JP2022057504A - 外観検査装置 - Google Patents
外観検査装置 Download PDFInfo
- Publication number
- JP2022057504A JP2022057504A JP2020165795A JP2020165795A JP2022057504A JP 2022057504 A JP2022057504 A JP 2022057504A JP 2020165795 A JP2020165795 A JP 2020165795A JP 2020165795 A JP2020165795 A JP 2020165795A JP 2022057504 A JP2022057504 A JP 2022057504A
- Authority
- JP
- Japan
- Prior art keywords
- work
- unit
- light
- image
- inspection target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【解決手段】外観検査装置は、ワークの外観を検査する。外観検査装置は、ワークに向けて光を照射する光照射ユニットと、光照射ユニットからの光がワークで反射した反射光を受光する受光ユニットと、受光ユニットでの受光結果に基づいてワーク全体の画像を生成する画像処理部と、ワーク全体のうちの検査対象となる検査対象領域の検査対象画像を抽出し、該検査対象画像を取り込んで、検査対象領域の外観の良否判断の基準となる基準画像と、検査対象画像とを比較して、良否判断を行う判断部とを備える。
【選択図】図16
Description
本発明の目的は、検査時間の短縮が可能な外観検査装置を提供することにある。
ワークに向けて光を照射する光照射ユニットと、
光照射ユニットからの光がワークで反射した反射光を受光する受光ユニットと、
受光ユニットでの受光結果に基づいてワーク全体の画像を生成する画像処理部と、
ワーク全体のうちの検査対象となる検査対象領域の検査対象画像を抽出し、検査対象画像を取り込んで、検査対象領域の外観の良否判断の基準となる基準画像と、検査対象画像とを比較して、良否判断を行う判断部とを備えることを特徴とする。
なお、ワーク9としては、特に限定されず、例えば、コネクティングロッド(略称:コンロッド)等の自動車部品等が挙げられる。本実施形態では、ワーク9がコネクティングロッドの場合を一例にして説明する。
また、ベルト41上でのワーク9は、搬送方向上流側に小端部92が位置し、搬送方向下流側に大端部91が位置した状態で載置され、その向き(姿勢)のまま搬送される。
また、これら12個の光学ユニット2のうち、6個の光学ユニット2は、搬送方向上流側で第1検査に用いられる。また、残りの6個の光学ユニット2は、搬送方向下流側で第2検査に用いられる。上流側の6個の光学ユニット2と、下流側の6個の光学ユニット2とは、配置箇所が異なること以外は、同じ構成であるため、上流側の6個の光学ユニット2について、代表的に説明する。
また、外観検査装置1では、光照射部23と受光部24とが光学ユニット2を構成すると言うこととは別に、6個の光照射部23が光照射ユニット21を構成し、6個の受光部24が受光ユニット22を構成すると言うこともできる。
また、各光照射部23は、レーザ光(光LB)をワーク9の搬送方向と交差する方向、すなわち、Y軸方向に沿ったライン状に照射することができる。これにより、図5、図7に示すように、ワーク9に対して、Y軸方向に沿ったライン状のレーザ光が当たる。そして、ワーク9の平面視での形状に応じて、すなわち、ワーク9が良品なのか不良品なのかに応じて、ワーク9上でレーザ光が当たる位置(状態)が変わる(図5~図7参照)。従って、外観検査装置1は、「光切断法」によりワーク9の平面視での形状を検出する装置であると言うことができる。また、ワーク9に対しては、レーザ光がライン状に当たるため、例えばレーザ光がスポット状(点状)に当たる場合に比べて、スムースな画像7を取得することができる。
そして、Y軸方向に沿って並ぶ3つの光学ユニット2のうち、中央に位置する光学ユニット2は、平面視でベルト41の中心線O41上に配置され、残りの2つの光学ユニット2は、中央の光学ユニット2から等距離に配置される。
また、搬送方向上流側と下流側とでは、光学ユニット2R同士が対向し、光学ユニット2B同士が対向し、光学ユニット2G同士が対向して配置される。
例えば、光学ユニット2Rに着目すると、当該光学ユニット2Rを構成する光照射部23からは、赤色の光LBが照射される。光照射部23とともに光学ユニット2Rを構成する受光部24は、赤色の光LBが透過し、それ以外の波長の光LBの透過を遮断する特定波長透過フィルタが内蔵されている。これにより、受光部24は、赤色の光LBを安定して受光することができる。
また、前述したように、Y軸方向に沿って並ぶ3つの光学ユニット2は、互いに波長が異なる光LBの発光と受光とがなされる。これにより、例えば光学ユニット2Rの光LBが光学ユニット2Gで受光されるのを防止する、すなわち、誤受光を防止することができ、よって、ワーク9を正確に撮像することができる。
なお、本実施形態では、制御部3は、第1検査で用いられる光学ユニット2と、第2検査で用いられる光学ユニット2とを制御しているが、これに限定されない。例えば、第1検査で用いられる光学ユニット2を制御する制御部3と、第2検査で用いられる光学ユニット2を制御する制御部3とがそれぞれ設けられていてもよい。
また、搬送部4は、PLC(Programmable Logic Controller)にて制御されていてもよい。
外観検査装置1は、第1検査および第2検査の2つの検査結果に基づいて、ワーク9が良品であるか、または、不良品であるかを判断することができる。以下、ワーク9に対する良不良を判断する構成について説明する。
また、外観検査装置1では、検査対象領域94が予め特定されており、光LBが照射される照射領域には、検査対象領域94が含まれる。
画像処理部33は、受光ユニット22での受光結果、すなわち、前述したレーザ測長器での検出結果に基づいて、ワーク9全体の画像7を生成することができる。
例えば、図5、図7に示すように、良品のワーク9Aと、不良品のワーク9Bとでは、光LBが当たる部分と、当たらない部分とが異なる。すなわち、図5に示す状態では、光LBは、ワーク9Aの大端部91上の2箇所に当たっているが、図7に示す状態では、ワーク9Bに欠損部95がある分、当該欠損部95には、光LBが当たらず、大端部91上での光LBの当たる箇所は、1箇所である。そして、ワーク9が良品である場合(ワーク9Aの場合)には、図8に示す画像7が生成される。一方、ワーク9が不良品である場合(ワーク9Bの場合)には、図9に示す画像7が生成される。
なお、ベルト41上に当たる光LBも撮像されるが、当該光LBに関する画像データは、画像処理部33で削除される。
本実施形態では、基準画像8として、図10に示す第1基準画像81、図11に示す第2基準画像82、図12に示す第3基準画像83が用意される。第1基準画像81は、大端部91の画像である。第2基準画像82は、連結部93の画像である。第3基準画像83は、小端部92の画像である。
なお、図13に示すように、検査対象領域94が連結部93の場合、当該連結部93の外観の良否判断には、第2基準画像82が用いられる。
また、図14に示すように、検査対象領域94が小端部92の場合、当該小端部92の外観の良否判断には、第3基準画像83が用いられる。
また、ワーク9に損傷がある場合、検査対象画像71に対する縮尺の程度によっては、検査対象画像71から損傷が消失するおそれがあるが、画像処理部33では、損傷を強調する処理を行うことができる。これにより、判断部34では、損傷があるワーク9をワーク9Bとして判断することができる。
次いで、判断部34は、例えばテンプレートマッチングにより、基準画像8と検査対象画像71とを比較して、良否判断を行う。例えば、基準画像8と検査対象画像71との一致数が閾値を越えた場合には、検査対象領域94の外観が「良」と判断され、閾値以下の場合には、検査対象領域94の外観が「不良」と判断される。
なお、外観検査装置1は、検査対象領域94ごとに、例えば閾値等の検査条件を変更することもできる。
また、報知部6は、良否判断において否と判断された検査対象領域94を報知することができる。これにより、損傷が生じているのはどこの部分であるのかを把握ことができる。
なお、画像処理部33または判断部34は、各受光部24(受光ユニット22)で各波長の光LBを受光した後、信号処理上、または、当該受光部24で特定の波長に対応した検査対象画像71を抽出することもできる。これにより、波長を特定した分、判断部34で処理する検査対象画像71のスキャン点データを低減して、検査時間の短縮に寄与する。
まず、搬送部4を作動させて(ステップS101)、ワーク9を搬送する。
次いで、第1検査を行う(ステップS102)。ステップS102は、サブルーチンである(図16参照)。
次いで、第2検査を行う(ステップS104)。ステップS104は、サブルーチンである(図16参照)。
次いで、第1検査および第2検査の検査結果に基づいて、ワーク9が良品であるか、または、不良品であるかを判断する(ステップS105)。ステップS105での判断の結果、「ワーク9を良品とする」ことができれば、プログラムを終了する。一方、ステップS105での判断の結果、「ワーク9を良品とする」ことができない場合には、ワーク9の不良個所、すなわち、損傷が生じているのはどこの部分であるのかを、報知部6により報知して、プログラムを終了する。
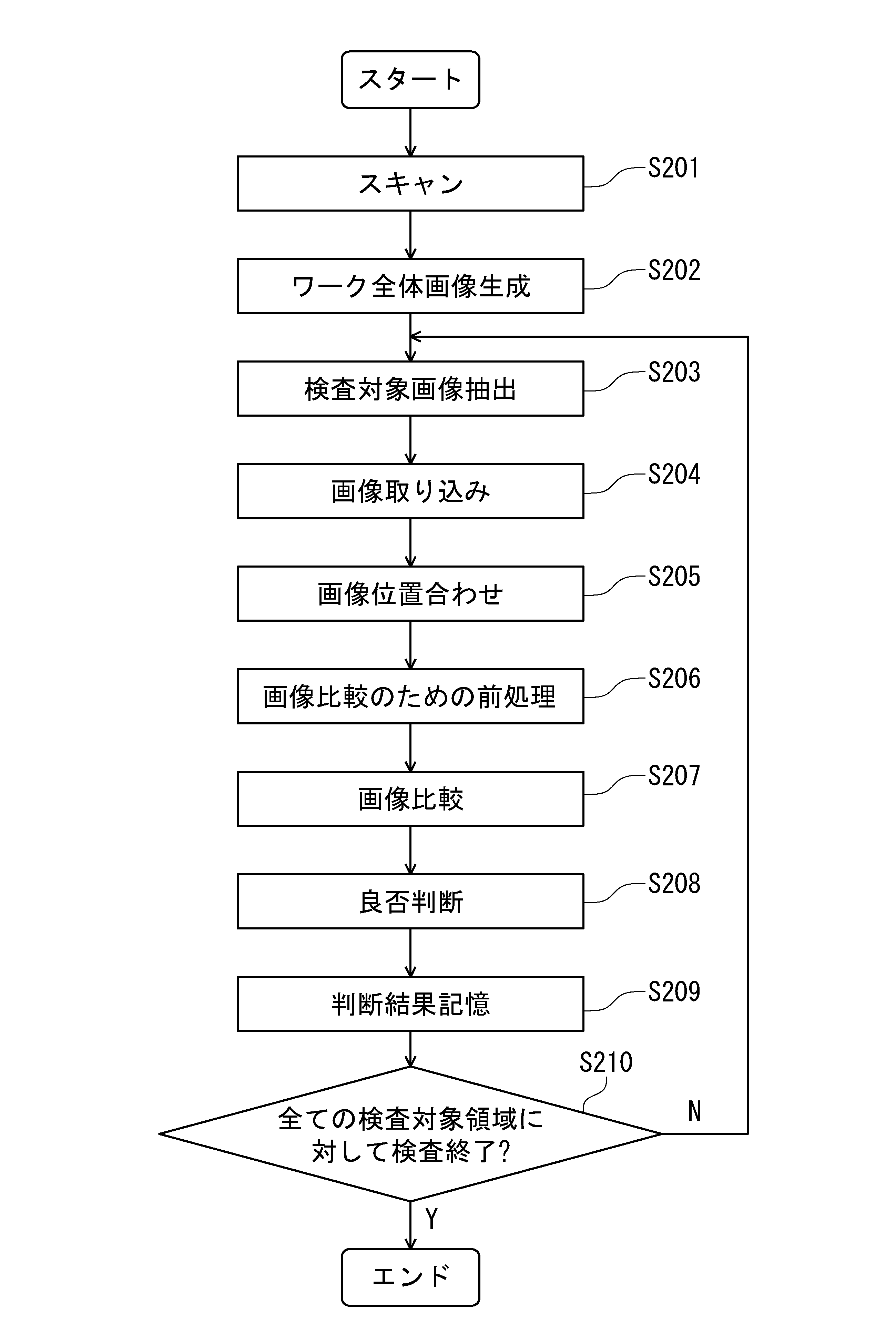
サブルーチンでは、まず、光学ユニット2により、ワーク9全体をスキャンして、撮像する(ステップS201)。
次いで、画像処理部33がワーク9全体の画像7を生成するとともに(ステップS202)、判断部34が画像7から検査対象画像71を抽出する(ステップS203)。
次いで、判断部34は、基準画像8(第1対応画像)と検査対象画像71(第2対応画像)とを比較して(ステップS207)、検査対象領域94の外観に対する良否を判断する(ステップS208)。
次いで、判断部34は、全検査対象領域94に対して検査(第1検査または第2検査)が終了したか否かを判断する(ステップS210)。
ステップS210での判断の結果、検査が終了した場合には、サブルーチンを終了し、検査が終了していない場合には、ステップS203に戻り、以降のステップを順次実行する。
以上のようなプログラムにより、ワーク9に対する良不良の判断を迅速かつ正確に行うことができる。
実際に製造されたワーク9の寸法は、寸法公差を含めた外形に仕上がるため、現物のワーク9の画像7と、設計値に基づいて得られた基準画像8、すなわち、寸法公差を含めていない基準画像8とでは、完全に一致することはなく、ワーク9が全て不良品として判断されてしまうおそれがある。そこで、外観検査装置1では、画像7と基準画像8との差を解消するために、スケールを合わせる処理が行われる。これにより、検査時間の短縮を図ることができる。
また、光学ユニット2の配置態様は、搬送方向上流側と下流側とで、それぞれ、前記実施形態では2行3列に配置されるが、これに限定されず、例えば、2行1列であってもよいし、2行2列であってもよい。また、各光学ユニット2の配置箇所については、平面視でベルト41と重なる位置であればよい。
Claims (14)
- ワークの外観を検査する外観検査装置であって、
前記ワークに向けて光を照射する光照射ユニットと、
前記光照射ユニットからの前記光が前記ワークで反射した反射光を受光する受光ユニットと、
前記受光ユニットでの受光結果に基づいて前記ワーク全体の画像を生成する画像処理部と、
前記ワーク全体のうちの検査対象となる検査対象領域の検査対象画像を抽出し、該検査対象画像を取り込んで、前記検査対象領域の外観の良否判断の基準となる基準画像と、前記検査対象画像とを比較して、前記良否判断を行う判断部とを備えることを特徴とする外観検査装置。 - 前記光照射ユニットは、前記光として、レーザ光を照射する請求項1に記載の外観検査装置。
- 前記ワークを搬送する搬送部を備え、
前記光照射ユニットは、前記レーザ光を前記ワークの搬送方向と交差する方向に沿ったライン状に照射する請求項2に記載の外観検査装置。 - 前記光照射ユニットは、互いに波長が異なる前記光をそれぞれ照射する複数の光照射部を有し、
前記画像処理部は、前記受光ユニットで各前記波長の光を受光した後、信号処理上、または、前記受光ユニットで特定の波長に対応した前記検査対象画像を抽出する請求項1~3のいずれか1項に記載の外観検査装置。 - 前記光照射ユニットは、互いに波長が異なる前記光をそれぞれ照射する複数の光照射部を有し、
前記受光ユニットは、各前記光照射部からの前記波長が異なる光を個別に受光する複数の受光部を有する請求項1~4のいずれか1項に記載の外観検査装置。 - 前記ワークを搬送する搬送部を備え、
前記複数の光照射部は、前記ワークの搬送方向と交差する方向に沿って設けられる請求項5に記載の外観検査装置。 - 前記ワークを搬送する搬送部を備え、
前記光照射ユニットは、前記ワークの搬送方向に沿って設けられた少なくとも2つの光照射部を有し、
前記2つの光照射部のうち、前記搬送方向上流側に設けられた前記光照射部は、前記搬送方向上流側から下流側に向かって前記光を照射し、前記搬送方向下流側に設けられた前記光照射部は、前記搬送方向下流側から上流側に向かって前記光を照射する請求項1~6のいずれか1項に記載の外観検査装置。 - 前記光照射ユニットと前記受光ユニットとは、前記ワークとの距離を測定するレーザ測長器を構成する請求項1~7のいずれか1項に記載の外観検査装置。
- 前記ワークは、互いに位置が異なる複数の前記検査対象領域を有し、
前記判断部は、各前記検査対象領域に対して、前記良否判断を行う請求項1~8のいずれか1項に記載の外観検査装置。 - 前記判断部は、複数の前記検査対象領域のうち、少なくとも1つの前記検査対象領域に対する前記良否判断において否と判断した場合には、前記ワークを不良品と判断する請求項9に記載の外観検査装置。
- 前記良否判断において否と判断された前記検査対象領域を報知する報知部を備える請求項10に記載の外観検査装置。
- 前記画像処理部は、前記基準画像と前記検査対象画像との縮尺を合わせる処理を行う請求項1~11のいずれか1項に記載の外観検査装置。
- 前記基準画像は、前記ワークの設計値に基づいて得られた画像であり、
前記画像処理部は、前記基準画像を前記ワークの実寸の大きさに対応する第1対応画像とし、前記検査対象画像を前記ワークの実寸の大きさに対応する第2対応画像とする処理を行い、
前記判断部は、前記第1対応画像と前記第2対応画像とを比較して、前記良否判断を行う請求項1~12のいずれか1項に記載の外観検査装置。 - 前記ワークを表裏反転させる反転機構を備え、
前記ワークの表側に対する外観検査と、裏側に対する外観検査と行う請求項1~13のいずれか1項に記載の外観検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020165795A JP7593034B2 (ja) | 2020-09-30 | 2020-09-30 | 外観検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020165795A JP7593034B2 (ja) | 2020-09-30 | 2020-09-30 | 外観検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022057504A true JP2022057504A (ja) | 2022-04-11 |
| JP7593034B2 JP7593034B2 (ja) | 2024-12-03 |
Family
ID=81110210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020165795A Active JP7593034B2 (ja) | 2020-09-30 | 2020-09-30 | 外観検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7593034B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023188889A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社神戸製鋼所 | 自動溶接の溶接制御方法、制御装置、溶接システム、プログラム、および溶接方法 |
| JP2024156288A (ja) * | 2023-04-24 | 2024-11-06 | 日伸工業株式会社 | 加工システム |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1068607A (ja) * | 1996-08-27 | 1998-03-10 | Matsushita Electric Works Ltd | 3次元形状計測方法 |
| JP2004085204A (ja) * | 2002-08-22 | 2004-03-18 | Kurabo Ind Ltd | 座屈検査装置及び方法 |
| JP2008064486A (ja) * | 2006-09-05 | 2008-03-21 | Dainippon Printing Co Ltd | 印刷物検査装置、印刷物検査方法 |
| US20080273211A1 (en) * | 2005-12-09 | 2008-11-06 | Fraunhofer-Gesellschaft Zur Forderung Der Angewandten Forschung E.V. | Apparatus and Method for Measuring the Surface of a Body |
| JP2017190962A (ja) * | 2016-04-11 | 2017-10-19 | 日本電産トーソク株式会社 | ワークの外観検査装置と外観検査方法 |
| JP2018040767A (ja) * | 2016-09-09 | 2018-03-15 | 大日本印刷株式会社 | 目視確認支援装置及び目視確認支援方法 |
| JP2018203418A (ja) * | 2017-05-31 | 2018-12-27 | ウエブテック株式会社 | ワーク供給装置 |
| EP3470778A1 (en) * | 2017-10-13 | 2019-04-17 | Cognex Corporation | System and method for field calibration of a vision system imaging two opposite sides of a calibration object |
| WO2020039567A1 (ja) * | 2018-08-23 | 2020-02-27 | 日本電気株式会社 | 物体照合装置 |
| JP2020051998A (ja) * | 2018-09-28 | 2020-04-02 | 日本電産トーソク株式会社 | 製品異常判定装置 |
-
2020
- 2020-09-30 JP JP2020165795A patent/JP7593034B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1068607A (ja) * | 1996-08-27 | 1998-03-10 | Matsushita Electric Works Ltd | 3次元形状計測方法 |
| JP2004085204A (ja) * | 2002-08-22 | 2004-03-18 | Kurabo Ind Ltd | 座屈検査装置及び方法 |
| US20080273211A1 (en) * | 2005-12-09 | 2008-11-06 | Fraunhofer-Gesellschaft Zur Forderung Der Angewandten Forschung E.V. | Apparatus and Method for Measuring the Surface of a Body |
| JP2008064486A (ja) * | 2006-09-05 | 2008-03-21 | Dainippon Printing Co Ltd | 印刷物検査装置、印刷物検査方法 |
| JP2017190962A (ja) * | 2016-04-11 | 2017-10-19 | 日本電産トーソク株式会社 | ワークの外観検査装置と外観検査方法 |
| JP2018040767A (ja) * | 2016-09-09 | 2018-03-15 | 大日本印刷株式会社 | 目視確認支援装置及び目視確認支援方法 |
| JP2018203418A (ja) * | 2017-05-31 | 2018-12-27 | ウエブテック株式会社 | ワーク供給装置 |
| EP3470778A1 (en) * | 2017-10-13 | 2019-04-17 | Cognex Corporation | System and method for field calibration of a vision system imaging two opposite sides of a calibration object |
| WO2020039567A1 (ja) * | 2018-08-23 | 2020-02-27 | 日本電気株式会社 | 物体照合装置 |
| JP2020051998A (ja) * | 2018-09-28 | 2020-04-02 | 日本電産トーソク株式会社 | 製品異常判定装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023188889A1 (ja) | 2022-03-30 | 2023-10-05 | 株式会社神戸製鋼所 | 自動溶接の溶接制御方法、制御装置、溶接システム、プログラム、および溶接方法 |
| JP2024156288A (ja) * | 2023-04-24 | 2024-11-06 | 日伸工業株式会社 | 加工システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7593034B2 (ja) | 2024-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2620868C2 (ru) | Система и способ контроля качества изделия | |
| TWI414782B (zh) | 適於自動檢測及修補印刷電路板之裝置及方法,及適於自動標記印刷電路板之裝置 | |
| JP7566334B2 (ja) | 成形されたガラスシートの表面を測定するためのシステム及び方法 | |
| CA3158524A1 (en) | Systems and methods for analyzing weld quality | |
| JP2022509137A (ja) | 深層畳み込みニューラルネットワークを用いたレーザ加工システムの加工誤差の検出 | |
| KR20180009792A (ko) | 표면 결함 검출 장치, 표면 결함 검출 방법 및, 강재의 제조 방법 | |
| US20180061718A1 (en) | Method of inspecting surface and method of manufacturing semiconductor device | |
| JP5828817B2 (ja) | 条鋼材の形状検査方法 | |
| CN113506236B (zh) | 检查装置以及焊接装置 | |
| JP2022057504A (ja) | 外観検査装置 | |
| CN112884743A (zh) | 检测方法及装置、检测设备和存储介质 | |
| JP2006300663A (ja) | 欠点検出システム | |
| TW202043760A (zh) | 玻璃板的製造方法以及玻璃板的製造裝置 | |
| US20230282499A1 (en) | Apparatus, method and recording medium storing command for inspection | |
| JP4477980B2 (ja) | X線検査装置、x線検査方法およびx線検査プログラム | |
| JP2001183124A (ja) | 表面性状検査方法および表面性状検査装置 | |
| JP2012002605A (ja) | 溶接表面の欠陥検査方法 | |
| JP2018179812A (ja) | 穴内部検査装置、及び穴内部検査方法 | |
| JP2018054430A (ja) | 検査装置及び計測軌道経路生成方法 | |
| JP2013181784A (ja) | 物品検査装置と物品検査方法 | |
| JP7557843B2 (ja) | レーザリペア方法、レーザリペア装置 | |
| TW202109025A (zh) | 雷射修復方法、雷射修復裝置 | |
| JP2019070545A (ja) | 表面検査装置および表面検査方法 | |
| KR100750899B1 (ko) | 용접부 결함검사를 위한 검사장비 | |
| KR20260012708A (ko) | 광 간섭 단층 촬영을 사용한 용접 경로의 식별 및 보정 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230824 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20230824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240430 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241022 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7593034 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |