JP2022040129A - 立体造形物を造形する装置、立体造形物を造形する方法 - Google Patents
立体造形物を造形する装置、立体造形物を造形する方法 Download PDFInfo
- Publication number
- JP2022040129A JP2022040129A JP2021202366A JP2021202366A JP2022040129A JP 2022040129 A JP2022040129 A JP 2022040129A JP 2021202366 A JP2021202366 A JP 2021202366A JP 2021202366 A JP2021202366 A JP 2021202366A JP 2022040129 A JP2022040129 A JP 2022040129A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- flattening
- modeling
- model
- rotating member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 9
- 238000000465 moulding Methods 0.000 title abstract description 12
- 239000000463 material Substances 0.000 claims abstract description 119
- 238000006073 displacement reaction Methods 0.000 claims abstract description 10
- 238000007599 discharging Methods 0.000 abstract description 3
- 238000010030 laminating Methods 0.000 abstract description 3
- 238000007493 shaping process Methods 0.000 abstract 2
- 238000001514 detection method Methods 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 230000008531 maintenance mechanism Effects 0.000 description 4
- 230000003028 elevating effect Effects 0.000 description 3
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 3
- 229910052753 mercury Inorganic materials 0.000 description 3
- 150000004820 halides Chemical class 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229910001507 metal halide Inorganic materials 0.000 description 2
- 150000005309 metal halides Chemical class 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 238000000862 absorption spectrum Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Abstract

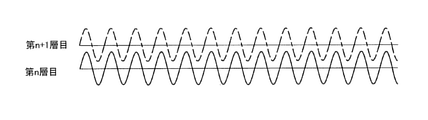
【解決手段】造形層10を積層する造形ステージ11と、造形ステージ11上の造形層10にモデル材201を吐出する第1ヘッド21と、造形ステージ11上の造形層10を平坦化する平坦化ローラ23とを備え、平坦化ローラ23は造形ステージ11に対して相対移動可能であり、平坦化ローラ23の移動方向における平坦化ローラ23の下端の変位の軌跡を回転位相とするとき、積層方向に連続する第n層目の造形層10と第n+1層目となる造形層10をそれぞれ平坦化するとき、第n層目の平坦化と第n+1層目の平坦化の際の、それぞれの平坦化ローラ23の移動方向における平坦化ローラ23の回転位相のずれを制御する。
【選択図】図5
Description
層状造形物を積層する造形ステージと、
前記造形ステージ上の前記層状造形物に造形材を付与する付与手段と、
前記造形ステージ上の前記層状造形物を平坦化する回転部材と、を備え、
前記回転部材は前記造形ステージに対して相対移動可能であり、
前記回転部材の移動方向における前記回転部材の下端の変位の軌跡を回転位相とするとき、
積層方向に連続する第n層目の前記層状造形物と第n+1層目となる前記層状造形物をそれぞれ平坦化するとき、前記第n層目の平坦化と前記第n+1層目の平坦化の際の、それぞれの前記回転部材の移動方向における前記回転部材の回転位相のずれを制御する手段を備えている
構成とした。
2 造形ユニット
10 造形層(層状造形物)
11 造形ステージ
20 キャリッジ
21 第1ヘッド(モデル材付与手段)
22 第2ヘッド(サポート材付与手段)
23 平坦化ローラ(回転部材)
24 硬化ユニット(硬化手段)
201 モデル材
202 サポート材
201A~201C モデル材造形物
500 制御部
Claims (6)
- 層状造形物を積層する造形ステージと、
前記造形ステージ上の前記層状造形物に造形材を付与する付与手段と、
前記造形ステージ上の前記層状造形物を平坦化する回転部材と、を備え、
前記回転部材は前記造形ステージに対して相対移動可能であり、
前記回転部材の移動方向における前記回転部材の下端の変位の軌跡を回転位相とするとき、
積層方向に連続する第n層目の前記層状造形物と第n+1層目となる前記層状造形物をそれぞれ平坦化するとき、前記第n層目の平坦化と前記第n+1層目の平坦化の際の、それぞれの前記回転部材の移動方向における前記回転部材の回転位相のずれを制御する手段を備えている
ことを特徴とする立体造形物を造形する装置。 - 前記第n層目を平坦化するときの回転位相に対して前記第n+1層目を平坦化するときの回転位相を180°ずらす
ことを特徴とする請求項1に記載の立体造形物を造形する装置。 - 前記第n層目と第n+1層目は前記立体造形物の最表面の近傍の層である
ことを特徴とする請求項2に記載の立体造形物を造形する装置。 - 前記第n層目を平坦化するときと前記第n+1層目を平坦化するときとで、前記回転部材の移動方向における前記回転部材の回転位相を一致させる
ことを特徴とする請求項1に記載の立体造形物を造形する装置。 - 前記立体造形物の最表面となる前記層状造形物を形成するときには、前記回転部材による平坦化を行わない
ことを特徴とする請求項1ないし4のいずれかに記載の立体造形物を造形する装置。 - 造形ステージ上の層状造形物に造形材を付与し、
前記造形ステージ上の前記層状造形物を前記造形ステージに対して相対移動可能な回転部材で平坦化し、
前記回転部材の移動方向における前記回転部材の下端の変位の軌跡を回転位相とするとき、
積層方向に連続する第n層目の前記層状造形物と第n+1層目となる前記層状造形物をそれぞれ平坦化するとき、前記第n層目の平坦化と前記第n+1層目の平坦化の際の、それぞれの前記回転部材の移動方向における前記回転部材の回転位相のずれを制御する
ことを特徴とする立体造形物を造形する方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021202366A JP7255662B2 (ja) | 2017-11-28 | 2021-12-14 | 立体造形物を造形する装置、立体造形物を造形する方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017227388A JP7003601B2 (ja) | 2017-11-28 | 2017-11-28 | 立体造形物を造形する装置、立体造形物を造形する方法、プログラム |
| JP2021202366A JP7255662B2 (ja) | 2017-11-28 | 2021-12-14 | 立体造形物を造形する装置、立体造形物を造形する方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017227388A Division JP7003601B2 (ja) | 2017-11-28 | 2017-11-28 | 立体造形物を造形する装置、立体造形物を造形する方法、プログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022040129A true JP2022040129A (ja) | 2022-03-10 |
| JP7255662B2 JP7255662B2 (ja) | 2023-04-11 |
Family
ID=87885197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021202366A Active JP7255662B2 (ja) | 2017-11-28 | 2021-12-14 | 立体造形物を造形する装置、立体造形物を造形する方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7255662B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023248523A1 (ja) * | 2022-06-21 | 2023-12-28 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013067121A (ja) * | 2011-09-22 | 2013-04-18 | Keyence Corp | 三次元造形装置及び三次元造形方法 |
| JP2013067118A (ja) * | 2011-09-22 | 2013-04-18 | Keyence Corp | 三次元造形装置、三次元造形方法、三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 |
| JP2013075391A (ja) * | 2011-09-29 | 2013-04-25 | Brother Industries Ltd | 立体造形データ作成装置および立体造形データ作成プログラム |
| JP2015182304A (ja) * | 2014-03-24 | 2015-10-22 | ブラザー工業株式会社 | 立体造形装置およびその駆動制御方法 |
| WO2017010457A1 (ja) * | 2015-07-14 | 2017-01-19 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| JP2017013351A (ja) * | 2015-06-30 | 2017-01-19 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| US20170326801A1 (en) * | 2016-05-13 | 2017-11-16 | Xerox Corporation | Bearing based leveling assembly for three-dimensional object printing |
-
2021
- 2021-12-14 JP JP2021202366A patent/JP7255662B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013067121A (ja) * | 2011-09-22 | 2013-04-18 | Keyence Corp | 三次元造形装置及び三次元造形方法 |
| JP2013067118A (ja) * | 2011-09-22 | 2013-04-18 | Keyence Corp | 三次元造形装置、三次元造形方法、三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 |
| JP2013075391A (ja) * | 2011-09-29 | 2013-04-25 | Brother Industries Ltd | 立体造形データ作成装置および立体造形データ作成プログラム |
| JP2015182304A (ja) * | 2014-03-24 | 2015-10-22 | ブラザー工業株式会社 | 立体造形装置およびその駆動制御方法 |
| JP2017013351A (ja) * | 2015-06-30 | 2017-01-19 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| WO2017010457A1 (ja) * | 2015-07-14 | 2017-01-19 | 株式会社ミマキエンジニアリング | 造形装置及び造形方法 |
| US20170326801A1 (en) * | 2016-05-13 | 2017-11-16 | Xerox Corporation | Bearing based leveling assembly for three-dimensional object printing |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023248523A1 (ja) * | 2022-06-21 | 2023-12-28 | ローランドディー.ジー.株式会社 | 三次元造形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7255662B2 (ja) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7003601B2 (ja) | 立体造形物を造形する装置、立体造形物を造形する方法、プログラム | |
| US20220040921A1 (en) | Method and apparatus for additive manufacturing with shared components | |
| US11446860B2 (en) | Method and apparatus for separation of cured resin layer from resin support in additive manufacturing | |
| JP6314991B2 (ja) | 三次元造形装置および三次元造形方法 | |
| JP6438919B2 (ja) | 光造形装置および光造形方法 | |
| JP6682878B2 (ja) | 造形装置 | |
| CN108656746B (zh) | 液滴致动器制造装置、系统和相关方法 | |
| EP3344439A1 (en) | Method and apparatus for layerwise production of a tangible object. | |
| JP2022040129A (ja) | 立体造形物を造形する装置、立体造形物を造形する方法 | |
| EP3219470A1 (en) | Three dimensional printing apparatus | |
| TW201516580A (zh) | 具有主動對準之卷對卷無光罩微影 | |
| JP6397124B2 (ja) | 3次元造形装置 | |
| US20170210066A1 (en) | Shaping apparatus | |
| JP6796440B2 (ja) | 積層装置および三次元造形装置 | |
| KR102638145B1 (ko) | 지문 인식 모듈의 uv 코팅 장치 및 이를 이용한 uv 코팅 방법 | |
| US10474135B2 (en) | Three dimensional printing method | |
| JP6828267B2 (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法、立体造形物の造形データを作成する方法 | |
| US20170210065A1 (en) | Shaping apparatus | |
| US20220339859A1 (en) | Systems and methods for additive manufacturing | |
| JP6809858B2 (ja) | 三次元造形方法 | |
| JP2020151940A (ja) | 立体造形物の製造装置、立体造形物の製造方法、及び立体造形物の製造プログラム | |
| EP3539774A1 (en) | Three-dimensional fabricating apparatus and three-dimensional fabricating method | |
| JP2018047630A (ja) | 三次元造形装置および三次元造形方法 | |
| KR102257085B1 (ko) | 고점도 광경화성 수지를 이용한 탑 다운 타입의 3d 프린터 및 이를 이용한 3d 프린팅 조형물 제조 방법 | |
| JP6848205B2 (ja) | 立体造形物を造形する装置、プログラム、立体造形物を造形する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230313 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7255662 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |