JP2021151663A - ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 - Google Patents
ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 Download PDFInfo
- Publication number
- JP2021151663A JP2021151663A JP2020053663A JP2020053663A JP2021151663A JP 2021151663 A JP2021151663 A JP 2021151663A JP 2020053663 A JP2020053663 A JP 2020053663A JP 2020053663 A JP2020053663 A JP 2020053663A JP 2021151663 A JP2021151663 A JP 2021151663A
- Authority
- JP
- Japan
- Prior art keywords
- breakout
- pressure
- detection device
- pressure pipe
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】連続鋳造設備におけるブレークアウトを検出するブレークアウト検出装置であって、鋳型出口側の領域に、内部にガスを封入した圧力配管が配設され、この圧力配管の圧力を検知する圧力検知手段と、前記圧力検知手段において検知された圧力に応じてブレークアウトの発生を検出するブレークアウト検出手段と、を備えており、ブレークアウト発生時以外の通常操業時における前記圧力配管からのガスリーク量に対応して、前記圧力配管に対してガスを供給するガス供給手段60を有していることを特徴とする。
【選択図】図3
Description
しかしながら、特許文献1,2に記載されたように、カメラを用いてブレークアウトを検出する場合には、鋳型出口近傍において鋳片から発生する蒸気や鋳型からのパウダー等によってカメラの視界を安定して確保することができず、ブレークアウトを精度良く検出することができないおそれがあった。
しかしながら、圧力配管においては、その継手の部分から内部に封入された流体(ガス)が漏れ出して圧力が低下することがあり、実際にはブレークアウトが発生していないにもかかわらず、ブレークアウトが発生したと誤検出してしまうおそれがあった。
この場合、前記圧力配管が上述の材質で構成されているので、腐食等によってガスが漏れることを防止でき、ブレークアウトの誤検出を抑制できる。また、ブレークアウト発生時には確実に孔が形成されて内部ガスを放出することができ、ブレークアウトの発生を確実に検出することが可能となる。
この場合、ブレークアウトによって溶融金属が流出しやすい鋳型直下から2mまでの領域に圧力配管が配設されているので、流出した溶融金属によって速やかに圧力配管が溶融して圧力が低下し、ブレークアウトを早期に検出することができる。
この構成のブレークアウトの監視方法によれば、上述のブレークアウト検出装置を用いているので、ブレークアウトの発生を誤検出することがなく、ブレークアウトの発生を精度良く検出することができる。
この構成の金属の連続鋳造方法によれば、上述のブレークアウト検出装置により、ブレークアウトの発生が検出された際に、前記溶融金属の注入停止及び鋳造速度の減速を行うことから、ブレークアウト時の溶融金属の流出量を低減でき、ブレークアウトによる設備被害を最小限に抑えることが可能となる。
本実施形態における鋼の連続鋳造設備10は、図1に示すように、取鍋11と、ロングノズル12と、タンディッシュ13と、浸漬ノズル14と、鋳型30と、この鋳型30の下方に位置する複数のサポートロール21からなるサポートロール群20と、を備えており、鋳片1を鉛直下向きに引き抜く垂直部23と、鋳片を曲げる曲げ部24と、曲げた鋳片を曲げ戻す矯正部25と、鋳片を水平方向へ搬送する水平部26と、を有する垂直曲げ型の連続鋳造設備とされている。
このブレークアウト検出装置50においては、垂直部23のサポートロール21が配設された領域に配設された圧力配管51と、この圧力配管51の圧力を検知する圧力検知手段(本実施形態では、圧力計52)と、圧力計52によって測定された圧力配管内の圧力に応じてブレークアウトの発生を検出するブレークアウト検出部53と、を備えている。
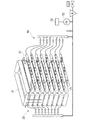
本実施形態においては、圧力配管51は、図2に示すように、鋳片1の引き抜き方向に複数段配設されており、鋳型30の直下から2mまでの領域に配設されている。
ブレークアウトが発生した場合には、鋳片1の表面に対向配置された圧力配管51の一部が溶融して内部の流体(N2ガス)が漏れ出して圧力低下することになる。このため、この圧力配管51の内部圧力が所定値以下にまで低下した時点でブレークアウトが発生したと判断する。
このガス供給手段60においては、図3に示すように、ガス供給配管61と圧力配管51との間に配置されたニードル弁62と仕切弁63とを有しており、圧力配管51に対して、常時、ガスを供給する構造とされている。なお、ニードル弁62の開度を調整することで、圧力配管51に対するガスの供給量を精度良く制御することが可能となる。
これにより、ブレークアウト発生時以外の通常操業時において、圧力配管51の圧力が初期圧力の60%以下に低下することを抑制している。
鋳型30に溶鋼3を注入し、鋳型30内で凝固シェル2を形成及び成長させ、鋳型30の下方側から鋳片1を引き抜く。
このとき、ブレークアウトによって圧力配管51が溶融した場合には、圧力配管51の圧力低下を圧力計52で検知することで、ブレークアウトの発生を検出する。
例えば、本実施形態では、垂直曲げ型連続鋳造設備に適用したものとして説明したが、これに限定されることはなく、他の連続鋳造設備に適用してもよい。
また、本実施形態においては、断面矩形状をなす鋳片を例に挙げて説明したが、これに限定されることはなく、断面円形の鋳片等を対象としてもよい。
10 連続鋳造設備
30 鋳型
50 ブレークアウト検出装置
51 圧力配管
60 ガス供給手段
Claims (5)
- 連続鋳造設備におけるブレークアウトを検出するブレークアウト検出装置であって、
鋳型出口側の領域に、内部にガスを封入した圧力配管が配設され、この圧力配管の圧力を検知する圧力検知手段と、前記圧力検知手段において検知された圧力に応じてブレークアウトの発生を検出するブレークアウト検出手段と、を備えており、
ブレークアウト発生時以外の通常操業時における前記圧力配管からのガスリーク量に対応して、前記圧力配管に対してガスを供給するガス供給手段を有していることを特徴とするブレークアウト検出装置。 - 前記圧力配管は、ステンレス鋼、アルミニウム、アルミニウム合金のいずれかで構成されていることを特徴とする請求項1に記載のブレークアウト検出装置。
- 前記圧力配管は、前記鋳型直下から2mまでの領域に配設されていることを特徴とする請求項1又は請求項2に記載のブレークアウト検出装置。
- 連続鋳造設備におけるブレークアウトの発生を監視するブレークアウトの監視方法であって、
請求項1から請求項3のいずれか一項に記載のブレークアウト検出装置を用いて、ブレークアウトの発生を検出することを特徴とするブレークアウトの監視方法。 - 鋳型内に溶融金属を注入して鋳片を連続して製造する金属の連続鋳造方法であって、
請求項1から請求項3のいずれか一項に記載のブレークアウト検出装置により、ブレークアウトが検出された際に前記溶融金属の注入停止及び鋳造速度の減速を行うことを特徴とする金属の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020053663A JP7464825B2 (ja) | 2020-03-25 | 2020-03-25 | ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020053663A JP7464825B2 (ja) | 2020-03-25 | 2020-03-25 | ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021151663A true JP2021151663A (ja) | 2021-09-30 |
| JP7464825B2 JP7464825B2 (ja) | 2024-04-10 |
Family
ID=77887003
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020053663A Active JP7464825B2 (ja) | 2020-03-25 | 2020-03-25 | ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7464825B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023118168A (ja) * | 2022-02-15 | 2023-08-25 | 日本製鉄株式会社 | ブレークアウト検出装置、金属の連続鋳造システム、及び金属の連続鋳造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5074526A (ja) * | 1973-11-05 | 1975-06-19 | ||
| JPH07195163A (ja) * | 1993-12-29 | 1995-08-01 | Katsuhiko Yamada | 連続鋳造2次冷却方法及びその装置 |
| JPH1071453A (ja) * | 1996-08-28 | 1998-03-17 | Sumitomo Metal Ind Ltd | 水平連続鋳造におけるブレークアウト予測方法 |
| JPH11514301A (ja) * | 1995-11-02 | 1999-12-07 | コマルコ・アルミニウム・リミテッド | 直接冷剛鋳造のための流出検出器 |
| JP2001205406A (ja) * | 2000-01-28 | 2001-07-31 | Sumitomo Metal Ind Ltd | 連続鋳造におけるブレークアウト検知方法および装置 |
| JP2003251443A (ja) * | 2002-03-01 | 2003-09-09 | Nisshin Steel Co Ltd | ブレークアウト発生時における流路開閉手段の制御方法及び装置 |
| JP2006075840A (ja) * | 2004-09-07 | 2006-03-23 | Nippon Light Metal Co Ltd | 金属の竪型連続鋳造装置 |
| JP2017018982A (ja) * | 2015-07-10 | 2017-01-26 | Jfeスチール株式会社 | 連続鋳造設備におけるブレークアウト検知方法 |
-
2020
- 2020-03-25 JP JP2020053663A patent/JP7464825B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5074526A (ja) * | 1973-11-05 | 1975-06-19 | ||
| JPH07195163A (ja) * | 1993-12-29 | 1995-08-01 | Katsuhiko Yamada | 連続鋳造2次冷却方法及びその装置 |
| JPH11514301A (ja) * | 1995-11-02 | 1999-12-07 | コマルコ・アルミニウム・リミテッド | 直接冷剛鋳造のための流出検出器 |
| JPH1071453A (ja) * | 1996-08-28 | 1998-03-17 | Sumitomo Metal Ind Ltd | 水平連続鋳造におけるブレークアウト予測方法 |
| JP2001205406A (ja) * | 2000-01-28 | 2001-07-31 | Sumitomo Metal Ind Ltd | 連続鋳造におけるブレークアウト検知方法および装置 |
| JP2003251443A (ja) * | 2002-03-01 | 2003-09-09 | Nisshin Steel Co Ltd | ブレークアウト発生時における流路開閉手段の制御方法及び装置 |
| JP2006075840A (ja) * | 2004-09-07 | 2006-03-23 | Nippon Light Metal Co Ltd | 金属の竪型連続鋳造装置 |
| JP2017018982A (ja) * | 2015-07-10 | 2017-01-26 | Jfeスチール株式会社 | 連続鋳造設備におけるブレークアウト検知方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023118168A (ja) * | 2022-02-15 | 2023-08-25 | 日本製鉄株式会社 | ブレークアウト検出装置、金属の連続鋳造システム、及び金属の連続鋳造方法 |
| JP7755156B2 (ja) | 2022-02-15 | 2025-10-16 | 日本製鉄株式会社 | ブレークアウト検出装置、金属の連続鋳造システム、及び金属の連続鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7464825B2 (ja) | 2024-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7464825B2 (ja) | ブレークアウト検出装置、ブレークアウトの監視方法、及び、金属の連続鋳造方法 | |
| JP4430526B2 (ja) | 連続鋳造方法 | |
| US9709515B2 (en) | Device and method for diagnosing cracks in a solidified shell in a mold | |
| JP7755156B2 (ja) | ブレークアウト検出装置、金属の連続鋳造システム、及び金属の連続鋳造方法 | |
| JP5141813B2 (ja) | 鋳片の欠陥予測検知方法、鋳片の製造方法、鋳片の欠陥発生予測検知装置、該鋳片の欠陥発生予測検知装置を備えた連続鋳造設備 | |
| JP6387914B2 (ja) | 連続鋳造設備におけるブレークアウト拡大の防止方法 | |
| JPH02200362A (ja) | 連続鋳造装置におけるノズル詰まり予測方法およびノズル詰まり抑制方法 | |
| CN115533060A (zh) | 一种预防开浇时结晶器漏钢预报误报警的方法 | |
| JP2006175464A (ja) | 連続鋳造設備の二次冷却水配管詰まり検知方法 | |
| JP5516236B2 (ja) | 連続鋳造設備におけるガス吹込み異常検知装置、連続鋳造設備 | |
| CN108907129A (zh) | 一种漏钢检测装置及方法 | |
| JP2914817B2 (ja) | 連続鋳造における欠落鋳造方法 | |
| KR200302675Y1 (ko) | 슬라브 벌징 방지장치 | |
| KR102122656B1 (ko) | 연주공정에서의 배관 내 가스의 누기 예측 장치 및 그 방법 | |
| KR101193805B1 (ko) | 연속 주조 몰드 출구용 직하 가이드 장치 | |
| KR20120022083A (ko) | 몰드 내 마찰력 감시 장치 및 그 방법 | |
| WO2005042183A1 (en) | A method and a device for detecting slag | |
| KR101185237B1 (ko) | 주편의 변형 감지장치 | |
| KR101536088B1 (ko) | 주편의 결함 예측 검지 방법, 주편의 제조 방법, 주편의 결함 발생 예측 검지 장치, 그 주편의 결함 발생 예측 검지 장치를 구비한 연속 주조 설비 | |
| JP3506195B2 (ja) | 連続鋳造方法 | |
| EP4516424A1 (en) | Gas blowing-up nozzle and continuous casting method | |
| JP2006075840A (ja) | 金属の竪型連続鋳造装置 | |
| KR100848627B1 (ko) | 연주몰드로부터 용강유출을 검출하기 위한 장치 | |
| JP6160578B2 (ja) | 連続鋳造片の表面割れ判定方法 | |
| KR20040059505A (ko) | 몰드 진동 및 마찰력 측정을 통한 연주공정의 주편파단예측장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240311 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7464825 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |