JP2022010097A - 電極の製造方法 - Google Patents
電極の製造方法 Download PDFInfo
- Publication number
- JP2022010097A JP2022010097A JP2021181123A JP2021181123A JP2022010097A JP 2022010097 A JP2022010097 A JP 2022010097A JP 2021181123 A JP2021181123 A JP 2021181123A JP 2021181123 A JP2021181123 A JP 2021181123A JP 2022010097 A JP2022010097 A JP 2022010097A
- Authority
- JP
- Japan
- Prior art keywords
- granulator
- granulated
- granulated body
- pores
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 31
- 239000011148 porous material Substances 0.000 claims abstract description 42
- 239000004020 conductor Substances 0.000 claims abstract description 15
- 238000005520 cutting process Methods 0.000 claims abstract description 15
- 239000011230 binding agent Substances 0.000 claims abstract description 13
- 238000000465 moulding Methods 0.000 claims abstract description 13
- 239000007772 electrode material Substances 0.000 claims abstract description 11
- 239000002904 solvent Substances 0.000 claims abstract description 11
- 238000005469 granulation Methods 0.000 claims description 23
- 230000003179 granulation Effects 0.000 claims description 23
- 238000004898 kneading Methods 0.000 claims description 13
- 238000005096 rolling process Methods 0.000 claims description 5
- 239000000203 mixture Substances 0.000 abstract description 28
- 239000000463 material Substances 0.000 abstract description 14
- 239000008187 granular material Substances 0.000 description 12
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 10
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 230000007547 defect Effects 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- 239000002033 PVDF binder Substances 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000006230 acetylene black Substances 0.000 description 4
- 238000005422 blasting Methods 0.000 description 4
- 239000011888 foil Substances 0.000 description 4
- 229910002804 graphite Inorganic materials 0.000 description 4
- 239000010439 graphite Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000007774 positive electrode material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910001228 Li[Ni1/3Co1/3Mn1/3]O2 (NCM 111) Inorganic materials 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 230000010534 mechanism of action Effects 0.000 description 2
- 239000007773 negative electrode material Substances 0.000 description 2
- 239000011255 nonaqueous electrolyte Substances 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910010707 LiFePO 4 Inorganic materials 0.000 description 1
- 229910015643 LiMn 2 O 4 Inorganic materials 0.000 description 1
- 229910014689 LiMnO Inorganic materials 0.000 description 1
- 229910013716 LiNi Inorganic materials 0.000 description 1
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000002800 charge carrier Substances 0.000 description 1
- 239000011246 composite particle Substances 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000006232 furnace black Substances 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000011361 granulated particle Substances 0.000 description 1
- 229910021469 graphitizable carbon Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229910021470 non-graphitizable carbon Inorganic materials 0.000 description 1
- -1 polytetrafluoroethylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000000935 solvent evaporation Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 238000013518 transcription Methods 0.000 description 1
- 230000035897 transcription Effects 0.000 description 1
- 239000012808 vapor phase Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Battery Electrode And Active Subsutance (AREA)
Abstract

【課題】造粒体の大粒化を抑制することが可能な、造粒体の製造方法を提供する。
【解決手段】造粒体の製造方法は、電極活物質、導電材、バインダおよび溶媒を造粒機で混錬し、混錬物を得る混錬ステップと、該混錬物を、該造粒機の細孔から押し出す成型ステップと、押し出された該混錬物を所望の長さに切断し、造粒体を得る切断ステップと、を含む。該造粒機の細孔形状は、凹凸を有する。
【選択図】図1
【解決手段】造粒体の製造方法は、電極活物質、導電材、バインダおよび溶媒を造粒機で混錬し、混錬物を得る混錬ステップと、該混錬物を、該造粒機の細孔から押し出す成型ステップと、押し出された該混錬物を所望の長さに切断し、造粒体を得る切断ステップと、を含む。該造粒機の細孔形状は、凹凸を有する。
【選択図】図1
Description
本開示は、造粒体の製造方法に関する。
特開平10-55801号公報(特許文献1)には、充填密度の高い負極合材を得るための造粒体の製造装置(押出し造粒機)が開示されている。該押出し造粒機は、真円状の細孔(貫通孔)形状を有する。
特許文献1に係る押出し造粒機により製造された造粒体は、真円状の細孔(貫通孔)形状に由来した形状を有するものと考えられる。すなわち、造粒体の形状は凹凸が少ないか、あるいは凹凸を有さないと考えられる。なお、本明細書において凹凸とは、平坦な状態から隆起した構造を意味する。隆起の仕方にはさまざまな形状があるため、凹凸の形状は特に限定されない。
造粒体の形状が、凹凸が少ない場合や、あるいは造粒体の形状が、凹凸を有さない場合は、隣接する造粒体同士が接触し得る面積(以後、「接触面積」とも記す)が大きくなると考えられる。造粒体は粘着質であるため、造粒体の形状が、凹凸が少ない場合や、あるいは造粒体の形状が、凹凸を有さない場合は、造粒体同士が接着し、造粒体が大粒化する懸念がある。係る大粒化された造粒体を用い、たとえば湿潤粉体成膜(MPS)装置により電極合材層を製造した場合、MPS装置のロールとロールとの間(ギャップ)に大粒化された造粒体が詰まり、製造された電極合材層に欠陥が生じる可能性がある。なお、本明細書において「大粒化された造粒体」とは、たとえば4mm以上の大きさを有する造粒体を意味する。
本開示の目的は、造粒体の大粒化を抑制することが可能な、造粒体の製造方法を提供することにある。
以下、本開示の技術的構成および作用効果が説明される。ただし本開示の作用メカニズムは推定を含んでいる。作用メカニズムの正否により特許請求の範囲が限定されるべきではない。
造粒体の製造方法は、混錬ステップ、成型ステップおよび切断ステップを含む。混錬ステップは、電極活物質、導電材、バインダおよび溶媒を造粒機で混錬し、混錬物を得るステップである。成型ステップは、混錬ステップにより得られた混錬物を、造粒機の細孔から押し出すステップである。切断ステップは、成型ステップにより押し出された混錬物を、所望の長さに切断し、造粒体を得るステップである。造粒機の細孔形状は、凹凸を有する。
造粒機の細孔(貫通孔)形状は、凹凸を有している。そのため、造粒機の細孔(貫通孔)から押し出された混錬物、および押し出された混錬物を所望の長さに切断することにより得られる造粒体は、造粒機の細孔形状に由来した凹凸を有する。造粒体が造粒機の細孔形状に由来した凹凸を有することにより、隣接する造粒体同士が接触しうる接触面積が低減される。したがって、造粒体同士が接触することが抑制され、造粒体の大粒化が抑制されるものと期待される。なお、本開示において「造粒体」とは、電極活物質、導電材、バインダおよび溶媒を含有する造粒粒子(複合粒子)の集合体(粒体)を意味する。造粒体をシート状に圧延し、圧延された造粒体を集電体の表面に配置することにより、電池用電極を製造することができる。
以下、本開示の実施形態(本明細書では「本実施形態」と記される)が説明される。ただし、本実施形態は以下の説明に限定されるものではない。たとえば、以下の説明では、造粒体の非水電解質二次電池(典型的にはリチウムイオン電池)用電極への適用例を説明するが、本実施形態は非水電解質二次電池用電極の製造方法に限定されるものではない。
以下の説明では、負極および正極を総称して「電極」とも称している。すなわち以下の説明において「電極」は、「正極」または「負極」を示し、「電極合材層」は、「正極合材層」または「負極合材層」を示している。
<造粒体の製造方法>
図1に示されるように、本開示に係る製造方法は、混錬ステップ(S01)、成型ステップ(S02)および切断ステップ(S03)を含む。図2(b)に示されるように、本開示に係る製造方法において用いられる造粒機50の細孔(貫通孔)53の形状は、凹凸を有する。以下図面を参照しつつ、造粒機50および各ステップ(S01)~(S03)について説明する。
図1に示されるように、本開示に係る製造方法は、混錬ステップ(S01)、成型ステップ(S02)および切断ステップ(S03)を含む。図2(b)に示されるように、本開示に係る製造方法において用いられる造粒機50の細孔(貫通孔)53の形状は、凹凸を有する。以下図面を参照しつつ、造粒機50および各ステップ(S01)~(S03)について説明する。
《造粒機》
図2(a)に示されるように、造粒機50は押し出しスクリュー51を備えている。造粒機50の先端部には、複数の細孔(貫通孔)53が設けられている。押し出しスクリュー51は、図示しない駆動装置によって回転する。図2(a)において、押し出しスクリュー51に描かれた曲線矢印は、押し出しスクリュー51の回転方向を示している。
図2(a)に示されるように、造粒機50は押し出しスクリュー51を備えている。造粒機50の先端部には、複数の細孔(貫通孔)53が設けられている。押し出しスクリュー51は、図示しない駆動装置によって回転する。図2(a)において、押し出しスクリュー51に描かれた曲線矢印は、押し出しスクリュー51の回転方向を示している。
(造粒機50の細孔(貫通孔)形状)
図2(b)に示されるように、造粒機50の細孔(貫通孔)53の形状は、凹凸を有する。凹凸は造粒機50の細孔(貫通孔)の断面に形成されてもよいし、造粒機50の細孔(貫通孔)の長さ方向に形成されてもよいし、造粒機50の細孔(貫通孔)の断面および長さ方向の両方に形成されてもよい。細孔(貫通孔)53の直径(φ)は、たとえば0.1mm以上4.0mm未満であってもよく、0.1mm以上3.0mm以下であることが望ましい。細孔(貫通孔)53の直径(φ)が0.1mm未満の場合、造粒体の直径も0.1mm未満となると考えられる。同様に、細孔(貫通孔)53の直径(φ)が4.0mm以上の場合、造粒体の直径も4.0mm以上となると考えられる。造粒体の直径が0.1mm未満である場合、MPS装置を用いた成膜が困難になるおそれがある。造粒体の直径が4.0mm以上である場合、造粒体をMPS装置に投入し、電極合材層を製造する際、MPS装置のロールとロールとのギャップに造粒体が入りきらず、成膜品質が低下する(すなわち、電極合材層に欠陥が生じる)傾向にある。図2(b)に示されるように、細孔(貫通孔)53は、真円に対してたとえば所定の高さ(d)の凸部もしくは凹部が8個以上ある構成としてもよい。凸凹の高さ(d)は、たとえば200μm以上300μm以下であってもよい。なお、本明細書において「凸凹の高さ(d)」とは、凸部の最も高い位置と、凹部の最も低い位置との距離を意味する。
図2(b)に示されるように、造粒機50の細孔(貫通孔)53の形状は、凹凸を有する。凹凸は造粒機50の細孔(貫通孔)の断面に形成されてもよいし、造粒機50の細孔(貫通孔)の長さ方向に形成されてもよいし、造粒機50の細孔(貫通孔)の断面および長さ方向の両方に形成されてもよい。細孔(貫通孔)53の直径(φ)は、たとえば0.1mm以上4.0mm未満であってもよく、0.1mm以上3.0mm以下であることが望ましい。細孔(貫通孔)53の直径(φ)が0.1mm未満の場合、造粒体の直径も0.1mm未満となると考えられる。同様に、細孔(貫通孔)53の直径(φ)が4.0mm以上の場合、造粒体の直径も4.0mm以上となると考えられる。造粒体の直径が0.1mm未満である場合、MPS装置を用いた成膜が困難になるおそれがある。造粒体の直径が4.0mm以上である場合、造粒体をMPS装置に投入し、電極合材層を製造する際、MPS装置のロールとロールとのギャップに造粒体が入りきらず、成膜品質が低下する(すなわち、電極合材層に欠陥が生じる)傾向にある。図2(b)に示されるように、細孔(貫通孔)53は、真円に対してたとえば所定の高さ(d)の凸部もしくは凹部が8個以上ある構成としてもよい。凸凹の高さ(d)は、たとえば200μm以上300μm以下であってもよい。なお、本明細書において「凸凹の高さ(d)」とは、凸部の最も高い位置と、凹部の最も低い位置との距離を意味する。
《混錬ステップ(S01)》
混錬ステップでは、電極活物質、導電材、バインダおよび溶媒を造粒機50で混錬することにより、混錬物を得る。混錬物は、たとえば粘土状である。本ステップに先立って、電極活物質、導電材、バインダおよび溶媒を予め従来公知の攪拌造粒装置を用いて混錬してもよい。
混錬ステップでは、電極活物質、導電材、バインダおよび溶媒を造粒機50で混錬することにより、混錬物を得る。混錬物は、たとえば粘土状である。本ステップに先立って、電極活物質、導電材、バインダおよび溶媒を予め従来公知の攪拌造粒装置を用いて混錬してもよい。
(電極活物質)
電極活物質は、電荷担体(典型的にはリチウムイオン)を電気化学的に吸蔵、放出できる物質であればよい。正極の製造に用いられる造粒体を製造する場合、電極活物質(正極活物質)は、たとえばLiCoO2、LiNiO2、LiNi1/3Co1/3Mn1/3O2(NCM)、LiNi0.8Co0.15Al0.05O2(NCA)、LiMnO2、LiMn2O4、LiFePO4等であってもよい。また、負極の製造に用いられる造粒体を製造する場合、電極活物質(負極活物質)は、たとえばアモルファスコートグラファイト(黒鉛粒子の表面にアモルファスカーボンがコートされた形態のもの)、黒鉛、易黒鉛化性炭素、難黒鉛化性炭素、珪素、酸化珪素、錫、酸化錫等であってもよい。
電極活物質は、電荷担体(典型的にはリチウムイオン)を電気化学的に吸蔵、放出できる物質であればよい。正極の製造に用いられる造粒体を製造する場合、電極活物質(正極活物質)は、たとえばLiCoO2、LiNiO2、LiNi1/3Co1/3Mn1/3O2(NCM)、LiNi0.8Co0.15Al0.05O2(NCA)、LiMnO2、LiMn2O4、LiFePO4等であってもよい。また、負極の製造に用いられる造粒体を製造する場合、電極活物質(負極活物質)は、たとえばアモルファスコートグラファイト(黒鉛粒子の表面にアモルファスカーボンがコートされた形態のもの)、黒鉛、易黒鉛化性炭素、難黒鉛化性炭素、珪素、酸化珪素、錫、酸化錫等であってもよい。
(導電材およびバインダ)
導電材およびバインダは特に限定されるべきではない。正極の製造に用いられる造粒体を製造する場合、導電材はたとえばアセチレンブラック(AB)、ファーネスブラック、気相成長炭素繊維(VGCF)、黒鉛等であってもよい。バインダは、たとえばポリフッ化ビニリデン(PVdF)、スチレンブタジエンゴム(SBR)、ポリテトラフルオロエチレン(PTFE)等であってもよい。負極の製造に用いられる造粒体を製造する場合、導電材は、正極の製造に用いられる造粒体を製造する際と同様の導電材を用いてもよい。バインダは、たとえば、カルボキシメチルセルロース(CMC)、スチレンブタジエンゴム(SBR)等であってもよい。
導電材およびバインダは特に限定されるべきではない。正極の製造に用いられる造粒体を製造する場合、導電材はたとえばアセチレンブラック(AB)、ファーネスブラック、気相成長炭素繊維(VGCF)、黒鉛等であってもよい。バインダは、たとえばポリフッ化ビニリデン(PVdF)、スチレンブタジエンゴム(SBR)、ポリテトラフルオロエチレン(PTFE)等であってもよい。負極の製造に用いられる造粒体を製造する場合、導電材は、正極の製造に用いられる造粒体を製造する際と同様の導電材を用いてもよい。バインダは、たとえば、カルボキシメチルセルロース(CMC)、スチレンブタジエンゴム(SBR)等であってもよい。
(溶媒)
正極の製造に用いられる造粒体を製造する場合、溶媒はたとえばN-メチル-2-ピロリドン(NMP)であってもよい。負極の製造に用いられる造粒体を製造する場合、溶媒はたとえば水であってもよい。
正極の製造に用いられる造粒体を製造する場合、溶媒はたとえばN-メチル-2-ピロリドン(NMP)であってもよい。負極の製造に用いられる造粒体を製造する場合、溶媒はたとえば水であってもよい。
(混錬物)
正極の製造に用いられる造粒体を製造する場合、混錬物は、混錬物の固形分全体に対して80~98質量%の正極活物質、1~15質量%以下の導電材および1~5質量%以下のバインダを含んでもよい。負極の製造に用いられる造粒体を製造する場合、混錬物は、混錬物の固形分全体に対して70~98質量%の負極活物質、1~15質量%の導電材および1~15質量%のバインダを含んでもよい。
正極の製造に用いられる造粒体を製造する場合、混錬物は、混錬物の固形分全体に対して80~98質量%の正極活物質、1~15質量%以下の導電材および1~5質量%以下のバインダを含んでもよい。負極の製造に用いられる造粒体を製造する場合、混錬物は、混錬物の固形分全体に対して70~98質量%の負極活物質、1~15質量%の導電材および1~15質量%のバインダを含んでもよい。
《成型ステップ(S02)》
成型ステップ(S02)は、混錬ステップ(S01)により得られた混錬物52を、造粒機50の細孔(貫通孔)53から押し出すステップである。図2(a)に示されるように、成型ステップ(S02)により、成型された混錬物54を得ることができる。図2(b)に示されるように、造粒機50の細孔(貫通孔)53の形状は、凹凸を有している。そのため、細孔(貫通孔)53から押し出された混錬物54は、造粒機50の細孔(貫通孔)53の形状に由来した凹凸を有する。
成型ステップ(S02)は、混錬ステップ(S01)により得られた混錬物52を、造粒機50の細孔(貫通孔)53から押し出すステップである。図2(a)に示されるように、成型ステップ(S02)により、成型された混錬物54を得ることができる。図2(b)に示されるように、造粒機50の細孔(貫通孔)53の形状は、凹凸を有している。そのため、細孔(貫通孔)53から押し出された混錬物54は、造粒機50の細孔(貫通孔)53の形状に由来した凹凸を有する。
《切断ステップ(S03)》
本工程(S03)は、成型ステップ(S02)により押し出された混錬物54を所望の長さに切断し、造粒体を得るステップである。なお、切断はカッター等の従来公知の方法により行い得る。図3は、本工程(S03)にて得られる造粒体1aを示している。図3における造粒体1aの径(φ)は、図2(b)に示される造粒機50の細孔(貫通孔)53の直径(φ)と一致するものと考えられる。図3を参照して、造粒体1aの長さ(L)は、0.1mm以上4.0mm未満であってもよく、0.1mm以上3.0mm以下であることが望ましい。造粒体1aの長さ(L)が0.1mm未満の場合、MPS装置を用いた成膜が困難になるおそれがある。造粒体1aの長さ(L)が4.0mm以上である場合、造粒体をMPS装置に投入した際、MPS装置のロールとロールとのギャップに造粒体が入りきらず、成膜品質が低下する(すなわち、電極合材層に欠陥が生じる)傾向にある。
本工程(S03)は、成型ステップ(S02)により押し出された混錬物54を所望の長さに切断し、造粒体を得るステップである。なお、切断はカッター等の従来公知の方法により行い得る。図3は、本工程(S03)にて得られる造粒体1aを示している。図3における造粒体1aの径(φ)は、図2(b)に示される造粒機50の細孔(貫通孔)53の直径(φ)と一致するものと考えられる。図3を参照して、造粒体1aの長さ(L)は、0.1mm以上4.0mm未満であってもよく、0.1mm以上3.0mm以下であることが望ましい。造粒体1aの長さ(L)が0.1mm未満の場合、MPS装置を用いた成膜が困難になるおそれがある。造粒体1aの長さ(L)が4.0mm以上である場合、造粒体をMPS装置に投入した際、MPS装置のロールとロールとのギャップに造粒体が入りきらず、成膜品質が低下する(すなわち、電極合材層に欠陥が生じる)傾向にある。
<電極の製造>
混錬ステップ(S01)、成型ステップ(S02)および切断ステップ(S03)を経て製造された造粒体1aを用いて、電池用電極を製造することができる。本実施形態における電池用電極は、たとえば帯状のシート部材である。
混錬ステップ(S01)、成型ステップ(S02)および切断ステップ(S03)を経て製造された造粒体1aを用いて、電池用電極を製造することができる。本実施形態における電池用電極は、たとえば帯状のシート部材である。
電極を製造する工程は、造粒体1aを圧延し、シート状に成型された造粒体である造粒体1bを得ること(圧延操作)および造粒体1bを集電体の表面に配置すること(配置操作)を含む。以下に説明するように、「配置すること」の一態様として、「転写すること」が挙げられる。圧延操作および配置操作は、この順に実行されてもよいし、相前後して実行されてもよいし、あるいは同時に実行されてもよい。
(電極製造装置)
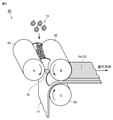
図4は、電極を製造するための工程の一例を示す概略図である。図4に示される電極製造装置90はMPS装置であり、3本のロール、すなわちAロール91、Bロール92およびCロール93を備えている。各ロールは、図示しない駆動装置によって回転駆動される。図4において、各ロールに描かれた曲線矢印は、各ロールの回転方向を示している。
図4は、電極を製造するための工程の一例を示す概略図である。図4に示される電極製造装置90はMPS装置であり、3本のロール、すなわちAロール91、Bロール92およびCロール93を備えている。各ロールは、図示しない駆動装置によって回転駆動される。図4において、各ロールに描かれた曲線矢印は、各ロールの回転方向を示している。
造粒体1aは、Aロール91とBロール92とのギャップに供給される。Aロール91には、Aロール91からBロール92に向かう方向に荷重が加えられている。そのためAロール91とBロール92とのギャップでは、造粒体1aが圧延され、シート状に成型され、造粒体1bが得られる。
造粒体1b(シート体)は、Bロール92によって搬送され、Bロール92とCロール93とのギャップに供給される。集電体11は、Cロール93によって搬送され、Bロール92とCロール93とのギャップに供給される。電池用電極が正極である場合、集電体11はたとえばアルミニウム(Al)箔である。電池用電極が負極である場合、集電体11はたとえば銅(Cu)箔である。
Bロール92とCロール93とのギャップでは、造粒体1bが集電体11に擦り付けられる。これにより、造粒体1bが集電体11に圧着され、造粒体1bが集電体11の表面に配置される。すなわち造粒体1bが、Bロール92の表面から集電体11の表面へと転写される。
造粒体1bを集電体11の表面に配置することにより、造粒体1bは電極合材層12となる。その後、造粒体1bに残存する溶媒を蒸発させる操作を行ってもよい。溶媒の蒸発操作は、図示しない乾燥炉において行われ得る。さらに電池の仕様に合わせて、圧縮、裁断等を行うことにより、電池用電極を製造することができる。
図3に示されるように、造粒体1aは造粒機51の細孔(貫通孔)53の形状に由来した凹凸を有している。そのため、造粒体1aが大粒化されることが抑制されている。これにより、造粒体1aがAロール91とBロール92とのギャップに詰まることが抑制されると考えられる。したがって、造粒体1bに欠陥が生じる可能性が抑制され、延いては電極合材層12に欠陥が生じる可能性が抑制されると考えられる。
<電池用電極>
《構成》
図5は、電池用電極の構成の一例を示す概略図である。電極10は、典型的には上記の製造方法により製造される電極である。
《構成》
図5は、電池用電極の構成の一例を示す概略図である。電極10は、典型的には上記の製造方法により製造される電極である。
電極10は、集電体11と、集電体11の表面に配置されている電極合材層12とを含む。電極合材層12は、前述の造粒体1bにより形成された層であり、電極活物質、導電材およびバインダを含有する。電極合材層12は、集電体11の両方の表面(表裏)に配置されている。前述のように、集電体11は、電池用電極が正極である場合、たとえばアルミニウム(Al)箔であり、電池用電極が負極である場合、たとえば銅(Cu)箔である。
集電体11の厚さは、集電体11が正極集電体である場合は、たとえば10~30μmの厚さを有してもよく、集電体11が負極集電体である場合は、たとえば5~20μmの厚さを有してもよい。電極合材層12の厚さは、電極合材層12が正極合材層である場合は、たとえば100~200μmの厚さを有してもよく、電極合材層12が負極合材層である場合は、たとえば50~150μmの厚さを有してもよい。
<その他の実施形態>
細孔(貫通孔)53の形状は、図2(b)に示されるような凹凸を有する形状の他、たとえば真円状の細孔(貫通孔)にブラスト処理を施し、細かな凹凸を有する形状としてもよい。これにより、細かい凹凸のついた造粒体を得ることができる。係る造粒体においても、隣接する造粒体1a同士が接するための接触面積が低減されると考えられる。これにより、造粒体1a同士が接着することが抑制され、造粒体1aの大粒化が抑制されるものと期待される。
細孔(貫通孔)53の形状は、図2(b)に示されるような凹凸を有する形状の他、たとえば真円状の細孔(貫通孔)にブラスト処理を施し、細かな凹凸を有する形状としてもよい。これにより、細かい凹凸のついた造粒体を得ることができる。係る造粒体においても、隣接する造粒体1a同士が接するための接触面積が低減されると考えられる。これにより、造粒体1a同士が接着することが抑制され、造粒体1aの大粒化が抑制されるものと期待される。
ブラスト処理に用いるブラスト装置としては、エアーを用いてメディア(研削材)を投射するエアーブラスト装置(ブロワタイプ、コンプレッサータイプ等)、モーターによる回転運動によりメディアを投射するショットブラスト装置などを用いてもよい。メディアの材質としては、たとえばアルミナ(褐色、白色)、炭化ケイ素、ガラス、鉄、銅、亜鉛、アルミニウム、ステンレス、珪砂、ガーネット、樹脂等を用いてもよい。メディアの形状は特に制限されず、たとえば球状や略球状であってもよい。メディアの粒径(直径)は、たとえば5μm~30μmであってもよい。
以下、実施例が説明される。ただし以下の説明は特許請求の範囲を限定するものではない。
<造粒体の製造>
《実施例1》
1.電池用電極(正極)に用いられる、造粒体の製造
以下の材料が準備された
正極活物質:LiNi1/3Co1/3Mn1/3O2(NCM)
導電材:AB
バインダ:PVdF
溶媒:N-メチル-2-ピロリドン(NMP)
《実施例1》
1.電池用電極(正極)に用いられる、造粒体の製造
以下の材料が準備された
正極活物質:LiNi1/3Co1/3Mn1/3O2(NCM)
導電材:AB
バインダ:PVdF
溶媒:N-メチル-2-ピロリドン(NMP)
2.混錬ステップ(S01)
造粒機50内で、NCM、AB、PVdFおよびNMPが混合された。これにより、混錬物52を得た。混錬物52の固形分組成は、混錬物52の固形分を100重量部としたとき、NCM93重量部、AB4重量部、PVdF3重量部であった。造粒機50の細孔(貫通孔)は、凹凸を有している。
造粒機50内で、NCM、AB、PVdFおよびNMPが混合された。これにより、混錬物52を得た。混錬物52の固形分組成は、混錬物52の固形分を100重量部としたとき、NCM93重量部、AB4重量部、PVdF3重量部であった。造粒機50の細孔(貫通孔)は、凹凸を有している。
3.成型ステップ(S02)
押し出しスクリュー51を30rpmで回転させることにより、混錬物52を造粒機50の細孔(貫通孔)53から押し出した。これにより、押し出された混錬物52(成型された混錬物54)を得た。
押し出しスクリュー51を30rpmで回転させることにより、混錬物52を造粒機50の細孔(貫通孔)53から押し出した。これにより、押し出された混錬物52(成型された混錬物54)を得た。
4.切断ステップ(S03)
押し出された混錬物52(成型された混錬物54)を、カッターを用いて切断することにより、実施例1に係る造粒体1aを得た。実施例1に係る造粒体1aは、図3に示されるように造粒機50の細孔(貫通孔)53の形状に由来した凹凸を有していた。造粒体1aの最大径は2.5mmであり、造粒体1aの長さ(L)は2mmであり、凹凸の数は8つであり、凸凹の高さは、250μmであった。
押し出された混錬物52(成型された混錬物54)を、カッターを用いて切断することにより、実施例1に係る造粒体1aを得た。実施例1に係る造粒体1aは、図3に示されるように造粒機50の細孔(貫通孔)53の形状に由来した凹凸を有していた。造粒体1aの最大径は2.5mmであり、造粒体1aの長さ(L)は2mmであり、凹凸の数は8つであり、凸凹の高さは、250μmであった。
《比較例1》
造粒機の細孔(貫通孔)形状が真円状であり、凹凸を有さない造粒機を用いたことを除いては、実施例1と同様に造粒体1aが製造された。造粒体1aの最大径は2.5mmであり、造粒体1aの長さ(L)は2mmであったが、比較例1に係る造粒体1aは、凹凸を有していなかった。
造粒機の細孔(貫通孔)形状が真円状であり、凹凸を有さない造粒機を用いたことを除いては、実施例1と同様に造粒体1aが製造された。造粒体1aの最大径は2.5mmであり、造粒体1aの長さ(L)は2mmであったが、比較例1に係る造粒体1aは、凹凸を有していなかった。
<篩試験>
目開きが4mmの篩が準備された。実施例1に係る造粒体1aおよび比較例1に係る造粒体1aが乾燥され、その固形分率が実質的に100質量%に調整された。実施例1に係る造粒体1aおよび比較例1に係る造粒体1aが、それぞれ100gずつ別の容器に封入された。各容器に対して、振とう機にて振幅1mm/60rpmの条件で30秒間振とうを行った。その後、実施例1に係る造粒体1aおよび比較例1に係る造粒体1aを篩にかけ、篩を通過できない造粒体の割合を測定した。結果は以下の表1の、「篩非通過率」の欄に示されている。篩非通過率が0%の場合、全ての造粒体1aが篩を通過したことを意味し、篩非通過率が100%の場合、全ての造粒体1aが篩を通過しなかったことを意味する。
目開きが4mmの篩が準備された。実施例1に係る造粒体1aおよび比較例1に係る造粒体1aが乾燥され、その固形分率が実質的に100質量%に調整された。実施例1に係る造粒体1aおよび比較例1に係る造粒体1aが、それぞれ100gずつ別の容器に封入された。各容器に対して、振とう機にて振幅1mm/60rpmの条件で30秒間振とうを行った。その後、実施例1に係る造粒体1aおよび比較例1に係る造粒体1aを篩にかけ、篩を通過できない造粒体の割合を測定した。結果は以下の表1の、「篩非通過率」の欄に示されている。篩非通過率が0%の場合、全ての造粒体1aが篩を通過したことを意味し、篩非通過率が100%の場合、全ての造粒体1aが篩を通過しなかったことを意味する。

<結果>
実施例1に係る造粒体1aは、目開きが4mmの篩を全て通過した。すなわち、実施例1に係る製造方法で製造された造粒体1aは、造粒体の大粒化が抑制されていた。図3に示されるように、実施例1に係る造粒体1aは造粒機50の細孔(貫通孔)53の形状に由来した凹凸円形状を有していた。そのため、隣接する造粒体1a同士が接するための接触面積が低減されたものと考えられる。これにより、隣接する造粒体1同士が接着することが抑制され、造粒体1の大粒化(すなわち、4mm以上の粒径となること)が抑制されたものと考えられる。
実施例1に係る造粒体1aは、目開きが4mmの篩を全て通過した。すなわち、実施例1に係る製造方法で製造された造粒体1aは、造粒体の大粒化が抑制されていた。図3に示されるように、実施例1に係る造粒体1aは造粒機50の細孔(貫通孔)53の形状に由来した凹凸円形状を有していた。そのため、隣接する造粒体1a同士が接するための接触面積が低減されたものと考えられる。これにより、隣接する造粒体1同士が接着することが抑制され、造粒体1の大粒化(すなわち、4mm以上の粒径となること)が抑制されたものと考えられる。
実施例1に係る造粒体は、造粒体1aの大粒化が抑制されていた。したがって、実施例1に係る造粒体1aを用いてMPS装置により電極合材層12を製造した場合、MPS装置のロールとロールとのギャップに大粒化された造粒体が詰まることが抑制され、製造された電極合材層12に欠陥が生じる可能性が抑制されるものと考えられる。
比較例1に係る造粒体は、7%の造粒体が、目開きが4mmの篩を通過することができなかった。比較例1に係る造粒体は、細孔(貫通孔)の形状に由来した真円形状を有していた。そのため、隣接する造粒体1a同士が接するための接触面積が、実施例1に係る造粒体1aと比較して大きかったものと考えられる。隣接する造粒体1a同士が接するための接触面積が大きかった結果、造粒体同士が接着することが抑制されず、結果として7%もの造粒体が大粒化されたと考えられる。
比較例1に係る造粒体は、造粒体の一部(7%)が大粒化している。そのため、比較例1に係る造粒体を用い、MPS装置により電極合材層を製造した場合、MPS装置のロールとロールとのギャップに大粒化された造粒体が詰まり、製造された電極合材層12に欠陥が生じるおそれがある。
以上の結果から、混錬ステップ(S01)、成型ステップ(S02)および切断ステップ(S03)を含み、かつ、造粒機の細孔形状が、凹凸を有している造粒体の製造方法により、大粒化が抑制された造粒体が得られることが示された。
上記の実施形態および実施例はすべての点で例示であって制限的なものではない。特許請求の範囲の記載によって確定される技術的範囲は、特許請求の範囲と均等の意味および範囲内でのすべての変更を含む。
1a、1b 造粒体、10 電極、11 集電体、12 電極合材層、50 造粒機、51 押し出しスクリュー、52 混錬物、53 造粒機の細孔(貫通孔)、54 成型された混錬物、90 電極製造装置、91 Aロール、92 Bロール、93 Cロール。
Claims (1)
- 電極活物質、導電材、バインダおよび溶媒を造粒機で混錬し、混錬物を得る混錬ステップと、
前記混錬物を、前記造粒機の細孔から押し出す成型ステップと、
押し出された前記混錬物を所望の長さに切断し、造粒体を得る切断ステップと、
前記造粒体を圧延し、シート状に成型された前記造粒体を得る圧延ステップと、
前記造粒体を集電体の表面に配置する配置ステップと、を含み、
前記造粒機の細孔の形状が凹凸を有し、
前記造粒体は、前記造粒機の細孔の形状に由来した凹凸を有する、
電極の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021181123A JP2022010097A (ja) | 2017-11-02 | 2021-11-05 | 電極の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017212576A JP2019087330A (ja) | 2017-11-02 | 2017-11-02 | 造粒体の製造方法 |
| JP2021181123A JP2022010097A (ja) | 2017-11-02 | 2021-11-05 | 電極の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017212576A Division JP2019087330A (ja) | 2017-11-02 | 2017-11-02 | 造粒体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2022010097A true JP2022010097A (ja) | 2022-01-14 |
Family
ID=66764272
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017212576A Pending JP2019087330A (ja) | 2017-11-02 | 2017-11-02 | 造粒体の製造方法 |
| JP2021181123A Pending JP2022010097A (ja) | 2017-11-02 | 2021-11-05 | 電極の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017212576A Pending JP2019087330A (ja) | 2017-11-02 | 2017-11-02 | 造粒体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP2019087330A (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5746470A (en) * | 1980-09-03 | 1982-03-16 | Hitachi Maxell Ltd | Production of anode mixture sheet |
| JPH0663859A (ja) * | 1992-08-17 | 1994-03-08 | Makurosu:Kk | バレル研磨等の突起研磨材および凹欠研磨法 |
| JPH07171827A (ja) * | 1993-12-20 | 1995-07-11 | Terumo Corp | ポリマーペレット |
| JPH09180709A (ja) * | 1995-12-27 | 1997-07-11 | Matsushita Electric Ind Co Ltd | 電池用正極合剤の製造方法 |
| JPH1055801A (ja) * | 1996-08-09 | 1998-02-24 | Toshiba Battery Co Ltd | 非水溶媒二次電池およびその負極合剤の製造方法および装置 |
| JP2005153397A (ja) * | 2003-11-27 | 2005-06-16 | Hitachi Cable Ltd | 電線ケーブルの製造方法 |
| WO2010098018A1 (ja) * | 2009-02-24 | 2010-09-02 | パナソニック株式会社 | 非水系二次電池用電極板とその製造方法およびこれを用いた非水系二次電池 |
| JP2017098029A (ja) * | 2015-11-20 | 2017-06-01 | トヨタ自動車株式会社 | 電極板の製造方法 |
| JP2017174522A (ja) * | 2016-03-21 | 2017-09-28 | トヨタ自動車株式会社 | 電極板の製造方法 |
-
2017
- 2017-11-02 JP JP2017212576A patent/JP2019087330A/ja active Pending
-
2021
- 2021-11-05 JP JP2021181123A patent/JP2022010097A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5746470A (en) * | 1980-09-03 | 1982-03-16 | Hitachi Maxell Ltd | Production of anode mixture sheet |
| JPH0663859A (ja) * | 1992-08-17 | 1994-03-08 | Makurosu:Kk | バレル研磨等の突起研磨材および凹欠研磨法 |
| JPH07171827A (ja) * | 1993-12-20 | 1995-07-11 | Terumo Corp | ポリマーペレット |
| JPH09180709A (ja) * | 1995-12-27 | 1997-07-11 | Matsushita Electric Ind Co Ltd | 電池用正極合剤の製造方法 |
| JPH1055801A (ja) * | 1996-08-09 | 1998-02-24 | Toshiba Battery Co Ltd | 非水溶媒二次電池およびその負極合剤の製造方法および装置 |
| JP2005153397A (ja) * | 2003-11-27 | 2005-06-16 | Hitachi Cable Ltd | 電線ケーブルの製造方法 |
| WO2010098018A1 (ja) * | 2009-02-24 | 2010-09-02 | パナソニック株式会社 | 非水系二次電池用電極板とその製造方法およびこれを用いた非水系二次電池 |
| JP2017098029A (ja) * | 2015-11-20 | 2017-06-01 | トヨタ自動車株式会社 | 電極板の製造方法 |
| JP2017174522A (ja) * | 2016-03-21 | 2017-09-28 | トヨタ自動車株式会社 | 電極板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019087330A (ja) | 2019-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6026997B2 (ja) | リチウム二次電池の正極活物質及びリチウム二次電池 | |
| JP6090213B2 (ja) | 結着剤組成物、電極用スラリー、電極および非水電解質二次電池 | |
| CN105609710B (zh) | 制造用于非水电解质二次电池的负极的方法 | |
| JP6096101B2 (ja) | リチウム二次電池用正極の製造方法 | |
| US20120258365A1 (en) | Cathode active material precursor particle, cathode active material particle for lithium secondary battery and lithium secondary battery | |
| WO2007116718A1 (ja) | 電気化学素子電極用複合粒子、電気化学素子電極用複合粒子の製造方法及び電気化学素子電極 | |
| JP2014067546A (ja) | リチウム二次電池の正極活物質及びリチウム二次電池 | |
| JP6875193B2 (ja) | 電極の製造方法 | |
| JP6919801B2 (ja) | 電極の製造方法 | |
| JP6183027B2 (ja) | 電気化学素子電極用小粒径化複合粒子及び電気化学素子電極用小粒径化複合粒子の製造方法 | |
| JP2017104784A (ja) | 造粒体シート製造装置 | |
| KR101833919B1 (ko) | 비수계 이차 전지용 전극 | |
| KR20160065282A (ko) | 리튬전극의 제조방법 및 이를 포함하는 리튬이차전지 | |
| JP6700204B2 (ja) | 電極の製造方法 | |
| JP4297533B2 (ja) | リチウムイオン電池材料の製造方法 | |
| WO2022181447A1 (ja) | 炭素材料、その製造方法および電極活物質 | |
| JP2022010097A (ja) | 電極の製造方法 | |
| JP6790882B2 (ja) | リチウムイオン二次電池用正極の製造方法 | |
| JP2018073645A (ja) | リチウムイオン二次電池用電極の製造方法 | |
| JP2018085182A (ja) | 電極の製造方法 | |
| JP2017134911A (ja) | 電池用電極の製造方法 | |
| JP2017120705A (ja) | 電池用電極の製造方法 | |
| JP2017111963A (ja) | 電極の製造方法 | |
| EP4456202A1 (en) | Electrode and electrochemical device comprising same | |
| JPH1131500A (ja) | 負極板の製造方法および非水電解液二次電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221213 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230418 |