JP3587436B2 - 化粧シートの製造方法及び化粧材の製造方法 - Google Patents
化粧シートの製造方法及び化粧材の製造方法 Download PDFInfo
- Publication number
- JP3587436B2 JP3587436B2 JP30611098A JP30611098A JP3587436B2 JP 3587436 B2 JP3587436 B2 JP 3587436B2 JP 30611098 A JP30611098 A JP 30611098A JP 30611098 A JP30611098 A JP 30611098A JP 3587436 B2 JP3587436 B2 JP 3587436B2
- Authority
- JP
- Japan
- Prior art keywords
- veneer
- sheet
- decorative
- decorative sheet
- plastic sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Finished Plywoods (AREA)
Description
【発明の属する技術分野】
本発明は、突き板を用いた化粧シートの製造方法及びこの化粧シートを用いた化粧材の製造方法に関するものである。
【0002】
【従来の技術】
住宅用建材、家具、扉等として、合板などの基材の表面に突き板をラミネートして表面化粧を施したものが従来から使用されている。この突き板はその背面に補強のための繊維質シートを接着して、化粧シートとして用いられるのが一般的であり、この化粧シートを基材の表面に接着剤で接着することによってラミネートするようにしている。そしてこのように化粧シートを基材にラミネートした後、表面の突き板に研磨を施すと共に塗料を塗装して着色処理を行なうようにしている。
【0003】
【発明が解決しようとする課題】
しかし、基材には例えば端部などにおいて一般に曲面があり、突き板はこの曲面に沿って屈曲してラミネートされている。従って、化粧シートの表面の突き板を研磨するにあたっては、曲面部分では機械研磨が困難であるので手研磨を行なう必要があって、生産性が悪いという問題があった。
【0004】
また塗装を行なうにあたっては、ロールコーターでは曲面部分を塗装できないので、作業者によるスプレー塗装になって、生産性や塗料歩留まりが悪くなり、特に突き板シートを基材の表面、側面、裏面にそれぞれラミネートしている場合には、裏面を塗装した後に表面の塗装や、側面の塗装を行なう必要があって複数回塗装となり、生産性が悪くなるという問題があった。
【0005】
さらに、基材が鋭利な角度のコーナーを有するなど複雑な形状を有する場合、基材に化粧シートを貼る際に化粧シートに過大な引っ張り力がかかって、化粧シートに割れや破れなどの破損が生じるおそれがあるという問題もあった。
【0006】
本発明は上記の点に鑑みてなされたものであり、効率的な研磨や塗装が可能になると共に生産性が高くなる化粧シートの製造方法及び化粧材の製造方法を提供することを目的とするものである。
【0007】
【課題を解決するための手段】
本発明の請求項1に係る化粧シートの製造方法は、繊維質シート1の表面に突き板2を接着し、この突き板2の表面を研磨すると共に着色処理した後、表面のゴム硬度が20〜90°である一対の加圧ロール4で突き板2の表面に厚みが25〜150μmであるプラスチックシート3を圧締し、このプラスチックシート3を突き板2の導管内に入り込ませて接着することを特徴とするものである。
【0008】
また請求項2の発明は、上記のプラスチックシート3は着色と艶消しの少なくとも一方の処理がなされているものであることを特徴とするものである。
【0011】
また請求項3の発明は、上記の突き板2の表面に着色処理の前にシーラー処理を施すことを特徴とするものである。
【0012】
本発明の請求項4に係る化粧材の製造方法は、請求項1乃至3のいずれかで製造された化粧シート5を基材6の表面にラミネートすることを特徴とするものである。
【0013】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。
【0014】
突き板2は原木をロータリースライスなどして薄くスライスすることによって木質薄片として得られるものであり、厚みは0.2〜0.4mm程度のものが好ましい。また繊維質シート1としては不織布などを用いることができるものであり、その厚みは0.05〜0.2mm程度のものが好ましい。そしてこの繊維質シート1の表面に接着剤を塗布し、この上に突き板2を重ねてプレスすることによって、繊維質シート1の表面に突き板2を接着し、図1(a)のような突き板シート10を作製することができる。
【0015】
次にこの突き板シート10の突き板2の表面を研磨する。突き板シート10は平面状であるので、手動で研磨を行なうような必要がなく、ワイドベルトサンダーなどの研磨装置を用いて生産性高く研磨を行なうことができる。このように研磨をした後、突き板シート10の突き板2の表面に塗料を塗布する。突き板シート10は平面状であるので、ロールコーターによって生産性良く塗料の塗布を行うことができる。そして塗料が乾燥しない間に、塗料を突き板2の表面に擦り付けて拭き取るワイピング処理を行ない、突き板2の表面の導管に塗料を入り込ませるようにするのがよい。このように塗装して着色処理をした後に、シーラーをロールコーター等で塗装するようにしてもよい。また、研磨後、塗料を塗装する着色処理の前に、突き板シート10の突き板2の表面に予めシーラーを塗布するようにしてもよい。このように突き板2の表面に予めシーラーを塗装した後に塗料を塗装する着色処理を行なうようにすれば、突き板2への塗料の密着強度を高めることができ、後述のように突き板2の表面にプラスチックシート3を接着するにあたって、プラスチックシート3の接着強度を高めることができるものである。
【0016】
上記のようにして着色処理した突き板シート10は、所定幅寸法に切断すると共に、長手方向を粘着テープ等で貼り合わせて長尺にし、ロール11に巻き付けておくようにするのがよい。このように突き板シート10を長尺にしてロール11に巻き付けることによって、後述のプラスチックシート3との接着の作業性を高めることができるものである。
【0017】
また、プラスチックシート3としては、ポリプロピレン、ポリエチレンテレフタレート、ポリ塩化ビニル、アクリル系樹脂などで透明に形成したものを用いることができるものであり、その厚みは25〜150μmのものである。厚みが25μm未満では、突き板2を保護・補強する効果が低く、後述のように化粧シート5を基材6にラミネートする際に突き板2に割れや破れなどの破損が生じることを十分に防止できないおそれがある。また厚みが150μmを超えると、突き板2の導管がプラスチックシート3で埋められて、突き板2の木質感が損なわれるおそれがある。このプラスチックシート3は長尺のものをロール12に巻いて用いるのが好ましい。またこのプラスチックシート3としては着色や艶消しの処理がなされているものを用いることができる。着色はプラスチックシート3の表裏両面、あるいは裏面側に施すものであり、艶消しは表裏両面あるいは表面側に施すものである。着色処理はプラスチックシート3に塗料を塗装することによって行なうことができ、また艶消し処理は艶消し塗料を塗装することによって行なうことができる。ここでプラスチックシート3の着色は、プラスチックシート3を透かして突き板2が見えるよう光透過性に施されているものであり、突き板2の木質感が損なわれないようにしてある。
【0018】
図1(b)は突き板シート10とプラスチックシート3を接着する工程を示すものであり、一対の加圧ロール4,4が配設してある。加圧ロール4は外周にゴム層13を設けて形成してあり、加圧ロール4に内蔵したヒーターによって加熱することもできるようにしてある。上記の突き板シート10をロール11から繰り出すと共にプラスチックシート3をロール12から繰り出し、プラスチックシート3の裏面側に接着剤塗布装置14で接着剤を塗布した後、突き板シート10の突き板2側とプラスチックシート3の接着剤側とを重ね合わせて加圧ロール4に通す。このように突き板シート10とプラスチックシート3を加圧ロール4に通して、加圧ロール4で圧締すると共に加熱することによって、突き板シート10の突き板2にプラスチックシート3を接着した図1(c)のような化粧シート5を得ることができるものである。ここで、加圧ロール4は外周のゴム層13のゴム硬度が20°〜90°のものを用いるものである。ゴム硬度が20°未満の場合や、ゴム硬度が90°を超える場合は、プラスチックシート3を突き板2の導管内に深く入り込ませることができず、導管がプラスチックシート3で埋められて突き板2の木質感が損なわれるものである。また加圧ロール4による圧締圧力は5〜25kg/cm2程度が好ましい。さらに、接着剤として溶剤型のように常温で液状のものを用いる場合には上記のようにプラスチックシート3を加圧ロール4に通す直前に接着剤塗布装置14でプラスチックシート3に塗布するようにする必要があるが、プラスチックシート3の背面側に予め常温で固形のホットメルト型接着剤を塗布したものを用いるようにすれば、接着剤塗布装置14を使用する必要はなく、ホットメルト型接着剤を加圧ロール4による加熱によって溶融させて突き板シート10とプラスチックシート3を接着させるようにすることができる。
【0019】
上記のようにして得られる化粧シート5は、基材6の表面にラミネートし、基材6を化粧するために使用されるものである。基材6としては、合板、MDF、パーチクルボードなどで形成したものを用いることができるものである。そして化粧シート5の繊維質シート1の側の面に接着剤を塗布し、基材6の表面に化粧シート5を重ねて真空成形機、プロフィールラミネータ、平面プレスなどを用いて、化粧シート5をプラスチックシート3を外側にして基材6の表面にラミネートすることによって、図2に示すような基材6の表面を化粧シート5で化粧した化粧材Aを得ることができるものである。
【0020】
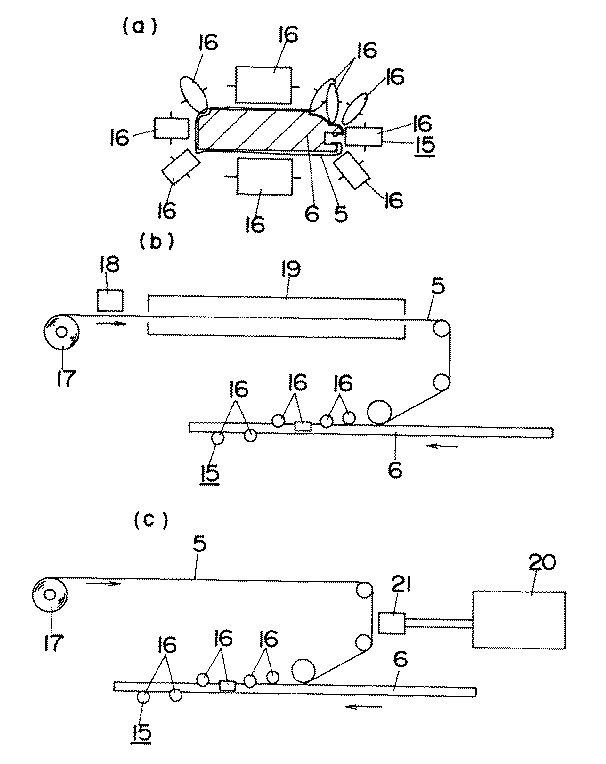
ここで、プロフィールラミネータ15は、基材6の周囲に沿って複数配置したピンチローラ16を具備して図3(a)のように形成されるものであり、化粧シート5を基材6の表側から裏側へと巻き込みながら基材6の表面の曲面に沿って押さえて、化粧シート5を基材6の表面にラミネートすることができるようにしたものである。そして化粧シート5を基材6に接着する接着剤として、2液溶剤型ウレタン系接着剤などの溶剤型接着剤を用いる場合には、図3(b)のように、ロール17から長尺の化粧シート5を繰り出して送りつつナイフコーターなどの接着剤塗布装置18で化粧シート5に接着剤を塗布し、これを乾燥ゾーン19に通して接着剤の溶剤を揮発させた後、基材6を矢印方向に送りながらプロフィールラミネータ15のピンチローラ16で化粧シート5を基材6の表面にラミネートするものである。また化粧シート5を基材6に接着する接着剤として、反応型ウレタン系ホットメルト接着剤などの無溶剤型接着剤を用いる場合には、溶剤の乾燥が不要になるので、図3(c)のように、ロール17から長尺の化粧シート5を繰り出して基材6を供給する直前に、接着剤加熱供給装置20から供給された接着剤をナイフコーターなどの接着剤塗布装置21で化粧シート5に塗布し、基材6を矢印方向に送りながらプロフィールラミネータ15のピンチローラ16で化粧シート5を基材6の表面にラミネートするものである。
【0021】
上記のように基材6の表面に沿って化粧シート5をラミネートするにあたって、化粧シート5の突き板2の表面はプラスチックシート3で保護・補強されているので、基材6が複雑な形状で突き板2が曲げられても、突き板2に割れや破れなどの破損が生じることを防ぐことができるものである。特に鋭利な角度のコーナーや、V溝などがあって、突き板2が鋭利な角度で曲げられても、突き板2に割れや破れなどの破損が生じることを防ぐことができ、外観の良い住宅用建材、家具、扉などを作製することができるものである。
【0022】
また、化粧シート5のプラスチックシート3が着色や艶消しされたものである場合には、化粧材Aに塗装感を与えて化粧材Aの外観を高めることができると共に、化粧材Aに塗装を行なう必要がなくなるので、塗料中の揮発性有機化合物(VOC)などが空気中に揮発するようなことがなくなるものである。さらに基材6の表面に化粧シート5をラミネートすることによって、基材6の表面をプラスチックシート3で覆うことができるので、基材6中のホルムアルデヒドなどの有害な揮発分の放散を遮断して抑制することができるものであり、また基材6の内部に水分や湿気が入ることを抑制することができるものである。
【0023】
【実施例】
以下本発明を実施例によって具体的に説明する。
【0024】
(実施例1)
ポリエステル系不織布で形成した厚み0.1mmの繊維質シート1の表面にビニール系接着剤(コニシ(株)製「CH81」)を40g/m2の塗布量で塗布し、この上にオーク材の厚み0.25mmの突き板2を重ね、温度100℃、時間1分、圧力10kg/cm2の条件でプレスすることによって、繊維質シート1の表面に突き板2を接着し、図1(a)のような突き板シート10を作製した。
【0025】
次にこの突き板シート10の突き板2の表面を突き板2の厚みが0.2mmになるようにワイドベルトサンダーで研磨した。この後、突き板2の表面に塗料(サンユーペイント(株)製着色剤「オパーコステイン994−2」をロールコーターによって50g/m2の塗布量で塗布し、塗料を突き板2の表面に擦り付けて拭き取るワイピング処理を行ない、50℃で2分間乾燥した。さらにこの上にウレタンシーラー(サンユーペイント(株)製「ロースーサンディング38」)をロールコーターによって10g/cm2の塗布量で塗布し、UV硬化させた。この塗装済みの突き板シート10を20cm×24cmに切断し、長手方向をポリプロピレンテープで張り合わせて長尺にし、ロール11に巻き付けた。
【0026】
一方、プラスチックシート3として裏面に厚み20μmのホットメルト接着剤が設けられた厚み50μmの長尺のポリプロピレンシートをロール12に巻いて用いた。このプラスチックシート3には裏面が透明の茶色に着色してあり、表面は艶消し塗料が塗布してある。そしてこのプラスチックシート3をロール12から繰り出すと共に上記の突き板シート10をロール11から繰り出し、突き板シート10の突き板2側とプラスチックシート3の接着剤側とを重ね合わせて加圧ロール4に通した。加圧ロール4はロール径が250mmで、外周にゴム硬度70°、厚み20mmのシリコーンゴムのゴム層13を設けて形成したものである。そして図1(b)のように、加圧ロール4に内蔵したヒーターによって130℃で加熱しながら圧力10kg/cm2、送り速度5m/分で突き板シート10とプラスチックシート3を加熱圧締し、突き板シート10の突き板2の表面にプラスチックシート3を接着した図1(c)のような化粧シート5を得た。
【0027】
次に、下駄箱用かまちの芯材を基材6として用い、図3(b)のように、化粧シート5の裏面に溶剤タイプの二液反応型ウレタン系接着剤(日本フーラー(株)製「HBF66−HBF140」)を150μmの厚みで塗布し、基材6の表面にこの化粧シート5を図3(a)のようにプロフィールラミネータによってラミネートし、図2のような化粧材Aを得た。
【0028】
(実施例2)
実施例1と同様にして化粧シート5を作製し、図3(c)のように、化粧シート5の裏面に反応型ウレタン系ホットメルト接着剤(日本フーラー(株)製「NP2106」)を150μmの厚みで塗布し、実施例1と同じ基材6の表面にこの化粧シート5を図3(a)のようにプロフィールラミネータによってラミネートした。
【0029】
(実施例3)
プラスチックシート3として厚み25μmのポリプロピレンシートを用いるようにした他は実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0030】
(実施例4)
プラスチックシート3として厚み100μmのポリプロピレンシートを用いるようにした他は実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0031】
(実施例5)
加圧ロール4として外周にゴム硬度20°のシリコーンゴムのゴム層13を設けて形成したものを用いるようにした他は実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0032】
(実施例6)
加圧ロール4として外周にゴム硬度50°のシリコーンゴムのゴム層13を設けて形成したものを用いるようにした他は実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0033】
(実施例7)
突き板シート10の突き板2の表面を研磨した後、突き板2の表面に実施例1と同じウレタンシーラーをロールコーターによって10g/m2の塗布量で塗布し、UV硬化させ、この後に塗料を塗布するようにした他は、実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0034】
(実施例8)
プラスチックシート3として厚み50μmのポリ塩化ビニルシートを用いるようにした他は実施例1と同様にして化粧シート5を作製し、実施例1と同様にしてこの化粧シート5を基材6の表面にラミネートした。
【0035】
(比較例1)
実施例1と同様にして突き板シート10を作製し、この突き板シート10を実施例1と同様にして基材6の表面にラミネートした。次に、基材6にラミネートした突き板シート10の表面の突き板2を厚みが0.2mmになるように手で研磨した。この後、突き板2の表面に実施例1と同じ塗料をスプレーガンで50g/m2の塗布量で塗布し、塗料を突き板2の表面に擦り付けて拭き取るワイピング処理を行ない、50℃で2分間乾燥した。さらにこの上に実施例1と同じウレタンシーラーをスプレーガンで10g/cm2の塗布量で塗布し、UV硬化させた。最後に、この上にウレタンクリアー塗料(和信化学工業(株)製「ポリウレックス#549フラットクリヤ」)をスプレーガンで60g/m2の塗布量で塗布し、50℃で3分間乾燥した。
【0036】
上記の実施例1〜8及び比較例1で作製した化粧材Aについて、突き板2の導管の表現性を評価した。導管の表現性の評価は導管深さを表面荒さ計で測定しておこなった。また表面のプラスチックシート3を25mm幅で一部剥離し、180°ピーリング強度を測定した。さらにラミネート後の基材6のコーナー部での突き板2の亀裂の有無を目視観察した。これらの結果を表1に示す。
【0037】
【表1】
【発明の効果】
上記のように請求項1の発明は、繊維質シートの表面に突き板を接着し、この突き板の表面を研磨すると共に着色処理した後、表面のゴム硬度が20〜90°である一対の加圧ロールで突き板の表面にプラスチックシートを圧締して接着するようにしたので、突き板は平面状であって、手動で研磨を行なうような必要がなく研磨装置を用いて生産性高く研磨を行なうことができると共に、着色処理するにあたってロールコーターによって生産性良く塗料の塗布を行うことができるものであり、またプラスチックシートを突き板の導管内に入り込ませることによって、突き板の木質感が損なわれることを防止することができるものである。また得られた化粧シートをラミネートするにあたって、突き板の表面はプラスチックシートで保護・補強されており、複雑な形状で突き板が曲げられても突き板に割れや破れなどの破損が生じることを防ぐことができるものである。
また、プラスチックシートとして厚みが25〜150μmのものを用いるようにしたので、突き板の保護・補強効果を高く得ることができて突き板に割れや破れなどの破損が生じることを十分に防止できると共に、突き板の導管がプラスチックシートで埋められて突き板の木質感が損なわれることを防ぐことができるものである。
【0039】
また請求項2の発明は、プラスチックシートとして着色と艶消しの少なくとも一方の処理がなされているものを用いるようにしたので、化粧シートを基材にラミネートして化粧材を作製するにあたって、化粧材の表面に塗装感を与えて外観を高めることができると共に、化粧材に塗装を行なう必要がなくなるものである。
【0042】
また請求項3の発明は、突き板の表面に着色処理の前にシーラー処理を施すようにしたので、突き板の表面に接着したプラスチックシートの接着強度を高めることができるものである。
【0043】
また請求項4の発明は、上記の請求項1乃至3のいずれかで製造された化粧シートを基材の表面にラミネートするようにしたので、化粧シートの突き板の表面はプラスチックシートで保護・補強されており、基材の表面に沿って複雑な形状で突き板が曲げられても、突き板に割れや破れなどの破損が生じることを防ぐことができるものである。
【図面の簡単な説明】
【図1】本発明の実施の形態の一例を示すものであり、(a)は突き板シートの断面図、(b)は突き板シートとプラスチックシートの接着工程の概略正面図、(c)は化粧シートの断面図である。
【図2】本発明の実施の形態の一例における化粧材の断面図である。
【図3】プロフィールラミネータを示すものであり、(a)は断面図、(b),(c)は概略図である。
【符号の説明】
1 繊維質シート
2 突き板
3 プラスチックシート
4 加圧ロール
5 化粧シート
6 基材
Claims (4)
- 繊維質シートの表面に突き板を接着し、この突き板の表面を研磨すると共に着色処理した後、表面のゴム硬度が20〜90°である一対の加圧ロールで突き板の表面に厚みが25〜150μmであるプラスチックシートを圧締し、このプラスチックシートを突き板の導管内に入り込ませて接着することを特徴とする化粧シートの製造方法。
- プラスチックシートは着色と艶消しの少なくとも一方の処理がなされているものであることを特徴とする請求項1に記載の化粧シートの製造方法。
- 突き板の表面に着色処理の前にシーラー処理を施すことを特徴とする請求項1又は2に記載の化粧シートの製造方法。
- 請求項1乃至3のいずれかで製造された化粧シートを基材の表面にラミネートすることを特徴とする化粧材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30611098A JP3587436B2 (ja) | 1998-10-27 | 1998-10-27 | 化粧シートの製造方法及び化粧材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30611098A JP3587436B2 (ja) | 1998-10-27 | 1998-10-27 | 化粧シートの製造方法及び化粧材の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000250277A Division JP3740963B2 (ja) | 2000-08-21 | 2000-08-21 | 化粧シートの製造方法及び化粧材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000127324A JP2000127324A (ja) | 2000-05-09 |
| JP3587436B2 true JP3587436B2 (ja) | 2004-11-10 |
Family
ID=17953169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30611098A Expired - Fee Related JP3587436B2 (ja) | 1998-10-27 | 1998-10-27 | 化粧シートの製造方法及び化粧材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3587436B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104175377A (zh) * | 2013-05-24 | 2014-12-03 | 佛吉亚汽车内部设备工业公司 | 用于加工饰面板的方法和设备、以及相应的饰面板 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5685834B2 (ja) * | 2010-05-31 | 2015-03-18 | 大日本印刷株式会社 | 成型合板及びその製造方法 |
-
1998
- 1998-10-27 JP JP30611098A patent/JP3587436B2/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104175377A (zh) * | 2013-05-24 | 2014-12-03 | 佛吉亚汽车内部设备工业公司 | 用于加工饰面板的方法和设备、以及相应的饰面板 |
| CN104175377B (zh) * | 2013-05-24 | 2018-02-27 | 佛吉亚汽车内部设备工业公司 | 用于加工饰面板的方法和设备、以及相应的饰面板 |
| US10427321B2 (en) | 2013-05-24 | 2019-10-01 | Faurecia Interieur Industrie | Method and installations for processing a veneer and corresponding veneer |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000127324A (ja) | 2000-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103753656A (zh) | 一种柔性复合薄木及其加工方法 | |
| JP3587436B2 (ja) | 化粧シートの製造方法及び化粧材の製造方法 | |
| US20030041543A1 (en) | Forming new sheet flooring widths by controlling application of a bonding agent | |
| JP3740963B2 (ja) | 化粧シートの製造方法及び化粧材の製造方法 | |
| JP3168199B2 (ja) | 化粧材の製造方法 | |
| JP5415214B2 (ja) | 天然木薄紙、その製法、その施工方法および金属化粧板 | |
| JP2002067225A (ja) | 化粧シート貼り木質材 | |
| WO2010038261A1 (ja) | 天然木薄紙およびその製法 | |
| JP2005335283A (ja) | 木質化粧シートおよびその製造方法 | |
| JP3324627B2 (ja) | 板材の化粧方法 | |
| JP2000210906A (ja) | 化粧シ―トの製造方法及び化粧材の製造方法 | |
| JP2003053892A (ja) | 化粧板 | |
| JP2002240008A (ja) | 鏡面部材の製造方法 | |
| JPH07186113A (ja) | 表面化粧木質板 | |
| JPH02281901A (ja) | 裏打化粧単板シートの製造方法 | |
| JP2002036368A (ja) | 木質単板の貼着方法 | |
| JPH0872201A (ja) | 化粧板およびその製造方法 | |
| JP2558382Y2 (ja) | 化粧単板シート | |
| JPH01155965A (ja) | 漆装飾材の製造方法 | |
| JPH10235609A (ja) | 突き板素板の仕上げ方法 | |
| JP2733360B2 (ja) | 木質材料の塗装方法 | |
| JPH10286931A (ja) | 化粧シート被覆材料の製造方法 | |
| JP2886827B2 (ja) | 表装用シートの製造方法 | |
| JPH078189Y2 (ja) | 本木製品 | |
| JP2623182B2 (ja) | 表装材と目地部材およびこれらを用いて仕上げる方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20000620 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040806 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20070820 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080820 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090820 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090820 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090820 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090820 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100820 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110820 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120820 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130820 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |