JP2023005299A - ダイカスト製造方法及び装置 - Google Patents
ダイカスト製造方法及び装置 Download PDFInfo
- Publication number
- JP2023005299A JP2023005299A JP2021107099A JP2021107099A JP2023005299A JP 2023005299 A JP2023005299 A JP 2023005299A JP 2021107099 A JP2021107099 A JP 2021107099A JP 2021107099 A JP2021107099 A JP 2021107099A JP 2023005299 A JP2023005299 A JP 2023005299A
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- runner
- degassing
- molten metal
- pressurizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
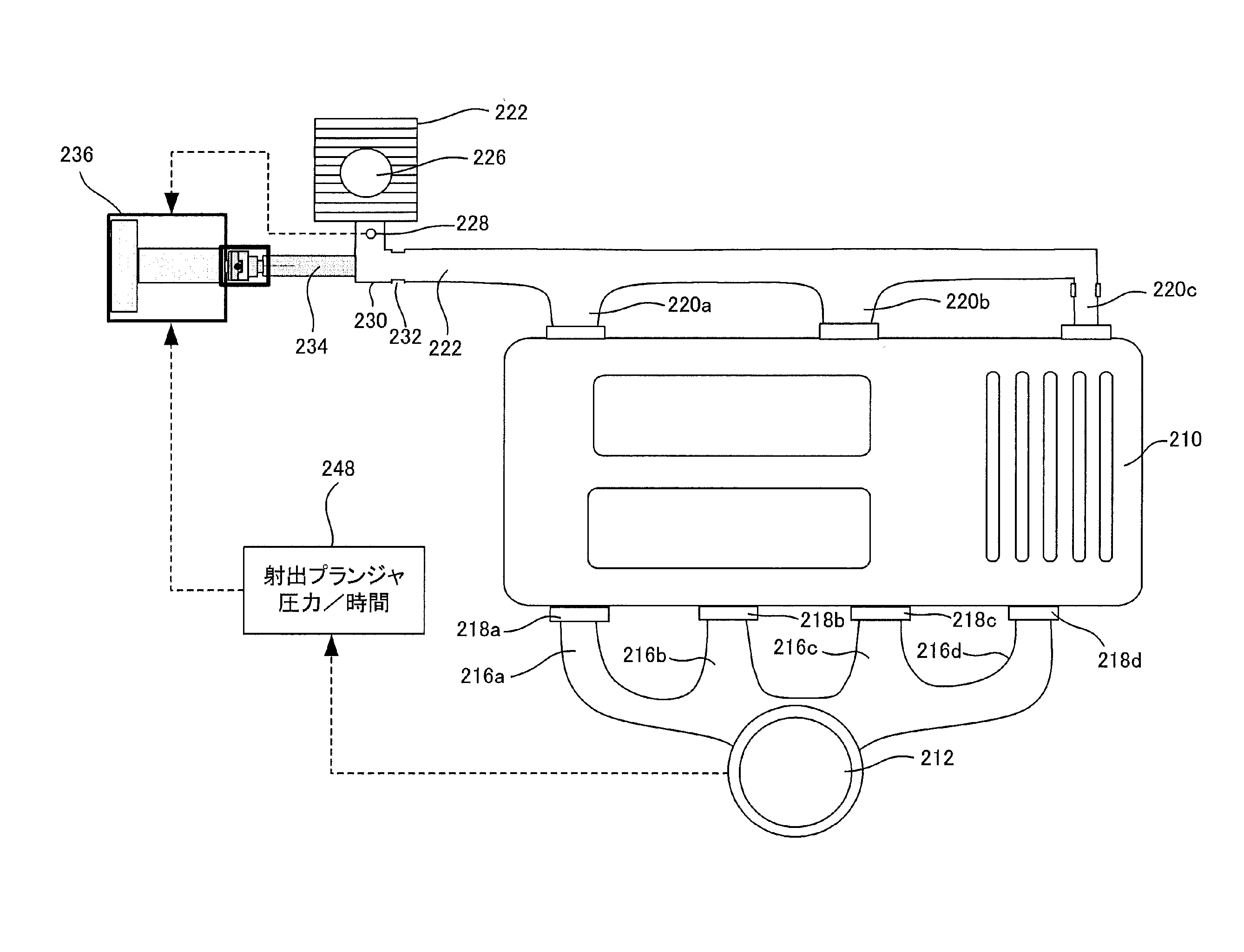
【解決手段】型締された金型のガス抜きランナーを設け、このガス抜きランナー222の途中の屈曲部230を利用してキャビティ210方向に向けた経路にオリフィス232と湯溜り部を設け、このオリフィスに挿通して溶湯を遮蔽し湯溜り部の溶湯をキャビティ部へ圧入する加圧ピン234を含む加圧手段236を設けた。
【選択図】図2
Description
また、前記逆流防止機構はオリフィスであり、加圧手段の加圧ピン側面との間で溶湯遮蔽をなすようにしたことを特徴とする。更に、前記加圧手段はガス抜きランナー内に充満する溶湯の湯溜り部をキャビティに向けて加圧することを特徴としている。
なお、オリフィス232を形成する環状突起246は、実施例のように角形断面としてもよいが、V字型、円弧型の断面形状とすることができる。この場合、V字型、円弧型の切っ先部分が鋭利となっているとメタルシールが取れないので、先端を削った形状とすることが望ましい。
その他の構成は第1実施例と同様であるので、構成要素に同一番号を付して説明を省略する。
また、上記実施例はホットチャンバーのランナーを押すことにも、またプラスチックを成形する際にも応用できる。
212……ビスケット、
214……分流子基部ランナー、
216a~216d……分岐ランナー、
218a~218d……ゲート、
220(220a~220c)……分岐ガス抜きランナー、
222……集合ガス抜きランナー、
224……チルベント、
226……真空バルブ、
228……シャットバルブセンサー、
230、230A……屈曲部、
232、232A……オリフィス、
234……加圧ピン、
236、236A……加圧手段、
240……アクチュエータ、
246……環状突起、
248……制御手段、
250……直管部、
252……曲管部。
Claims (7)
- 型締された金型のキャビティに溶湯を充填した際にでるキャビティ内ガスをガス抜きランナーを通じて排出するダイカスト製造方法において、ガス抜きランナーの形状を損ねることなく、この一部を湯溜りにして、ここをキャビティ方向に向けて加圧する加圧手段を設け、キャビティを2次的に加圧することを特徴とするダイカスト製造方法。
- 型締された金型のキャビティに溶湯を充填した際にでるキャビティ内ガスをガス抜きランナーを通じて排出するダイカスト製造方法において、前記ガス抜きランナーにおけるキャビティに向けた経路に逆流防止機構と湯溜り部を介して加圧手段を設け、この加圧手段をプランジャーの高速射出完了信号を基準として設定された遅れ時間で加圧動作させることを特徴とするダイカスト製造方法。
- 型締された金型のキャビティに溶湯を充填した際にでるキャビティ内ガスをガス抜きランナーを通じて排出するダイカスト製造方法において、前記ガス抜きランナーにおけるキャビティに向けた経路に逆流防止機構と湯溜り部を介して加圧手段を設け、この加圧手段を2次充填溶湯がシャットバルブセンサーに到達したセンサー信号で加圧動作させることを特徴とするダイカスト製造方法。
- 前記逆流防止機構はオリフィスであり、加圧手段の加圧ピン側面との間で溶湯遮蔽をなすようにしたことを特徴とする請求項2又は請求項3に記載のダイカスト製造方法。
- 前記加圧手段はガス抜きランナー内に充満する溶湯の湯溜り部をキャビティに向けて逆流加圧することを特徴とする請求項1に記載のダイカスト製造方法。
- 型締された金型のガス抜きランナーを設け、このガス抜きランナーの途中を屈曲させ、この屈曲部分のキャビティ方向に向けた経路にオリフィスと湯溜り部を設け、このオリフィスに挿通して溶湯を遮蔽する加圧ピンを含む加圧手段を設けたことを特徴とするダイカスト製造装置。
- 前記ガス抜きランナーは、キャビティの複数個所から出る分岐ガス抜きランナーとそれらの集合管である集合ガス抜きランナーとからなり、前記加圧手段は前記分岐ガス抜きランナー部分または前記集合ガス抜きランナー部分に設けたことを特徴とする請求項6に記載のダイカスト装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021107099A JP7750482B2 (ja) | 2021-06-28 | 2021-06-28 | ダイカスト製造方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021107099A JP7750482B2 (ja) | 2021-06-28 | 2021-06-28 | ダイカスト製造方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023005299A true JP2023005299A (ja) | 2023-01-18 |
| JP7750482B2 JP7750482B2 (ja) | 2025-10-07 |
Family
ID=85107993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021107099A Active JP7750482B2 (ja) | 2021-06-28 | 2021-06-28 | ダイカスト製造方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7750482B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023145876A1 (ja) * | 2022-01-28 | 2023-08-03 | 株式会社ダイレクト21 | ダイカスト製造方法及び装置並びに加圧手段 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6138770A (ja) * | 1984-07-31 | 1986-02-24 | Hitachi Metals Ltd | 圧力鋳造のガス抜き兼用部分加圧装置 |
| JPH08243714A (ja) * | 1995-03-13 | 1996-09-24 | Honda Motor Co Ltd | ダイカスト鋳造における局部加圧方法および制御装置 |
| JPH08281409A (ja) * | 1995-04-07 | 1996-10-29 | U Mold:Kk | 金型用ガス抜き装置および金型用ガス抜き装置を用いた鋳造方法 |
| JP2002361393A (ja) * | 2001-06-08 | 2002-12-17 | Nakanihon Diecast Kogyo Kk | ダイカスト製造方法 |
| JP2004202520A (ja) * | 2002-12-24 | 2004-07-22 | Aisin Seiki Co Ltd | 鋳造方法及び鋳造装置 |
| JP2011224650A (ja) * | 2010-03-30 | 2011-11-10 | Ryobi Ltd | ダイカスト用装置及びダイカスト法 |
-
2021
- 2021-06-28 JP JP2021107099A patent/JP7750482B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6138770A (ja) * | 1984-07-31 | 1986-02-24 | Hitachi Metals Ltd | 圧力鋳造のガス抜き兼用部分加圧装置 |
| JPH08243714A (ja) * | 1995-03-13 | 1996-09-24 | Honda Motor Co Ltd | ダイカスト鋳造における局部加圧方法および制御装置 |
| JPH08281409A (ja) * | 1995-04-07 | 1996-10-29 | U Mold:Kk | 金型用ガス抜き装置および金型用ガス抜き装置を用いた鋳造方法 |
| JP2002361393A (ja) * | 2001-06-08 | 2002-12-17 | Nakanihon Diecast Kogyo Kk | ダイカスト製造方法 |
| JP2004202520A (ja) * | 2002-12-24 | 2004-07-22 | Aisin Seiki Co Ltd | 鋳造方法及び鋳造装置 |
| JP2011224650A (ja) * | 2010-03-30 | 2011-11-10 | Ryobi Ltd | ダイカスト用装置及びダイカスト法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023145876A1 (ja) * | 2022-01-28 | 2023-08-03 | 株式会社ダイレクト21 | ダイカスト製造方法及び装置並びに加圧手段 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7750482B2 (ja) | 2025-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101497117B (zh) | 模具和制造铸造制品的方法 | |
| JP7706583B2 (ja) | ダイカスト用装置の制御方法およびダイカスト法 | |
| CN101954471A (zh) | 一种带补压功能的高压铸造模具型腔抽真空方法及装置 | |
| US10894286B2 (en) | High-pressure die casting apparatus and method | |
| JP2023005299A (ja) | ダイカスト製造方法及び装置 | |
| KR100841032B1 (ko) | 사출성형방법 및 사출성형장치 | |
| US20250367725A1 (en) | Die-cast manufacturing method and die-cast manufacturing apparatus, and pressurization means | |
| JP2008246503A (ja) | 鋳造方法及びダイカストマシン | |
| JP2024177576A (ja) | 加圧ロッドの動作制御方法、ダイカスト法 | |
| WO2018025677A1 (ja) | ダイカストマシン | |
| JP2000225453A (ja) | ガス抜き装置 | |
| US11484939B2 (en) | Venting device for venting a casting mold having a saw-toothed gap | |
| JPH08281409A (ja) | 金型用ガス抜き装置および金型用ガス抜き装置を用いた鋳造方法 | |
| JP7055522B2 (ja) | ダイカスト装置のガス抜き装置及びガス抜き方法 | |
| JP7837046B2 (ja) | 射出成形用金型及び樹脂成形方法 | |
| JP2025059796A (ja) | ダイカスト製造方法および装置 | |
| JP7726478B2 (ja) | ダイカスト製造方法及び装置 | |
| JP2025122505A (ja) | ダイカスト装置 | |
| KR20080113509A (ko) | 냉각수를 이용한 이젝트핀의 작동 구조 및 방법 | |
| JP3651045B2 (ja) | ダイカスト金型のランナー開閉装置 | |
| JPH10314918A (ja) | 真空ダイカスト装置および真空ダイカスト方法 | |
| JP2016124030A (ja) | 鋳造用金型 | |
| JP2022171078A (ja) | ダイカスト用装置およびダイカスト法 | |
| CN117500621A (zh) | 压铸制造方法及装置 | |
| JPH08117957A (ja) | 金型用ガス抜き装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250818 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250916 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7750482 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R154 | Certificate of patent or utility model (reissue) |
Free format text: JAPANESE INTERMEDIATE CODE: R154 |