JP3545140B2 - 軸受およびその製造方法 - Google Patents
軸受およびその製造方法 Download PDFInfo
- Publication number
- JP3545140B2 JP3545140B2 JP26635796A JP26635796A JP3545140B2 JP 3545140 B2 JP3545140 B2 JP 3545140B2 JP 26635796 A JP26635796 A JP 26635796A JP 26635796 A JP26635796 A JP 26635796A JP 3545140 B2 JP3545140 B2 JP 3545140B2
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- impregnated
- sintered oil
- cylindrical body
- oil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Sliding-Contact Bearings (AREA)
- Rolling Contact Bearings (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、回転軸にかかるラジアル方向の荷重を支持するための軸受に関するものである。また、そのような軸受の製造方法に関するものである。
【0002】
【従来の技術】
従来よりラジアル方向の荷重を受けるための滑り軸受の1つとして、焼結含油軸受が知られている。このような焼結含油軸受は、ポーラスなものであり、含浸されたオイルが滲み出すことにより、回転軸との間に油膜を形成することができる。したがって、無給油潤滑可能な軸受として使用されている。
【0003】
上記のような焼結含油軸受は、例えば、図7に示すような形態で使用される。すなわち、焼結含油軸受を備える軸受1は、保持リング2の上下端部に、焼結含油円筒体3、4がそれぞれ配設されて構成されている。この場合、焼結含油円筒体3、4の各内周面3a、4aが、回転軸5の外周面に摺接しており、外周面との間に油膜を形成して軸受面として機能している。
【0004】
しかしながら、上記の軸受1においては、図に示すように、設置時に負荷側(図示矢印X側)において図示矢印Yで示すような微小な軸心ズレがある場合には、回転軸5が片当たりした状態で使用されることになる。よって、焼結含油円筒体3の内周面3aに大きな負荷がかかった状態で使用されることになり、結局、焼結含油円筒体3が摩耗してしまうことになる。
【0005】
上記欠点を改善するために、図8に示すような構成が考えられる。
すなわち、焼結含油軸受を備える軸受11は、保持リング12の上下端部に、ボールベアリング13、焼結含油円筒体14がそれぞれ配設されて構成されている。ボールベアリング13は、インナーレース13a、アウターレース13b間にボール13cを備えるものである。
【0006】
上記軸受11であると、インナーレース13a、アウターレース13b間に隙間があることから、微小なものであれば、軸心ズレを許容することが可能である。
【0007】
【発明が解決しようとする課題】
しかしながら、上記の軸受11において、軸心ズレがある場合には、インナーレース13aがアウターレース13bに対して傾いた状態で使用されることになり、回転抵抗が大きくなってしまうという問題があった。
また、この構成においては、軸心ズレを微小であれば許容できるものの、その程度が比較的小さいものであった。すなわち、調芯性が小さいという問題があった。
【0008】
本発明は、上記事情に鑑みてなされたもので、軸心ズレがある場合においても回転抵抗を低く維持し得るとともに、調芯性の大きな軸受を提供することを目的とする。
また、上記のような軸受を容易に製造し得る方法を提供することも、また、本発明の目的である。
【0009】
【課題を解決するための手段】
請求項1記載の軸受においては、回転軸にかかるラジアル方向の荷重を支持するための軸受であって、焼結され、含油処理されるとともに、軸線方向の一端部側に位置する内周面が前記回転軸の外周面に摺接して前記回転軸を支持する第1のラジアル軸受部とされた焼結含油円筒体と、該焼結含油円筒体の他端部側に形成された周溝内において、該焼結含油円筒体の内面から径方向内方に突出することにより前記回転軸の外周面を支持する第2のラジアル軸受部を構成した状態で配設された複数の転動体とを具備し、前記焼結含油円筒体の前記他端部側には、端面から前記軸線方向内方に向けて凹む凹所が形成され、該凹所は、前記複数の転動体が配設される前記周溝を形成した状態で押え部材により閉塞され、前記周溝には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が形成されていることを特徴としている。
請求項2記載の軸受においては、請求項1記載の軸受において、前記押え部材には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が設けられていることを特徴としている。
請求項3記載の軸受においては、請求項1または2記載の軸受において、前記押え部材は、前記焼結含油円筒体よりも硬質の金属からなることを特徴としている。
請求項4記載の軸受においては、請求項1、2または3記載の軸受において、前記焼結含油円筒体の軸線方向一端面には、軸線を同じくしてリング溝が形成されており、該リング溝内には、スラスト用転動体が、前記焼結含油円筒体の端面から軸方向外方に突出することにより前記回転軸にかかるスラスト力を支持し得るよう配設されていることを特徴としている。
【0010】
請求項5記載の軸受の製造方法においては、請求項1ないし4のいずれかに記載の軸受を製造するための方法であって、予め、前記凹所が形成された前記焼結含油円筒体と、前記複数の転動体と、前記押え部材とを準備しておき、前記焼結含油円筒体内にガイド棒を挿入し、前記複数の転動体を前記凹所内に投入し、前記押え部材を前記周溝を形成した状態で前記凹所内に固定することを特徴としている。
請求項6記載の軸受の製造方法においては、請求項5記載の軸受の製造方法において、前記ガイド棒は、該ガイド棒を前記焼結含油円筒体内に配置したときに、奥側よりも手前側の開口を広くするよう、先細り形状であることを特徴としている。
【0011】
請求項1記載の発明によると、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行う。第1のラジアル軸受部においては、焼結含油円筒体の内周面が、焼結含油円筒体から滲み出すオイルにより回転軸との間に油膜を形成して小さな回転抵抗で支持を行う。また、第2のラジアル軸受部においては、周溝内に配設された複数の転動体が、一方では焼結含油円筒体から給油されつつ他方では回転軸の外周面上を転がりつつ小さな回転抵抗で支持を行う。
ここで、軸心ズレが存在している場合でも、第2のラジアル軸受部においては、各転動体において回転軸の外周面との接触点がずれるだけであり、回転抵抗を低く維持したまま支持を行い得ることに変わりはない。よって、調芯性の大きな軸受が得られる。また、焼結含油円筒体の凹所は、周溝を形成した状態で押え部材により閉塞されるので、周溝内に配設される転動体の飛び出しが容易な手段で防止される。また、転動体は、周溝に形成された張出部により、焼結含油円筒体の径方向内方への飛出を阻止される。
請求項2記載の発明によると、押え部材の張出部により、焼結含油円筒体の径方向内方への転動体の飛出が阻止される。
請求項3記載の発明によると、押え部材が、焼結含油円筒体よりも硬質の金属から構成されているので、押え部材は、焼結含油円筒体よりも摩耗が低く抑えられる。周溝は、押え部材と焼結含油円筒体とで形成される空間であるので、押え部材が焼結含油円筒体よりも摩耗が少ないことにより、その分だけ全体的な摩耗が減少する。言い換えれば、押え部材を焼結体で形成する場合に比較して、押え部材を硬質とする分だけ全体的な摩耗が減少する。
請求項4記載の発明によると、焼結含油円筒体の軸線方向一端面に形成されたリング溝内に配設されているスラスト用転動体により、回転軸にかかるスラスト力が支持される。
【0012】
請求項5記載の発明によると、ガイド棒が挿入された焼結含油円筒体の凹所内に転動体を投入するので、転動体は、ガイド棒に案内されて確実に凹所内に投入される。
請求項6記載の発明によると、ガイド棒が先細り形状であるので、ガイド棒を焼結含油円筒体内に配置したときには、奥側よりも手前側の開口が広くなり、凹所内への転動体の投入が容易になされる。
【0013】
【発明の実施の形態】
以下、本発明の実施の形態について、図面を参照して説明する。
【0014】
〔第1実施形態〕
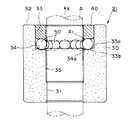
図1は、本発明の軸受の第1実施形態を示すもので、図1において、軸受21は、焼結含油円筒体30、押え部材40、球体(転動体)50を備えて構成されている。
【0015】
焼結含油円筒体30は、粉末を型により所定形状に圧縮成形した後、焼結されることにより形成されたものである。焼結含油円筒体30は、以降の工程において含油処理されることになるが、これについては、製造方法のところで説明する。本発明において、適切な材料としては、例えば、Cu−Sn系、Fe−Cu系、Fe系、ステンレス系、等がある。
焼結含油円筒体30の軸線方向一端部側に位置する内周面は、回転軸Aの外周面に摺接して回転軸Aを支持する第1のラジアル軸受部31とされている。
また、焼結含油円筒体30の他端部側には、端面32から軸線方向内方に向けて凹む凹所33が形成されている。
ここで、凹所33の底部には、環状に凹む形状の油溜凹部33aが形成されている。油溜凹部33aは、符号33bで示す位置および形状、あるいは、同様の形状であっても良い。
【0016】
押え部材40は、焼結含油円筒体30よりも硬質の金属から形成されており、周溝34を形成した状態で、凹所33を閉塞するよう固定されている。
【0017】
球体50は、スチールボール、セラミックボール、等の比較的硬質の材料から形成されるもので、周溝34内に配設されている。この場合、球体50は、複数のものが隙間なく配設されている。また、球体50は、焼結含油円筒体30の内面35よりも径方向内方に突出した状態で、かつ、内周側の先端の包絡線が第1のラジアル軸受部31のなす面の延長上に位置した状態で配設されている。これにより、球体50は、回転軸Aの外周面を支持する第2のラジアル軸受部を構成している。
また、球体50の内周側への飛出は、焼結含油円筒体30の張出部34a、および、押え部材40の張出部41により阻止されている。
【0018】
上記構成を有する軸受21は、図示矢印X側を軸心ズレが起こりやすい負荷側として設置されることが好ましい。
【0019】
上記構成を有する軸受21においては、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行うことができる。第1のラジアル軸受部31においては、焼結含油円筒体30から滲み出すオイルにより、焼結含油円筒体30の内周面と回転軸Aの外周面との間に油膜を形成し、小さな回転抵抗で支持を行う。また、複数の球体50により形成されている第2のラジアル軸受部においては、周溝34内に配設された複数の球体50が、一方では焼結含油円筒体30から給油されることにより、他方では回転軸Aの外周面上を転がることにより、二重の意味において、小さな回転抵抗で支持を行うことができる。
この場合、焼結含油円筒体30は、従来例を示す図7、8と比較することで明らかなように、大きなバルク体であることにより、十分な量のオイルを含有しており、第1および第2のラジアル軸受部に対して十分な量のオイルを供給することができる。
【0020】
次に、負荷側(図示矢印X側)において軸心ズレが存在している場合について説明する。
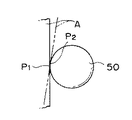
この場合には、回転軸Aが正規位置から傾斜することになるが、複数の球体50により形成されている第2のラジアル軸受部においては、図2に示すように、各球体において回転軸Aの外周面との接触点がP1 からP2 へとずれるだけであって、球体50が受ける荷重の大きさに変わりはない。また、図示の球体50以外の球体についても、接触点の変位量および向きが変わるだけであり、状況は同様であることは、容易に理解される。
したがって、軸受21においては、軸心ズレがある場合でも、回転抵抗を低く維持したまま支持を行い得ることができ、結局、調芯性の大きな軸受が得られることになる。
【0021】
上記軸受21は、このような効果を有していることにより、オーディオ・VTR装置、事務機器、産業機器、等におけるキャプスタンモータ、スピンドルモータ、マイクロモータ、等の各種モータの回転軸、あるいは、他の部材の回転軸の支持において、有効に適用することができる。これ以外の任意の回転軸の支持に適用しても良いことは、もちろんである。
【0022】
また、焼結含油円筒体30の凹所33は、周溝34を残した状態で押え部材40により閉塞されるので、周溝34内に配設される球体50の飛び出しを容易な手段で防止することができる。
【0023】
さらに、押え部材40が、焼結含油円筒体30よりも硬質の金属から構成されているので、押え部材を焼結体で形成する場合に比較して、押え部材40を硬質とする分だけ全体的な摩耗を減少させ、長寿命化を図ることができる。
【0024】
また、上記軸受21は、自己給油性を有している。
すなわち、第1および第2ののラジアル軸受部に対しては、自身のバルク内にオイルを含有している焼結含油円筒体30から十分な量のオイルを供給することができる。
【0025】
また、上記軸受21は、ノイズレスである。
すなわち、図8に示したボールベアリングと比較すると明らかなように、ボールベアリングの場合に発生するようなボールの転がり音は、発生しない。しかも、摺動面(第1のラジアル軸受部31の内周面)において発生する摺動音は、焼結含油円筒体30が多孔質体であることから、振動を減衰させて吸収することができる。
このような、振動減衰機能は、第2のラジアル軸受部における球体50の転がり音に対しても効果的であり、球体50の転がり音を有効に減衰させて消音することができる。結局、軸受21は、ノイズレスである。
【0026】
また、上記軸受21は、省スペースに寄与する。
すなわち、第1のラジアル軸受部31においては、摺動面があるだけで良い。また、第2のラジアル軸受部においては、球体50を周溝34内に配設するだけで良い。よって、図8に示したボールベアリングと比較すると明らかなように、部品点数が少なくて済み、省スペースに寄与する。
【0027】
また、凹所33には、油溜凹部33aが形成されているので、余分なオイルを貯留することができ、余分なオイルが無用に流出することを防止することができる。また、必要に応じて、油溜凹部33aから球体50へとオイルを供給することができる。
【0028】
次に、上記軸受21の製造方法について、図3を参照して説明する。
【0029】
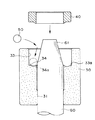
まず、予め準備しておいた焼結含油円筒体30内に、第1のラジアル軸受部31の内径とほぼ等しい外径を有しかつ図示のように先端61が先細り形状とされたガイド棒60を挿入する。
そして、複数の球体50を凹所33内に投入する。
さらに、押え部材40を周溝34を形成した状態で凹所33内に圧入・固定する。
最後に、軸受21全体を真空状態に置き、含油させる。
これにより、軸受21の製造を完了する。
【0030】
この場合、押え部材40の凹所33内への圧入・固定を効果的に達成するために、押え部材40の外径を、凹所33の径よりもわずかに大きめに形成しておくことが好ましい。
【0031】
上記の製造方法においては、ガイド棒60が挿入された焼結含油円筒体30の凹所33内に球体50を投入するので、少々荒っぽく球体50を投入したにしても、球体50を、ガイド棒60に案内させて確実に凹所33内に投入することができ、容易に軸受21を製造することができる。
【0032】
また、ガイド棒60の先端61が先細り形状であるので、ガイド棒60を焼結含油円筒体30内に配置したときには、奥側よりも手前側の開口が広くなって、凹所33内への球体50の投入を容易に行うことができる。
また、ガイド棒60が先細り形状であるので、ガイド棒60の焼結含油円筒体30内への挿入も、また容易である。
【0033】
〔第2実施形態〕
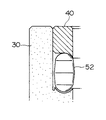
図4は、本発明の軸受の第2実施形態を示すものである。本実施形態が、上記第1実施形態と大きく相違するのは、
▲1▼焼結含油円筒体30の軸線方向端面36には、軸線を同じくしてリング溝37が形成されていること、
▲2▼リング溝37内には、スラスト用球体(スラスト用転動体)80が、焼結含油円筒体30の端面36から軸方向外方に突出した状態に、かつ、リング溝37から飛び出し不可能に配設されていること、
▲3▼負荷側(図示矢印X側)が図示下方に設定されていること、
のみである。本実施形態において、上記第1実施形態と同様の部材については、同一符号を付し、その説明を省略する。
【0034】
スラスト用球体80は、球体50と同様の材料から構成されているとともに、リング溝37内において複数のものが隙間なく配設されている。
【0035】
複数のスラスト用球体80は、回転軸Aに一体に固定されたカラーA1 の下面を支持しており、カラーA1 が下向きのスラスト力を受けながら回転したときに、一方では焼結含油円筒体30から給油されることにより、他方ではカラーA1 の下面上を転がることにより、二重の意味において、小さな抵抗でスラスト方向の支持を行うことができる。
すなわち、軸体71においては、ラジアル方向に加えて、スラスト方向の支持をも行うことができる。
【0036】
なお、本発明は、上記実施形態に限定されるものではなく、以下の形態とすることもできる。
a)転動体を図1に示すような球体50とすることに代えて、図5に示すような半球どうしが円柱体で連結された形状のコロ51とすること、または、図6に示すような紡錘形状のコロ52とすること。あるいは、楕円形状のコロとすること。
b)スラスト用転動体を図4に示すようなスラスト用球体80とすることに代えて、適切な形状のコロとすること。
c)押え部材40を焼結含油円筒体30よりも硬質の材料から形成することに代えて、焼結含油円筒体30と同じ材料から形成すること、あるいは、任意の材料から形成すること。
d)焼結含油円筒体30に対して真空含油させることに代えて、浸漬等、他の任意の含油方法を適用すること。
e)軸受21(あるいは71)を組み上げてから、含油させることに代えて、任意の時点において含油させること。
f)球体を任意の材質から構成すること。
g)複数の球体50を周溝34内において、隙間なく配設することに代えて、隙間を許容して配設すること。
h)複数のスラスト用球体80をリング溝37内において、隙間なく配設することに代えて、隙間を許容して配設すること。
i)スラスト用球体80を第1のラジアル軸受部31側に設けることに代えて、第2のラジアル軸受部31側、または、負荷設置側に設けること。
j)第1のラジアル軸受部31に代えて、球体からなるラジアル軸受部を使用すること。
【0037】
【発明の効果】
本発明の軸受およびその製造方法によれば、以下の効果を奏する。
請求項1記載の軸受によれば、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行う。特に、第2のラジアル軸受部においては、軸心ズレが存在している場合でも、各球体において回転軸の外周面との接触点がずれるだけであり、変わりなく、回転抵抗を低く維持したまま支持を行うことができる。よって、調芯性の大きな軸受を得ることができる。また、焼結含油円筒体の凹所は、周溝を形成した状態で押え部材により閉塞されるので、周溝内に配設される球体の飛び出しを容易な手段で防止することができる。また、転動体は、周溝に形成された張出部により、焼結含油円筒体の径方向内方への飛出を阻止される。
請求項2記載の軸受によれば、押え部材の張出部により、焼結含油円筒体の径方向内方への転動体の飛出が阻止される。
請求項3記載の軸受によれば、押え部材が、焼結含油円筒体よりも硬質の金属から構成されているので、押え部材を焼結体で形成する場合に比較して、押え部材を硬質とする分だけ全体的な摩耗を減少させ、長寿命化を図ることができる。請求項4記載の軸受によれば、焼結含油円筒体の軸線方向一端面に形成されたリング溝内に配設されているスラスト用球体により、回転軸にかかるスラスト力を支持することができ、ラジアル方向に加えて、スラスト方向の支持をも行うことができる。
【0038】
請求項5記載の軸受の製造方法によれば、ガイド棒が挿入された焼結含油円筒体の凹所内に球体を投入するので、球体を、ガイド棒に案内させて確実に凹所内に投入することができ、容易に上記軸受を製造することができる。
請求項6記載の軸受の製造方法によれば、ガイド棒が先細り形状であるので、ガイド棒を焼結含油円筒体内に配置したときには、奥側よりも手前側の開口が広くなって、凹所内への球体の投入を容易に行うことができる。
また、ガイド棒が先細り形状であるので、ガイド棒の焼結含油円筒体内への挿入も、また容易である。
【図面の簡単な説明】
【図1】本発明の軸受の第1実施形態を示す断面図である。
【図2】図1に示す軸受における球体を取り出して、回転軸に軸心ズレがある場合の作用を説明するための説明図である。
【図3】図1に示す軸受の製造方法を説明するための説明図である。
【図4】本発明の軸受の第2実施形態を示す断面図である。
【図5】本発明の軸受の変形形態を示す断面図である。
【図6】本発明の軸受の他の変形形態を示す断面図である。
【図7】従来の軸受の構成例を示す断面図である。
【図8】従来の軸受の他の構成例を示す断面図である。
【符号の説明】
A 回転軸
21 軸受
30 焼結含油円筒体
31 第1のラジアル軸受部
32 端面
33 凹所
34 周溝
35 内面
36 端面
37 リング溝
40 押え部材
50 球体(転動体)
51 コロ(転動体)
52 コロ(転動体)
60 ガイド棒
80 スラスト用球体(スラスト用転動体)
【発明の属する技術分野】
本発明は、回転軸にかかるラジアル方向の荷重を支持するための軸受に関するものである。また、そのような軸受の製造方法に関するものである。
【0002】
【従来の技術】
従来よりラジアル方向の荷重を受けるための滑り軸受の1つとして、焼結含油軸受が知られている。このような焼結含油軸受は、ポーラスなものであり、含浸されたオイルが滲み出すことにより、回転軸との間に油膜を形成することができる。したがって、無給油潤滑可能な軸受として使用されている。
【0003】
上記のような焼結含油軸受は、例えば、図7に示すような形態で使用される。すなわち、焼結含油軸受を備える軸受1は、保持リング2の上下端部に、焼結含油円筒体3、4がそれぞれ配設されて構成されている。この場合、焼結含油円筒体3、4の各内周面3a、4aが、回転軸5の外周面に摺接しており、外周面との間に油膜を形成して軸受面として機能している。
【0004】
しかしながら、上記の軸受1においては、図に示すように、設置時に負荷側(図示矢印X側)において図示矢印Yで示すような微小な軸心ズレがある場合には、回転軸5が片当たりした状態で使用されることになる。よって、焼結含油円筒体3の内周面3aに大きな負荷がかかった状態で使用されることになり、結局、焼結含油円筒体3が摩耗してしまうことになる。
【0005】
上記欠点を改善するために、図8に示すような構成が考えられる。
すなわち、焼結含油軸受を備える軸受11は、保持リング12の上下端部に、ボールベアリング13、焼結含油円筒体14がそれぞれ配設されて構成されている。ボールベアリング13は、インナーレース13a、アウターレース13b間にボール13cを備えるものである。
【0006】
上記軸受11であると、インナーレース13a、アウターレース13b間に隙間があることから、微小なものであれば、軸心ズレを許容することが可能である。
【0007】
【発明が解決しようとする課題】
しかしながら、上記の軸受11において、軸心ズレがある場合には、インナーレース13aがアウターレース13bに対して傾いた状態で使用されることになり、回転抵抗が大きくなってしまうという問題があった。
また、この構成においては、軸心ズレを微小であれば許容できるものの、その程度が比較的小さいものであった。すなわち、調芯性が小さいという問題があった。
【0008】
本発明は、上記事情に鑑みてなされたもので、軸心ズレがある場合においても回転抵抗を低く維持し得るとともに、調芯性の大きな軸受を提供することを目的とする。
また、上記のような軸受を容易に製造し得る方法を提供することも、また、本発明の目的である。
【0009】
【課題を解決するための手段】
請求項1記載の軸受においては、回転軸にかかるラジアル方向の荷重を支持するための軸受であって、焼結され、含油処理されるとともに、軸線方向の一端部側に位置する内周面が前記回転軸の外周面に摺接して前記回転軸を支持する第1のラジアル軸受部とされた焼結含油円筒体と、該焼結含油円筒体の他端部側に形成された周溝内において、該焼結含油円筒体の内面から径方向内方に突出することにより前記回転軸の外周面を支持する第2のラジアル軸受部を構成した状態で配設された複数の転動体とを具備し、前記焼結含油円筒体の前記他端部側には、端面から前記軸線方向内方に向けて凹む凹所が形成され、該凹所は、前記複数の転動体が配設される前記周溝を形成した状態で押え部材により閉塞され、前記周溝には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が形成されていることを特徴としている。
請求項2記載の軸受においては、請求項1記載の軸受において、前記押え部材には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が設けられていることを特徴としている。
請求項3記載の軸受においては、請求項1または2記載の軸受において、前記押え部材は、前記焼結含油円筒体よりも硬質の金属からなることを特徴としている。
請求項4記載の軸受においては、請求項1、2または3記載の軸受において、前記焼結含油円筒体の軸線方向一端面には、軸線を同じくしてリング溝が形成されており、該リング溝内には、スラスト用転動体が、前記焼結含油円筒体の端面から軸方向外方に突出することにより前記回転軸にかかるスラスト力を支持し得るよう配設されていることを特徴としている。
【0010】
請求項5記載の軸受の製造方法においては、請求項1ないし4のいずれかに記載の軸受を製造するための方法であって、予め、前記凹所が形成された前記焼結含油円筒体と、前記複数の転動体と、前記押え部材とを準備しておき、前記焼結含油円筒体内にガイド棒を挿入し、前記複数の転動体を前記凹所内に投入し、前記押え部材を前記周溝を形成した状態で前記凹所内に固定することを特徴としている。
請求項6記載の軸受の製造方法においては、請求項5記載の軸受の製造方法において、前記ガイド棒は、該ガイド棒を前記焼結含油円筒体内に配置したときに、奥側よりも手前側の開口を広くするよう、先細り形状であることを特徴としている。
【0011】
請求項1記載の発明によると、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行う。第1のラジアル軸受部においては、焼結含油円筒体の内周面が、焼結含油円筒体から滲み出すオイルにより回転軸との間に油膜を形成して小さな回転抵抗で支持を行う。また、第2のラジアル軸受部においては、周溝内に配設された複数の転動体が、一方では焼結含油円筒体から給油されつつ他方では回転軸の外周面上を転がりつつ小さな回転抵抗で支持を行う。
ここで、軸心ズレが存在している場合でも、第2のラジアル軸受部においては、各転動体において回転軸の外周面との接触点がずれるだけであり、回転抵抗を低く維持したまま支持を行い得ることに変わりはない。よって、調芯性の大きな軸受が得られる。また、焼結含油円筒体の凹所は、周溝を形成した状態で押え部材により閉塞されるので、周溝内に配設される転動体の飛び出しが容易な手段で防止される。また、転動体は、周溝に形成された張出部により、焼結含油円筒体の径方向内方への飛出を阻止される。
請求項2記載の発明によると、押え部材の張出部により、焼結含油円筒体の径方向内方への転動体の飛出が阻止される。
請求項3記載の発明によると、押え部材が、焼結含油円筒体よりも硬質の金属から構成されているので、押え部材は、焼結含油円筒体よりも摩耗が低く抑えられる。周溝は、押え部材と焼結含油円筒体とで形成される空間であるので、押え部材が焼結含油円筒体よりも摩耗が少ないことにより、その分だけ全体的な摩耗が減少する。言い換えれば、押え部材を焼結体で形成する場合に比較して、押え部材を硬質とする分だけ全体的な摩耗が減少する。
請求項4記載の発明によると、焼結含油円筒体の軸線方向一端面に形成されたリング溝内に配設されているスラスト用転動体により、回転軸にかかるスラスト力が支持される。
【0012】
請求項5記載の発明によると、ガイド棒が挿入された焼結含油円筒体の凹所内に転動体を投入するので、転動体は、ガイド棒に案内されて確実に凹所内に投入される。
請求項6記載の発明によると、ガイド棒が先細り形状であるので、ガイド棒を焼結含油円筒体内に配置したときには、奥側よりも手前側の開口が広くなり、凹所内への転動体の投入が容易になされる。
【0013】
【発明の実施の形態】
以下、本発明の実施の形態について、図面を参照して説明する。
【0014】
〔第1実施形態〕
図1は、本発明の軸受の第1実施形態を示すもので、図1において、軸受21は、焼結含油円筒体30、押え部材40、球体(転動体)50を備えて構成されている。
【0015】
焼結含油円筒体30は、粉末を型により所定形状に圧縮成形した後、焼結されることにより形成されたものである。焼結含油円筒体30は、以降の工程において含油処理されることになるが、これについては、製造方法のところで説明する。本発明において、適切な材料としては、例えば、Cu−Sn系、Fe−Cu系、Fe系、ステンレス系、等がある。
焼結含油円筒体30の軸線方向一端部側に位置する内周面は、回転軸Aの外周面に摺接して回転軸Aを支持する第1のラジアル軸受部31とされている。
また、焼結含油円筒体30の他端部側には、端面32から軸線方向内方に向けて凹む凹所33が形成されている。
ここで、凹所33の底部には、環状に凹む形状の油溜凹部33aが形成されている。油溜凹部33aは、符号33bで示す位置および形状、あるいは、同様の形状であっても良い。
【0016】
押え部材40は、焼結含油円筒体30よりも硬質の金属から形成されており、周溝34を形成した状態で、凹所33を閉塞するよう固定されている。
【0017】
球体50は、スチールボール、セラミックボール、等の比較的硬質の材料から形成されるもので、周溝34内に配設されている。この場合、球体50は、複数のものが隙間なく配設されている。また、球体50は、焼結含油円筒体30の内面35よりも径方向内方に突出した状態で、かつ、内周側の先端の包絡線が第1のラジアル軸受部31のなす面の延長上に位置した状態で配設されている。これにより、球体50は、回転軸Aの外周面を支持する第2のラジアル軸受部を構成している。
また、球体50の内周側への飛出は、焼結含油円筒体30の張出部34a、および、押え部材40の張出部41により阻止されている。
【0018】
上記構成を有する軸受21は、図示矢印X側を軸心ズレが起こりやすい負荷側として設置されることが好ましい。
【0019】
上記構成を有する軸受21においては、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行うことができる。第1のラジアル軸受部31においては、焼結含油円筒体30から滲み出すオイルにより、焼結含油円筒体30の内周面と回転軸Aの外周面との間に油膜を形成し、小さな回転抵抗で支持を行う。また、複数の球体50により形成されている第2のラジアル軸受部においては、周溝34内に配設された複数の球体50が、一方では焼結含油円筒体30から給油されることにより、他方では回転軸Aの外周面上を転がることにより、二重の意味において、小さな回転抵抗で支持を行うことができる。
この場合、焼結含油円筒体30は、従来例を示す図7、8と比較することで明らかなように、大きなバルク体であることにより、十分な量のオイルを含有しており、第1および第2のラジアル軸受部に対して十分な量のオイルを供給することができる。
【0020】
次に、負荷側(図示矢印X側)において軸心ズレが存在している場合について説明する。
この場合には、回転軸Aが正規位置から傾斜することになるが、複数の球体50により形成されている第2のラジアル軸受部においては、図2に示すように、各球体において回転軸Aの外周面との接触点がP1 からP2 へとずれるだけであって、球体50が受ける荷重の大きさに変わりはない。また、図示の球体50以外の球体についても、接触点の変位量および向きが変わるだけであり、状況は同様であることは、容易に理解される。
したがって、軸受21においては、軸心ズレがある場合でも、回転抵抗を低く維持したまま支持を行い得ることができ、結局、調芯性の大きな軸受が得られることになる。
【0021】
上記軸受21は、このような効果を有していることにより、オーディオ・VTR装置、事務機器、産業機器、等におけるキャプスタンモータ、スピンドルモータ、マイクロモータ、等の各種モータの回転軸、あるいは、他の部材の回転軸の支持において、有効に適用することができる。これ以外の任意の回転軸の支持に適用しても良いことは、もちろんである。
【0022】
また、焼結含油円筒体30の凹所33は、周溝34を残した状態で押え部材40により閉塞されるので、周溝34内に配設される球体50の飛び出しを容易な手段で防止することができる。
【0023】
さらに、押え部材40が、焼結含油円筒体30よりも硬質の金属から構成されているので、押え部材を焼結体で形成する場合に比較して、押え部材40を硬質とする分だけ全体的な摩耗を減少させ、長寿命化を図ることができる。
【0024】
また、上記軸受21は、自己給油性を有している。
すなわち、第1および第2ののラジアル軸受部に対しては、自身のバルク内にオイルを含有している焼結含油円筒体30から十分な量のオイルを供給することができる。
【0025】
また、上記軸受21は、ノイズレスである。
すなわち、図8に示したボールベアリングと比較すると明らかなように、ボールベアリングの場合に発生するようなボールの転がり音は、発生しない。しかも、摺動面(第1のラジアル軸受部31の内周面)において発生する摺動音は、焼結含油円筒体30が多孔質体であることから、振動を減衰させて吸収することができる。
このような、振動減衰機能は、第2のラジアル軸受部における球体50の転がり音に対しても効果的であり、球体50の転がり音を有効に減衰させて消音することができる。結局、軸受21は、ノイズレスである。
【0026】
また、上記軸受21は、省スペースに寄与する。
すなわち、第1のラジアル軸受部31においては、摺動面があるだけで良い。また、第2のラジアル軸受部においては、球体50を周溝34内に配設するだけで良い。よって、図8に示したボールベアリングと比較すると明らかなように、部品点数が少なくて済み、省スペースに寄与する。
【0027】
また、凹所33には、油溜凹部33aが形成されているので、余分なオイルを貯留することができ、余分なオイルが無用に流出することを防止することができる。また、必要に応じて、油溜凹部33aから球体50へとオイルを供給することができる。
【0028】
次に、上記軸受21の製造方法について、図3を参照して説明する。
【0029】
まず、予め準備しておいた焼結含油円筒体30内に、第1のラジアル軸受部31の内径とほぼ等しい外径を有しかつ図示のように先端61が先細り形状とされたガイド棒60を挿入する。
そして、複数の球体50を凹所33内に投入する。
さらに、押え部材40を周溝34を形成した状態で凹所33内に圧入・固定する。
最後に、軸受21全体を真空状態に置き、含油させる。
これにより、軸受21の製造を完了する。
【0030】
この場合、押え部材40の凹所33内への圧入・固定を効果的に達成するために、押え部材40の外径を、凹所33の径よりもわずかに大きめに形成しておくことが好ましい。
【0031】
上記の製造方法においては、ガイド棒60が挿入された焼結含油円筒体30の凹所33内に球体50を投入するので、少々荒っぽく球体50を投入したにしても、球体50を、ガイド棒60に案内させて確実に凹所33内に投入することができ、容易に軸受21を製造することができる。
【0032】
また、ガイド棒60の先端61が先細り形状であるので、ガイド棒60を焼結含油円筒体30内に配置したときには、奥側よりも手前側の開口が広くなって、凹所33内への球体50の投入を容易に行うことができる。
また、ガイド棒60が先細り形状であるので、ガイド棒60の焼結含油円筒体30内への挿入も、また容易である。
【0033】
〔第2実施形態〕
図4は、本発明の軸受の第2実施形態を示すものである。本実施形態が、上記第1実施形態と大きく相違するのは、
▲1▼焼結含油円筒体30の軸線方向端面36には、軸線を同じくしてリング溝37が形成されていること、
▲2▼リング溝37内には、スラスト用球体(スラスト用転動体)80が、焼結含油円筒体30の端面36から軸方向外方に突出した状態に、かつ、リング溝37から飛び出し不可能に配設されていること、
▲3▼負荷側(図示矢印X側)が図示下方に設定されていること、
のみである。本実施形態において、上記第1実施形態と同様の部材については、同一符号を付し、その説明を省略する。
【0034】
スラスト用球体80は、球体50と同様の材料から構成されているとともに、リング溝37内において複数のものが隙間なく配設されている。
【0035】
複数のスラスト用球体80は、回転軸Aに一体に固定されたカラーA1 の下面を支持しており、カラーA1 が下向きのスラスト力を受けながら回転したときに、一方では焼結含油円筒体30から給油されることにより、他方ではカラーA1 の下面上を転がることにより、二重の意味において、小さな抵抗でスラスト方向の支持を行うことができる。
すなわち、軸体71においては、ラジアル方向に加えて、スラスト方向の支持をも行うことができる。
【0036】
なお、本発明は、上記実施形態に限定されるものではなく、以下の形態とすることもできる。
a)転動体を図1に示すような球体50とすることに代えて、図5に示すような半球どうしが円柱体で連結された形状のコロ51とすること、または、図6に示すような紡錘形状のコロ52とすること。あるいは、楕円形状のコロとすること。
b)スラスト用転動体を図4に示すようなスラスト用球体80とすることに代えて、適切な形状のコロとすること。
c)押え部材40を焼結含油円筒体30よりも硬質の材料から形成することに代えて、焼結含油円筒体30と同じ材料から形成すること、あるいは、任意の材料から形成すること。
d)焼結含油円筒体30に対して真空含油させることに代えて、浸漬等、他の任意の含油方法を適用すること。
e)軸受21(あるいは71)を組み上げてから、含油させることに代えて、任意の時点において含油させること。
f)球体を任意の材質から構成すること。
g)複数の球体50を周溝34内において、隙間なく配設することに代えて、隙間を許容して配設すること。
h)複数のスラスト用球体80をリング溝37内において、隙間なく配設することに代えて、隙間を許容して配設すること。
i)スラスト用球体80を第1のラジアル軸受部31側に設けることに代えて、第2のラジアル軸受部31側、または、負荷設置側に設けること。
j)第1のラジアル軸受部31に代えて、球体からなるラジアル軸受部を使用すること。
【0037】
【発明の効果】
本発明の軸受およびその製造方法によれば、以下の効果を奏する。
請求項1記載の軸受によれば、軸線方向の一端部側および他端部側において、それぞれ第1および第2のラジアル軸受部により、ラジアル方向の荷重の支持を行う。特に、第2のラジアル軸受部においては、軸心ズレが存在している場合でも、各球体において回転軸の外周面との接触点がずれるだけであり、変わりなく、回転抵抗を低く維持したまま支持を行うことができる。よって、調芯性の大きな軸受を得ることができる。また、焼結含油円筒体の凹所は、周溝を形成した状態で押え部材により閉塞されるので、周溝内に配設される球体の飛び出しを容易な手段で防止することができる。また、転動体は、周溝に形成された張出部により、焼結含油円筒体の径方向内方への飛出を阻止される。
請求項2記載の軸受によれば、押え部材の張出部により、焼結含油円筒体の径方向内方への転動体の飛出が阻止される。
請求項3記載の軸受によれば、押え部材が、焼結含油円筒体よりも硬質の金属から構成されているので、押え部材を焼結体で形成する場合に比較して、押え部材を硬質とする分だけ全体的な摩耗を減少させ、長寿命化を図ることができる。請求項4記載の軸受によれば、焼結含油円筒体の軸線方向一端面に形成されたリング溝内に配設されているスラスト用球体により、回転軸にかかるスラスト力を支持することができ、ラジアル方向に加えて、スラスト方向の支持をも行うことができる。
【0038】
請求項5記載の軸受の製造方法によれば、ガイド棒が挿入された焼結含油円筒体の凹所内に球体を投入するので、球体を、ガイド棒に案内させて確実に凹所内に投入することができ、容易に上記軸受を製造することができる。
請求項6記載の軸受の製造方法によれば、ガイド棒が先細り形状であるので、ガイド棒を焼結含油円筒体内に配置したときには、奥側よりも手前側の開口が広くなって、凹所内への球体の投入を容易に行うことができる。
また、ガイド棒が先細り形状であるので、ガイド棒の焼結含油円筒体内への挿入も、また容易である。
【図面の簡単な説明】
【図1】本発明の軸受の第1実施形態を示す断面図である。
【図2】図1に示す軸受における球体を取り出して、回転軸に軸心ズレがある場合の作用を説明するための説明図である。
【図3】図1に示す軸受の製造方法を説明するための説明図である。
【図4】本発明の軸受の第2実施形態を示す断面図である。
【図5】本発明の軸受の変形形態を示す断面図である。
【図6】本発明の軸受の他の変形形態を示す断面図である。
【図7】従来の軸受の構成例を示す断面図である。
【図8】従来の軸受の他の構成例を示す断面図である。
【符号の説明】
A 回転軸
21 軸受
30 焼結含油円筒体
31 第1のラジアル軸受部
32 端面
33 凹所
34 周溝
35 内面
36 端面
37 リング溝
40 押え部材
50 球体(転動体)
51 コロ(転動体)
52 コロ(転動体)
60 ガイド棒
80 スラスト用球体(スラスト用転動体)
Claims (6)
- 回転軸にかかるラジアル方向の荷重を支持するための軸受であって、
焼結され、含油処理されるとともに、軸線方向の一端部側に位置する内周面が前記回転軸の外周面に摺接して前記回転軸を支持する第1のラジアル軸受部とされた焼結含油円筒体と、
該焼結含油円筒体の他端部側に形成された周溝内において、該焼結含油円筒体の内面から径方向内方に突出することにより前記回転軸の外周面を支持する第2のラジアル軸受部を構成した状態で配設された複数の転動体とを具備し、
前記焼結含油円筒体の前記他端部側には、端面から前記軸線方向内方に向けて凹む凹所が形成され、
該凹所は、前記複数の転動体が配設される前記周溝を形成した状態で、押え部材により閉塞され、
前記周溝には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が形成されていることを特徴とする軸受。 - 請求項1記載の軸受において、
前記押え部材には、前記焼結含油円筒体の径方向内方への前記複数の転動体の飛出を阻止する張出部が設けられていることを特徴とする軸受。 - 請求項1または2記載の軸受において、前記押え部材は、前記焼結含油円筒体よりも硬質の金属からなることを特徴とする軸受。
- 請求項1、2または3記載の軸受において、
前記焼結含油円筒体の軸線方向一端面には、軸線を同じくしてリング溝が形成されており、該リング溝内には、スラスト用転動体が、前記焼結含油円筒体の端面から軸方向外方に突出することにより前記回転軸にかかるスラスト力を支持し得るよう配設されていることを特徴とする軸受。 - 請求項1ないし4のいずれかに記載の軸受を製造するための方法であって、
予め、前記凹所が形成された前記焼結含油円筒体と、前記複数の転動体と、前記押え部材とを準備しておき、
前記焼結含油円筒体にガイド棒を挿入し、
前記複数の転動体を前記凹所内に投入し、
前記押え部材を前記周溝を形成した状態で前記凹所内に固定することを特徴とする軸受の製造方法。 - 請求項5記載の軸受の製造方法において、前記ガイド棒は、該ガイド棒を前記焼結含油円筒体内に配置したときに、奥側よりも手前側の開口を広くするよう、先細り形状であることを特徴とする軸受の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26635796A JP3545140B2 (ja) | 1996-10-07 | 1996-10-07 | 軸受およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26635796A JP3545140B2 (ja) | 1996-10-07 | 1996-10-07 | 軸受およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10110724A JPH10110724A (ja) | 1998-04-28 |
| JP3545140B2 true JP3545140B2 (ja) | 2004-07-21 |
Family
ID=17429826
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26635796A Expired - Fee Related JP3545140B2 (ja) | 1996-10-07 | 1996-10-07 | 軸受およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3545140B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101915268B (zh) * | 2010-08-26 | 2012-07-25 | 友达光电股份有限公司 | 轴承组合以及支撑架组合 |
| CN109185329B (zh) * | 2018-10-23 | 2024-03-29 | 珠海格力节能环保制冷技术研究中心有限公司 | 一种压缩机的曲轴轴承和压缩机 |
| CN116255402A (zh) * | 2023-02-14 | 2023-06-13 | 石家庄君安消防设备科技有限公司 | 一种用于缓降器的耐高温自润滑支撑旋转装置 |
-
1996
- 1996-10-07 JP JP26635796A patent/JP3545140B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10110724A (ja) | 1998-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2510374B2 (ja) | 転動子を有する滑り・転がり兼用型軸受 | |
| JPH0814284B2 (ja) | セラミックス製軸受 | |
| JP3545140B2 (ja) | 軸受およびその製造方法 | |
| JP2006226400A (ja) | シャフト装置 | |
| JP2003247540A (ja) | 転がり軸受及びロッドエンド軸受 | |
| JP2501729B2 (ja) | 転動子を有する滑り転がり軸受 | |
| JPH074439A (ja) | 高速アンギュラ玉軸受 | |
| KR19990045529A (ko) | 윤활유를 함침한 다공질 소결 금속으로 이루어진 미끄럼 운동부재와 유지 부재를 구비한 축받이 장치 | |
| JP2000120707A (ja) | 転がり軸受 | |
| US5413413A (en) | Bearing device | |
| JP2012097872A (ja) | 軸受用保持器 | |
| JP2001024044A (ja) | ガイドローラ装置 | |
| JP2003120684A (ja) | スラストころ軸受 | |
| JP2019168020A (ja) | 円筒ころ軸受 | |
| JP2000055055A5 (ja) | ||
| JP3317859B2 (ja) | 軸受の製造方法 | |
| JPH1082424A (ja) | 転がり軸受用保持器 | |
| JPH0996314A (ja) | 焼結軸受およびその製造方法 | |
| US11982199B2 (en) | Turbocharger | |
| JP3077282U (ja) | マグネチック・サスペンション・ベアリング | |
| JP2555374Y2 (ja) | 複合軸受 | |
| JP3602325B2 (ja) | 動圧型多孔質含油軸受 | |
| JPH0545246U (ja) | 転がり軸受装置 | |
| JPH11218131A (ja) | 潤滑油を含浸した多孔質焼結金属からなる摺動部材と保持部材とを備えた軸受装置とこの軸受装置を備えた機器 | |
| JPH06307450A (ja) | 静圧気体軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040330 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040407 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |