JP2024091237A - 大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法 - Google Patents
大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法 Download PDFInfo
- Publication number
- JP2024091237A JP2024091237A JP2023095766A JP2023095766A JP2024091237A JP 2024091237 A JP2024091237 A JP 2024091237A JP 2023095766 A JP2023095766 A JP 2023095766A JP 2023095766 A JP2023095766 A JP 2023095766A JP 2024091237 A JP2024091237 A JP 2024091237A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- rolling roll
- inclined rolling
- rolling
- tilt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 205
- 230000009467 reduction Effects 0.000 title claims abstract description 68
- 238000000034 method Methods 0.000 title claims abstract description 33
- 238000004519 manufacturing process Methods 0.000 abstract description 17
- 230000008569 process Effects 0.000 description 6
- 230000007704 transition Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000005265 energy consumption Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Metal Rolling (AREA)
Abstract
Description
部品押し込み装置が加熱された圧延部品を挟持し、その軸方向に沿って傾斜圧延ロール系内に押し込むステップS100と、
部品押し込み装置が圧延部品を押して軸方向に沿って移動させると共に、複数組の傾斜圧延ロール系が径方向に沿って移動し、かつ圧延部品を順次縮径圧延し、全ての傾斜圧延ロール系の回転方向が同じで、接線速度が等しいように制御し、後の組の傾斜圧延ロール系が前の組の傾斜圧延ロール系によって圧延された縮径軸部に対して、もう1回の縮径圧延を行うステップS200と、
圧延部品における縮径軸部が設定された減面率に達した後、縮径軸部に対応する傾斜圧延ロール系が径方向に沿って逆方向に移動して圧延を終了し、次に、仕上げロール系が圧延部品における全ての縮径軸部の仕上げ圧延を完了するまで、仕上げロール系が縮径軸部に対して仕上げ圧延を行うステップS300と、
圧延部品に対する仕上げ圧延を完了した後、部品引き出し装置が圧延部品を傾斜連続圧延システムから引き出し、大きな減面率を有する段付き軸を取得するステップS400とを含む。




(1)従来の複数のウェッジを用いるクロスウェッジ圧延に比べて、本願発明のマルチロール系傾斜連続圧延成形方法により、大きな減面率を有する段付き軸を製造すると、金型の寸法及び製造設備の寸法を効果的に低減し、1つの金型を複数の用途に適用する柔軟な成形を実現することができ、また、マルチロール系傾斜連続圧延成形プロセスにおける局所的な負荷接触領域が小さく、圧延力を著しく低減し、エネルギー消費を低減することができ、
(2)本願発明は、傾斜圧延機に複数組の傾斜圧延ロール系を設置し、複数組の傾斜圧延ロール系により、圧延部品を順次縮径圧延し、大きな減面率を有する段付き軸の1次成形を実現し、85%以上の大きな減面率を実現することができ、
(3)前側ロール系及び後側ロール系を設置することにより、大きな減面率の縮径加工を実現できるだけでなく、軸部品の成形品質も保証し、また、仕上げ圧延ロールの設置は、軸部品の表面を仕上げ、螺旋状痕の欠陥を除去するという役割も果たし、
(4)本願発明のマルチロール系傾斜連続圧延成形プロセスは、軸方向成形プロセスであり、圧延が完成した軸部品の部分を設備の外に位置させるだけでなく、短いフローにおいて正確な成形を実現し、設備の圧延空間を著しく節約することができる。
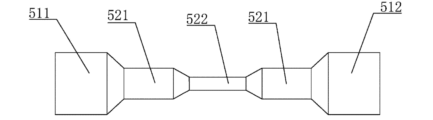
ステップS100において、部品押し込み装置300が1000℃~1200℃に加熱された圧延部品500の部品押し込み端部511を挟持し、圧延部品500の軸方向に沿って傾斜圧延ロール系内に押し込み、
ステップS200において、部品押し込み装置300が圧延部品500を押して軸方向に沿って移動させると共に、前側傾斜圧延ロール系100を制御し径方向に沿って移動させ、第1の傾斜圧延ロール110により、圧延部品500に対して1パス目の縮径圧延を行い、第1の傾斜圧延ロール110におけるロール成形部111により、圧延部品500において第1の縮径軸部521を縮径圧延し、第1の縮径軸部521の減面率を55%~65%に制御し、次に、後側傾斜圧延ロール系200を制御し径方向に沿って移動させ、第1の縮径軸部521において2パス目の縮径圧延を行い、第2の傾斜圧延ロール210におけるロール成形部111により、第1の縮径軸部521において第2の縮径軸部522を縮径圧延し、第2の縮径軸部の減面率を45%~60%に制御し、前側傾斜圧延ロール系100と後側傾斜圧延ロール系200との回転方向が同じであり、前側傾斜圧延ロール系100と後側傾斜圧延ロール系200との接線速度が同じであるように、第1の傾斜圧延ロール110の回転速度n1と第2の傾斜圧延ロール210の回転速度n2との関係が

ステップS300において、第1の縮径軸部521及び第2の縮径軸部522が設定された減面率に達した後、前側傾斜圧延ロール系100及び後側傾斜圧延ロール系200が径方向に沿って逆方向に移動して圧延を終了し、次に、圧延部品500の軸方向移動過程において、第1の縮径軸部521及び第2の縮径軸部522を位置順に仕上げ圧延するように仕上げロール系600における仕上げ圧延ロール610を制御し、仕上げロール系600が圧延部品500における全ての縮径軸部に対する仕上げ圧延を完了するまで縮径圧延し、
ステップS400において、圧延部品500に対する仕上げ圧延を完了した後、部品引き出し装置400が圧延部品500を傾斜連続圧延システムから引き出し、85%の大きな減面率を有する段付き軸を取得する。
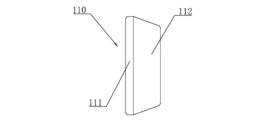
110 第1の傾斜圧延ロール
111 ロール成形部
112 ロールテーパ部
200 後側傾斜圧延ロール系
210 第2の傾斜圧延ロール
300 部品押し込み装置
400 部品引き出し装置
500 圧延部品
511 部品押し込み端部
512 部品引き出し端部
521 第1の縮径軸部
522 第2の縮径軸部
600 仕上げロール系
610 仕上げ圧延ロール
Claims (7)
- 大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法であって、
傾斜連続圧延システムは、部品押し込み装置と、部品引き出し装置と、仕上げロール系と、前後に間隔をあけて配列された複数組の傾斜圧延ロール系とを含み、
前記部品押し込み装置は、圧延部品の一端部を挟持し前記圧延部品を前記傾斜圧延ロール系に押し込み、
前記部品引き出し装置は、前記圧延部品の他端部を挟持し、前記圧延部品を前記傾斜圧延ロール系から引き出し、
前記仕上げロール系は、最後の組の前記傾斜圧延ロール系と前記部品引き出し装置との間に設置され、前記成形方法は、
前記部品押し込み装置が加熱された圧延部品を挟持し、その軸方向に沿って前記傾斜圧延ロール系内に押し込むステップS100と、
前記部品押し込み装置が前記圧延部品を押して軸方向に沿って移動させると共に、複数組の前記傾斜圧延ロール系が径方向に沿って移動し、かつ前記圧延部品を順次縮径圧延し、全ての前記傾斜圧延ロール系の回転方向が同じで、接線速度が等しいように制御し、後の組の前記傾斜圧延ロール系が前の組の前記傾斜圧延ロール系によって圧延された縮径軸部に対して、もう1回の縮径圧延を行うステップS200と、
前記圧延部品における縮径軸部が設定された減面率に達した後、前記縮径軸部に対応する傾斜圧延ロール系が径方向に沿って逆方向に移動して圧延を終了し、次に、前記仕上げロール系が前記圧延部品における全ての縮径軸部の仕上げ圧延を完了するまで、前記仕上げロール系が前記縮径軸部に対して仕上げ圧延を行うステップS300と、
前記圧延部品に対する仕上げ圧延を完了した後、前記部品引き出し装置が前記圧延部品を前記傾斜連続圧延システムから引き出し、大きな減面率を有する段付き軸を取得するステップS400と、
を含むことを特徴とする、大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法。 - 前記傾斜圧延ロール系は、2組であり、それぞれ前側傾斜圧延ロール系と後側傾斜圧延ロール系であり、
前記前側傾斜圧延ロール系は、前記圧延部品に対して1パス目の縮径圧延を行い第1の縮径軸部を取得し、前記第1の縮径軸部の減面率は、55%~65%であり、前記後側傾斜圧延ロール系は、前記第1の縮径軸部に対して2パス目の縮径圧延を行い第2の縮径軸部を取得し、前記第2の縮径軸部の前記第1の縮径軸部に対する減面率は、45%~60%であることを特徴とする、請求項1に記載の方法。 - 前記前側傾斜圧延ロール系は、円周方向に沿って均一に分布する3つの第1の傾斜圧延ロールで構成され、前記後側傾斜圧延ロール系は、円周方向に沿って均一に分布する3つの第2の傾斜圧延ロールで構成され、前記第1の傾斜圧延ロール、前記第2の傾斜圧延ロール、前記第1の縮径軸部、及び前記第2の縮径軸部は、M1>M2、かつM1<6.5D1、M2<6.5D2を満たし、
ただし、M1は、前記第1の傾斜圧延ロールの直径であり、M2は、前記第2の傾斜圧延ロールの直径であり、D1は、前記第1の縮径軸部の直径であり、D2は、前記第2の縮径軸部の直径であることを特徴とする、請求項2に記載の方法。 - 前記第1の傾斜圧延ロールの偏向角及び前記第2の傾斜圧延ロールの偏向角は、いずれも5°~9°であることを特徴とする、請求項3に記載の方法。
- 前記圧延部品を縮径圧延する場合、前記第1の傾斜圧延ロールの回転速度n1と前記第2の傾斜圧延ロールの回転速度n2との関係は、

ただし、r1は、前記第1の傾斜圧延ロールの回転半径であり、r2は、前記第2の傾斜圧延ロールの回転半径であり、μ1は、前記第1の傾斜圧延ロールの接線すべり係数であり、μ2は、前記第2の傾斜圧延ロールの接線すべり係数であり、β1は、前記第1の傾斜圧延ロールの偏向角であり、β2は、前記第2の傾斜圧延ロールの偏向角であることを特徴とする、請求項3に記載の方法。 - 前記1の傾斜圧延ロール及び前記第2の傾斜圧延ロールは、いずれも円柱状のロール成形部及び円錐台状のロールテーパ部を含み、
前記第1の傾斜圧延ロールは、前記ロール成形部により、前記圧延部品において前記第1の縮径軸部を圧延し、前記第2の傾斜圧延ロールは、前記ロール成形部により、前記第1の縮径軸部において前記第2の縮径軸部を圧延し、
ただし、M1は、前記第1の傾斜圧延ロールのロール成形部の直径であり、M2は、前記第2の傾斜圧延ロールのロール成形部の直径であり、r1は、前記第1の傾斜圧延ロールのロール成形部の回転半径であり、r2は、前記第2の傾斜圧延ロールのロール成形部の回転半径であることを特徴とする、請求項5に記載の方法。 - 前記仕上げロール系は、円周方向に沿って均一に分布する3つの円柱状の仕上げ圧延ロールで構成され、前記仕上げ圧延ロールの中心軸線と前記圧延部品の中心軸線は、平行であり、かつ偏向角がないことを特徴とする、請求項1に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211655893.4A CN116020869B (zh) | 2022-12-22 | 2022-12-22 | 一种大断面收缩率阶梯轴的多辊系斜连轧成形方法 |
| CN202211655893.4 | 2022-12-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024091237A true JP2024091237A (ja) | 2024-07-04 |
| JP7530679B2 JP7530679B2 (ja) | 2024-08-08 |
Family
ID=86075307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023095766A Active JP7530679B2 (ja) | 2022-12-22 | 2023-06-09 | 大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7530679B2 (ja) |
| CN (1) | CN116020869B (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117380728A (zh) * | 2023-10-17 | 2024-01-12 | 宁波工程学院 | 一种轴类件的多辊系斜连轧成形装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191517553A (en) * | 1915-12-15 | 1916-07-20 | Harold Wade | Improved Process of and Apparatus for Rolling Metal. |
| JP3082665B2 (ja) * | 1995-06-19 | 2000-08-28 | 住友金属工業株式会社 | 中空棒鋼の製造方法および製造装置 |
| JP6291938B2 (ja) | 2014-03-19 | 2018-03-14 | 大同特殊鋼株式会社 | 細径化加工方法及び細径化加工設備 |
| CN110102575B (zh) * | 2019-04-30 | 2020-07-31 | 北京科技大学 | 一种轴类零件两辊柔性斜轧成形装置及方法 |
| CN111604376A (zh) * | 2020-04-14 | 2020-09-01 | 江苏江海机床集团有限公司 | 一种三辊斜轧/穿孔复合成形空心阶梯轴方法 |
| CN113843379B (zh) * | 2021-10-26 | 2022-04-22 | 宁波大学 | 一种成形阶梯轴的三辊斜轧装置 |
| CN114653748B (zh) * | 2022-04-15 | 2022-10-11 | 宁波大学 | 一种直角阶梯轴的三辊斜轧成形方法 |
-
2022
- 2022-12-22 CN CN202211655893.4A patent/CN116020869B/zh active Active
-
2023
- 2023-06-09 JP JP2023095766A patent/JP7530679B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN116020869A (zh) | 2023-04-28 |
| CN116020869B (zh) | 2023-07-21 |
| JP7530679B2 (ja) | 2024-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7530679B2 (ja) | 大きな減面率を有する段付き軸のマルチロール系傾斜連続圧延成形方法 | |
| JP2004314083A (ja) | 高寸法精度管およびその製造方法 | |
| CN113770666A (zh) | 空心转轴制造方法和汽车驱动电机空心转轴 | |
| WO2011039942A1 (ja) | 多ロールマンドレルミルおよび継目無管の製造方法 | |
| JP5615938B2 (ja) | 管圧延プラント | |
| CN114653748B (zh) | 一种直角阶梯轴的三辊斜轧成形方法 | |
| JP3041068B2 (ja) | 中肉及び薄肉のシームレス管を製造する方法及び装置 | |
| CN110369495B (zh) | 一种预分料集中成型楔横轧技术 | |
| JP2718363B2 (ja) | 継目無管の肉厚制御方法 | |
| JP2014166649A (ja) | 継目無鋼管の製造方法 | |
| JP4603707B2 (ja) | 継目無管の製造方法 | |
| US6490900B1 (en) | Pipe gauging and rounding apparatus and method | |
| CN114425564B (zh) | 一种有色金属轧制用六段辊形及三辊轧机 | |
| JP3353880B2 (ja) | 継目無角形鋼管の製造方法 | |
| CN103252433B (zh) | 一种难成形半挂车车轴轴头轧制成形装置和方法 | |
| JPH0586287B2 (ja) | ||
| CN121669696A (zh) | 一种大厚度差带材双钳口卷取工艺系统及方法 | |
| JP2682356B2 (ja) | 鋼管の冷間圧延方法 | |
| JPH08243B2 (ja) | 継ぎ目無管を長手方向で圧延するための方法 | |
| CN1575877A (zh) | 无缝管轧机 | |
| JP3076700B2 (ja) | 円管の冷間絞り圧延機列 | |
| SU818681A1 (ru) | Способ винтовой раскатки труб | |
| JPH09164446A (ja) | 段付き金属材料の製造方法 | |
| CN1035067A (zh) | 行星辊辗扩成型方法及装置 | |
| JPS635162B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240722 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7530679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |