JP3561007B2 - 樹脂製自動車用衝撃緩衝部材 - Google Patents
樹脂製自動車用衝撃緩衝部材 Download PDFInfo
- Publication number
- JP3561007B2 JP3561007B2 JP24595094A JP24595094A JP3561007B2 JP 3561007 B2 JP3561007 B2 JP 3561007B2 JP 24595094 A JP24595094 A JP 24595094A JP 24595094 A JP24595094 A JP 24595094A JP 3561007 B2 JP3561007 B2 JP 3561007B2
- Authority
- JP
- Japan
- Prior art keywords
- bumper beam
- resin
- weight
- back surface
- recesses
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000035939 shock Effects 0.000 title claims description 41
- 229920005989 resin Polymers 0.000 title claims description 17
- 239000011347 resin Substances 0.000 title claims description 17
- 239000006096 absorbing agent Substances 0.000 title claims description 5
- 239000011162 core material Substances 0.000 claims description 21
- 230000003014 reinforcing effect Effects 0.000 claims description 20
- 238000012360 testing method Methods 0.000 description 29
- 230000000052 comparative effect Effects 0.000 description 21
- 238000000465 moulding Methods 0.000 description 13
- 230000000694 effects Effects 0.000 description 9
- 239000003365 glass fiber Substances 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 8
- 239000000155 melt Substances 0.000 description 8
- 230000004888 barrier function Effects 0.000 description 7
- 238000000071 blow moulding Methods 0.000 description 7
- 238000002474 experimental method Methods 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 239000005977 Ethylene Substances 0.000 description 6
- 230000003139 buffering effect Effects 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 6
- 239000008188 pellet Substances 0.000 description 6
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 6
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 6
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical group C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 5
- 239000000806 elastomer Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 229920001384 propylene homopolymer Polymers 0.000 description 5
- 239000013585 weight reducing agent Substances 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 239000011342 resin composition Substances 0.000 description 4
- 239000000454 talc Substances 0.000 description 4
- 229910052623 talc Inorganic materials 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920005653 propylene-ethylene copolymer Polymers 0.000 description 3
- 239000005060 rubber Substances 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 102100040287 GTP cyclohydrolase 1 feedback regulatory protein Human genes 0.000 description 1
- 101710185324 GTP cyclohydrolase 1 feedback regulatory protein Proteins 0.000 description 1
- 229930040373 Paraformaldehyde Natural products 0.000 description 1
- 235000014676 Phragmites communis Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000012812 general test Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images















Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
【産業上の利用分野】
本発明は、樹脂製自動車用衝撃緩衝部材に係り、バンパー、バンパービーム等に利用できる。
【0002】
【背景技術】
従来より、バンパー、バンパービーム等の自動車用衝撃緩衝部材には、金属製のものが多用されてきた。この金属製のバンパー等は、強度的には問題ないが、重量が大きい、腐食しやすいなどの欠点があった。このため、近年では、省資源の要請や軽量化の観点から、プラスチック製のバンパー等が採用されるようになってきた。
【0003】
このようなプラスチック製のバンパー等は、通常、射出成形により製造されている。しかし、射出成形による製造では、バンパー等が比較的大型の成形品であることから成形機が大型になるという問題、あるいは高い射出成形圧が必要であることから金型が高価になるという問題があった。さらに、射出成形による製造では、金型のキャビティ形状を変更することで成形品の外形形状については比較的自由に設計できるものの、衝撃緩衝を効果的に行うことができる中空構造を有するバンパー等の製造は困難であった。
【0004】
これに対し、衝撃緩衝を効果的に行うために、ブロー成形により製造される中空構造を有する各種の自動車用衝撃緩衝部材が提案されている(特開平4−120145号公報等参照)。
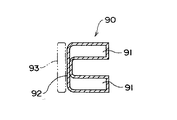
図18には、このような中空構造を有する自動車用衝撃緩衝部材の一例であるバンパービーム90の長手方向直交断面が示されている。バンパービーム90は、このような断面形状が長手方向に連続して形成されている。
このようなバンパービーム90によれば、中空部分91を有しているので、この中空部分91で衝撃を緩衝することができる。
【0005】
【発明が解決しようとする課題】
しかしながら、前述したブロー成形により製造される中空構造を有する自動車用衝撃緩衝部材では、成形方法の特殊性から、その構造や形状は例えば図18に示すように比較的単純なものが多かった。
近年、自動車用のバンパー等は、軽量化の強い要求があることに加え、安全対策上の要求が益々多様化するとともに厳しくなっているため、従来の比較的単純な構造や形状のものでは、これらの要求の全てに充分に対応することが困難となってきており、より一層軽量化を図ることができるとともに実際の衝突を想定した各種の試験に合格することができる自動車用衝撃緩衝部材が望まれていた。
【0006】
また、5MPHペンデュラム試験、バリヤ試験、ポール試験等の規格試験や一般試験に合格させるために、例えば、図18のバンパービーム90の前面部92の前方位置に図中二点鎖線のように発泡体等のエネルギー吸収用の部品93を入れたバンパーとする、あるいはバンパービーム90の肉厚を厚くする等の対策が考えられるが、これらの対策では、高価格となる、あるいは重量が増加する等の問題が発生する。このため、前述した要求の全てには対応できない。
【0007】
本発明の目的は、充分な衝撃緩衝機能を備えるとともに衝撃時の変形量が少なく、かつ軽量な樹脂製自動車用衝撃緩衝部材を提供することにある。
【0008】
【課題を解決するための手段】
本発明は、長尺部材の表面部を特殊な構造として前記目的を達成しようとするものである。具体的には、本発明の樹脂製自動車用衝撃緩衝部材は、中空部を有する長尺部材により形成され、この長尺部材の表面部には長手方向に沿って複数の凹部が、当該表面部の前面部から上面部、及び前面部から下面部に跨って千鳥状に配置形成されていることを特徴とする。ここで、表面部とは、自動車本体への取付側の部分(裏面部)を除く部分のことであり、自動車前面側の部分と上面および下面部分とを含むものである。但し、前面側とは自動車の進行方向を意味するものではなく、樹脂製自動車用衝撃緩衝部材がフロントではなくリヤに取り付けられる場合には、進行方向と逆向きの面となる。
【0009】
また、複数の凹部のうちの少なくとも一つは、長尺部材の長手方向に沿った中心線を越えて配置形成されていることが強度上の点で望ましい。ここで、「中心線を越えて配置形成」とは、中心線を跨ぐように配置形成することである。
そして、複数の凹部のうちの少なくとも一つは、長尺部材の裏面部に結合されていることが強度上の点で望ましく、特に全ての凹部が裏面部に結合されていることが好ましい。
さらに、長尺部材の裏面部にリブを形成する、あるいは長尺部材の裏面部に補強用芯材をインサートすることにより、より一層強度を向上させてもよい。
【0010】
また、以上に述べた本発明の樹脂製自動車用衝撃緩衝部材の成形方法は、ブロー成形が好適であるが、所望の形状を得ることができれば、例えば、ガス射出成形法(中空射出成形法)などの他の成形方法であってもよい。
ここで、ブロー成形に用いる材料としては、従来よりバンパー等の樹脂製自動車用衝撃緩衝部材の材料として用いられている熱可塑性樹脂の中から任意に選ぶことができる。
例えば、ポリプロピレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリ塩化ビニル、ポリカーボネート、ポリアミド、ポリエチレンテレフタレート、ポリスチレン、ポリオキシメチレン、ABS樹脂、AS樹脂、ポリフェニレンエーテル、ポリフェニレンスルフィドなどの熱可塑性樹脂、およびこれらの樹脂にエチレン・プロピレンゴム、エチレン・プロピレン・ジエン三次元ゴムなどのゴム類および/または充填剤としてガラス繊維、炭素繊維、タルク、マイカ、炭酸カルシウムなどを配合したものを挙げることができる。なお、これらの樹脂、ゴム類、充填剤などは、必要に応じて複数のものを配合するようにしてもよい。
【0011】
しかし、本発明のような特定形状を有する樹脂製自動車用衝撃緩衝部材をブロー成形するための材料として、成形加工性、成形品の物性、耐衝撃性、ピンチオフ強度などの機械的強度の点で、特に好適な材料は、メルトインデックス〔230℃、2.16kgf〕が2.0g/10分以下、アイソタクチックペンタッド分率93モル%以上のプロピレン単独重合体、またはメルトインデックスが2.0g/10分以下、エチレン単位含有量15重量%以下、プロピレンホモ重合部のアイソタクチックペンタッド分率93モル%以上のプロピレンブロック共重合体、あるいはこれらのプロピレン系重合体と高密度ポリエチレン、エチレン・プロピレン系エラストマー、エチレン・α−オレフィン(プロピレン以外)系エラストマー、エチレン・プロピレン・ジエン系エラストマーなどのエラストマー、タルクなどの充填剤の中から選択された一種以上のものとの組成物である。
ここで、プロピレン系重合体60〜99重量%、高密度ポリエチレン0〜30重量%、エチレン・α−オレフィン系エラストマー0〜20重量%、タルクなどの充填剤0〜40重量%の範囲において用いられる。
また、この組成物には、さらに所望に応じ、無水マレイン酸変性ポリオレフィン、アクリル酸変性ポリオレフィンのような極性基含有熱可塑性樹脂、炭酸カルシウム、マイカ、ガラス繊維、炭素繊維のような無機充填剤、あるいは酸化防止剤、紫外線吸収剤、熱安定剤、滑剤、難燃剤、着色剤などの各種添加剤を含有することができる。
【0012】
【作用】
このような本発明においては、千鳥状に配置された複数の凹部により衝撃時のエネルギーが吸収される。この際、複数の凹部の側壁(特に、樹脂製自動車用衝撃緩衝部材の長手方向に直交する方向に延びる側壁)が、リブの役割を果たすため、一定の強度を確保しながら所望の衝撃緩衝機能が得られる。また、長尺部材としては、特に限定されるものではないが、少なくとも両端部分に湾曲部を有することが好ましく、このような湾曲形状とすることによって衝撃力を長尺部材全体で受けやすくなるため、より優れた衝撃緩衝機能が得られる。このため、従来のような中空部のみにより衝撃緩衝を行う場合に比べ、多様な衝撃条件を満足できる優れた衝撃緩衝機能が得られる。
また、衝撃緩衝機能を向上させるにあたって、エネルギー吸収用の部品を別途設けたり、あるいは部材の肉厚を厚くする必要はないので、コスト低減、軽量化が図られ、これらにより前記目的が達成される。
【0013】
また、複数の凹部のうちの少なくとも一つ、好ましくは全部を、長尺部材の長手方向に沿った中心線を越えるように配置形成した場合には、リブの役割を果たす側壁が適切な長さ確保されるため、より一層優れた衝撃緩衝機能が得られる。さらに、複数の凹部のうちの少なくとも一つ、好ましくは全部を、長尺部材の裏面部に結合させれば、強度の向上が図られる。そして、前述したように凹部を中心線を越えるように配置形成した場合には、凹部と裏面部との結合が容易に実現される。
また、長尺部材の裏面部にリブを形成したり、あるいは長尺部材の裏面部に補強用芯材をインサートすれば、より一層強度の向上が図られる。
【0014】
【実施例】
以下、本発明の各実施例を図面に基づいて説明する。
〔第一実施例〕
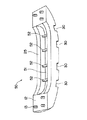
図1には、本発明の第一実施例の樹脂製自動車用衝撃緩衝部材であるバンパービーム10の斜視図が示され、図2、図3には、それぞれバンパービーム10の前面図、上面図(図2中矢印Z方向から見た図)が示されている。また、図4、図5、図6には、それぞれ図2中のA−A線、B−B線、C−C線に沿ったバンパービーム10の長手方向直交断面が示されている。
バンパービーム10は、ブロー成形による成形品であり、図1〜図3に示す如く、図中左右方向に延びかつ両端部分に湾曲部を有する長尺部材11により形成されている。
長尺部材11の長手方向両端部の裏面側(図3中下側)には、図示されない自動車本体への取付用の取付面12が形成されている。この取付面12には、適宜な本数の埋込みボルト13が設けられている。
【0015】
長尺部材11の内部には、図4〜図6に示す如く、中空部20が長尺部材11の長手方向の全体に渡って形成されている。
長尺部材11の表面部21(前面部22、上面部23、および下面部24)には、長尺部材11の長手方向に沿って複数の凹部30が千鳥状に配置形成されている。
つまり、前面部22と上面部23との角部(図2中上側位置)に四つの凹部30が配置形成され、一方、前面部22と下面部24との角部(図2中下側位置)に三つの凹部30が配置形成され、これらの凹部30は、上面部23側、下面部24側に交互に配置されている。
【0016】
各凹部30は、前面部22側から見た状態で略矩形形状に形成されるとともに、前面部22の上下の端縁位置から長尺部材11の長手方向の中心線(図2中の一点鎖線K)を越える位置まで形成されている。
また、各凹部30が中心線Kを越える分の寸法Sは、0〜50mm程度が好ましく、より好ましくは10〜30mm程度である。
【0017】
さらに、各凹部30の長手方向の幅W(図2参照)は、後述する試験用ポールの直径(7inch=178mm)よりも小さくなっており、好ましくは50〜150mm程度がよく、より好ましくは80〜130mm程度である。
そして、各凹部30の深さL1(図4参照)は、バンパービーム10の前面部22の平坦な部分から裏面部25の平坦な部分までの幅Lに対して、L1=1/5L〜1/2L程度が好ましく、より好ましくはL1=1/4L〜1/3L程度である。なお、幅Lの寸法は、バンパービーム10が取り付けられる自動車本体の種類(大きさ、重量等)に応じて決定される。
【0018】
長尺部材11の裏面部25(自動車本体への取付側)には、前面部22側に突出する突出部26が形成され、この突出部26の先端26Aは、各凹部30に結合されている。
また、突出部26の内部には、図4〜図6に示す如く、中空の補強用芯材40がインサートされている。補強用芯材40は、長尺部材11の長手方向の略全長に渡って設けられ、図3中の一点鎖線に示すように、取付面12の位置まで配置されている。しかし、必ずしも取付面12の位置まで配置されていなくてもよい。なお、本発明においてインサートされる補強用芯材の形状は、このような形状に限定されるものではなく任意である。
【0019】
この補強用芯材40の材質は、特に限定されるものではないが、例えば、特開平5−239286号で提案されているものに準じた次のようなものを用いることができる。
(A)メルトインデックス300g/10分以上のプロピレン単独重合体又はプロピレン−エチレン共重合体20〜60重量%とガラス繊維80〜40重量%とから成り、ペレット長が2〜20mmで、かつ、該ガラス繊維長がペレット長に実質上等しいペレット5〜70重量部と、(B)メルトインデックスが3〜20g/10分でアイソタクチックペンタッド分率が93モル%以上のプロピレン単独重合体又はプロピレン−エチレン共重合体95〜30重量部とを全量が100重量部になるように混合したガラス繊維強化ポリオレフィン樹脂組成物、あるいは、(A’)メルトインデックス300g/10分以上のプロピレン単独重合体又はプロピレン−エチレン共重合体20〜60重量%とガラス繊維80〜40重量%とから成る混合物100重量部に対し、酸付加量0.1〜10重量%の酸変性ポリオレフィン1〜10重量部を配合して成り、ペレット長が2〜20mmで、かつ、該ガラス繊維長がペレット長に実質上等しいペレット5〜70重量部と、(B)メルトインデックスが3〜20g/10分で、アイソタクチックペンタッド分率が93モル%以上のプロピレン単独重合体又はプロピレン−エチレン共重合体95〜30重量部とを全量が100重量部になるように混合したガラス繊維強化ポリオレフィン樹脂組成物などである。
なお、補強用芯材としては、このようなガラス繊維強化ポリオレフィン樹脂組成物の他に、樹脂のみで形成されたもの、充填剤配合樹脂組成物、あるいは繊維強化熱硬化性樹脂(GFRP)、金属などで形成されたものを用いてもよい。
【0020】
このような第一実施例においては、以下のようにしてブロー成形によりバンパービーム10を製造する。
先ず、バンパービーム10の外形形状に従ったキャビティを有する成形用金型(不図示)を用意する。この成形用金型には、各凹部30に対応した表面形状のキャビティが形成されている。
次に、成形用金型のキャビティの内部に予め成形しておいた補強用芯材40を取り付ける。
その後、成形用金型により筒状のパリソンを外側から挟み込むとともに、パリソンの内側の空洞部分に空気を吹き込んでパリソンを拡げて成形用金型のキャビティ表面および補強用芯材40の周囲に密着させる。
そして、成形用金型を開き、完成したバンパービーム10を取り出す。この際、補強用芯材40もバンパービーム10として一体化されて取り出される。
【0021】
このような第一実施例によれば、次のような効果がある。
すなわち、バンパービーム10の表面部21には、千鳥状に配置された複数の凹部30が設けられているので、この複数の凹部30が形成された部分(ハニカム構造部分)により衝撃時のエネルギーを吸収できる。
そして、複数の凹部30の側壁(特に、バンパービーム10の長手方向に直交する方向に延びる側壁31)が、リブの役割を果たすため、一定の強度を確保しながら所望の衝撃緩衝機能を得ることができる。
このため、従来のような中空部のみにより衝撃緩衝を行う場合に比べ、多様な衝撃条件を満足できる優れた衝撃緩衝機能を得ることができる。
【0022】
また、衝撃緩衝機能を向上させるにあたって、エネルギー吸収用の部品(例えば、図18の部品93)を別途設けたり、あるいは部材の肉厚を厚くする必要はないので、コスト低減、軽量化を図ることができる。
【0023】
さらに、複数の凹部30は、千鳥状の配置となっているので、側壁31は、適宜な間隔でかつ上下両側に略均等に配置されるため、バンパービーム10の全体に渡って優れた衝撃緩衝機能を得ることができる。
そして、各凹部30は、長手方向に沿った中心線K(図2参照)を越える位置まで形成されているので、適切な長さの側壁31を確保することができ、より一層優れた衝撃緩衝機能を得ることができる。
【0024】
また、各凹部30の長手方向の幅W(図2参照)、つまり凹部30の対向する側壁31間の間隔は、後述する試験用ポールの直径よりも小さくなっているので、ポールに衝突した時のような局部的な衝撃に対しても優れた衝撃緩衝機能を発揮することができる。
【0025】
さらに、各凹部30は、裏面部25の一部である突出部26の先端26Aに結合されているので、バンパービーム10の強度の向上を図ることができる。そして、各凹部30が中心線Kを越えるように配置形成されていることから、このような各凹部30と突出部26の先端26Aとの結合を容易に実現することができる。
【0026】
また、突出部26の内部には、例えば繊維複合材等からなる補強用芯材40がインサートされているので、バンパービーム10の強度のより一層の向上を図ることができる。
【0027】
〔第二実施例〕
図7〜図9には、本発明の第二実施例の樹脂製自動車用衝撃緩衝部材であるバンパービーム50が示されている。図7には、バンパービーム50の上面図が示され、図8には、バンパービーム50を裏面側から見た斜視図が示され、図9には、図7中のD−D線に沿ったバンパービーム50の長手方向直交断面が示されている。
バンパービーム50は、前記第一実施例のバンパービーム10と略同様な構成を有し、裏面部25の構成が一部異なるのみであるので、同一部分には同一符号を付して詳しい説明は省略し、以下には異なる部分のみを説明する。
【0028】
前記第一実施例のバンパービーム10では、突出部26の内部に補強用芯材40がインサートされていたが、本第二実施例のバンパービーム50では、突出部51の内部に補強用芯材40はインサートされていない。また、本第二実施例の突出部51は、前記第一実施例の突出部26とは異なり、取付面12の位置まで形成されていない。
突出部51の内部には、バンパービーム50の長手方向に直交する方向に延びる四本のリブ52が適宜な間隔で設けられている。
【0029】
このような第二実施例によれば、前記第一実施例の補強用芯材40の代わりにリブ52が設けられているので、前記第一実施例と同様に、優れた衝撃緩衝機能および強度を得ることができるという効果がある。
【0030】
〔比較実験〕
なお、本発明の効果を確かめるために、以下のような5MPHペンデュラム試験、5MPHバリヤ試験、5MPHポール試験による比較実験を行った。
本発明の実験例として、前記第一実施例のバンパービーム10において補強用芯材40が設けられていない場合(実験例1)、前記第二実施例のリブ52を有するバンパービーム50の場合(実験例2)、前記第一実施例の補強用芯材40を有するバンパービーム10の場合(実験例3)を用意した。
一方、比較例として、前述した図18の断面形状を有するバンパービーム90の場合(比較例1)、図19の断面形状に示すような前面側の上下に突起部95を有するバンパービーム96の場合(比較例2)を用意した。
【0031】
そして、各実験例1〜3および各比較例1,2のパンパービームの原料樹脂には、
(1)メルトインデックス1g/10分のポリプロピレン(出光石油化学株式会社製、E250G)65重量%と、
(2)メルトインデックス0.03g/10分の高密度ポリエチレン(出光石油化学株式会社製、750LB)20重量%と、
(3)ムーニー粘度〔ML1+4 (100℃)〕=77、エチレン含量73重量%のエチレン・プロピレンエラストマー(日本合成ゴム株式会社製、EP07P)5重量%と、
(4)平均粒径1.5μm、平均アスペクト比15のタルク10重量%と、
を含む樹脂組成物を用いた。
【0032】
また、成形条件および温度条件は、次の通りである。
〔成形条件〕
成形機 :90mmφ
ダイ :100mmφ
アキュームレータ :25リットル
型締圧力 :60ton
スクリュー回転数 :40rpm
モーター負荷 :115A
【0033】

このようにして成形された各実験例1〜3および各比較例1,2のバンパービームを被試験体とし、製品重量4.5kg、製品長さ1.4m、車両重量1200kg、常温にて5MPH(衝撃速度8km/Hr=5mile/Hr)のペンデュラム試験(上下打ち、35mm)、バリヤ試験、ポール試験(直径7inch)の各規格試験を行い、各実験例1〜3および各比較例1,2について、それぞれ最大変形量、最大発生荷重、すべりの有無を調べて総合評価を行った。
この比較実験の結果を次の表1〜表3および図10〜図12に示す。表1、表2、表3には、それぞれペンデュラム試験、バリヤ試験、ポール試験の結果が示されている。また、図10、図11、図12には、それぞれペンデュラム試験、バリヤ試験、ポール試験における変形量と発生荷重との関係が示されている。
【0035】
【表1】
【表2】
【表3】
表1〜表3によれば、各実験例1〜3では、全ての試験において最大変形量が小さく、かつ最大発生荷重が大きく、総合評価も良好となっているのに対し、各比較例1,2では、比較例2のペンデュラム試験において総合評価が良好となっていることを除き、総合評価は悪い結果となっている。また、比較例2についても他のバリヤ試験、ポール試験においては総合評価は悪い結果となっているので、不充分な性能であるといえる。
【0039】
また、図10によれば、図中点線で示された比較例1では、ペンデュラムリーデが滑って変形量が大きいのに対し、図中一点鎖線で示された比較例2では、図19中の突起部95が潰れることにより、すべりが防止され、図中実線で示された実験例1では、複数の凹部30が形成された部分(ハニカム構造部分)が一部エネルギーを吸収して変形し、すべりが防止されていることがわかる。
さらに、図11によれば、図中点線で示された比較例1では、バンパービーム全体が一気に荷重を受けてバンパービームの欠陥部が座屈し、発生荷重が小さくかつ変形量が大きくなるのに対し、図中実線で示された実験例1では、複数の凹部30が形成された部分(ハニカム構造部分)で徐々に荷重が立ち上がって均一な応力が全体にかかっていき、最終的に発生荷重が大きくかつ変形量が小さくなることがわかる。
【0040】
そして、図12によれば、図中点線で示された比較例1では、局部的に応力が集中して早期に座屈が起こり、発生荷重が小さくかつ変形量が大きくなるのに対し、図中実線で示された実験例1では、複数の凹部30が形成された部分(ハニカム構造部分)により応力を広い範囲で受け、発生荷重が大きくかつ変形量が小さくなることがわかる。
以上の比較実験結果により、本発明によるバンパービームが優れた衝撃緩衝機能および強度を備え、各種の試験に充分に対応できることが示され、本発明の効果が顕著に示された。
【0041】
なお、本発明は前記各実施例に限定されるものではなく、本発明の目的を達成できる他の構成も含み、例えば以下に示すような変形等も本発明に含まれるものである。
すなわち、前記第一、第二実施例では、各突起部26,51の内部に、それぞれ補強用芯材40、リブ52が設けられていたが、突起部の内部に補強用芯材およびリブの両方が設けられていてもよい。
また、これらの補強用芯材40やリブ52は必ずしも必要なものではなく、その用途によっては省略してもよいが、強度上の点で設けておくことが好ましい。さらに、本発明の樹脂製自動車用衝撃緩衝部材の裏面部に形成されるリブは、前記第二実施例のような形状のリブ52に限定されるものではなく、例えば、図13に示すような形状のリブ60としてもよい。
【0042】
また、前記各実施例では、合計7個の凹部30が設けられていたが、複数の凹部30が千鳥状に配置されていれば、凹部30の個数は任意であってよい。
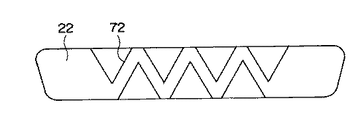
さらに、前記各実施例では、各凹部30の形状は、前面部22側から見て略矩形形状となっていたが、凹部の形状は任意であり、例えば、図14に示すように略台形形状の凹部71としてもよく、図15に示すように略三角形形状の凹部72としてもよく、あるいは図16に示すように略半円形形状の凹部73としてもよく、要するに複数の凹部が千鳥状に配置されていればよい。
【0043】
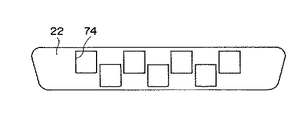
そして、前記各実施例では、各凹部30は、前面部22から上面部23または下面部24に跨がって形成されていたが、図17に示すように前面部22のみに形成された凹部74としてもよい。
【0044】
【発明の効果】
以上に述べたように本発明によれば、千鳥状に配置された複数の凹部により衝撃時のエネルギーを吸収できるとともに、各凹部の側壁がリブの役割を果たすため、多様な衝撃条件を満足できる優れた衝撃緩衝機能および強度を得ることができるうえ、部材の肉厚を厚くする必要はないので、軽量化およびコスト低減を図ることができるという効果がある。
【0045】
また、複数の凹部のうちの少なくとも一つを、長尺部材の長手方向に沿った中心線を越えるように配置形成した場合には、リブの役割を果たす側壁を適切な長さ確保できるため、より一層優れた衝撃緩衝機能を得ることができるという効果がある。
そして、長尺部材の少なくとも両端部分を湾曲形状としておけば、衝撃力の分散を図ることができるという効果がある。
さらに、複数の凹部のうちの少なくとも一つを、長尺部材の裏面部に結合させた場合には、強度の向上をより一層図ることができるという効果がある。
【0046】
また、長尺部材の裏面部にリブを形成した場合、あるいは長尺部材の裏面部に繊維複合材等からなる補強用芯材をインサートした場合には、これらによっても強度の向上をより一層図ることができるという効果がある。
【図面の簡単な説明】
【図1】本発明の第一実施例のバンパービームの斜視図。
【図2】第一実施例のバンパービームの前面図。
【図3】第一実施例のバンパービームの上面図。
【図4】第一実施例のバンパービームの図2中A−A線に沿った断面図。
【図5】第一実施例のバンパービームの図2中B−B線に沿った断面図。
【図6】第一実施例のバンパービームの図2中C−C線に沿った断面図。
【図7】本発明の第二実施例のバンパービームの上面図。
【図8】第二実施例のバンパービームの裏面側から見た斜視図。
【図9】第二実施例のバンパービームの図7中D−D線に沿った断面図。
【図10】比較実験(ペンデュラム試験)の結果図。
【図11】比較実験(バリヤ試験)の結果図。
【図12】比較実験(ポール試験)の結果図。
【図13】本発明の第一の変形例を示す裏面図。
【図14】本発明の第二の変形例を示す前面図。
【図15】本発明の第三の変形例を示す前面図。
【図16】本発明の第四の変形例を示す前面図。
【図17】本発明の第五の変形例を示す前面図。
【図18】従来例(比較例1)を示す断面図。
【図19】比較例2を示す断面図。
【符号の説明】
10,50 樹脂製自動車用衝撃緩衝部材であるバンパービーム
11 長尺部材
20 中空部
21 表面部
22 表面部を構成する前面部
23 表面部を構成する上面部
24 表面部を構成する下面部
25 裏面部
26,51 裏面部を構成する突出部
30,71,72,73,74 凹部
40 補強用芯材
52,60 リブ
K 中心線
Claims (5)
- 中空部を有する長尺部材により形成され、この長尺部材の表面部には長手方向に沿って複数の凹部が、当該表面部の前面部から上面部、及び前面部から下面部に跨って千鳥状に配置形成されていることを特徴とする樹脂製自動車用衝撃緩衝部材。
- 請求項1に記載した樹脂製自動車用衝撃緩衝部材において、前記複数の凹部のうちの少なくとも一つは、前記長尺部材の長手方向に沿った中心線を越えて配置形成されていることを特徴とする樹脂製自動車用衝撃緩衝部材。
- 請求項1または請求項2に記載した樹脂製自動車用衝撃緩衝部材において、前記複数の凹部のうちの少なくとも一つは、前記長尺部材の裏面部に結合されていることを特徴とする樹脂製自動車用衝撃緩衝部材。
- 請求項1から請求項3のいずれかに記載した樹脂製自動車用衝撃緩衝部材において、前記長尺部材の裏面部にはリブが形成されていることを特徴とする樹脂製自動車用衝撃緩衝部材。
- 請求項1から請求項4のいずれかに記載した樹脂製自動車用衝撃緩衝部材において、前記長尺部材の裏面部には補強用芯材がインサートされていることを特徴とする樹脂製自動車用衝撃緩衝部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24595094A JP3561007B2 (ja) | 1994-10-12 | 1994-10-12 | 樹脂製自動車用衝撃緩衝部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24595094A JP3561007B2 (ja) | 1994-10-12 | 1994-10-12 | 樹脂製自動車用衝撃緩衝部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08108812A JPH08108812A (ja) | 1996-04-30 |
| JP3561007B2 true JP3561007B2 (ja) | 2004-09-02 |
Family
ID=17141271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24595094A Expired - Fee Related JP3561007B2 (ja) | 1994-10-12 | 1994-10-12 | 樹脂製自動車用衝撃緩衝部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3561007B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023521A (ja) * | 2007-07-20 | 2009-02-05 | Kyoraku Co Ltd | 車両用衝撃吸収体 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6406079B2 (en) * | 2000-07-14 | 2002-06-18 | Kyoraku Co., Ltd. | Automobile bumper core |
| JP4280153B2 (ja) * | 2003-11-28 | 2009-06-17 | キョーラク株式会社 | 車両用衝撃吸収体 |
| CN100450826C (zh) * | 2004-06-22 | 2009-01-14 | 奈特夏普能源管理有限公司 | 具有独立吸能缓冲器和腰线支撑的保险杠 |
| JP4895644B2 (ja) * | 2006-03-13 | 2012-03-14 | みのる化成株式会社 | 衝撃吸収体 |
| JP4847821B2 (ja) * | 2006-08-10 | 2011-12-28 | 富士重工業株式会社 | 車両用衝撃吸収バンパの衝撃吸収材 |
| JP4847822B2 (ja) * | 2006-08-10 | 2011-12-28 | 富士重工業株式会社 | 車両用衝撃吸収バンパの衝撃吸収材 |
| JP5476923B2 (ja) * | 2009-10-27 | 2014-04-23 | 日本電気株式会社 | 展開構造体保持ブラケット |
| KR101372004B1 (ko) | 2011-12-21 | 2014-03-12 | (주)엘지하우시스 | 중공단면을 갖는 섬유복합보강재가 내장되어 있는 범퍼백빔 및 이를 갖는 범퍼 |
| JP6034729B2 (ja) * | 2013-03-14 | 2016-11-30 | 本田技研工業株式会社 | 車両用衝撃吸収機構 |
-
1994
- 1994-10-12 JP JP24595094A patent/JP3561007B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023521A (ja) * | 2007-07-20 | 2009-02-05 | Kyoraku Co Ltd | 車両用衝撃吸収体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08108812A (ja) | 1996-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7306080B2 (en) | Impact absorbing member for vehicle | |
| US6099055A (en) | Bumper reinforcing structural unit | |
| US5806889A (en) | Shock absorbing structure for motor vehicle | |
| CN100480101C (zh) | 车辆冲击吸收体 | |
| US4940270A (en) | Automobile bumper | |
| CN111746446B (zh) | 可压碎聚合物纵梁延伸件、系统及其制作和使用方法 | |
| JP3684238B2 (ja) | 樹脂製自動車用衝撃緩衝部材およびその製造方法 | |
| JP3561007B2 (ja) | 樹脂製自動車用衝撃緩衝部材 | |
| EP1623880B1 (en) | Shock absorber of car | |
| JP6041313B2 (ja) | 車両用バンパー構造、及び、バンパーアブソーバー | |
| JPWO1996005044A1 (ja) | 樹脂製自動車用衝撃緩衝部材およびその製造方法 | |
| JP6582131B2 (ja) | 自動車用リアバンパービーム | |
| CN101209699B (zh) | 减震材料及车辆保险杠 | |
| JP2775146B2 (ja) | 車両用衝撃吸収構造体 | |
| JP5748036B2 (ja) | 車両用空調ダクト | |
| CN100351121C (zh) | 汽车冲击吸收体 | |
| EP0502648A1 (en) | Automobile bumper beam | |
| CN108811504A (zh) | 塑料护栏 | |
| KR101860629B1 (ko) | 폴리올레핀 수지와 그 제조방법 및 이를 이용한 자동차용 후방 범퍼 빔 | |
| JPH0592744A (ja) | プラスチツクバンパービーム | |
| JPS642845Y2 (ja) | ||
| JP4181630B2 (ja) | 車両用衝撃吸収体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040427 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040527 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |