JP2020523277A - ガラス基板の表面を処理する方法 - Google Patents
ガラス基板の表面を処理する方法 Download PDFInfo
- Publication number
- JP2020523277A JP2020523277A JP2019569357A JP2019569357A JP2020523277A JP 2020523277 A JP2020523277 A JP 2020523277A JP 2019569357 A JP2019569357 A JP 2019569357A JP 2019569357 A JP2019569357 A JP 2019569357A JP 2020523277 A JP2020523277 A JP 2020523277A
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- glass
- gas
- major surface
- per minute
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000011521 glass Substances 0.000 title claims abstract description 84
- 239000000758 substrate Substances 0.000 title claims abstract description 46
- 238000000034 method Methods 0.000 claims abstract description 47
- 230000003746 surface roughness Effects 0.000 claims abstract description 16
- 239000007864 aqueous solution Substances 0.000 claims abstract description 11
- 238000004519 manufacturing process Methods 0.000 claims abstract description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 claims description 36
- QPJSUIGXIBEQAC-UHFFFAOYSA-N n-(2,4-dichloro-5-propan-2-yloxyphenyl)acetamide Chemical compound CC(C)OC1=CC(NC(C)=O)=C(Cl)C=C1Cl QPJSUIGXIBEQAC-UHFFFAOYSA-N 0.000 claims description 30
- 239000007789 gas Substances 0.000 claims description 29
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 11
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 claims description 10
- 238000004140 cleaning Methods 0.000 claims description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 8
- 239000008367 deionised water Substances 0.000 claims description 6
- 229910021641 deionized water Inorganic materials 0.000 claims description 6
- 238000001035 drying Methods 0.000 claims description 6
- 229910052786 argon Inorganic materials 0.000 claims description 5
- 239000012159 carrier gas Substances 0.000 claims description 4
- 238000003286 fusion draw glass process Methods 0.000 claims description 4
- 229910052757 nitrogen Inorganic materials 0.000 claims description 4
- 238000005406 washing Methods 0.000 claims description 4
- 238000001039 wet etching Methods 0.000 description 9
- 238000004630 atomic force microscopy Methods 0.000 description 5
- 238000007786 electrostatic charging Methods 0.000 description 4
- 238000005530 etching Methods 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- 239000003513 alkali Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001312 dry etching Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000001020 plasma etching Methods 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 1
- 240000002853 Nelumbo nucifera Species 0.000 description 1
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- -1 for example Chemical class 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000003283 slot draw process Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 238000009997 thermal pre-treatment Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000003631 wet chemical etching Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C15/00—Surface treatment of glass, not in the form of fibres or filaments, by etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0075—Cleaning of glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2204/00—Glasses, glazes or enamels with special properties
- C03C2204/08—Glass having a rough surface
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Surface Treatment Of Glass (AREA)
- Liquid Crystal (AREA)
Abstract
上側と下側の主面を有する、フラットパネルディスプレイに適したガラス基板の製造方法が開示されている。このガラス基板が搬送されている間、下面は、2つの連続工程ステップ:i)乾燥HFガスとの接触(乾燥HFガスは、大気圧プラズマ支援により生成することができる)、およびii)HFを含む湿潤水溶液との接触:により処理されて、AFMで測定して、0.5から1.5nmの範囲の平均表面粗さが達成される。
Description
本出願は、その内容が依拠され、ここに全て引用される、2017年6月16日に出願された米国仮特許出願第62/520928号の米国法典第35編第119条の下での優先権の恩恵を主張するものである。
本開示は、広く、ガラス基板の表面を処理する方法に関し、より詳しくは、大気圧プラズマ支援およびウェットエッチングの組合せを使用してガラス基板の表面を処理する方法に関する。
フラットパネルディスプレイにガラス基板が広く使用されている。例えば、液晶ディスプレイ(LCD)は、2つのガラス製バックプレーン、いわゆる、薄膜トランジスタ(TFT)バックプレーンおよびカラーフィルタ(CF)バックプレーンに挟まれた液晶の非常に薄い層から作られている。LCD用途に通常使用されるガラスの部類の1つに、無アルカリガラスがある。無アルカリガラスは、アルカリ金属酸化物を概して含まず、LCDおよび有機発光ダイオード(OLED)用途のバックプレーンとして一般に使用される。これらのバックプレーンは、成膜過程中または徐冷中に数百℃の温度に加熱されるので、これらのガラスは高い歪み点を有する必要があり、TFT形成過程中のその形状または寸法の変化を最小にすべきである。LCDバックプレーンに関する他の検討事項に:(1)ガラスの不活性、フォトリソグラフィー・エッチング過程中に使用される酸性溶液などの化学薬品に対する安定性、(2)ガラス表面上に異物または粒子がない表面清浄度、および使用前の長期の貯蔵中のガラスの安定性、および(3)静電帯電(ESC)または静電放電(ESD)および基板プレート上の粘着性がある。そのような検討事項は、高温TFT過程の最中と後に特に重要である。これらの検討事項に対処するために、B面ガラス面、すなわち、ガラスが水平に搬送されている場合の下向き表面またはガラスが垂直に供給されている場合に加工される表面を粗面化して、ガラスシートと基板プレートとの間の接触面積を減少させることができる。すなわち、高温TFT過程において、基板プレートとのB面ガラス面の接触により生じるESCは、誘導によって、A面ガラス面にまで広がり得、A面ガラス面上のTFT内にESDが生じ得る。そのようなESCは、B面ガラス面を粗面化することによって、最小にすることができる。これは、B面ガラス面の湿式化学エッチングによって達成することができ、原子間力顕微鏡(AFM)によって、表面粗さ(Ra)を得ることができる。
しかしながら、速いライン速度、より短い処理時間とゾーン長さ、および相対的均一性で、高い表面粗さ(ここではRa>0.5nmと定義される)を有するガラス基板が引き続き必要とされている。
本開示は、片側に第一面を、その反対側に第二面を有するフラットパネルディスプレイ用ガラス基板を製造する方法において、
そのガラス基板を搬送ローラ上に、第二面がその搬送ローラと接触するように配置する工程と、
そのガラス基板を搬送しながら、
(i)その第二面を、大気圧プラズマ(APPE)により生じるHFガスを含むプロセスガスと接触させるステップ、および
(ii)その第二面を、HFを含有する水溶液と接触させるステップ、
を行う工程であって、ステップ(i)と(ii)が、特に順序なく、連続して行われ、0.5nm以上かつ1.5nm以下の表面粗さを有する第二面がもたらされる工程と、
を有してなる方法を提供する。
そのガラス基板を搬送ローラ上に、第二面がその搬送ローラと接触するように配置する工程と、
そのガラス基板を搬送しながら、
(i)その第二面を、大気圧プラズマ(APPE)により生じるHFガスを含むプロセスガスと接触させるステップ、および
(ii)その第二面を、HFを含有する水溶液と接触させるステップ、
を行う工程であって、ステップ(i)と(ii)が、特に順序なく、連続して行われ、0.5nm以上かつ1.5nm以下の表面粗さを有する第二面がもたらされる工程と、
を有してなる方法を提供する。
この方法は、その第二面を脱イオン水で洗浄する工程、その第二面を濯ぐ工程、およびその第二面を乾燥させる工程をさらに含むことがある。
その結果、APPEおよび湿式エッチングの組合せを使用することにより、速いライン速度、より短い処理時間とゾーン長さ、および相対的均一性で、Ra>0.5nmの表面粗さを達成することが可能である。具体的には、利点には、i)10メートル毎分から20メートル毎分など、5メートル毎分から20メートル毎分の範囲の速いライン速度;ii)0.5nmから1.5nmの範囲の表面粗さRa;およびiii)0.3から2.0nmのRaの変動量があるであろう。
搬送速度は、5メートル毎分以上かつ20メートル毎分以下であることが好ましい。
そのガラス基板は、フュージョンドロー法で製造されることがある。
そのガラス基板が無アルカリガラスから作られることが好ましい。
そのガラス基板は、ステップ(i)の前に、25℃以上かつ70℃以下の温度に加熱されることがある。
HFガスを含有するプロセスガスは、搬送ガスとして、窒素およびアルゴンの少なくとも一方を含有することがある。
脱イオン水で第二面を洗浄する工程は、第一面を同時に洗浄し、それによって、0.15nm以上かつ0.3nm以下の表面粗さを有する第一面を提供する工程を含むことがある。
その第一面が、0.2nm以上かつ0.3nm以下の表面粗さを有することが好ましい。
追加の特徴および利点は、以下の詳細な説明に述べられており、一部は、その説明から当業者に容易に明白となるか、または以下の詳細な説明、特許請求の範囲、並びに添付図面を含む、ここに記載されたような実施の形態を実施することによって認識されるであろう。
先の一般的な説明および以下の詳細な説明の両方とも、例示に過ぎず、請求項の性質および特徴を理解するための概要または骨子を提供する意図があることを理解すべきである。添付図面は、さらなる理解を与えるために含まれ、本明細書に包含され、その一部を構成する。図面は、実施の形態を示しており、説明と共に、様々な実施の形態の原理および操作を説明する働きをする。ここに用いられているような方向を示す用語−例えば、上、下、右、左、前、後ろ、上部、底部−は、描かれた図に関してのみ有効であり、絶対的な向きを暗示する意図はない。
ここで、その例が添付図面に示されている、本開示を詳しく参照する。できるときはいつでも、同じまたは同様の部分を称するために、図面に亘り同じ参照番号が使用される。範囲は、ある特定値から、および/または別の特定値まで、とここに表現することができる。そのような範囲が表現された場合、別の実施の形態は、その一方の特定値から、および/または他方の特定値までを含む。範囲の各々の端点は、他方の端点に関係してと、他方の端点に関係なくの両方で有意であることがさらに理解されよう。
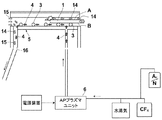
図1および2を参照すると、ガラス基板1は、第1の主面(ここでは他に上面Aと称される)および第2の主面(ここでは他に下面Bと称される)を有する。上面A(「A面ガラス面」)は、電極線および様々な電子デバイスなどの構成部材に近接することが最終的に意図された表面であり、一方で、下面B(「B面ガラス面」)は、ガラス基板1の、上面Aと反対側にあり、図1に示されるように、搬送装置、具体的に搬送ローラ3と接触している。B面ガラス面は、ガラス基板1が水平に搬送されている場合の下向き表面またはガラス基板1が垂直に供給されている場合の加工表面と定義される。
ガラス基板1が、ノズルユニット5(図1)および湿式エッチング区域7(図2)を通るように搬送ローラ3により動かされている間、その搬送速度は、例えば、5メートル毎分から20メートル毎分に及ぶことがある。5メートル毎分より低い搬送速度は、経済的に望ましくないであろう。20メートル毎分より速い搬送速度では、ガラスシートに損傷を与える虞が増すであろう。一方で、B面ガラス面は、2つの連続工程ステップ:
(i)乾式エッチングノズルユニット5を使用した乾燥フッ化水素酸(HF)ガスエッチング、ここで、乾燥HFガス4は、大気圧プラズマ支援ユニット6により生成することができる;および
(ii)ガラス基板1の経路に沿って配置されたノズル12から噴出されるHFを含有する水溶液10を使用する湿式エッチング、ここで、ステップ(i)および(ii)は、特に順序なく、連続して行われる。すなわち、湿式エッチング区域7は、乾式エッチングノズルユニット5の上流または下流に位置していてよい。上記工程ステップの実施により、ここに記載されるように、AFMで決定される、0.5nmから1.5nmの範囲の平均表面粗さを達成することができる;
により処理される。
(i)乾式エッチングノズルユニット5を使用した乾燥フッ化水素酸(HF)ガスエッチング、ここで、乾燥HFガス4は、大気圧プラズマ支援ユニット6により生成することができる;および
(ii)ガラス基板1の経路に沿って配置されたノズル12から噴出されるHFを含有する水溶液10を使用する湿式エッチング、ここで、ステップ(i)および(ii)は、特に順序なく、連続して行われる。すなわち、湿式エッチング区域7は、乾式エッチングノズルユニット5の上流または下流に位置していてよい。上記工程ステップの実施により、ここに記載されるように、AFMで決定される、0.5nmから1.5nmの範囲の平均表面粗さを達成することができる;
により処理される。
ステップ(i)および(ii)の実施後、その基板には、少なくとも下面Bの脱イオン(DI)水による洗浄、濯ぎおよび乾燥を含むさらなる処理が行われる(図示せず)。
図1および2に示された実施の形態において、乾燥HFガス4は、ガラス基板1に沿って動く一方で、上面Aは、上面Aの上の空間に流れ込む気流14および15によって、HFガス4に暴露されるのが防がれ、その気流14および15は、ノズルユニット5の流出口16から排出される。
図2にさらに示されるように、湿式エッチング区域7において、ガラス基板1は、ノズル12から噴出されたHF水溶液10によって濡れたスポンジ搬送ローラ3により搬送され、それによって、下面BはHF水溶液10によって濡れて、湿式エッチング(ii)が行われる。
そのガラス基板は、例えば、フュージョンドロー法によって製造することができる。そのガラス基板は、いくつか例を挙げると、フロート法、スロットドロー法、アップドロー法、およびプレスロール法などの他の過程によって製造されてもよい。
そのガラス基板の例としては、例えば、Corning Eagle(登録商標)XGまたはLotus(登録商標)NXTガラスから作られた基板を含む無アルカリガラスを挙げることができる。そのガラスの厚さは、例えば、0.1mmから1.0mmであることがある。そのガラスのサイズは、例えば、1平方メートル以上であることがある。
図1および2に示されたこの製造方法において、そのガラス基板は、5メートル毎分から20メートル毎分の範囲の搬送速度で、搬送ローラ3により動かされ、2つの連続工程ステップ(i)および(ii)により処理される。
このプロセスにおいて、ステップ(i)は、乾燥HFガスエッチングを含み、この乾燥HFガスは、大気圧プラズマ支援によって生成することができる。下面Bを処理するために、ここに開示された実施の形態に、市販の大気圧プラズマエッチング支援装置を使用することができる。例示の大気圧プラズマエッチング支援装置に、積水化学工業株式会社により供給されるAP−Eシリーズの装置が挙げられる。
大気圧プラズマ装置について、CF4などのフッ素含有ガスを水、水蒸気と共に使用することができる。プラズマ区域を通過した後、ガス混合物は、気体HF4を含むプロセスガスを生じる。プロセスガスまたは搬送ガスの一部として、アルゴン(Ar)または窒素(N)を使用してもよい。特定の例示の実施の形態において、ガラス基板1は、25〜70℃で最初に予熱され、次に、大気圧プラズマ装置6により生成された乾燥HFガス4によって処理されることがある。この熱前処理によって、Raの変動量は、0.2nmから0.3nmの範囲内に制御することができる。対照的に、温度が25℃未満の場合、Raの変動量は大きくなり得る。逆に、温度が70℃を超えると、ガラス表面に望ましくないピットおよび穴が現れることがある。プラズマエッチング過程によるガラスの処理時間は、例えば、0.1秒から5分の範囲にあり得る。ライン速度は、例えば、10メートル毎分から20メートル毎分など、5メートル毎分から20メートル毎分の範囲にあり得る。
このプロセスにおいて、ステップ(ii)は、HFを含む湿潤水溶液10による処理を含む。そのHF濃度は、例えば、0.1質量%から5質量%の範囲にあることがある。そのガラス基板は、例えば、ローラ搬送中に、25〜70℃の温度範囲に維持されることがある。
HF水溶液10は、例えば、H2SO4、HCl、およびH3PO4の内の少なくとも1つなどの他の酸を含むことがある。その水溶液は、緩衝されることもある。すなわち、NaFとH3PO4または酢酸の混合物などの緩衝液を使用して、生じたHFを平衡状態に維持してもよい。
ここに開示された実施の形態は、ここに記載されたように、AFMで測定して、0.5nmから1.5nmの下面Bの平均表面粗さRaを達成することができる。
ここに開示された実施の形態は、0.2nmから0.3nmなど、0.15nmから0.3nmの上面Aの平均表面粗さRaも達成することができる。それは、例えば、その表面をDI水またはアルカリ含有洗浄剤で洗浄することによって、行うことができる。洗浄工程と乾燥工程により、下面Bを浄化して、下面Bの表面処理過程から、いくらかの固体粒子およびHFを含むエッチング蒸気残留物を除去することができる。
先に記載した実施の形態において、ガラス基板1は水平に搬送されているが、部分的にまたは完全に、垂直または傾斜経路で搬送されてもよい。そのような場合、B面ガラス面は、下向きではないことがあり、この面は、ステップ(i)において乾燥HFガス4に、ステップ(ii)においてHF水溶液10に暴露される。
実施例
各々が、0.5mmの厚さおよび約300mm×400mmの主表面積を有する、ガラスAとして、「Corning Eagle」XGガラス、およびガラスBとして、「Corning Lotus」NXTガラスに、表1に示された条件を施した。ステップ(i)および(ii)として下記に述べた処理の前に、各ガラスを約40℃に予熱し、ガラスが表1に示されたライン速度で搬送されている間に、ステップ(i)および(ii)を行った。
各々が、0.5mmの厚さおよび約300mm×400mmの主表面積を有する、ガラスAとして、「Corning Eagle」XGガラス、およびガラスBとして、「Corning Lotus」NXTガラスに、表1に示された条件を施した。ステップ(i)および(ii)として下記に述べた処理の前に、各ガラスを約40℃に予熱し、ガラスが表1に示されたライン速度で搬送されている間に、ステップ(i)および(ii)を行った。
ステップ(i)において、10リットル毎分のアルゴン、0.8リットル毎分のCF4、および180ミリグラム毎分の水蒸気の供給量を有するガスの混合物を使用した。大気圧プラズマを4KWで印加して、乾燥HFガスを生成した。気流を約200リットル毎分で使用して、プロセスガスが、排ガス流と共に、装置から漏れるのを防いだ。HFガスを含む得られた乾燥プロセスガスを各試料の下面Bに施した。
ステップ(ii)において、0.09MのNaFおよび0.11MのH3PO4を含む溶液を使用した。その溶液を、スポンジ搬送ローラ3を通じて、搬送されているガラスに施した。
ステップ(i)および(ii)の後、ガラスを洗浄区域に搬送し、水道水で洗浄した。上面Aおよび下面Bの両方を洗浄区域で洗浄した。その後、両方のガラス面をDI水で濯ぎ、気流で乾燥させた。
比較例
比較例1および2(C1およびC2)を、ステップ(i)を行わずに、上述したように行った。比較例3(C3)は、ステップ(ii)を行わずに、上述したように行った。
比較例1および2(C1およびC2)を、ステップ(i)を行わずに、上述したように行った。比較例3(C3)は、ステップ(ii)を行わずに、上述したように行った。

表面粗さの決定
ここに開示された実施の形態に関するRaは、日立ハイテクノロジーズ製AFM5400Lによって得た。AFMの表面モルホロジー画像は、Dynamic Force Mode(DFM)で走査した。Cantilever SI−DF20P2(バネ定数=9N/m、共振周波数:100〜200kHz、先端の半径:7nm、先端の高さ:14μm、レバー長さ:160μm、レバー幅:40μm、レバー厚:3.5μm)を使用した。ガラス表面の放電に関する測定中に、ガラス表面に軟X線を照射した。
ここに開示された実施の形態に関するRaは、日立ハイテクノロジーズ製AFM5400Lによって得た。AFMの表面モルホロジー画像は、Dynamic Force Mode(DFM)で走査した。Cantilever SI−DF20P2(バネ定数=9N/m、共振周波数:100〜200kHz、先端の半径:7nm、先端の高さ:14μm、レバー長さ:160μm、レバー幅:40μm、レバー厚:3.5μm)を使用した。ガラス表面の放電に関する測定中に、ガラス表面に軟X線を照射した。
表2は、AFM測定のパラメータを示している。平均Raは、18の測定値から得た。
本開示の精神および範囲から逸脱せずに、様々な改変および変更を行えることが、当業者に明白であろう。それゆえ、本開示は、そのような改変および変更を、それらが、付随の特許請求の範囲およびその等価物の範囲内に入るという条件で、含むことが意図されている。
以下、本発明の好ましい実施形態を項分け記載する。
実施形態1
その互いに反対側に第1と第2の主面を有するガラス基板を製造する方法において、
前記ガラス基板を搬送装置上に、前記第1の主面を上向きにして配置する工程と、
前記ガラス基板を搬送しながら、
(i)前記第2の主面を、大気圧プラズマにより生じるフッ化水素酸(HF)ガスを含むプロセスガスと接触させるステップ、および
(ii)前記第2の主面を、HFを含む水溶液と接触させるステップ、
を行う工程であって、ステップ(i)と(ii)が、特に順序なく、連続して行われ、0.5nm以上かつ1.5nm以下の表面粗さ(Ra)を有する第2の主面がもたらされる工程と、
を有してなる方法。
その互いに反対側に第1と第2の主面を有するガラス基板を製造する方法において、
前記ガラス基板を搬送装置上に、前記第1の主面を上向きにして配置する工程と、
前記ガラス基板を搬送しながら、
(i)前記第2の主面を、大気圧プラズマにより生じるフッ化水素酸(HF)ガスを含むプロセスガスと接触させるステップ、および
(ii)前記第2の主面を、HFを含む水溶液と接触させるステップ、
を行う工程であって、ステップ(i)と(ii)が、特に順序なく、連続して行われ、0.5nm以上かつ1.5nm以下の表面粗さ(Ra)を有する第2の主面がもたらされる工程と、
を有してなる方法。
実施形態2
前記第2の主面を脱イオン水で洗浄する工程、該第2の主面を濯ぐ工程、および該第2の主面を乾燥させる工程をさらに含む、実施形態1に記載の方法。
前記第2の主面を脱イオン水で洗浄する工程、該第2の主面を濯ぐ工程、および該第2の主面を乾燥させる工程をさらに含む、実施形態1に記載の方法。
実施形態3
搬送速度が、5メートル毎分以上かつ20メートル毎分以下である、実施形態1または2に記載の方法。
搬送速度が、5メートル毎分以上かつ20メートル毎分以下である、実施形態1または2に記載の方法。
実施形態4
前記ガラス基板がフュージョンドロー法により製造される、実施形態1から3のいずれか1つに記載の方法。
前記ガラス基板がフュージョンドロー法により製造される、実施形態1から3のいずれか1つに記載の方法。
実施形態5
前記ガラス基板が無アルカリガラスから作られている、実施形態1から4のいずれか1つに記載の方法。
前記ガラス基板が無アルカリガラスから作られている、実施形態1から4のいずれか1つに記載の方法。
実施形態6
前記ガラス基板が、ステップ(i)の前に、25℃以上かつ70℃以下の温度に加熱される、実施形態1から5のいずれか1つに記載の方法。
前記ガラス基板が、ステップ(i)の前に、25℃以上かつ70℃以下の温度に加熱される、実施形態1から5のいずれか1つに記載の方法。
実施形態7
前記HFガスを含有するプロセスガスが、搬送ガスとして、窒素およびアルゴンの少なくとも一方を含む、実施形態1から6のいずれか1つに記載の方法。
前記HFガスを含有するプロセスガスが、搬送ガスとして、窒素およびアルゴンの少なくとも一方を含む、実施形態1から6のいずれか1つに記載の方法。
実施形態8
前記脱イオン水で第2の主面を洗浄する工程が、前記第1の主面を同時に洗浄する工程を含み、ステップ(i)および(ii)の実施によって、0.2nm以上かつ0.3nm以下の表面粗さを有する該第1の主面がもたらされる、実施形態1から7のいずれか1つに記載の方法。
前記脱イオン水で第2の主面を洗浄する工程が、前記第1の主面を同時に洗浄する工程を含み、ステップ(i)および(ii)の実施によって、0.2nm以上かつ0.3nm以下の表面粗さを有する該第1の主面がもたらされる、実施形態1から7のいずれか1つに記載の方法。
1 ガラス基板
3 搬送ローラ
4 乾燥HFガス
5 ノズルユニット
6 大気圧プラズマ装置、大気圧プラズマ支援ユニット
7 湿式エッチング区域
10 HF水溶液
12 ノズル
14、15 気流
A 上面
B 下面
3 搬送ローラ
4 乾燥HFガス
5 ノズルユニット
6 大気圧プラズマ装置、大気圧プラズマ支援ユニット
7 湿式エッチング区域
10 HF水溶液
12 ノズル
14、15 気流
A 上面
B 下面
Claims (8)
- その互いに反対側に第1と第2の主面を有するガラス基板を製造する方法において、
前記ガラス基板を搬送装置上に、前記第1の主面を上向きにして配置する工程と、
前記ガラス基板を搬送しながら、
(i)前記第2の主面を、大気圧プラズマにより生じるフッ化水素酸(HF)ガスを含むプロセスガスと接触させるステップ、および
(ii)前記第2の主面を、HFを含む水溶液と接触させるステップ、
を行う工程であって、ステップ(i)と(ii)が、特に順序なく、連続して行われ、0.5nm以上かつ1.5nm以下の表面粗さ(Ra)を有する第2の主面がもたらされる工程と、
を有してなる方法。 - 前記第2の主面を脱イオン水で洗浄する工程、該第2の主面を濯ぐ工程、および該第2の主面を乾燥させる工程をさらに含む、請求項1記載の方法。
- 搬送速度が、5メートル毎分以上かつ20メートル毎分以下である、請求項1または2記載の方法。
- 前記ガラス基板がフュージョンドロー法により製造される、請求項1から3いずれか1項記載の方法。
- 前記ガラス基板が無アルカリガラスから作られている、請求項1から4いずれか1項記載の方法。
- 前記ガラス基板が、ステップ(i)の前に、25℃以上かつ70℃以下の温度に加熱される、請求項1から5いずれか1項記載の方法。
- 前記HFガスを含有するプロセスガスが、搬送ガスとして、窒素およびアルゴンの少なくとも一方を含む、請求項1から6いずれか1項記載の方法。
- 前記脱イオン水で第2の主面を洗浄する工程が、前記第1の主面を同時に洗浄する工程を含み、ステップ(i)および(ii)の実施によって、0.2nm以上かつ0.3nm以下の表面粗さを有する該第1の主面がもたらされる、請求項1から7いずれか1項記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762520928P | 2017-06-16 | 2017-06-16 | |
| US62/520,928 | 2017-06-16 | ||
| PCT/US2018/037711 WO2018232213A1 (en) | 2017-06-16 | 2018-06-15 | Method of treating glass substrate surfaces |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020523277A true JP2020523277A (ja) | 2020-08-06 |
| JP2020523277A5 JP2020523277A5 (ja) | 2021-07-29 |
Family
ID=64660683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019569357A Abandoned JP2020523277A (ja) | 2017-06-16 | 2018-06-15 | ガラス基板の表面を処理する方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20210147285A1 (ja) |
| JP (1) | JP2020523277A (ja) |
| KR (1) | KR20200019693A (ja) |
| CN (1) | CN110831754A (ja) |
| TW (1) | TW201904906A (ja) |
| WO (1) | WO2018232213A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102625137B1 (ko) * | 2020-09-21 | 2024-01-15 | (주) 엔피홀딩스 | 글라스의 표면 처리 방법 및 이를 위한 글라스 표면 처리 장치 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6066823A (ja) * | 1983-09-22 | 1985-04-17 | Semiconductor Energy Lab Co Ltd | 半導体エッチング方法 |
| IT1177081B (it) * | 1984-10-30 | 1987-08-26 | Vitreal Specchi Spa | Apparecchiatura per l'incisione in continuo all'acido su una faccia di lastre di vetro |
| JP5679513B2 (ja) * | 2009-05-07 | 2015-03-04 | 日本電気硝子株式会社 | ガラス基板及びその製造方法 |
| JP5962652B2 (ja) * | 2011-04-15 | 2016-08-03 | 旭硝子株式会社 | 反射防止性ガラス基体及び反射防止性ガラス基体の製造方法 |
| CN102898030B (zh) * | 2011-07-27 | 2015-04-22 | 比亚迪股份有限公司 | 一种触控板及其制作方法 |
| US9126858B2 (en) * | 2012-04-27 | 2015-09-08 | Avanstrate Inc. | Method for making glass substrate for display, glass substrate and display panel |
| US9561982B2 (en) * | 2013-04-30 | 2017-02-07 | Corning Incorporated | Method of cleaning glass substrates |
| WO2015045405A1 (ja) * | 2013-09-30 | 2015-04-02 | 日本板硝子株式会社 | ガラス板の製造方法 |
-
2018
- 2018-06-15 CN CN201880040340.3A patent/CN110831754A/zh active Pending
- 2018-06-15 US US16/622,601 patent/US20210147285A1/en not_active Abandoned
- 2018-06-15 WO PCT/US2018/037711 patent/WO2018232213A1/en active Application Filing
- 2018-06-15 KR KR1020207001213A patent/KR20200019693A/ko unknown
- 2018-06-15 TW TW107120617A patent/TW201904906A/zh unknown
- 2018-06-15 JP JP2019569357A patent/JP2020523277A/ja not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| TW201904906A (zh) | 2019-02-01 |
| CN110831754A (zh) | 2020-02-21 |
| KR20200019693A (ko) | 2020-02-24 |
| WO2018232213A1 (en) | 2018-12-20 |
| US20210147285A1 (en) | 2021-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9561982B2 (en) | Method of cleaning glass substrates | |
| JP5066895B2 (ja) | ディスプレイ用ガラス基板およびその製造方法 | |
| JP5687088B2 (ja) | ガラス基板の製造方法 | |
| TW200827315A (en) | Glass thinning method | |
| TW201817693A (zh) | 玻璃板及玻璃基板之製造方法 | |
| JP6520928B2 (ja) | エッチング装置、エッチング方法、基板の製造方法、および基板 | |
| JP2020523277A (ja) | ガラス基板の表面を処理する方法 | |
| JP7070197B2 (ja) | Tft用ガラス基板 | |
| US6808645B2 (en) | Susceptor and surface processing method | |
| JP6263534B2 (ja) | ガラス基板の製造方法、ガラス基板、および、ディスプレイ用パネル | |
| JP2016135726A (ja) | ガラス基板の製造方法 | |
| JP6870617B2 (ja) | ディスプレイ用ガラス基板およびその製造方法 | |
| JP7415235B2 (ja) | Tft用ガラス基板 | |
| CN108455869B (zh) | 显示器用玻璃基板、以及显示器用玻璃基板的制造方法 | |
| KR20050018559A (ko) | 표시 소자의 제조 방법 | |
| KR101543831B1 (ko) | 글래스 기판 및 글래스 기판의 제조 방법 | |
| JP2014082407A (ja) | ウェットエッチング装置およびウェットエッチング方法 | |
| JP2014009102A (ja) | ディスプレイ用ガラス基板の製造方法、および、ディスプレイ用ガラス基板の製造装置 | |
| JP2013075794A (ja) | ガラスカレットの除去方法 | |
| KR20240036521A (ko) | 석영 유리 지그의 제조 방법 및 석영 유리 지그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200619 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210615 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210615 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20220218 |