動板5,6上に固定された圧電素子7を回転ブレードによるダイシングにより切断する。ここで、切断を行うピッチは、吐出ノズルに連通する圧力室の大きさに対応した大きさとなるように切断加工を行うこととする。また、圧力室3に対応しない部分にもダミー圧電素子7を残すようにする。この圧電素子7の切断工程において、切断手段は、ダイシングの代わりにダイヤモンド粒子を含む砥石加工とすることが可能である。
【0041】
切断を行うに際しては、圧電素子7は完全に切断し、刃物の底が下層の振動板5までには至らないようにする。つまり、下層の振動板5の直前で切断を止める。下層の振動板5の直前というのは、例えば上層の振動板6を5〜10μm残す程度とする。
【0042】
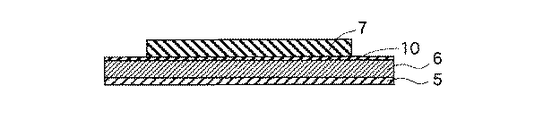
次に、図11に示すように、振動板5,6に接合した圧電素子7を、上層の振動板6のみを溶解あるいはエッチングし、下層の振動板5および圧電素子7は溶解あるいはエッチングしない溶液に浸す。すると、切断されて残った圧電素子7をマスクとして、切断部分に残された下層の振動板5以外の振動板6が除去される。この結果、切断部分に残された上層の振動板6が除去され、底面には下層の振動板5が露出することになる。
【0043】
ここで、上層の振動板6として銅を主成分とする材料を用い、下層の振動板5として、ニッケルを主成分とした材料を用いた場合においては、5〜40%の塩化第2鉄水溶液に数分あるいは数10秒浸すことにより、図11に示すごとく、切断されることにより残された圧電素子7をマスクとしてエッチングを行うことができる。このようにすることで、ダイシングによる振動板の板厚誤差を無くすことができ、厚み精度の高い振動板を得ることができる。
【0044】
次に、図12に示すように、先の工程で得られた圧電素子7と振動板5,6の接合体を、圧力室3とインク供給路が形成された基台であるインク流路形成部材12に接合する。接合するに際しては、本圧電素子7に相対向する位置に、圧力室3が対応するようにする。このとき、上記接合体には本圧電素子7の他にダミー圧電素子7が設けられているため、接着する際に加える圧力を均等なものとすることができる。したがって、接合信頼性が向上するとともに、機械的強度が高まる。
【0045】
そしてさらに、圧力室3に連通し、この圧力室3と対応して設けられた吐出ノズル1を有してなるオリフィスプレート(図示は省略する)を圧力室3と対応する位置に取り付ける。これにより、図1及び図2に示すプリントヘッドが完成する。
【0046】
このようなプロセスを経て製造されたプリントヘッドにおいては、バイモルフ効果は、上下の振動板5,6と本圧電素子7によって発生されることとなっており、圧力室3の圧力を高めるために必要な変位を得るにあたる負荷としては下層の振動板5のみとすることができる。
【0047】
さらに、このバイモルフ効果により振動板5,6を変形させる場合において、負荷として働くものは、下層の振動板5の断面2次モーメントであり、振動板の厚さの3乗に比例する負荷となる。ここで、上記したプロセスにおいては、図11に示した如く溶解あるいはエッチングにより、この断面2次モーメントを規定することとなる。したがって、多数存在する吐出ノズル1に対して、対応して存在する圧力室3に対して、均一な圧力を発生させることができることとなる。
【0048】
ここで例えば、上記プロセスにおいて、圧電素子7をマスクとした溶解あるいはエッチングによる除去を行わず切断工程が終了したのみで、振動板を構成した場合においては、切断時における刃物の摩耗、および切断機の性能に起因する刃物の高さ精度により、振動板の厚さが決定されることとなる。仮に、その精度が例えば1μm以下であったとしても、振動板の板厚の目標値が10μmの場合には、該振動板の厚さが10%程度にばらついてしまうこととなり、結果的に断面2次モーメントは厚さの3乗に比例するので、30%程度のばらつきを有してしまうこととなる。つまり30%のばらつきが振動板の負荷として存在する場合には、結果的にプリンタ装置を構成した場合において、インクの吐出量が著しくばらついてしまうこととなる。
【0049】
しかしながら、上記プロセスを採用することにより、インク吐出時の振動板を変位させる場合の負荷となる振動板5の厚さを薄く、さらに安定に製造することができる。したがって、このプロセスによって製造されたプリントヘッドにおいては、圧力室3の大きさを小さくすることが可能となり、当該圧力室3の配置密度を高めることができ、結果的に圧力室3に連通する吐出ノズル1の間隔を小さくすることができることとなる。
【0050】
さらに、振動板5,6として導電性を有する材料を用いることにより、本圧電素子7に電圧を与える場合において、この振動板5,6を共通電極とすることが可能となる。すなわち、共通電極の端子を設ける場所の節約と端子数の省略に効果を発揮することができる。またさらに、導電性の接着剤10を用いることにより、結果的に圧電素子7の表面に直接電界を与えることができることとなるので、接着剤10の厚さに応じた量の電圧を低くすることができる。
【0051】
またさらに、複数個に分割された圧電素子7を、圧力室3の圧力付与に寄与する本圧電素子7と、圧力室3の圧力付与に寄与しないダミー圧電素子7とが、圧力室3の配列方向に対して周期性をもって配置することにより、図12に示すインク流路形成部材12との固着工程において、圧力の付与を容易にすることができる。
【0052】
そしてさらに、複数個に分割された圧電素子7を、圧力室3の圧力付与に寄与する本圧電素子7と、圧力室3の圧力付与に寄与しないダミー圧電素子7とが、圧力室3の配列方向に対して周期性をもって配置することにより、圧電素子7の切断工程において、切削抵抗の少ない幅の狭い刃を使用することができ、切削条件が安定する。より具体的には、吐出ノズル1のノズルピッチが0.6mm程度であり、本圧電素子7の幅が0.2mm程度である場合においては、約0.1mm程度の刃物を用いればよい。これに対して、本圧電素子7とダミー圧電素子7が圧力室3の配列方向に対して周期性をもって配置しない場合には、0.4mm程度の刃物を用いる必要があり、切削により除去する体積が大きくなり、切断加工が面倒となる。
【0053】
以上が、図1及び図2に示したプリントヘッドの製造方法であるが、この他、次のように製造することもできる。
【0054】
先ず、図13に示すように、2層構造を有する振動板5,6と圧電素子7を準備する。2層よりなる振動板5,6としては、上層の振動板6を溶解する溶液に対して、下層の振動板5がエッチングされない材料を選択する。また、下層の振動板5は、ピット(微小な穴)が存在しにくい材料を選択する。さらに、下層及び上層の振動板5,6は、共に導電性であることが望ましい。
【0055】
より具体的には、上層の振動板6を板厚20μm以上の銅を主成分とする金属箔とし、下層の振動板5を板厚15μm以下のニッケルを主成分とする。また、これら振動板5,6の積層方法としては、これらが強固に接合していればよく、上層の振動板6に下層の振動板5をメッキにより形成する方法、あるいは下層の振動板5に上層の振動板6をメッキにより形成する方法、さらには上層の振動板6と下層の振動板5を接合する方法、より具体的には真空雰囲気中において荷重を加えることにより接合する方法等が存在する。
【0056】
また、圧電素子7は、焼成したセラミックの上下面にそれぞれ電極を形成したものである。図13には、電極を省略して示してある。この圧電素子7の厚みとしては、板厚が200μm以下とすることが望ましい。なお、この例では、圧電素子7は単層のものについて説明を行うが、積層された圧電素子であっても構わない。また、下層の振動板5には、メッキにより形成された材料よりも圧延により形成された材料の方が後のピットが存在する可能性が少ないので、圧延により形成された材料を用いることが望ましい。さらには、振動板5,6を構成する全ての材料が圧延箔により形成されていることがより望ましい。
【0057】
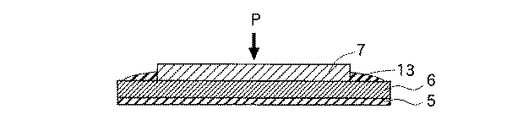
次に、図14に示すように、積層された振動板5,6のうち上層の振動板6にガリウムを成分とする液体金属接着剤13を塗布する。あるいは、圧電素子7の表面、さらには圧電素子7と振動板6の両側に液体金属接着剤13を塗布してもよい。この液体金属接着剤13は、ガリウムと、インジウムあるいは錫あるいは亜鉛の1つ以上を有する2元以上の成分を有し、室温近傍あるいは100℃以下の温度において液体となり、さらに上層の振動板6に対して、拡散反応を生じ、合金化がなされるものである。あるいは、上記液体金属に、金、銀、パラジウムのうち1種以上を成分として有する金属粉末を添加した金属接着剤を用い、室温近傍あるいは100℃以下の温度において、上層の振動板6に対して、拡散反応を生じ、合金化がなされるものである。
【0058】
続いて、図15に示すように、振動板5,6と圧電素子7をより強固に接着できるように、および液体金属接着剤13の厚さを薄くして接着できるように、プレスあるいはローラー処理を行う。
【0059】
なお、この例においては、プレスあるいはローラー処理を行い、液体金属接着剤13の厚さを5μm以下とした。さらに、強固に圧電素子7と振動板5,6とが固定される方法を用いた場合には、プレス工程あるいはローラー工程は必要でない。
【0060】
またここで、液体金属接着剤13の塗布を安定させるために、上層の振動板6の上にさらに下地層を設けてもよい。例えば、酸化シリコンなどを数10nm設けることにより、塗布時に接着剤中に含まれる可能性のある泡を減らすことも有効である。
【0061】
次に、図16に示すように、液体金属接着剤13の拡散合金化反応を終了させるまで室温あるいは200℃以下の温度にて保持する。なおここで、上層の振動板6として銅を主成分とする金属を用いた場合においては、拡散合金化反応により、融点が300℃以上の銅とガリウムの合金が徐々に生成される。さらに保持時間を十分に設けた場合においては、液体金属が完全に固体金属中に拡散し、全てが高融点の合金となり、圧電素子と振動板が強固に接合される。このように、振動板5の表面の領域においては合金層14が生成されるため、圧電素子7と振動板5とが強固に固定されることになる。
【0062】
次いで、図17に示すように、振動板5,6上に固定された圧電素子7を回転ブレードによるダイシングにより切断する。ここで、切断を行うピッチは、吐出ノズルに連通する圧力室の大きさに対応した圧電素子7の大きさとなるように切断加工を行うこととする。この圧電素子7の切断工程において、切断手段は、ダイシングの代わりにダイヤモンド粒子を含む砥石加工とすることが可能である。
【0063】
切断を行うに際しては、圧電素子7は完全に切断し、刃物の底が下層の振動板5までには至らないようにする。つまり、下層の振動板5の直前で切断を止める。下層の振動板5の直前というのは、例えば上層の振動板6を5〜10μm残す程度とする。
【0064】
次に、図18に示すように、振動板5,6に接合した圧電素子7を、上層の振動板6のみを溶解あるいはエッチングし、下層の振動板5および圧電素子7は溶解あるいはエッチングしない溶液に浸す。すると、切断されて残った圧電素子7をマスクとして、切断部分に残された下層の振動板5以外の振動板6が除去される。この結果、切断部分に残された上層の振動板6が除去され、底面には下層の振動板5が露出することになる。
【0065】
ここで、上層の振動板6として銅を主成分とする材料を用い、下層の振動板5として、ニッケルを主成分とした材料を用いた場合においては、5〜40%の塩化第2鉄水溶液に数分あるいは数10秒浸すことにより、図18に示すごとく、切断されることにより残された圧電素子7をマスクとしてエッチングを行うことができる。このようにすることで、ダイシングによる振動板の板厚誤差を無くすことができ、厚み精度の高い振動板を得ることができる。
【0066】
次に、図19に示すように、先の工程で得られた圧電素子7と振動板5,6の接合体を、圧力室3とインク供給路が形成された基台であるインク流路形成部材12に接合する。接合するに際しては、圧電素子7に相対向する位置に、圧力室3が対応するようにする。そしてさらに、圧力室3に連通し、この圧力室3と対応して設けられた吐出ノズル1を有してなるオリフィスプレート(図示は省略する)を圧力室3と対応する位置に取り付ける。これにより、図1及び図2に示すプリントヘッドが完成する。
【0067】
このようにして製造されたプリントヘッドにおいては、先の方法で製造されたものと同一の効果が得られることはもちろんのこと、次のような点において有利である。すなわち、液体金属接着剤13として強固な合金層14が存在するので、エポキシ等の樹脂系の接着剤11を用いた場合に比較して、より高いバイモルフ効果が得られることとなる。さらに、合金層14は、樹脂系の接着剤11と比較して、変位を吸収し難いので、より高く得られたバイモルフ効果を有効に圧力室3に伝達することができる。すなわち、樹脂系の接着剤11を用いた場合に比較して、圧電素子7に与える電圧を低くしても、インクを吐出することができることとなる。
【0068】
さらに、この場合には、接着層として加熱処理を必要とすることなく室温状態を保った状態を継続するのみであっても、強固な合金層14を形成することができるので、圧電素子7を形成する材料との熱膨張率が大きく異なる振動板の材料を選択したとしても、振動板5,6あるいは圧電素子7にそり等を発生させることがない。つまり、圧電素子7あるいは振動板5,6の材料を選定する場合において、その自由度を高める効果が得られることとなる。
【0069】
なお、この例のプリントヘッドでは、基台4に圧力室3を形成したが、振動板自体に圧力室3を形成するようにしても構わない。すなわち、積層振動板として3層以上の構成を有する振動板を用い、そのうち最下層の振動板にエッチング等の方法により圧力室を形成し、これにオリフィスプレートを固着する等して構成するようにしても構わない。
【0070】
実施の形態2
この例におけるプリントヘッドは、図20に示すように、本圧電素子7とダミー圧電素子7を、圧力室3の列方向Xのみならず、これに垂直な方向Yに対しても周期的に配置したものである。
【0071】
このプリントヘッドでは、図1及び図2に示したプリントヘッドと同様の構成であり、圧電素子7の配列のみが異なる。したがって、ここでは先の例のプリントヘッドと同じ部材には同一の符号を付し、異なる部材には別の符号を付するものとし、同一部分の説明は省略する。また、本例のプリントヘッドにおけるインク吐出動作及び製造方法は、先のプリントヘッドと同じであるのでその説明は省略する。
【0072】
このプリントヘッドは、図20に示すように、中央に設けられるインク導入部9を幹として、このインク導入部9から上下にそれぞれ分岐して設けられるインク供給路8に接続される複数の圧力室3を有し、この圧力室3と対向して設けられる本圧電素子7と、圧力室3に対向しないダミー圧電素子7とが周期的に配列された構成とされている。
【0073】
すなわち、図20中、インク導入部9を境として上方に配列される本圧電素子7(同図中、斜線で示す。)とダミー圧電素子7は、左から順に本圧電素子7、ダミー圧電素子7、本圧電素子7、ダミー圧電素子7と、交互に所定間隔をもって配列されている。一方、インク導入部9を境として下方に配列される本圧電素子7とダミー圧電素子7は、左から順にダミー圧電素子7、本圧電素子7、ダミー圧電素子7、本圧電素子7と、交互に所定間隔をもって配列されている。これを全体から見ると、上方に配列される本圧電素子7の間に下方に配列される本圧電素子7が位置するようにされた,いわゆる千鳥状パターンとして配列されている。
【0074】
これを逆の見方をすると、インク導入部9を境として上方に配列されるノズル列aにおけるダミー圧電素子7の長手方向の延長線上に、下方に配列されるノズル列bにおける本圧電素子7が配置された形とされている。
【0075】
このように配列することにより、ノズル列aに関する圧電素子の分割工程において、ノズル列bに関する圧電素子の分割が同時に行うことが可能となる。さらに、ノズル列a,bの吐出ノズル1は交互に配置されているために、当該吐出ノズル1の高密度化がなされることとなる。
【0076】
なお、図21に示すように、ノズル列a,bに関して圧力上昇に寄与する圧電素子列A,Bの他に、圧力上昇に寄与しない圧電素子列X,Y,Zが存在しても構わない。
【0077】
この他、本圧電素子7とダミー圧電素子7の配列としては、例えば図22に示すようなパターンが考えられる。ここでは、インク導入部9からそれぞれ分岐して設けられるインク供給路8に接続されてなる圧力室3に対向して設けられる本圧電素子7と、圧力室3に対向しないダミー圧電素子7を配列したノズル群を、縦方向に3つ並べ、これら3つのノズル群の本圧電素子7とダミー圧電素子7を、圧力室3の列方向Xと、これに垂直な方向Yに対して周期的に配置したものである。
【0078】
具体的には、図22中上段に位置するノズル群の本圧電素子7とダミー圧電素子7は、左から順に本圧電素子7、ダミー圧電素子7、ダミー圧電素子7、本圧電素子7、ダミー圧電素子7、ダミー圧電素子7、本圧電素子7と、2つおきに本圧電素子7が所定間隔をもって配列されている。
【0079】
一方、中段に位置するノズル群の本圧電素子7とダミー圧電素子7は、左から順にダミー圧電素子7、本圧電素子7、ダミー圧電素子7、ダミー圧電素子7、本圧電素子7と、やはり2つおきに本圧電素子7が所定間隔をもって配列されている。
【0080】
そして、下段に位置するノズル群の本圧電素子7とダミー圧電素子7は、左から順にダミー圧電素子7、ダミー圧電素子7、本圧電素子7、ダミー圧電素子7、ダミー圧電素子7、本圧電素子7と、やはり2つおきに本圧電素子7が所定間隔をもって配列されている。
【0081】
これを全体から見ると、上段に配列される2つの本圧電素子7の間に、中段と下段にそれぞれ設けられる本圧電素子7が互い違いとなるように配置された,いわゆる千鳥状パターンとして配列されている。
【0082】
これを逆の見方をすると、上段と中段のノズル列a、bにおけるダミー圧電素子7の長手方向の延長線上に、下段に配列されるノズル列cにおける本圧電素子7が配置されると共に、上段と下段のノズル列a、cにおけるダミー圧電素子7の長手方向の延長線上に、中段に配列されるノズル列bにおける本圧電素子7が配置された形とされている。
【0083】
このように配列することにより、ノズル列aに関する圧電素子の分割工程において、ノズル列bおよびノズル列cに関する圧電素子の分割が同時に行うことが可能となる。さらに、ノズル列a,b,cの吐出ノズル1は交互に配置されているために、当該吐出ノズル1のさらなる高密度化がなされることとなる。
【0084】
またこの他、図23に示すように、各ノズル群の吐出ノズル1を千鳥状となすと共に、1つの圧力室3に2つの本圧電素子7を配置するようにしてもよい。なお、上述の例ではノズル列の数を3列としたが、4列以上としても同様に吐出ノズル1のさらなる高密度化を図ることができる。
【0085】
実施の形態3
ここでは、上述したプリントヘッドを実際に搭載したプリンタ装置について説明する。
【0086】
プリントヘッドは、例えば図24に示すようなシリアル型のプリンタ装置に搭載される。被印刷物としてのプリント紙15は、ドラム軸方向に平行に設けられた紙圧着ローラ16により、ドラム17に圧着保持されている。そのドラム17の外周近傍には、送りネジ18がドラム軸方向に平行に設けられている。そして、この送りネジ18には、プリントヘッド19が保持されている。かかるプリントヘッド19は、送りネジ18の回転によってドラム17の軸方向に移動するようになされている。
【0087】
一方、ドラム17は、プーリ20、ベルト21、プーリ22を介してモータ23により回転駆動される。さらに、送りネジ18及びモータ23の回転とプリントヘッド19の駆動は、駆動制御部24により印画データ及び制御信号25に基づいて駆動制御される。
【0088】
上記の構成においては、プリントヘッド19が移動して1行分の印字を行うと、ドラム17を1行分だけ回転させて次の印字を行う。プリントヘッド19が移動し印画する場合は、一方向の場合と往復方向の場合とがある。
【0089】
図25は、ライン型の構成例である。この場合は、図24に示すシリアル型のプリントヘッド19及び送りネジ18の代わりに多数のヘッドがライン状に配置されたラインヘッド26が軸方向に固定して設けられている。この構成では、ラインヘッド26で1行分の印字が同時に行われ、印字が完了するとドラム17を1行分だけ回転させて次の行の印字を行う。この場合、全ラインを一括して印字したり、複数ブロックに分割したり、1行おきに交互に印字する方法も考えられる。
【0090】
図26には、印字及び制御系のブロック図を示す。印字データなどの信号26は、信号処理制御回路27に入力され、この信号処理制御回路27において印字順番に揃えられて、ドライバ28を介してヘッド29に送られる。印字順番は、ヘッド29や印字部の構成で異なり、また印字データの入力順番との関係もあり、必要に応じてラインバッファメモリや1画面メモリなどのメモリ30に一旦記録してから取り出す。ヘッド29には、諧調信号や吐出信号を入力する。
【0091】
なお、マルチヘッドでノズル数が非常に多い場合には、ヘッド29にICを搭載して、当該ヘッド29に接続する配線数を減らすようにする。また、信号処理制御回路27には、補正回路31が接続されており、γ補正、カラーの場合の色補正、各ヘッドのばらつき補正などを行う。
【0092】
補正回路31には、予め決められた補正データをROMマップ形式で格納しておき、外部条件、例えばノズル番号、温度、入力信号などに応じて取り出すようにするのが一般的である。信号処理制御回路27は、CPUやDSP構成としてソフトウエアで処理することが一般的であり、処理された信号は各種制御部32に送られる。
【0093】
各種制御部32では、ドラム17及び送りネジ18を回転駆動するモータの駆動、同期、ヘッド19,26のクリーニング、プリント紙15の供給、排出などの制御を行う。また、信号には、印字データ以外の操作部信号や外部制御信号が含まれることは言うまでもない。
【0094】
【発明の効果】
以上の説明からも明かなように、本発明によれば、バイモルフ効果を用いて、インクを吐出する際に圧力室の圧力を高めるために必要な変位を得るにあたり、負荷として存在する振動板の薄板部分を、エッチングあるいは溶解により形成し、さらに薄板部分の板厚を規定できるため、この断面2次モーメントを規定することができ、多数存在するノズルに対応して存在するインク室に対して、均一な圧力を発生させることができる。
【0095】
すなわち、従来の薄板部分の形成をダイシングのみにより行う従来の工程と比較して、薄板部分の板厚制御の精度を高めることができ、結果的に高精度のダイシング装置を用いることなく、高精度の板厚管理を行うことができる。つまり、本発明により、インク吐出時の振動板を変位させる場合の負荷となる振動板の厚さを薄く、さらに安定に製造することが可能となるので、圧力室の大きさを小さくすることが可能となり、当該圧力室の配置密度を高めることができ、結果的に圧力室に連通するノズル間隔を小さくすることができることとなる。したがって本発明のプリンタ装置では、安価な単板あるいは2層に積層された圧電素子を用いて、微細ピッチのノズル配置を実現することができることとなる。
【0096】
また、本発明によれば、焼成された圧電素子を用いることができるので、圧電材料の特性を十分に発揮することができる。またさらに、振動板として3層以上の材料よりなる振動板を用いることにより、圧力室さらには吐出ノズルをもエッチングあるいは溶解工程により形成することができるので、圧力室さらには吐出ノズルと圧電素子との位置合わせ精度を格段に向上させることができ、結果的に振動板を変形させる場合において、負荷として働く振動板の断面2次モーメントの値のみでなく、振動板の変形がなされる長さまでも安定に形成することができ、さらに吐出ノズルの形成も位置合わせ精度よく形成することができることとなる。
【0097】
さらに、接着層として液体金属を用いた場合においては、接着層に強固な合金が存在するので、高いバイモルフ効果が得られることとなる。さらに、合金層は樹脂系の接着剤と比較して、変位を吸収しにくいので、より高く得られたバイモルフ効果を有効に圧力室に伝達することができる。すなわち、接着剤として樹脂系の接着剤を用いた場合に比較して、圧電素子に与える電圧を低くしても、インクを吐出することができることとなる。
【0098】
さらに、加熱処理を必要とすることなく室温状態を保った状態を継続するのみであっても強固な合金層を形成することができるので、圧電素子を形成する材料との熱膨張率が大きく異なる振動板の材料を選択したとしても、振動板あるいは圧電素子にそりなどを発生させることがない。つまり、圧電素子あるいは振動板の材料を選定する場合においてその自由度を高める効果が得られることとなる。
【0099】
さらに、本発明によれば、振動板として導電性の材質を用いることにより、圧電素子に電圧を与える場合において、振動板を共通電極とすることが可能となり、共通電極の端子を設ける場所の節約と端子数の省略に効果を発揮することができる。
【0100】
またさらに、本発明によれば、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、圧力室の配列方向に対して周期性をもって配置されているので、基台との固着工程において圧力の付与を容易にすることができると共に、圧電素子の切断工程において切削抵抗の少ない幅の狭い刃を使用することができ、切削条件を安定なものとすることができる。
【0101】
さらに、複数のノズル列を有するプリンタ装置においては、ノズル列が単列である場合と比較して工程数をさほど増加させることなく、他のノズル列に関する圧電素子の分割が同時に行え、ノズル列を増加させることによるノズルの高密度化、多数化が容易に実現できる。
【図面の簡単な説明】
【図1】本発明を適用したプリントヘッドの横断面図である。
【図2】本発明を適用したプリントヘッドの縦断面図である。
【図3】本発明を適用したプリントヘッドの平面図である。
【図4】本発明を適用したプリントヘッドのインク吐出待機状態を示す断面図である。
【図5】本発明を適用したプリントヘッドのインク吐出状態を示す断面図である。
【図6】本発明を適用したプリントヘッドの製造方法を示すもので、振動板に圧電素子を接合する前の状態を示す断面図である。
【図7】本発明を適用したプリントヘッドの製造方法を示すもので、振動板に接着剤を塗布した状態を示す断面図である。
【図8】本発明を適用したプリントヘッドの製造方法を示すもので、振動板に圧電素子を接着した状態を示す断面図である。
【図9】本発明を適用したプリントヘッドの製造方法を示すもので、接着剤を熱硬化した状態を示す断面図である。
【図10】本発明を適用したプリントヘッドの製造方法を示すもので、圧電素子をダイシングした状態を示す断面図である。
【図11】本発明を適用したプリントヘッドの製造方法を示すもので、エッチングにより振動板の厚みを規定した状態を示す断面図である。
【図12】本発明を適用したプリントヘッドの製造方法を示すもので、インク流路形成部材を接合した状態を示す断面図である。
【図13】本発明を適用したプリントヘッドの他の製造方法を示すもので、振動板に圧電素子を接合する前の状態を示す断面図である。
【図14】本発明を適用したプリントヘッドの他の製造方法を示すもので、振動板に液体金属接着剤を塗布した状態を示す断面図である。
【図15】本発明を適用したプリントヘッドの他の製造方法を示すもので、振動板に圧電素子を接着した状態を示す断面図である。
【図16】本発明を適用したプリントヘッドの他の製造方法を示すもので、液体金属接着剤の拡散合金化反応が終了した状態を示す断面図である。
【図17】本発明を適用したプリントヘッドの他の製造方法を示すもので、圧電素子をダイシングした状態を示す断面図である。
【図18】本発明を適用したプリントヘッドの他の製造方法を示すもので、エッチングにより振動板の厚みを規定した状態を示す断面図である。
【図19】本発明を適用したプリントヘッドの他の製造方法を示すもので、インク流路形成部材を接合した状態を示す断面図である。
【図20】本発明を適用したプリントヘッドの他の例を示す平面図である。
【図21】本発明を適用したプリントヘッドのさらに他の例を示す平面図である。
【図22】本発明を適用したプリントヘッドのさらに他の例を示す平面図である。
【図23】本発明を適用したプリントヘッドのさらに他の例を示す平面図である。
【図24】シリアル型プリンタ装置の概略構成図である。
【図25】ライン型プリンタ装置の概略構成図である。
【図26】制御系のブロック図である。
【図27】従来のプリントヘッドの縦断面図である。
【図28】従来のプリントヘッドの横断面図である。
【符号の説明】
1 吐出ノズル
3 圧力室
5,6 振動板
7 圧電素子
10 接着剤
13 液体金属接着剤
14 合金層
Claims (21)
- 吐出ノズルを複数有してなるオリフィスプレートと、
この吐出ノズルに連通し、各吐出ノズルに対応して設けられた圧力室を有してなる基台と、
圧力室を全て覆うようにされる振動板と、圧電素子をマスクとして除去されて当該圧電素子と略同一幅とされてなる振動板とからなる2層以上の積層振動板と、
この積層振動板上に配置される複数の圧電素子とを備え、
これら複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、圧力室の配列方向に対して周期的に配置されていることを特徴とするプリンタ装置。 - 圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子が、交互に配置されていることを特徴とする請求項1記載のプリンタ装置。
- 圧電素子は、単板のピエゾ素子であることを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、1層以上を金属材料としたことを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、除去される振動板を、銅を主成分とする金属材料とすることを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、圧力室を全て覆うようにされる振動板を、ニッケルを主成分とする金属材料とすることを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板を、それぞれ別個に圧延された素材を真空中における接合により形成した材料とすることを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、導電性の接着剤が配置されていることを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムを成分として有する合金層が存在することを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムと、インジウムあるいは錫のうち1成分以上を成分として有する合金層が存在することを特徴とする請求項1記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムと、銅、銀、金、パラジウムのうち1成分以上を成分として有する合金層が存在することを特徴とする請求項1記載のプリンタ装置。
- 吐出ノズルが2列以上に複数配置されたオリフィスプレートと、
この吐出ノズルに連通し、各吐出ノズルに対応して2列以上に配列して設けられた圧力室を有してなる基台と、
圧力室を全て覆うようにされる振動板と、圧電素子をマスクとして除去されて当該圧電素子と略同一幅とされてなる振動板とからなる2層以上の積層振動板と、
この積層振動板上に所定間隔で配置される複数の圧電素子とを備え、
これら複数の圧電素子のうち、圧力室の圧力付与に寄与する圧電素子と、圧力室の圧力付与に寄与しない圧電素子とが、当該圧力室の列方向と、これに垂直な方向に対して周期的に配置されていることを特徴とするプリンタ装置。 - 圧電素子は、単板のピエゾ素子であることを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、1層以上を金属材料としたことを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、除去される振動板を、銅を主成分とする金属材料とすることを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板のうち、圧力室を全て覆うようにされる振動板を、ニッケルを主成分とする金属材料とすることを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板を、それぞれ別個に圧延された素材を真空中における接合により形成した材料とすることを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、導電性の接着剤が配置されていることを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムを成分として有する合金層が存在することを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムと、インジウムあるいは錫のうち1成分以上を成分として有する合金層が存在することを特徴とする請求項12記載のプリンタ装置。
- 2層以上よりなる積層振動板と圧電素子との界面に、ガリウムと、銅、銀、金、パラジウムのうち1成分以上を成分として有する合金層が存在することを特徴とする請求項12記載のプリンタ装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19220195A JP3603397B2 (ja) | 1995-07-27 | 1995-07-27 | プリンタ装置 |
| EP96111869A EP0755793B1 (en) | 1995-07-26 | 1996-07-23 | Printer apparatus and method of production of same |
| DE69612333T DE69612333T2 (de) | 1995-07-26 | 1996-07-23 | Druckvorrichtung und Verfahren zu ihrer Herstellung |
| US08/685,724 US6176570B1 (en) | 1995-07-26 | 1996-07-24 | Printer apparatus wherein the printer includes a plurality of vibrating plate layers |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19220195A JP3603397B2 (ja) | 1995-07-27 | 1995-07-27 | プリンタ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH0939234A JPH0939234A (ja) | 1997-02-10 |
| JP3603397B2 true JP3603397B2 (ja) | 2004-12-22 |
Family
ID=16287360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP19220195A Expired - Fee Related JP3603397B2 (ja) | 1995-07-26 | 1995-07-27 | プリンタ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3603397B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001260352A (ja) * | 2000-03-21 | 2001-09-25 | Matsushita Electric Ind Co Ltd | インクジェットヘッド及びその製造方法 |
| JP3603828B2 (ja) | 2001-05-28 | 2004-12-22 | 富士ゼロックス株式会社 | インクジェット式記録ヘッド及びその製造方法並びにインクジェット式記録装置 |
| US7052117B2 (en) * | 2002-07-03 | 2006-05-30 | Dimatix, Inc. | Printhead having a thin pre-fired piezoelectric layer |
| JP4603762B2 (ja) * | 2002-11-15 | 2010-12-22 | ブラザー工業株式会社 | インクジェットヘッドの製造方法 |
| JP2005199543A (ja) * | 2004-01-15 | 2005-07-28 | Fuji Xerox Co Ltd | インクジェット記録ヘッド及びインクジェット記録装置、並びにインクジェット記録ヘッドの製造方法 |
| KR20070087223A (ko) | 2004-12-30 | 2007-08-27 | 후지필름 디마틱스, 인크. | 잉크 분사 프린팅 |
| JP4362738B2 (ja) | 2007-02-13 | 2009-11-11 | セイコーエプソン株式会社 | 液体噴射ヘッドおよびプリンタ |
| JP5716374B2 (ja) * | 2010-12-09 | 2015-05-13 | 株式会社リコー | 電気−機械変換膜を形成する製造方法、液体吐出ヘッドおよびインクジェットプリンタ |
| JP5637032B2 (ja) * | 2011-03-24 | 2014-12-10 | ブラザー工業株式会社 | 液体吐出ヘッド |
| JP5432304B2 (ja) | 2011-04-20 | 2014-03-05 | パナソニック株式会社 | インクジェット装置 |
-
1995
- 1995-07-27 JP JP19220195A patent/JP3603397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0939234A (ja) | 1997-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0755793B1 (en) | Printer apparatus and method of production of same | |
| US6971738B2 (en) | Piezoelectric actuator | |
| JP3603397B2 (ja) | プリンタ装置 | |
| JP6987580B2 (ja) | 波形生成装置及びインクジェット記録装置 | |
| JP3694652B2 (ja) | 液滴デポジット装置とその製造方法 | |
| JP3577792B2 (ja) | プリンタ装置 | |
| JP3575120B2 (ja) | プリンタ装置及びその製造方法 | |
| JP2000296618A (ja) | インクジェットプリンタヘッド及びその製造方法 | |
| JP4492110B2 (ja) | インクジェットヘッドのノズルプレートの製造方法 | |
| JP2004262242A (ja) | 印刷ヘッド及び印刷方法 | |
| JP3379538B2 (ja) | 液体噴射ヘッドおよび液体噴射記録装置 | |
| JP3473608B2 (ja) | 液体噴射ヘッド | |
| JP4193684B2 (ja) | インクジェットヘッドの製造方法 | |
| JP2004090637A (ja) | シリコンデバイスの製造方法及び液体噴射ヘッドの製造方法並びに液体噴射ヘッド | |
| JP2004160947A (ja) | 液体噴射ヘッド及びその製造方法並びに液体噴射装置 | |
| JP4651147B2 (ja) | インクジェットヘッド | |
| JP3473611B2 (ja) | 液体噴射ヘッドの製造方法 | |
| JP2002046282A (ja) | 液滴吐出ヘッド及びマイクロアクチュエータ | |
| JP2003182076A (ja) | インクジェット式記録ヘッド及びインクジェット式記録装置 | |
| JP3473610B2 (ja) | 液体噴射ヘッド及び液体噴射記録装置 | |
| JPH09267489A (ja) | プリンタ装置 | |
| JPH10138474A (ja) | インクジェットヘッド | |
| JP2003251805A (ja) | インクジェット式記録ヘッド及びインクジェット式記録装置 | |
| JP2007196431A (ja) | 液滴吐出ヘッド、及び液滴吐出ヘッドの製造方法 | |
| JP3228338B2 (ja) | インクジェットヘッド、及びこれに適した振動子ユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040608 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040907 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040920 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091008 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091008 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101008 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111008 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121008 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121008 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131008 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |