JP2021123764A - Non-oriented electromagnetic steel sheet and method for manufacturing the same - Google Patents
Non-oriented electromagnetic steel sheet and method for manufacturing the same Download PDFInfo
- Publication number
- JP2021123764A JP2021123764A JP2020018935A JP2020018935A JP2021123764A JP 2021123764 A JP2021123764 A JP 2021123764A JP 2020018935 A JP2020018935 A JP 2020018935A JP 2020018935 A JP2020018935 A JP 2020018935A JP 2021123764 A JP2021123764 A JP 2021123764A
- Authority
- JP
- Japan
- Prior art keywords
- hot
- less
- slab
- oriented electrical
- rolled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 44
- 239000010959 steel Substances 0.000 title claims abstract description 44
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000002245 particle Substances 0.000 claims abstract description 25
- 238000005096 rolling process Methods 0.000 claims abstract description 18
- 239000012535 impurity Substances 0.000 claims abstract description 16
- 238000005098 hot rolling Methods 0.000 claims description 41
- 229910000565 Non-oriented electrical steel Inorganic materials 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 31
- 238000000137 annealing Methods 0.000 claims description 20
- 238000005097 cold rolling Methods 0.000 claims description 8
- 238000001816 cooling Methods 0.000 claims description 8
- 239000010960 cold rolled steel Substances 0.000 claims description 5
- 239000000203 mixture Substances 0.000 claims description 4
- 239000000126 substance Substances 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 abstract description 26
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 11
- 229910052799 carbon Inorganic materials 0.000 abstract description 9
- 229910052717 sulfur Inorganic materials 0.000 abstract description 7
- 229910052748 manganese Inorganic materials 0.000 abstract description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 52
- 238000001556 precipitation Methods 0.000 description 43
- 239000002244 precipitate Substances 0.000 description 10
- 238000005516 engineering process Methods 0.000 description 7
- 239000013078 crystal Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 239000006104 solid solution Substances 0.000 description 6
- 230000003111 delayed effect Effects 0.000 description 5
- 238000001953 recrystallisation Methods 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000012467 final product Substances 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 3
- 238000002791 soaking Methods 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 230000000877 morphologic effect Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000009628 steelmaking Methods 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910001224 Grain-oriented electrical steel Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 102100021258 Regulator of G-protein signaling 2 Human genes 0.000 description 1
- 101710140412 Regulator of G-protein signaling 2 Proteins 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 238000012887 quadratic function Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Abstract
Description
本発明は、熱間圧延起因のコイル内磁気特性変動が無い無方向性電磁鋼板及びその製造方法に関するものである。 The present invention relates to a non-oriented electrical steel sheet having no change in magnetic characteristics in a coil due to hot rolling and a method for manufacturing the same.
無方向性電磁鋼板は、主に回転機器の鉄芯材料として広く使用されている。特に、昨今の省エネルギーの要求に対応して、安定的に良好な磁気特性と生産性、更には、低コスト化が求められている。また、輸送機器分野での消費量の増大、及び、開発途上国での電化の急激な進展で、無方向性電磁鋼板の需要は急激に増大している。 Non-oriented electrical steel sheets are widely used mainly as iron core materials for rotating equipment. In particular, in response to the recent demand for energy saving, stable and good magnetic characteristics and productivity, as well as cost reduction are required. In addition, the demand for non-oriented electrical steel sheets is rapidly increasing due to the increase in consumption in the transportation equipment field and the rapid progress of electrification in developing countries.
電磁鋼板は、電気機器に用いられるので、磁気特性が重要である。特に無方向性電磁後板は、良好な鉄損特性(鉄損値が小さい)を確保するため、鉄損特性が良好な高級グレードの無方向性電磁鋼板では、従来から、Alを、Siの次に多く含有している。 Since electrical steel sheets are used in electrical equipment, their magnetic properties are important. In particular, in order to ensure good iron loss characteristics (small iron loss value) for non-oriented electrical steel sheets, high-grade non-oriented electrical steel sheets with good iron loss characteristics have traditionally been made of Al and Si. It contains the next largest amount.
また、近年、高級グレードの無方向性電磁鋼板において、Alの“より多くの添加”は、C、N、S等の無害化に加えて、Si同様に、固有抵抗の改善と、コストと特性向上代の効果(コストパホーマンス)も考慮されるようになってきた。 Further, in recent years, in high-grade non-oriented electrical steel sheets, "more addition" of Al has not only detoxified C, N, S, etc., but also improved specific resistance and cost and characteristics like Si. The effect of improvement costs (cost performance) has also come to be taken into consideration.
無方向性電磁鋼板は製鋼での成分調整に始まり、熱間圧延、熱延板焼鈍、冷間圧延に加えて最終焼鈍でその磁気特性は造り込まれる。最終焼鈍は基本的には窒素と水素の混合ガスによりdry雰囲気で連続的に、焼鈍温度、時間を変えて行われる。この時、特に高級グレードにおいて磁気特性がコイル長手方向で大きく変動することがある。 The magnetic properties of non-oriented electrical steel sheets are built in by final annealing in addition to hot rolling, hot rolling sheet annealing, and cold rolling, starting with component adjustment in steelmaking. The final annealing is basically carried out by continuously changing the annealing temperature and time in a dry atmosphere with a mixed gas of nitrogen and hydrogen. At this time, the magnetic characteristics may fluctuate significantly in the longitudinal direction of the coil, especially in the high-grade grade.
この現象は、熱間圧延でのスラブ加熱・均熱時の温度履歴の差異を起因とすることが知られている。熱間圧延における加熱炉内ではスラブを保持するために“スキッド”が存在し、スラブの均一加熱が試みられている。このスキッドは水で冷却されスラブと接しているので、温度が低いことが余儀なくなる。このスラブ加熱段階での温度偏差は後工程の析出現象によりを製品の特性に影響することがある。この温度偏差による特性の変動を“スキッドマーク”という。 It is known that this phenomenon is caused by the difference in temperature history during slab heating and soaking in hot rolling. In the heating furnace in hot rolling, a "skid" exists to hold the slab, and uniform heating of the slab is being attempted. Since this skid is cooled with water and is in contact with the slab, it is inevitable that the temperature is low. The temperature deviation in this slab heating stage may affect the characteristics of the product due to the precipitation phenomenon in the subsequent process. The fluctuation of characteristics due to this temperature deviation is called "skid mark".
無方向性電磁鋼板においては、表1に示すとおり、一般に、スキッドパイプ付近の比較的温度が低い部位での鉄損が優れ、スキッドパイプ間の温度が高いところは劣る。これをスキッドマークと云う。 As shown in Table 1, in non-oriented electrical steel sheets, iron loss is generally excellent in a portion near a skid pipe where the temperature is relatively low, and where the temperature between the skid pipes is high is inferior. This is called a skid mark.
特許文献1には、Si、Alといった合金元素を単純に多量に含有せしめることなく、無方向性電磁鋼板を安定して製造することができ、また、鋼を高純化することによって、不可避的に混入するTiの影響により顕在化するスキッドマークを、スラブ加熱温度の高水準化を可能とすることで解消できる技術が開示されている。 Patent Document 1 states that non-oriented electrical steel sheets can be stably produced without simply containing a large amount of alloying elements such as Si and Al, and inevitably by purifying the steel. A technique is disclosed in which the skid mark that becomes apparent due to the influence of mixed Ti can be eliminated by making it possible to raise the level of the slab heating temperature.
しかし、無方向性電磁鋼板においては、この逆現象も起こることがある。すなわち、スキッド部に対応する部分の磁気特性が劣り、スキッド間に対応部分の磁気特性が良好となることがある。これは“逆スキッドマーク”といわれている。 However, the reverse phenomenon may occur in non-oriented electrical steel sheets. That is, the magnetic characteristics of the portion corresponding to the skid portion may be inferior, and the magnetic characteristics of the corresponding portion between the skids may be good. This is called the "reverse skid mark".

これらの真逆の現象の解消が求められていた。しかしながら、真逆の現象であるため、広範囲の製造条件の範囲内適切な対策が無く、磁気特性の改善が十分でなかった。 There was a need to eliminate these opposite phenomena. However, since it is the opposite phenomenon, there is no appropriate countermeasure within a wide range of manufacturing conditions, and the improvement of magnetic characteristics is not sufficient.
そこで、本発明は、無方向性電磁鋼板のコイル板厚方向の結晶粒径を均一にならしめ、この状態をコイル全長に渡って実現せしめ、長手方向の磁気特性の変動“スキッドマーク”を解消して全体の磁気特性を良好ならしめた無方向性電磁鋼板電磁鋼板並びにその製造方法を得ることを目的とする。 Therefore, the present invention makes the crystal grain size of the non-oriented electrical steel sheet in the coil plate thickness direction uniform, realizes this state over the entire length of the coil, and eliminates the fluctuation "skid mark" of the magnetic characteristics in the longitudinal direction. It is an object of the present invention to obtain a non-oriented electrical steel sheet, an electromagnetic steel sheet, and a method for manufacturing the same, in which the overall magnetic characteristics are improved.
本発明者らは鋭意検討の結果、“逆スキッドマーク”は、従来の無方向性電磁鋼板の熱間圧延条件から外れた領域での熱間圧延と、鋼板の成分の適正化で劇的に改善可能であることを見出した。本発明は上記の知見に基づき、さらに検討を進めてなされたものであって、その要旨は以下のとおりである。 As a result of diligent studies by the present inventors, the "reverse skid mark" is dramatically achieved by hot rolling in a region outside the hot rolling conditions of conventional non-oriented electrical steel sheets and by optimizing the composition of the steel sheet. We found that it could be improved. The present invention has been further studied based on the above findings, and the gist thereof is as follows.
(1)質量%で、C:0.005%以下、Si:2.0〜3.5%、Al:0.3〜1.0%、Mn:0.20%以下、S:0.0020%以下、N:0.0030%以下を含有し、残部Feおよび不可避的不純物からなる無方向性電磁鋼板において、板厚をtとするとき、一方の表面から板厚方向に1/4t位置の領域の圧延方向断面における円相当平均粒径と、前記表面から板厚方向に3/4t位置の領域の圧延方向断面における円相当平均粒径のうち、小さい方をGS1、大きい方をGS2とするとき、円相当平均粒径比R=GS2/GS1が1.5以下であることを特徴とする無方向性電磁鋼板。 (1) In mass%, C: 0.005% or less, Si: 2.0 to 3.5%, Al: 0.3 to 1.0%, Mn: 0.20% or less, S: 0.0020 % Or less, N: 0.0030% or less, and in a non-oriented electrical steel sheet composed of the balance Fe and unavoidable impurities, when the plate thickness is t, it is located at 1/4 t position in the plate thickness direction from one surface. Of the circle-equivalent average particle diameter in the rolling direction cross section of the region and the circle-equivalent average particle diameter in the rolling direction cross section of the region 3/4 t in the plate thickness direction from the surface, the smaller one is GS1 and the larger one is GS2. A non-oriented electrical steel sheet having an average particle size ratio R = GS2 / GS1 equivalent to a circle of 1.5 or less.
(2)前記(1)の無方向性電磁鋼板を製造する方法であって、前記(1)の化学成分を有する鋼スラブを加熱するスラブ加熱工程と、加熱された鋼スラブを熱間圧延して巻き取り、熱間圧延熱鋼帯を得る熱間圧延工程と、前記熱間圧延熱鋼帯を焼鈍して焼鈍熱延鋼帯を得る熱延鋼帯焼鈍工程と、前記焼鈍熱延鋼帯を冷間圧延して冷間圧延鋼帯を得る冷間圧延工程と、前記冷間圧延鋼帯を仕上げ焼鈍して無方向性電磁鋼板を得る仕上げ焼鈍工程と、からなる無方向性電磁鋼板の製造方法において、前記スラブ加熱工程では、スキッド上のスラブの断面平均温度が1150℃以上であり、前記熱間圧延工程では、スラブを加熱炉から抽出後、仕上げ圧延開始温度までの間の前記スキッド上に位置したスラブの最冷部の平均冷却速度が1.0℃/秒以下で、かつ、前記仕上げ圧延開始温度が950℃以上である、ことを特徴とする無方向性電磁鋼板の製造方法。 (2) The method for producing the non-directional electromagnetic steel plate according to the above (1), which is a slab heating step of heating a steel slab having a chemical component of the above (1) and hot rolling of the heated steel slab. A hot rolling step of winding and obtaining a hot-rolled hot steel strip, a hot-rolled steel strip annealing step of quenching the hot-rolled hot-rolled strip to obtain a tempered hot-rolled strip, and the tempered hot-rolled strip. A cold-rolling step of cold-rolling to obtain a cold-rolled steel strip, and a finish annealing step of finishing-anning the cold-rolled steel strip to obtain a non-directional electromagnetic steel plate. In the manufacturing method, in the slab heating step, the average cross-sectional temperature of the slab on the skid is 1150 ° C. or higher, and in the hot rolling step, the skid is extracted from the heating furnace and then up to the finish rolling start temperature. A method for producing a non-directional electromagnetic steel plate, characterized in that the average cooling rate of the coldest part of the slab located above is 1.0 ° C./sec or less, and the finish rolling start temperature is 950 ° C. or higher. ..
(3)前記熱延鋼帯焼鈍工程では、前記熱間圧延鋼帯を950℃以上1000℃以下の温度で30秒以上連続焼鈍することを特徴とする前記(2)の無方向性電磁鋼板の製造方法。 (3) In the hot-rolled steel strip annealing step, the non-oriented electrical steel sheet according to (2) is characterized in that the hot-rolled steel strip is continuously annealed at a temperature of 950 ° C. or higher and 1000 ° C. or lower for 30 seconds or longer. Production method.
本技術を適用すると、無方向性電磁鋼板の特性が高位安定し、回転機器の磁気特性の変動を最小に改善し、エネルギーの損失が激減する。 When this technology is applied, the characteristics of non-oriented electrical steel sheets are highly stable, fluctuations in the magnetic characteristics of rotating equipment are minimized, and energy loss is drastically reduced.
本発明者らは鋭意検討の結果、“逆スキッドマーク”は、従来の熱間圧延条件から外れた領域と成分の適正化で劇的に改善することを見出した。本発明は、この現象を減じる方法を提案するものである。 As a result of diligent studies, the present inventors have found that the "reverse skid mark" is dramatically improved by optimizing the regions and components that deviate from the conventional hot rolling conditions. The present invention proposes a method for reducing this phenomenon.
熱間圧延における加熱炉内でのスキッドマークの発生は、次のように考えられている。 The generation of skid marks in the heating furnace during hot rolling is considered as follows.
溶製され連続鋳造されたスラブは、不可避的不純物C、N、S、Ti等を含んでいる。これらの不純物はMn、Al等と化合物を形成する。これらの化合物、AlN、MnS、Ti−(N,C)、BN、Nb−(C,N)、Zr−(C,N)の固溶・析出は温度の関数である。すなわち、ある温度以上では固溶する。 The melted and continuously cast slab contains unavoidable impurities C, N, S, Ti and the like. These impurities form a compound with Mn, Al and the like. The solid solution / precipitation of these compounds, AlN, MnS, Ti- (N, C), BN, Nb- (C, N), and Zr- (C, N) is a function of temperature. That is, it dissolves solidly above a certain temperature.
これらの不純物は無方向性電磁鋼板の特性に二つの影響を与える。一つは、粒成長性、もう一つは鉄損のうち履歴損である。この現象は、主に不純物の含有量、スラブ加熱の時間及び温度に依存する。この様に不純物は、粒界移動を妨げるのみではなく鉄損のうち、履歴損増大の原因にもなる。このため、不純物は極力少なくすることが求められ追及されてきた。本発明者らは鋭意検討の上、解決に至った。 These impurities have two effects on the properties of non-oriented electrical steel sheets. One is grain growth, and the other is history loss among iron losses. This phenomenon depends mainly on the content of impurities, the time and temperature of slab heating. In this way, impurities not only hinder the movement of grain boundaries, but also cause an increase in historical loss among iron losses. Therefore, it has been sought to reduce impurities as much as possible. The present inventors have reached a solution after diligent studies.
以下にその詳細を述べる。 The details will be described below.
まず、無方向性電磁鋼板は、主に回転機器に用いられるので、結晶方位は圧延面内に<100>方位をランダムに配置し、コイル全体に均一な200μmを超えない結晶粒からなる一次再結晶組織を有することが求められる。 First, since the non-directional electromagnetic steel plate is mainly used for rotating equipment, the crystal orientation is such that <100> orientations are randomly arranged in the rolled surface, and the primary recrystallization consists of crystal grains that are uniform throughout the coil and do not exceed 200 μm. It is required to have a crystal structure.
研究段階等規模が小さい場合は、無方向性電磁鋼板の特性評価は、コイル等素材部位における変動は大きな問題とはならず均一性が保たれる。しかし、昨今の生産性向上に資する大量生産および生産規模の増大により、製造単位が大きくなっている。具体的には、スラブ・コイルの大単重化であり、これに伴い、必然的にそのコイル内での不均一性が顕著になる。この原因となる代表的な例がスキッドマークの発生である。 When the scale is small, such as in the research stage, the characteristic evaluation of non-oriented electrical steel sheets does not cause a big problem in the variation in the material part such as the coil, and the uniformity is maintained. However, due to the recent increase in mass production and production scale that contribute to productivity improvement, the manufacturing unit is increasing. Specifically, the slab coil has a large unit weight, and along with this, the non-uniformity in the coil inevitably becomes remarkable. A typical example of this is the occurrence of skid marks.
従来は既述したように、コイル内での不均一性は、コイル長さ方向の不均一熱履歴に依る粒成長の不均一性であると考えられていた。ところが、昨今、この長さ方向の不均一は厚さ方向の不均一にも起因することが見出された。すなわち、薄い鋼板の二次元的な磁気特性の不均一性である。 Conventionally, as described above, the non-uniformity in the coil is considered to be the non-uniformity of grain growth due to the non-uniform heat history in the coil length direction. However, recently, it has been found that this non-uniformity in the length direction is also caused by the non-uniformity in the thickness direction. That is, the non-uniformity of the two-dimensional magnetic characteristics of the thin steel sheet.
本願発明の主なるところはMnS等の析出挙動と熱延中での冷却が同期することである。このため、析出するMnSの量を少なくして、析出の冷却依存性を減じることが重要となる。コイルの温度履歴は従前とはあまり変わらないものの、析出曲線の空隙を縫って圧延する。 The main part of the present invention is that the precipitation behavior of MnS and the like is synchronized with the cooling during hot rolling. Therefore, it is important to reduce the amount of MnS precipitated to reduce the cooling dependence of precipitation. Although the temperature history of the coil is not much different from the conventional one, the voids of the precipitation curve are sewn and rolled.
無方向性電磁鋼板の最終焼鈍時の粒成長に影響する析出物の析出現象は、主に2つに分かれる。(X)スラブ加熱・均熱時の初期状態と(Y)熱間圧延時の動的挙動である。 The precipitation phenomenon of precipitates that affects grain growth during final annealing of non-oriented electrical steel sheets is mainly divided into two. These are the initial state during (X) slab heating and soaking, and the dynamic behavior during (Y) hot rolling.
(X)スラブ加熱・均熱時の初期状態では、スキッド上は温度が低く、スキッド間は温度が高い。この温度と析出物形成元素の量によりにより析出状態は、次の様になる。 (X) In the initial state at the time of slab heating and soaking, the temperature on the skid is low and the temperature between the skids is high. Depending on this temperature and the amount of precipitate-forming elements, the precipitation state is as follows.
スキッド部の温度範囲と析出物の固溶・析出は熱力学的関係であり、固溶曲線は化合物が共に1次の相互項であれば概ね2次関数を描き、含有量に対応する固溶温度以上ではで析出する量が無いため固溶曲線は水平になる。この限界点は含有量により変化する。従前の様に析出物元素が多いと加熱炉の中で既に平衡条件によりすでに析出する。即ち、低温部は析出し高温部は熱間圧延中に固溶状態から微細に析出する。 The temperature range of the skid part and the solidification / precipitation of the precipitate are thermodynamically related, and the solid dissolution curve generally draws a quadratic function if both compounds are linear mutual terms, and the solid dissolution corresponding to the content. Above the temperature, there is no amount of precipitation, so the solid solution curve becomes horizontal. This limit point changes depending on the content. If there is a large amount of precipitate elements as in the past, it will already precipitate in the heating furnace under equilibrium conditions. That is, the low temperature portion is precipitated, and the high temperature portion is finely precipitated from the solid solution state during hot rolling.
これに対して、本発明の様に高純度鋼であれば、加熱炉内での析出状態は、スキッド上、スキッド間ではほとんど同じで、熱間圧延中では、高温度部(スキッド間)の方が析出が遅れ、低温度部は析出ノーズに近いために微細にし、最終焼鈍時の粒成長性を阻害する。この様な場合に逆スキッド型の状態が生じる。 On the other hand, in the case of high-purity steel as in the present invention, the precipitation state in the heating furnace is almost the same on the skid and between the skids, and during hot rolling, in the high temperature part (between the skids). The precipitation is delayed, and the low temperature part is close to the precipitation nose, so that the precipitation is made finer and the grain growth property at the time of final annealing is hindered. In such a case, a reverse skid type state occurs.
本発明は、ただ単に不純物元素量を減じるのみではなく、(Y)の熱間圧延条件を制御して、逆スキッド型と順スキッド型の中間状態を実現せしめるものである。 The present invention not only reduces the amount of impurity elements, but also controls the hot rolling conditions of (Y) to realize an intermediate state between a reverse skid type and a forward skid type.
図1に示すとおり、順スキッド型においては、高温部は固溶しており、熱延中に高温度であるが故にMnS等の析出物は微細に析出する。 As shown in FIG. 1, in the forward skid type, the high temperature portion is solid-solved, and since the temperature is high during hot rolling, precipitates such as MnS are finely precipitated.
また、高純度鋼の場合は、初期状態の固溶量は、スキッド部の温度域では析出状態(固溶状態)は異ならないが、熱間圧延条件を制御しないと熱間圧延中において、高温部では析出物が遅めに析出するために不均一な析出状態をもたらす。 Further, in the case of high-purity steel, the amount of solid solution in the initial state does not differ in the precipitation state (solid solution state) in the temperature range of the skid portion, but the temperature is high during hot rolling unless the hot rolling conditions are controlled. In the part, the precipitate is deposited late, resulting in a non-uniform precipitation state.
スキッド上およびスキッド間の温度は同じであるが、図1、図2を比較すると、鋼板成分の純度が高く(図2)なると熱力学的にA点の温度(固溶限界)が下がる。 Although the temperatures on and between the skids are the same, comparing FIGS. 1 and 2, the higher the purity of the steel sheet component (FIG. 2), the thermodynamically lower the temperature at point A (solid solution limit).
図1と図2を比較すると、A点より右側(高温度域)の範囲が高純度化により広がり、この広がりを活用して均一析出を行わせしめる。ただし、このままでは、均一微細析になるので、熱延板焼鈍により積極的析出を行わせしめて全体として無害化する。 Comparing FIGS. 1 and 2, the range on the right side (high temperature range) from point A expands due to high purity, and uniform precipitation is performed by utilizing this expansion. However, if it is left as it is, uniform fine separation will occur, so positive precipitation will be carried out by hot-rolled sheet annealing to make it harmless as a whole.
図3にコイルの温度履歴と析出曲線を示す。図3の実線は従来技術を表し、破線は本発明を表す。矢印はコイル全長を模擬する。 FIG. 3 shows the temperature history of the coil and the precipitation curve. The solid line in FIG. 3 represents the prior art, and the broken line represents the present invention. The arrow simulates the total length of the coil.
図3に示す通り、逆スキッド型では、(Y)熱間圧延時の動的挙動において、高純度鋼の場合は、加熱時には、析出状態は高温部、低温部では共にほとんど同じである。この状態のスラブを熱間圧延すると、全体に後述の不純物成分を多く含む場合より析出開始時間が遅れ、析出速度も遅くなり、析出曲線の幅が広がる。その空隙の間で熱間圧延を行うことにより析出挙動が均一になる。実線が不純物成分を多く含む鋼である。また、破線が低温側に、長時間側に、そして間隔が広がっている。 As shown in FIG. 3, in the reverse skid type, in the dynamic behavior during (Y) hot rolling, in the case of high-purity steel, the precipitation state at the time of heating is almost the same in both the high temperature portion and the low temperature portion. When the slab in this state is hot-rolled, the precipitation start time is delayed, the precipitation rate is slowed, and the width of the precipitation curve is widened as compared with the case where a large amount of impurity components described later are contained in the whole. By performing hot rolling between the voids, the precipitation behavior becomes uniform. The solid line is steel containing a large amount of impurity components. In addition, the broken line extends to the low temperature side, the long time side, and the interval.
本発明ではMn、Sの量が少ないので、MnSの析出開始が遅れ、等析出曲線間隔も広がりその間にコイル全長を入れ、均一析出を実現する。従前の状態では、Mn、Sの含有量が多いのでMnSの析出開始が早なり、間隔が広いので不均一析出となる。 In the present invention, since the amounts of Mn and S are small, the start of precipitation of MnS is delayed, the equal precipitation curve interval is widened, and the entire length of the coil is inserted between them to realize uniform precipitation. In the conventional state, since the contents of Mn and S are large, the precipitation of MnS starts earlier, and since the interval is wide, non-uniform precipitation occurs.
<円相当平均粒径比R>
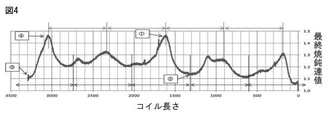
図4に最終焼鈍時に連続鉄損測定器にて全コイル長さの鉄損を測定したチャートを示す。
<Average particle size ratio R equivalent to a circle>
FIG. 4 shows a chart in which the iron loss of the entire coil length was measured by a continuous iron loss measuring instrument at the time of final annealing.
図4の(1)位置の断面における厚み方向の結晶粒の不均一性の例を図5(a)に示す。紙面上側が熱間圧延加熱炉加熱時スラブ上面に対応し、紙面左から右が圧延方向である。板厚は0.5mmである。この様にスラブ加熱時の下面から上面にかけて板厚方向にほぼ連続的に粒径が変化していることが見出された。これを定量化するために、鋼板の一方の面から全板厚の1/4t位置と3/4t位置(他方の面から1/4t位置)の圧延方向断面における円相当平均粒径の小さい方をGS1、大きい方をGS2とし、円相当平均粒径比RGS2/GS1を定義した。GS1=GS2の場合は、R=1となる。ところで、無方向性電磁鋼板は熱間圧延後多くの工程で巻き、叉、解かれるので(コイリング、アンコイリング)、スラブ加熱時の上面、下面は、入れ替わる。このため、本発明では、“一方の面”と“他方の面”と相対化している。 An example of the non-uniformity of the crystal grains in the thickness direction in the cross section at the position (1) in FIG. 4 is shown in FIG. 5 (a). The upper side of the paper surface corresponds to the upper surface of the slab during heating in the hot rolling heating furnace, and the rolling direction is from left to right on the paper surface. The plate thickness is 0.5 mm. In this way, it was found that the particle size changed almost continuously in the plate thickness direction from the lower surface to the upper surface during slab heating. In order to quantify this, the smaller of the circle-equivalent average particle diameter in the rolling direction cross section at the 1 / 4t position and the 3/4t position (1 / 4t position from the other surface) of the total plate thickness from one surface of the steel sheet. Was GS1 and the larger one was GS2, and the circle-equivalent average particle size ratio RGS2 / GS1 was defined. When GS1 = GS2, R = 1. By the way, since non-oriented electrical steel sheets are wound, forked, and unwound in many steps after hot rolling (coiling, uncoiling), the upper surface and the lower surface during slab heating are replaced. Therefore, in the present invention, "one surface" and "the other surface" are relativized.
本発明者らの検討の結果、円相当平均粒径比R≦1.5であれば、逆スキッドマークが発生しないことが判明した。本来ならば、このRは未だ小さい値である(より均一である)と推定されるが、実際は1.5が境になる。このことを、次の様に考える。 As a result of the study by the present inventors, it was found that the reverse skid mark does not occur when the circle-equivalent average particle size ratio R ≦ 1.5. Originally, it is estimated that this R is still a small value (more uniform), but in reality, 1.5 is the boundary. Think of this as follows.
高級無方向性電磁鋼板は、最終製品段階での粒径は100μmを超え比較的大きい。このため粒形は多多面体から少多面体になる。少多面体(大きな粒)の場合は球からの偏倚が大きい。このため、大きな粒の場合は、粒の大きさを示す代表値としては過大評価となる。即ち上記円相当平均粒径比R≦1.5は、理想的な三次元的粒径評価では、1.5より小さいと推定される。図5(b)に本発明により得られた最終製品の、スキッド上に対応する断面組織の例を示す。 The grain size of the high-grade non-oriented electrical steel sheet at the final product stage exceeds 100 μm and is relatively large. Therefore, the grain shape changes from a polyhedron to a small polyhedron. In the case of a small polyhedron (large grain), the deviation from the sphere is large. Therefore, in the case of large grains, it is overestimated as a representative value indicating the grain size. That is, the circle-equivalent average particle size ratio R ≦ 1.5 is estimated to be smaller than 1.5 in the ideal three-dimensional particle size evaluation. FIG. 5B shows an example of the cross-sectional structure corresponding to the skid of the final product obtained by the present invention.
図6に円相当平均粒径比Rと鉄損相対値(W15/50比)の関係を示す。鉄損相対値(W15/50比)は、鋼板の長さ方向における鉄損の最小値で鉄損の最大値を除したものである。 FIG. 6 shows the relationship between the circle-equivalent average particle size ratio R and the iron loss relative value (W15 / 50 ratio). The relative iron loss value (W15 / 50 ratio) is obtained by dividing the maximum iron loss value by the minimum iron loss value in the length direction of the steel sheet.
図6は、Si=2.6%、Mn=0.20%,Al=0.45%、C=0.0015%、S=0.00018%、N=0.0015%、Ti=0.0019%で残部不可避的不純物を含有する無方向性電磁鋼板スラブを、従来技術による方法で、1050〜1180℃で350〜400分加熱・均熱し、JIS C 2552での50A290を得るべく生産された無方向性電磁鋼板の場合の、円相当平均粒径比Rと鉄損相対値の結果である。 In FIG. 6, Si = 2.6%, Mn = 0.20%, Al = 0.45%, C = 0.0015%, S = 0.00018%, N = 0.0015%, Ti = 0. A non-oriented electrical steel sheet slab containing 0019% of unavoidable impurities in the balance was heated and leveled at 105 to 1180 ° C. for 350 to 400 minutes by a conventional method to obtain 50A290 in JIS C 2552. This is the result of the circle-equivalent average particle size ratio R and the relative value of iron loss in the case of non-oriented electrical steel sheets.
円相当平均粒径比Rが小さい部分は特性もよいが、円相当平均粒径比Rが1.5を超えると鉄損が著しく劣化してW15/50が2.9W/kgを満たさない。これは逆スキッドマークが発生したコイルの数々の部位から得られた結果であり、この様に最良点は2.4W/kgであるが、最悪点は3.2W/kgで30%以上の鉄損の変動の劣化が認められ50A290規格から外れる。 The portion where the circle-equivalent average particle size ratio R is small has good characteristics, but when the circle-equivalent average particle size ratio R exceeds 1.5, the iron loss is significantly deteriorated and W15 / 50 does not satisfy 2.9 W / kg. This is a result obtained from various parts of the coil where the reverse skid mark is generated. Thus, the best point is 2.4 W / kg, but the worst point is 3.2 W / kg, which is more than 30% iron. Deterioration of loss fluctuation is observed and deviates from the 50A290 standard.
<成分組成>
以下、成分組成について説明する。以下、%は質量%を意味する。
<Ingredient composition>
The composition of the components will be described below. Hereinafter,% means mass%.
Si:2.00〜3.50%
Si:2.00〜3.50%とする。Siは、固有抵抗を大きくして、鉄損特性の向上に寄与する元素であり、2.00%未満であると熱間圧延中にγ−α変態が生じ、逆スキッドマークは発生せず、順スキッドマークが生じることがある。3.50%より多いと、製造工程において特に圧延において破断が多発して実際上商業生産できない。
Si: 2.00 to 3.50%
Si: 2.00 to 3.50%. Si is an element that increases the intrinsic resistance and contributes to the improvement of iron loss characteristics. If it is less than 2.00%, γ-α transformation occurs during hot rolling and reverse skid marks do not occur. Forward skid marks may occur. If it is more than 3.50%, breakage occurs frequently in the manufacturing process, especially in rolling, and commercial production is practically impossible.
Al:0.30〜1.00%
Alも固有抵抗確保のために添加される。Alが1.00%を超えるとは、各種圧延機のロール摩耗が著しく発生し生産を阻害する。また0.30%以下であると鉄損向上効果が少ない。
Al: 0.30 to 1.00%
Al is also added to secure the inherent resistance. When Al exceeds 1.00%, roll wear of various rolling mills is remarkably generated and production is hindered. Further, when it is 0.30% or less, the effect of improving iron loss is small.
Mn:0.20%以下
MnはSと結合してMnSとして存在し磁気特性を劣化するので少ない方が好まれるが、低Mn実現のためにはコスト上昇が起こる。主目的であるMnSの形態制御に関して少ない方がMnSの析出が遅れ、熱間圧延鋼帯でのMnSの析出状態に変動が減じる。
Mn: 0.20% or less Mn is present as MnS by combining with S and deteriorates the magnetic characteristics, so a smaller amount is preferred, but a cost increase occurs in order to realize low Mn. Regarding the morphological control of MnS, which is the main purpose, the smaller the amount, the longer the precipitation of MnS is delayed, and the fluctuation in the precipitation state of MnS in the hot-rolled steel strip is reduced.
S:0.0020%以下
Sの含有量を少なくすることは本技術の骨格となるもので、0.0020%以下であることが必須である。これより多いと逆ではなく(順)スキッドマークが発生する。Mnと同様に、MnSの形態制御に関して少ない方がMnSの析出が遅れ、熱間圧延鋼帯でのMnSの析出状態に変動が減じる。
S: 0.0020% or less Reducing the S content is the skeleton of this technology, and it is essential that it is 0.0020% or less. If there are more than this, skid marks will occur (in order) instead of the opposite. Similar to Mn, the smaller the amount of MnS in the morphological control, the longer the precipitation of MnS is delayed, and the fluctuation in the precipitation state of MnS in the hot-rolled steel strip is reduced.
C:0.0050%以下
不可避的不純物としてはC、N、Ti等が従来からよく知られている元素で、析出物を形成する元素である。これら析出物を形成する元素は少ない方が良いのであるが、コストを考慮することが必要である。
C: 0.0050% or less C, N, Ti and the like are well-known elements as unavoidable impurities and are elements that form precipitates. It is better that the number of elements forming these precipitates is small, but it is necessary to consider the cost.
Cは0.0050%以下でないと磁気時効が起こり品質上致命的になり0.0050%以下とする。勿論、この値は製鋼段階での規制ではなく、最終製品である無方向性電磁鋼板での規制値である。より好ましくは0.0030%以下である。 If C is not 0.0050% or less, magnetic aging will occur and it will be fatal in terms of quality, and it will be 0.0050% or less. Of course, this value is not a regulation value at the steelmaking stage, but a regulation value for the final product, non-oriented electrical steel sheet. More preferably, it is 0.0030% or less.
N:0.0030%以下
Nは粒界移動を妨げるのみではなく鉄損のうち、履歴損増大の原因にもなるので、含有量は少なくする必要がある。本発明の無方向性電磁鋼板はAlを多く含有しているので、NはAlNを形成して析出し、Nの含有量は0.0030%以下であればよい。また、MnSに比較するとAlNの熱間圧延中での析出は遅く、本発明での影響は極めて微弱である。
N: 0.0030% or less N not only hinders grain boundary movement but also causes an increase in history loss among iron losses, so the content needs to be reduced. Since the non-oriented electrical steel sheet of the present invention contains a large amount of Al, N may form and precipitate AlN, and the content of N may be 0.0030% or less. Further, the precipitation of AlN during hot rolling is slower than that of MnS, and the influence in the present invention is extremely weak.
その他、最終的に鋼板本体に不可避的に含有される元素としては、Se、Nb、Cu等が、人為的に添加されるもP、Sn、Sb、B等がある。不可避的に混入する元素は、少ないことが求められ、0.005%以下であることが好ましい。添加される元素としてはSn、Sb、Pは0.05%程度までの添加が行われる。また、Bは特殊な元素、本発明の高級無方向性電磁鋼板では添加は好ましくなく、0.0010%以下であることが好ましい。 Other elements that are unavoidably contained in the steel sheet body in the end include P, Sn, Sb, B and the like, although Se, Nb, Cu and the like are artificially added. The amount of elements unavoidably mixed is required to be small, and is preferably 0.005% or less. As the elements to be added, Sn, Sb, and P are added up to about 0.05%. Further, B is a special element, and it is not preferable to add it to the high-grade non-oriented electrical steel sheet of the present invention, and it is preferably 0.0010% or less.
<製造方法>
本技術の核となる工程であり、従前の技術と比較すると、高純度無方向性電磁鋼板スラブを低温でスラブ加熱し、高温で熱間圧延することが特徴である。
<Manufacturing method>
This is the core process of this technology, and compared to the conventional technology, it is characterized by heating high-purity non-oriented electrical steel sheet slabs at a low temperature and hot rolling at a high temperature.
本発明の考え方は、無方向性電磁鋼板の粒成長に大きな影響を与える不純物の均一状態を実現することであり、特に今技術の場合は厚み1.6〜2.8mm、幅1000mmから1300mm、長さ2000m前後のコイルの好適であり、コイル全長に渡ってMn−S(−Cu)化合物の不可避的不純物の均一状態を実現することである。このためには、熱間圧延での析出曲線とコイルの冷却条件を揃えることである。 The idea of the present invention is to realize a uniform state of impurities that have a great influence on the grain growth of the non-directional electromagnetic steel plate, and particularly in the case of the present technology, the thickness is 1.6 to 2.8 mm, the width is 1000 mm to 1300 mm. A coil having a length of about 2000 m is suitable, and a uniform state of unavoidable impurities of the Mn—S (−Cu) compound is realized over the entire length of the coil. For this purpose, the precipitation curve in hot rolling and the cooling conditions of the coil must be aligned.
このためには、まず、上述のとおりSの含有量を少なくする。そして、熱間圧延加熱温度低くして出来る限りMnSの析出を促進させ、熱間圧延温度の低下を可能な限り遅くすることである。 For this purpose, first, the content of S is reduced as described above. Then, the hot rolling heating temperature is lowered to promote the precipitation of MnS as much as possible, and the decrease in the hot rolling temperature is slowed down as much as possible.
<スラブ加熱>
(スキッド上のスラブ断面平均温度≧1150℃
スキッド上のスラブ断面平均温度が1150℃未満の場合、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、スキッド上のスラブ断面平均温度を1150℃以上とする。スキッド上のスラブ断面温度は、放射温度計で測定できる部分の測定値、及び伝熱計算で求めることができる。
<Slab heating>
(Average cross-sectional temperature of slab on skid ≧ 1150 ℃
When the average cross-sectional temperature of the slab on the skid is less than 1150 ° C., even a high-purity steel as in the present invention approaches the nose of the precipitation curve shown in FIG. 3 during hot rolling, and non-uniform precipitation occurs across the skid. Therefore, the average cross-sectional temperature of the slab on the skid is set to 1150 ° C. or higher. The cross-sectional temperature of the slab on the skid can be obtained by the measured value of the portion that can be measured by the radiation thermometer and the heat transfer calculation.
<熱間圧延>
(スラブ最冷部の平均冷却速度≦1.0℃/秒)
スラブ最冷部の平均冷却速度が1.0℃/秒超の場合、スラブ加熱と同様に、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、スラブ最冷部の平均冷却速度を1.0℃/秒以下とする。ここで、「スラブ最冷部」とは、加熱炉内でスキッド上に位置したスラブの部分に対応する。
<Hot rolling>
(Average cooling rate of the coldest part of the slab ≤ 1.0 ° C / sec)
When the average cooling rate of the coldest part of the slab exceeds 1.0 ° C./sec, the nose of the precipitation curve shown in FIG. 3 during hot rolling even for high-purity steel as in the present invention, as in the case of slab heating. Cross-crossing non-uniform precipitation occurs. Therefore, the average cooling rate of the coldest part of the slab is set to 1.0 ° C./sec or less. Here, the "slab coldest part" corresponds to the part of the slab located on the skid in the heating furnace.
(仕上げ圧延開始温度TF0≧950℃)
仕上げ圧延開始温度TF0が950℃未満の場合、スラブ加熱およびスラブ最冷部の冷却速度と同様に、本発明の様な高純度鋼であっても熱間圧延中に図3に示す析出曲線のノーズに近づき横切り不均一析出が生じる。このため、仕上げ圧延開始温度TF0を950℃以上とする。
(Finish rolling start temperature TF0 ≧ 950 ° C)
When the finish rolling start temperature TF0 is less than 950 ° C., the precipitation curve shown in FIG. Cross-crossing non-uniform precipitation occurs as it approaches the nose. Therefore, the finish rolling start temperature TF0 is set to 950 ° C. or higher.
この高温度熱間圧延を実現する考え方は、従前の無方向性電磁鋼板の熱間圧延条件とは逆の思想である。 The idea of realizing this high-temperature hot rolling is the opposite of the conventional hot rolling conditions for non-oriented electrical steel sheets.
<熱間圧延板焼鈍>
本技術では、熱延後、最終冷間圧延の間に熱間圧延板焼鈍を施すことが好ましい。この熱処理も、析出物の制御に効果がある。これは、冷間圧延前組織の再結晶を起こさせしめるとともに、MnSの析出をより完璧に起こさせしめるためである。前者の再結晶は磁気特性の向上・確保のために、後者は、析出残りのMnSの完全なる析出状態を得るためである。温度は、950℃〜1000℃が望ましい。これより低いと冷間圧延前組織での再結晶が十分でなく磁気特性が劣る。また、高いと再結晶は十分であるが、MnSの再固溶がおこり、逆スキッドマークが発生する。時間は30秒以上であれば以上の効果は得られる。60秒超えても可能であるが、生産性が劣る。
<Hot rolled plate annealing>
In the present technology, it is preferable to perform hot-rolled plate annealing during the final cold rolling after hot rolling. This heat treatment is also effective in controlling precipitates. This is to cause recrystallization of the pre-cold rolling structure and more perfect precipitation of MnS. The former recrystallization is for improving and ensuring magnetic properties, and the latter is for obtaining a completely precipitated state of MnS remaining precipitated. The temperature is preferably 950 ° C to 1000 ° C. If it is lower than this, recrystallization in the pre-cold rolling structure is not sufficient and the magnetic properties are inferior. If the value is high, recrystallization is sufficient, but MnS is resolidified and reverse skid marks are generated. If the time is 30 seconds or more, the above effect can be obtained. It is possible to exceed 60 seconds, but the productivity is inferior.
<成品厚>
製品厚は、実際の生産では板厚下限0.18mmまでである。0.18mmより薄いものの生産は可能であるが、ロール径が大きい場合は厚さ精度(板厚変動5%以下)を満たして満足には圧延できない。厚い方は方向性電磁鋼板の絶対値鉄損が大きくなるので、日本工業規格の上限の0.50mmとする。
<Product thickness>
The product thickness is up to the lower limit of 0.18 mm in actual production. Although it is possible to produce a product thinner than 0.18 mm, if the roll diameter is large, the thickness accuracy (plate thickness fluctuation of 5% or less) is satisfied and rolling cannot be performed satisfactorily. The thicker one has a larger absolute value iron loss of the grain-oriented electrical steel sheet, so the upper limit of the Japanese Industrial Standards is 0.50 mm.
本発明は、無方向性電磁鋼板のコイル長さ方向の磁気特性の不均一を防止する技術である。磁気特性の絶対値は成分等に依存するので本実施例では絶対値鉄損ではなく、変動値(円相当平均粒径比R)で評価した。 The present invention is a technique for preventing non-uniformity of magnetic characteristics in the coil length direction of non-oriented electrical steel sheets. Since the absolute value of the magnetic characteristics depends on the components and the like, in this example, the evaluation was made not by the absolute value iron loss but by the fluctuation value (average particle size ratio R equivalent to a circle).
表2の成分を有する無方向性電磁鋼板スラブを表3の条件で熱間圧延をして2.0mm厚の熱間圧延板を得、表3の条件の熱間圧延板焼鈍を施して、酸洗後0.5mmの冷延鋼板とした。そして、975〜1050℃で約60秒の最終焼鈍を施した。その後、鋼板の板厚方向の1/4t位置および3/4t位置の円相当平均粒径を求め、円相当平均粒径比Rを求めた。また、鋼板の長さ方向の鉄損の最大値と最小値を求め、鉄損相対値が1.03以下を合格とした。 A non-directional electromagnetic steel sheet slab having the components shown in Table 2 was hot-rolled under the conditions shown in Table 3 to obtain a hot-rolled plate having a thickness of 2.0 mm, and the hot-rolled plate was annealed under the conditions shown in Table 3. After pickling, it was made into a cold-rolled steel sheet of 0.5 mm. Then, final annealing was performed at 975 to 1050 ° C. for about 60 seconds. Then, the circle-equivalent average particle diameter at the 1 / 4t position and the 3/4t position of the steel sheet in the plate thickness direction was determined, and the circle-equivalent average particle diameter ratio R was determined. Further, the maximum value and the minimum value of the iron loss in the length direction of the steel sheet were obtained, and the relative iron loss value of 1.03 or less was regarded as acceptable.
この様に本発明を適用すると、コイル全長の結晶粒径の変動が激減して、均一な製品が得られる。 When the present invention is applied in this way, fluctuations in the crystal grain size of the entire coil length are drastically reduced, and a uniform product can be obtained.
本発明は、無方向性電磁鋼板の特性の均一化を実現するものである。一般に、無方向性電磁鋼板はコイル状で生産されそのサイズは、大きいほど生産性が良い。例えば、厚み(0.35mm、0.50mm等)×幅(1200mm程度)×長さ(5000m超)である。従前の技術では、この長さ5000m超の中に熱間圧延の加熱炉のスキッドによる温度偏差に起因する磁気特性の変動が生じていた。そして、各コイル毎に行われる格付け(特性の代表値の認定)はコイル内の最悪値を用いて行われので、コイル内の変動があるとその最悪値を適用し、実質オーバースペックもしくは狙った製品特性の造り込みができず、生産性の低減が生じる。本技術を適用するとこの様な現象が無くなる無方向性電磁鋼板の生産に大きく寄与できる。 The present invention realizes uniform characteristics of non-oriented electrical steel sheets. Generally, non-oriented electrical steel sheets are produced in a coil shape, and the larger the size, the better the productivity. For example, thickness (0.35 mm, 0.50 mm, etc.) x width (about 1200 mm) x length (more than 5000 m). In the conventional technique, the magnetic characteristics fluctuate due to the temperature deviation due to the skid of the hot rolling heating furnace in the length of more than 5000 m. And since the rating (certification of the representative value of the characteristic) performed for each coil is performed using the worst value in the coil, if there is a fluctuation in the coil, the worst value is applied and the actual over-specification or aim is made. Product characteristics cannot be built in, resulting in a decrease in productivity. The application of this technology can greatly contribute to the production of non-oriented electrical steel sheets that eliminate such a phenomenon.
Claims (3)
C :0.005%以下、
Si:2.0〜3.5%、
Al:0.3〜1.0%、
Mn:0.20%以下、
S :0.0020%以下、
N :0.0030%以下
を含有し、残部Feおよび不可避的不純物からなる無方向性電磁鋼板において、
板厚をtとするとき、一方の表面から板厚方向に1/4t位置の領域の圧延方向断面における円相当平均粒径と、前記表面から板厚方向に3/4t位置の領域の圧延方向断面における円相当平均粒径のうち、小さい方をGS1、大きい方をGS2とするとき、円相当平均粒径比R=GS2/GS1が1.5以下である
ことを特徴とする無方向性電磁鋼板。 By mass%
C: 0.005% or less,
Si: 2.0-3.5%,
Al: 0.3-1.0%,
Mn: 0.20% or less,
S: 0.0020% or less,
N: In non-oriented electrical steel sheets containing 0.0030% or less and consisting of the balance Fe and unavoidable impurities.
When the plate thickness is t, the average particle size equivalent to a circle in the rolling direction cross section of the region 1 / 4t in the plate thickness direction from one surface and the rolling direction of the region 3/4t in the plate thickness direction from the surface. Of the circle-equivalent average particle diameters in the cross section, when the smaller one is GS1 and the larger one is GS2, the non-directional electromagnetic wave is characterized in that the circle-equivalent average particle diameter ratio R = GS2 / GS1 is 1.5 or less. Steel plate.
請求項1に記載の化学成分を有する鋼スラブを加熱するスラブ加熱工程と、
加熱された鋼スラブを熱間圧延して巻き取り、熱間圧延熱鋼帯を得る熱間圧延工程と、
前記熱間圧延熱鋼帯を焼鈍して焼鈍熱延鋼帯を得る熱延鋼帯焼鈍工程と、
前記焼鈍熱延鋼帯を冷間圧延して冷間圧延鋼帯を得る冷間圧延工程と、
前記冷間圧延鋼帯を仕上げ焼鈍して無方向性電磁鋼板を得る仕上げ焼鈍工程と、
からなる無方向性電磁鋼板の製造方法において、
前記スラブ加熱工程では、スキッド上のスラブの断面平均温度が1150℃以上であり、
前記熱間圧延工程では、スラブを加熱炉から抽出後、仕上げ圧延開始温度までの間の前記スキッド上に位置したスラブの最冷部の平均冷却速度が1.0℃/秒以下で、かつ、前記仕上げ圧延開始温度が950℃以上である、
ことを特徴とする無方向性電磁鋼板の製造方法。 The method for manufacturing a non-oriented electrical steel sheet according to claim 1.
A slab heating step for heating a steel slab having the chemical composition according to claim 1,
A hot rolling process in which a heated steel slab is hot-rolled and wound to obtain a hot-rolled hot steel strip.
The hot-rolled steel strip annealing step of annealing the hot-rolled hot steel strip to obtain an annealed hot-rolled steel strip,
A cold rolling step of cold-rolling the annealed hot-rolled steel strip to obtain a cold-rolled steel strip,
A finish annealing step of finishing and annealing the cold-rolled steel strip to obtain a non-oriented electrical steel sheet,
In the manufacturing method of non-oriented electrical steel sheet consisting of
In the slab heating step, the average cross-sectional temperature of the slab on the skid is 1150 ° C. or higher.
In the hot rolling step, the average cooling rate of the coldest part of the slab located on the skid after extracting the slab from the heating furnace is 1.0 ° C./sec or less and up to the finish rolling start temperature. The finish rolling start temperature is 950 ° C. or higher.
A method for manufacturing non-oriented electrical steel sheets, which is characterized by this.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018935A JP7557123B2 (en) | 2020-02-06 | 2020-02-06 | Non-oriented electrical steel sheet and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018935A JP7557123B2 (en) | 2020-02-06 | 2020-02-06 | Non-oriented electrical steel sheet and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021123764A true JP2021123764A (en) | 2021-08-30 |
| JP7557123B2 JP7557123B2 (en) | 2024-09-27 |
Family
ID=77458325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020018935A Active JP7557123B2 (en) | 2020-02-06 | 2020-02-06 | Non-oriented electrical steel sheet and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7557123B2 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974258A (en) * | 1982-10-20 | 1984-04-26 | Kawasaki Steel Corp | Nondirectional silicon steel plate with small iron loss |
| JPH05140649A (en) * | 1991-07-25 | 1993-06-08 | Nippon Steel Corp | Manufacture of now-oriented silicon steel sheet excellent in magnetic property |
| JP2006131963A (en) * | 2004-11-08 | 2006-05-25 | Nippon Steel Corp | High-grade non-oriented electromagnetic steel sheet having stable magnetic property, and manufacturing method therefor |
| JP2006249555A (en) * | 2005-03-14 | 2006-09-21 | Jfe Steel Kk | Silicon steel sheet having low core loss in high frequency region and method for producing the same |
| JP2011084778A (en) * | 2009-10-15 | 2011-04-28 | Nippon Steel Corp | Nonoriented electrical steel sheet for high frequency excitation |
| WO2016063098A1 (en) * | 2014-10-20 | 2016-04-28 | Arcelormittal | Method of production of tin containing non grain-oriented silicon steel sheet, steel sheet obtained and use thereof |
| CN108330397A (en) * | 2018-05-10 | 2018-07-27 | 东北大学 | A kind of preparation method of low-iron loss high-magnetic strength non-oriented silicon steel strip |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5211434B2 (en) | 2006-03-27 | 2013-06-12 | 新日鐵住金株式会社 | Electrical steel sheet with good film adhesion and excellent magnetic properties, its production method and method of use |
| JP5423616B2 (en) | 2009-09-14 | 2014-02-19 | 新日鐵住金株式会社 | Method for producing non-oriented electrical steel sheet with excellent magnetic properties and method for producing cast steel strip for producing non-oriented electrical steel sheet |
-
2020
- 2020-02-06 JP JP2020018935A patent/JP7557123B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5974258A (en) * | 1982-10-20 | 1984-04-26 | Kawasaki Steel Corp | Nondirectional silicon steel plate with small iron loss |
| JPH05140649A (en) * | 1991-07-25 | 1993-06-08 | Nippon Steel Corp | Manufacture of now-oriented silicon steel sheet excellent in magnetic property |
| JP2006131963A (en) * | 2004-11-08 | 2006-05-25 | Nippon Steel Corp | High-grade non-oriented electromagnetic steel sheet having stable magnetic property, and manufacturing method therefor |
| JP2006249555A (en) * | 2005-03-14 | 2006-09-21 | Jfe Steel Kk | Silicon steel sheet having low core loss in high frequency region and method for producing the same |
| JP2011084778A (en) * | 2009-10-15 | 2011-04-28 | Nippon Steel Corp | Nonoriented electrical steel sheet for high frequency excitation |
| WO2016063098A1 (en) * | 2014-10-20 | 2016-04-28 | Arcelormittal | Method of production of tin containing non grain-oriented silicon steel sheet, steel sheet obtained and use thereof |
| CN108330397A (en) * | 2018-05-10 | 2018-07-27 | 东北大学 | A kind of preparation method of low-iron loss high-magnetic strength non-oriented silicon steel strip |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7557123B2 (en) | 2024-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2470679B1 (en) | Process to manufacture grain-oriented electrical steel strip | |
| US5116435A (en) | Method for producing non-oriented steel sheets | |
| CN112752623A (en) | Method for producing grain-oriented electromagnetic steel sheet and cold rolling facility | |
| JP2024041844A (en) | Method for producing non-oriented magnetic steel sheet | |
| JP6879341B2 (en) | Manufacturing method of non-oriented electrical steel sheet | |
| JP6432671B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| US5330586A (en) | Method of producing grain oriented silicon steel sheet having very excellent magnetic properties | |
| EP0527495B1 (en) | Method of producing non-oriented electrical steel sheet having good magnetic properties | |
| JP2003193142A (en) | Method of producing grain oriented silicon steel sheet having excellent magnetic property | |
| JP2021123764A (en) | Non-oriented electromagnetic steel sheet and method for manufacturing the same | |
| JPH0819465B2 (en) | Non-oriented electrical steel sheet manufacturing method | |
| JP2023058067A (en) | Non-oriented electrical steel sheet | |
| KR20210044200A (en) | Non-oriented electrical steel sheet and method for manufacturing the same | |
| JP3596509B2 (en) | Manufacturing method of high strength hot rolled steel sheet | |
| JPH08931B2 (en) | Manufacturing method of steel plate for particle accelerator by continuous annealing | |
| JP7276502B2 (en) | Manufacturing method and equipment for grain oriented electrical steel sheet | |
| JP2521586B2 (en) | Method for producing unidirectional electrical steel sheet with excellent magnetic properties | |
| JPH08269553A (en) | Production of grain-oriented silicon steel sheet excellent in magnetic property | |
| JPH09125145A (en) | Production of nonoriented silicon steel sheet high in magnetic flux density and low in iron loss | |
| JPH05230534A (en) | Production of grain-oriented silicon steel sheet excellent in magnetic property | |
| JP2001172718A (en) | Method for producing nonoriented silicon steel sheet uniform in magnetic property | |
| CN115867680A (en) | Method and apparatus for manufacturing grain-oriented electrical steel sheet | |
| JP2000199014A (en) | Production of grain oriented silicon steel sheet | |
| JP3885264B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JPH0819466B2 (en) | Non-oriented electrical steel sheet manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240813 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240826 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7557123 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |