JP2020175673A - バイオマス由来の樹脂層を有する積層体を備える包装製品 - Google Patents
バイオマス由来の樹脂層を有する積層体を備える包装製品 Download PDFInfo
- Publication number
- JP2020175673A JP2020175673A JP2020123133A JP2020123133A JP2020175673A JP 2020175673 A JP2020175673 A JP 2020175673A JP 2020123133 A JP2020123133 A JP 2020123133A JP 2020123133 A JP2020123133 A JP 2020123133A JP 2020175673 A JP2020175673 A JP 2020175673A
- Authority
- JP
- Japan
- Prior art keywords
- biomass
- polyolefin resin
- derived
- resin layer
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
Description
積層体を備える包装製品であって、
前記積層体は、
板紙基材と、
前記板紙基材の一方の面側に位置し、バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリエチレンと、化石燃料由来のポリオレフィンと、を含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層と、
を有してなり、
前記包装製品が、ラミネートチューブである、包装製品が提供される。
本発明の別の態様においては、
積層体を備える包装製品であって、
前記積層体は、
板紙基材と、
前記板紙基材の一方の面側に位置し、バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリエチレンと、化石燃料由来のポリオレフィンと、を含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層と、
を有してなり、
前記包装製品が、蓋材である、包装製品が提供される。
本発明の態様においては、前記バイオマスポリオレフィン樹脂層が、バイオマス由来の低密度ポリエチレン、または/および、バイオマス由来の直鎖状低密度ポリエチレンを含んでなることが好ましい。
本発明の態様においては、前記バイオマスポリオレフィン樹脂層が、前記バイオマス由来のエチレンを前記バイオマスポリオレフィン樹脂層全体に対して5質量%以上含んでなることが好ましい。
本発明の態様においては、無機物を含むバリア層をさらに有してなることが好ましい。
本発明の態様においては、前記板紙基材の他方の面側に位置するポリエチレン樹脂層を有することが好ましい。
本発明による積層体は、板紙基材と、バイオマスポリオレフィン樹脂層とを有してなるものである。積層体は、バイオマスポリオレフィン樹脂層を有することで、カーボンニュートラルなポリオレフィン樹脂の積層体を実現できる。したがって、従来に比べて化石燃料の使用量を大幅に削減することができ、環境負荷を減らすことができる。また、本発明による積層体は、従来の化石燃料から得られる原料から製造されたポリオレフィン樹脂の積層体と比べて、機械的特性等の物性面で遜色がないため、従来のポリオレフィン樹脂の積層体を代替することができる。
本発明において、板紙基材は、基材層としての機能を果たすものであり、バイオマスポリオレフィン樹脂層を押出成形により積層する工程に耐える強度を有することが必要である。板紙基材として用いる紙は、100〜700g/m2、好ましくは150〜600g/m2、より好ましくは200〜500g/m2の坪量を有するものである。板紙基材としては、白板紙全般を対象とするが、特に安全性の観点から天然パルプを用いたアイボリー紙、ミルクカートン原紙、カップ原紙等の使用が好ましい。
本発明において、バイオマスポリオレフィン樹脂層は、下記のバイオマス由来のエチレンをバイオマスポリオレフィン樹脂層全体に対して好ましくは5質量%以上、より好ましくは5〜95質量%、さらに好ましくは25〜75質量%含んでなるものである。バイオマスポリオレフィン樹脂層は、少なくとも2層以上からなるものであってもよく、例えば、板紙基材側から順に第1のバイオマスポリオレフィン樹脂層と第2のバイオマスポリオレフィン樹脂層とを有してなる。積層体のシール層およびコア層は、両者がバイオマスポリオレフィン樹脂層であってもよく、いずれか一方のみがバイオマスポリオレフィン樹脂層であってもよい。
本発明において、第1のバイオマスポリオレフィン樹脂層は、積層体のコア層としての機能を果たすものであってもよい。積層体はコア層を有することで、破断せず、優れた屈曲性を示すことができる。
本発明において、第2のバイオマスポリオレフィン樹脂層は、積層体のシール層としての機能を果たすものであってもよい。積層体はヒートシール層を有することで、他の樹脂フィルム上に積層する際に接着剤等を用いなくとも、強固に接着させることができる。
本発明において、バイオマス由来のポリオレフィンの原料となるバイオマス由来のエチレンの製造方法は、特に限定されず、従来公知の方法により得ることができる。以下、バイオマス由来のエチレンの製造方法の一例を説明する。
本発明において、バイオマス由来のポリオレフィンは、バイオマス由来のエチレンを含むモノマーが重合してなるものである。バイオマス由来のエチレンには、上記の製造方法により得られたものを用いることが好ましい。原料であるモノマーとしてバイオマス由来のエチレンを用いているため、重合されてなるポリオレフィンはバイオマス由来となる。なお、ポリオレフィンの原料モノマーは、バイオマス由来のエチレンを100質量%含むものでなくてもよい。
Pbio(%)=PC14/105.5×100
本発明において、バイオマスポリオレフィン樹脂組成物は、上記のポリオレフィンを主成分として含むものである。バイオマスポリオレフィン樹脂組成物は、バイオマス由来のエチレンをバイオマスポリオレフィン樹脂組成物全体に対して好ましくは5質量%以上、より好ましくは5〜95質量%、さらに好ましくは25〜75質量%含んでなるものである。バイオマスポリオレフィン樹脂組成物中のバイオマス由来のエチレンの濃度が5質量%以上であれば、従来に比べて化石燃料の使用量を削減することができ、カーボンニュートラルなポリオレフィン積層体を実現できる。
本発明よる積層体は、非バイオマスポリオレフィン樹脂層をさらに有してもよい。非バイオマスポリオレフィン樹脂層は、化石燃料由来の原料を含む樹脂材料からなる樹脂層であり、バイオマス度は0%である。積層体のコア層およびシール層のいずれか一方のみがバイオマスポリオレフィン樹脂層である場合には、他方は非バイオマスポリオレフィン樹脂層であってもよい。非バイオマスポリオレフィン樹脂層は、非バイオマスポリオレフィン樹脂層は、従来公知の原料を用いて形成することができ、その組成および形成方法は、特に限定されない。積層体が、非バイオマスポリオレフィン樹脂層をさらに有することで、耐熱性、耐圧性、耐水性、ヒートシール性、耐ピンホール性、耐突き刺し性、およびその他の物性を付与ないし向上させることができる。なお、積層体は、非バイオマスポリオレフィン樹脂層を2層以上有してもよい。非バイオマスポリオレフィン樹脂層を2層以上有する場合、それぞれが、同一の組成であってもよいし、異なる組成であってもよい。
本発明よる積層体は、バリア層をさらに有してもよい。バリア層は、無機物および/または無機酸化物からなるものであり、無機物もしくは無機酸化物の蒸着膜または金属箔からなるものが好ましい。蒸着膜は、従来公知の無機物または無機酸化物を用いて、従来公知の方法により形成することができ、その組成および形成方法は特に限定されない。積層体が、バリア層をさらに有することで、酸素ガスおよび水蒸気等の透過を阻止するガスバリア性や、可視光および紫外線等の透過を阻止する遮光性を、付与ないし向上させることができる。なお、積層体は、バリア層を2層以上有してもよい。バリア層を2層以上有する場合、それぞれが、同一の組成であってもよいし、異なる組成であってもよい。
本発明による積層体は、上記の層以外に、その他の層を少なくとも1層さらに有してもよい。その他の層を2層以上有する場合、それぞれが、同一の組成であってもよいし、異なる組成であってもよい。その他の層は、上記の層のいずれか1層または2層以上の上に、形成することができる。その他の層としては、例えば、印刷層や接着層を挙げることができる。印刷層は、従来公知の顔料や染料を用いて形成することができ、その形成方法は特に限定されない。また、接着層は、いずれか2層をラミネートにより貼合するために形成される、接着剤層または接着樹脂層である。ラミネート用接着剤としては、例えば、1液あるいは2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤を使用することができる。上記の接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)位が好ましく、1g/m2〜5g/m2(乾燥状態)位がより好ましい。
本発明による積層体は、包装容器や包装袋等の包装製品、化粧シートやトレー等のシート成形品、積層フィルム、光学フィルム、樹脂板、各種ラベル材料、蓋材、およびラミネートチューブ等の各種用途に好適に使用することができ、特に、包装製品が好ましい。
本発明は、板紙基材と、バイオマス由来のエチレンを用いたカーボンニュートラルなポリオレフィンを含むバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層とを有してなる積層体を提供することであって、従来の化石燃料から得られる原料から製造された樹脂層を有する積層体と機械的特性等の物性面で遜色ないバイオマスポリオレフィン樹脂の積層体を提供することも目的とする。
本発明の更なる他の態様によれば、
100〜700g/m2の坪量を有する板紙基材と、
バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリオレフィンを含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層と
を有してなる、積層体が提供される。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂層が、前記バイオマス由来のエチレンを前記バイオマスポリオレフィン樹脂層全体に対して5質量%以上含んでなることが好ましい。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂層が、前記板紙基材側から順に第1のバイオマスポリオレフィン樹脂層と第2のバイオマスポリオレフィン樹脂層とを有してなり、第1のバイオマスポリオレフィン樹脂層が、前記バイオマス由来のエチレンを第1のバイオマスポリオレフィン樹脂層全体に対して5質量%以上含んでなり、第2のバイオマスポリオレフィン樹脂層が、前記バイオマス由来のエチレンを第2のバイオマスポリオレフィン樹脂層全体に対して5質量%以上含んでなることが好ましい。
本発明の更なる他の態様においては、第1のバイオマスポリオレフィン樹脂層中のバイオマス由来のエチレン濃度C1と第2のバイオマスポリオレフィン樹脂層中のバイオマス由来のエチレン濃度C2が、C1>C2を満たすことが好ましい。 本発明の更なる他の態様においては、前記モノマーが、化石燃料由来のエチレンおよび/またはα−オレフィンをさらに含んでもよい。
本発明の更なる他の態様においては、前記モノマーが、バイオマス由来のα−オレフィンをさらに含んでもよい。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂組成物が、化石燃料由来のエチレンと、化石燃料由来のエチレンおよび/またはα−オレフィンとを含むモノマーが重合してなる化石燃料由来のポリオレフィンをさらに含んでもよい。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂組成物が、5〜90質量%の前記バイオマス由来のポリオレフィンと、10〜95質量%の前記化石燃料由来のポリオレフィンとを含んでもよい。
本発明の更なる他の態様においては、前記α−オレフィンが、ブチレン、ヘキセン、またはオクテンであることが好ましい。
本発明の更なる他の態様においては、前記ポリオレフィンが、ポリエチレンであることが好ましい。
本発明の更なる他の態様においては、前記積層体が、化石燃料由来の原料を含む樹脂材料からなる非バイオマスポリオレフィン樹脂層をさらに有してもよい。
本発明の更なる他の態様においては、前記積層体が、無機物および/または無機酸化物からなるバリア層をさらに有してもよい。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂層が、前記板紙基材上に押出成形により形成されてなることが好ましい。
本発明の更なる他の態様においては、前記バイオマスポリオレフィン樹脂層が、共押出成形により形成されてなることが好ましい。
本発明の更なる他の態様においては、前記共押出成形が、Tダイ法またはインフレーション法により行われることが好ましい。
本発明の更なる別の態様においては、前記積層体からなる、包装製品が提供される。
本発明の更なる他の態様による積層体は、板紙基材と、バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリオレフィンを含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層とを有することで、カーボンニュートラルなポリオレフィン樹脂の積層体を実現できる。したがって、従来に比べて化石燃料の使用量を大幅に削減することができ、環境負荷を減らすことができる。また、本発明の更なる他の態様による積層体は、従来の化石燃料から得られる原料から製造されたポリオレフィン積層体と比べて、機械的特性等の物性面で遜色がないため、従来のポリオレフィン積層体を代替することができる。
下記の参考例、参考比較例、実施例、および比較例において、バイオマス度とは、放射性炭素(C14)測定によるバイオマス由来の炭素の含有量の値である。
スクリュー径:90mm
スクリュー型式:フルフライト
L/D:28
Tダイ:11S型ストレートマニホールド
Tダイ有効開口長:560mm
紙カップ容器の胴材および底材として、板紙基材には耐酸紙(王子特殊紙製:耐酸BYO−500、坪量320g/m2)を用い、その裏面にコロナ処理を施した。次に、板紙基材側のコア層として、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC701、MFR:14、密度:0.919)とバイオマス由来の直鎖型低密度ポリエチレン(Braskem社製:SLL3180、MFR:2.7、密度:0.918、バイオマス度:87%)とを50:50でドライブレンドした樹脂を用意した。また、シール層として、化石燃料由来の低密度ポリエチレン樹脂(日本ポリエチレン社製:ノバテックLC520、MFR:3.6、密度:0.923)を用意した。板紙基材のコロナ処理面に上記の樹脂をそれぞれ290℃および320℃の樹脂温で共押し(コア層:20μm、シール層:20μm)、ライン速度は100m/分にて押出しコーティングして、バイオマスポリエチレン積層体を得た。押出し層のバイオマス度は22%であった。
紙カップ容器の胴材および底材として、板紙基材にはカップ原紙(日本製紙社製:坪量220g/m2)を用い、コロナ処理を施してから、そのコロナ処理面に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)55質量部とバイオマス由来の直鎖状低密度ポリエチレン(Braskem社製:SLL318、MFR:2.7、密度:0.918、バイオマス度:87%)45質量部とをドライブレンドした樹脂を、320℃の樹脂温で押し出し(25μm)、ライン速度100m/分にて押出しコーティングして、バイオマスポリエチレン積層体を得た。押出し層のバイオマス度は41%であった。
紙カップ容器の胴材および底材として、板紙基材には耐酸紙(王子特殊紙製:耐酸BYO−500、坪量320g/m2)を用い、その裏面にコロナ処理を施してから、そのコロナ処理面に化石燃料由来の低密度ポリエチレン樹脂(日本ポリエチレン社製:ノバテックLC520、MFR:3.6、密度:0.923)を320℃の樹脂温で押し出し(40μm)、ライン速度100m/分にて押出しコーティングして、非バイオマスポリエチレン積層体を得た。押出し層のバイオマス度は0%であった。
紙カップ容器の胴材および底材として、板紙基材にはカップ原紙(日本製紙社製:坪量220g/m2)を用い、コロナ処理を施してから、そのコロナ処理面に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)を320℃の樹脂温にて押し出し(25μm)、ライン速度100m/分にて押出しコーティングして、非バイオマスポリエチレン積層体を得た。押出し層のバイオマス度は0%であった。
次いで、上記で製造した積層体を使用し、当該積層体から紙カップの胴部を作る円錐台形のブランク板を打ち抜き加工した。次に、上記のブランク板を筒状に巻いて、その両端部を部分的に重ね合わせ、その重合部分にフレーム処理を行い、上記の重合部分に存在する低密度ポリエチレン樹脂層を加熱溶融した。続いて、熱板等によって押圧して胴貼りを行って胴シール部を形成して、紙カップを構成する筒状のカップ胴部を製造した。
基材としてのPETフィルムに、共押出しの1層目に化石燃料由来の直鎖状低密度ポリエチレン(日本ポリエチレン社製:NH745(MFR:8.0、密度:0.913)50質量部と、バイオマス由来の直鎖状低密度ポリエチレン(Braskem社製:SLL318、MFR:2.7、密度:0.918、バイオマス度:87%)50質量部とをドライブレンドした樹脂(20μm)を、2層目に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923、20μm)を共に320℃の樹脂温にて押し出し(ライン速度100m/分)、非バイオマスポリエチレン積層体を得た。
基材としてのPETフィルムに、共押出しの1層目に化石燃料由来の直鎖状低密度ポリエチレン(日本ポリエチレン社製:NH745(MFR:8.0、密度:0.913、20μm)を、2層目に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923、20μm)を共に300℃の樹脂温にて押し出し(ライン速度100m/分)、非バイオマスポリエチレン積層体を得た。
参考例1および参考例2で得られた積層体から、基材のPETフィルムを剥離して、それぞれフィルムサンプルAおよびBを得た。得られた各フィルムサンプルのMD方向とCD方向のそれぞれから、幅15mm、長さ200mmに切り出して試験片とし、引張試験機(テンシロンRTC−125A、オリエンテック社製)を用いて、温度23℃、湿度50RH%の環境下において、試験片の強伸度測定を行った。また、各フィルムサンプルをシール温度150℃、シール圧力30N/cm2、シール時間1秒でヒートシールして、引張試験機(テンシロンRTC−125A、オリエンテック社製)を用いてシール強度(N/15mm)を測定した。
液体紙容器用途として、紙基材にはミルクカートン原紙(クリアウォーター社製:坪量320g/m2)を用い、その表面側にフレーム処理を施してから、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)を320℃の樹脂温にて押し出した(20μm)。続けて、裏面側へもフレーム処理を施した後、このフレーム処理面(裏面側)に、共押出しの1層目に化石燃料由来の直鎖状低密度ポリエチレン(日本ポリエチレン社製:NH745(MFR:8.0、密度:0.913)50質量部とバイオマス由来の直鎖状低密度ポリエチレン(Braskem社製:SLL318、MFR:2.7、密度:0.918、バイオマス度:87%)50質量部とをドライブレンドした樹脂(20μm)を、2層目に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923、20μm)を共に300℃の樹脂温にて押し出し(ライン速度100m/分)、バイオマスポリエチレン積層体を得た。紙基材を除く積層体全体のバイオマス度は15%であった。
板紙基材にはミルクカートン原紙(クリアウォーター社製:坪量320g/m2)を用い、その表面側にフレーム処理を施してから、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)を320℃の樹脂温にて押し出した(20μm)。続けて、裏面側へもフレーム処理を施した後、このフレーム処理面(裏面側)に、共押出しの1層目に化石燃料由来の直鎖状低密度ポリエチレン(日本ポリエチレン社製:NH745(MFR:8.0、密度:0.913、20μm)を、2層目に化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923、20μm)を共に300℃の樹脂温にて押し出し(ライン速度100m/分)、非バイオマスポリエチレン積層体を得た。
主に日本酒等の常温長期保存型液体紙容器用途として、紙基材の原紙(クリアウォーター社 400g/m2印刷面に低密度ポリエチレン20g/m2押出しラミネート済み)の非ラミネート面にフレーム処理を行った。このフレーム処理面に、アルミ箔(東洋アルミ社製、7μm)と化石燃料由来のPETフィルム(東洋紡社製:E5100、12μm)とをドライラミネート(DIC製:主剤LX−703A/硬化剤KR−90)したフィルムを、エチレン−アクリル酸共重合体(三井デュポンポリケミカル社製:ニュークレルN0908C、20μm)を押出ラミネートして、貼り合せた。その後、ドライラミネートフィルムのPET面に、ポリエステルポリオール/イソシアネート2液硬化型アンカー剤(三井武田ポリケミカル社製:A3210/AT3075)をコーティングした後、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)50質量部とバイオマス由来の直鎖状低密度ポリエチレン(Braskem社製:SLL318、MFR:2.7、密度:0.918、バイオマス度:87%)50質量部とをドライブレンドし、320℃の樹脂温にて押し出し(20μm)を行い、ライン速度100m/分にて、低密度ポリエチレンフィルム(大日本印刷製:SKL、密度:0.923、40μm)と貼り合せて、バイオマスポリエチレン積層体を得た。紙基材を除く積層体全体のバイオマス度は6%であった。
主に日本酒等の常温長期保存型液体紙容器用途として、紙基材の原紙(クリアウォーター社 400g/m2印刷面に低密度ポリエチレン20g/m2押出しラミネート済み)の非ラミネート面にフレーム処理を行った。このフレーム処理面に、アルミ箔(東洋アルミ社製、7μm)とバイオマス由来のPETフィルム(東洋紡社製:DE024、12μm)とをドライラミネート(DIC製:主剤LX−703A/硬化剤KR−90)したフィルムを、エチレン−アクリル酸共重合体(三井デュポンポリケミカル社製:ニュークレルN0908C、20μm)を押出ラミネートして、貼り合せた。その後、ドライラミネートフィルムのPET面に、ポリエステルポリオール/イソシアネート2液硬化型アンカー剤(三井武田ポリケミカル社製:A3210/AT3075)をコーティングした後、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)50質量部とバイオマス由来の直鎖状低密度ポリエチレン(Braskem社製:SLL318、MFR:2.7、密度:0.918、バイオマス度:87%)50質量部とをドライブレンドし、320℃の樹脂温にて押し出し(20μm)を行い、ライン速度100m/分にて、低密度ポリエチレンフィルム(大日本印刷製:SKL、密度:0.923、40μm)と貼り合せて、バイオマスポリエチレン積層体を得た。紙基材を除く積層体全体のバイオマス度は9%であった。
主に日本酒等の常温長期保存型液体紙容器用途として、紙基材の原紙(クリアウォーター社 400g/m2印刷面に低密度ポリエチレン20g/m2押出しラミネート済み)の非ラミネート面にフレーム処理を行った。このフレーム処理面に、アルミ箔(東洋アルミ社製、7μm)と化石燃料由来のPETフィルム(東洋紡社製:E5100、12μm)とをドライラミネート(DIC製:主剤LX−703A/硬化剤KR−90)したフィルムを、エチレン−アクリル酸共重合体(三井デュポンポリケミカル社製:ニュークレルN0908C、20μm)を押出ラミネートして、貼り合せた。その後、ドライラミネートフィルムのPET面に、ポリエステルポリオール/イソシアネート2液硬化型アンカー剤(三井武田ポリケミカル社製:A3210/AT3075)をコーティングした後、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)を、320℃の樹脂温にて押し出し(20μm)を行い、ライン速度100m/分にて、低密度ポリエチレンフィルム(大日本印刷製:SKL、密度:0.923、40μm)と貼り合せて、バイオマスポリエチレン積層体を得た。紙基材を除く積層体全体のバイオマス度は0%であった。
主に日本酒等の常温長期保存型液体紙容器用途として、紙基材の原紙(クリアウォーター社 400g/m2印刷面に低密度ポリエチレン20g/m2押出しラミネート済み)の非ラミネート面にポリエチレンイミンによるアンカーコートを行った。この上に、アルミ箔(東洋アルミ社製、7μm)とバイオマス由来のPETフィルム(東洋紡社製:DE024、12μm)とをドライラミネート(DIC製:主剤LX−703A/硬化剤KR−90)したフィルムを、エチレン−アクリル酸共重合体(三井デュポンポリケミカル社製:ニュークレルN0908C、20μm)を押出ラミネートして、貼り合せた。その後、ドライラミネートフィルムのPET面に、ポリエステルポリオール/イソシアネート2液硬化型アンカー剤(三井武田ポリケミカル社製:A3210/AT3075)をコーティングした後、化石燃料由来の低密度ポリエチレン(日本ポリエチレン社製:LC520(MFR:3.6、密度:0.923)を、320℃の樹脂温にて押し出し(20μm)を行い、ライン速度100m/分にて、低密度ポリエチレンフィルム(大日本印刷製:SKL、密度:0.923、40μm)と貼り合せて、バイオマスポリエチレン積層体を得た。紙基材を除く積層体全体のバイオマス度は3%であった。
実施例4及び比較例4で作製したカートンを用いて大日本印刷(株)製の液体紙容器充填機(DR−10)にて水充填及び成型実施後、これら測定サンプルを垂直、水平(口全横向き)の2方向にて単体圧縮強度測定を実施した。結果は表2に示す通り、バイオマス由来品と化石燃料由来品の有意差が見られなかった。
実施例4及び比較例4で作製したカートンを用いて大日本印刷(株)製の液体紙容器充填機(DR−10)にて水充填成型後、トップ及びボトムのシール性の比較を行った。シール性の評価は浸透液を封入し、下記の基準で目視で行った。評価結果は表3に示す通り、バイオマス由来品と化石燃料由来品の有意差が見られなかった。
シール性評価基準
○:良好であった。
△:シール抜けはないが抜ける傾向がある状態であった。
×:シール抜けが確認された状態であった。
11 紙基材
12 バイオマスポリオレフィン樹脂層
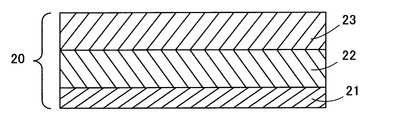
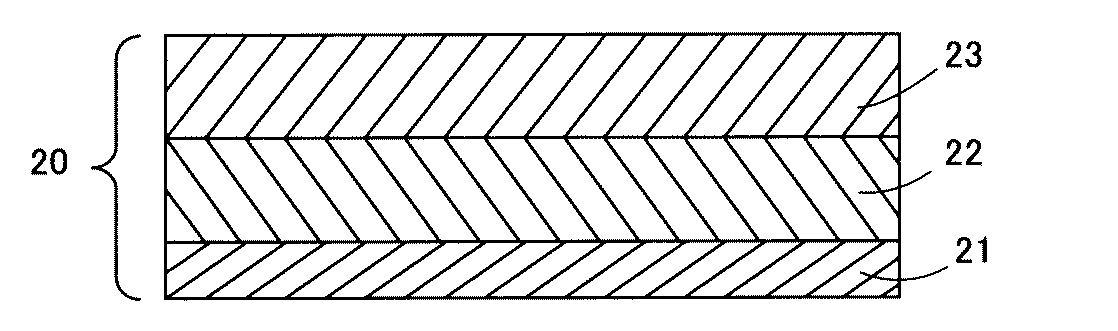
20 積層体
21 板紙基材
22 第1のバイオマスポリオレフィン樹脂層
23 第2のバイオマスポリオレフィン樹脂層
Claims (6)
- 積層体を備える包装製品であって、
前記積層体は、
板紙基材と、
前記板紙基材の一方の面側に位置し、バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリエチレンと、化石燃料由来のポリオレフィンと、を含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層と、
を有してなり、
前記包装製品が、ラミネートチューブである、包装製品。 - 積層体を備える包装製品であって、
前記積層体は、
板紙基材と、
前記板紙基材の一方の面側に位置し、バイオマス由来のエチレンを含むモノマーが重合してなるバイオマス由来のポリエチレンと、化石燃料由来のポリオレフィンと、を含んでなるバイオマスポリオレフィン樹脂組成物からなるバイオマスポリオレフィン樹脂層と、
を有してなり、
前記包装製品が、蓋材である、包装製品。 - 前記バイオマスポリオレフィン樹脂層が、バイオマス由来の低密度ポリエチレン、または/および、バイオマス由来の直鎖状低密度ポリエチレンを含んでなる、請求項1または2に記載の包装製品。
- 前記バイオマスポリオレフィン樹脂層が、前記バイオマス由来のエチレンを前記バイオマスポリオレフィン樹脂層全体に対して5質量%以上含んでなる、請求項1〜3のいずれか一項に記載の包装製品。
- 無機物を含むバリア層をさらに有してなる、請求項1〜4のいずれか一項に記載の包装製品。
- 前記板紙基材の他方の面側に位置するポリエチレン樹脂層を有する、請求項1〜5のいずれか一項に記載の包装製品。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020123133A JP2020175673A (ja) | 2020-07-17 | 2020-07-17 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
| JP2021147146A JP7243775B2 (ja) | 2020-07-17 | 2021-09-09 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
| JP2023034578A JP2023075226A (ja) | 2020-07-17 | 2023-03-07 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020123133A JP2020175673A (ja) | 2020-07-17 | 2020-07-17 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018223903A Division JP2019043145A (ja) | 2018-11-29 | 2018-11-29 | バイオマス由来の樹脂層を備えた包装製品用積層体 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021147146A Division JP7243775B2 (ja) | 2020-07-17 | 2021-09-09 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020175673A true JP2020175673A (ja) | 2020-10-29 |
Family
ID=72916381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020123133A Pending JP2020175673A (ja) | 2020-07-17 | 2020-07-17 | バイオマス由来の樹脂層を有する積層体を備える包装製品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020175673A (ja) |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6386048U (ja) * | 1986-11-20 | 1988-06-04 | ||
| JPH046909Y2 (ja) * | 1983-05-12 | 1992-02-25 | ||
| JPH0437777B2 (ja) * | 1985-03-28 | 1992-06-22 | Kyodo Insatsu Kk | |
| JPH04212843A (ja) * | 1990-12-06 | 1992-08-04 | Sun A Chem Ind Co Ltd | ラミネートチューブ用原反 |
| JPH053316Y2 (ja) * | 1983-05-18 | 1993-01-27 | ||
| JP2000335559A (ja) * | 2000-01-01 | 2000-12-05 | Toppan Printing Co Ltd | 紙容器 |
| JP2002219782A (ja) * | 2001-01-25 | 2002-08-06 | Toppan Printing Co Ltd | 紙容器用積層材料 |
| JP2002219783A (ja) * | 2001-01-25 | 2002-08-06 | Toppan Printing Co Ltd | 紙容器用積層材料 |
| JP2006282257A (ja) * | 2005-04-04 | 2006-10-19 | Dainippon Printing Co Ltd | 紙カップ |
| JP2006327196A (ja) * | 2005-05-20 | 2006-12-07 | Weyerhaeuser Co | ガスバリヤー性包装用板紙 |
| JP2006327197A (ja) * | 2005-05-20 | 2006-12-07 | Weyerhaeuser Co | ガスバリヤー性包装用板紙 |
| JP2007210638A (ja) * | 2006-02-09 | 2007-08-23 | Dainippon Printing Co Ltd | 紙カップ |
| JP2009255980A (ja) * | 2008-03-17 | 2009-11-05 | Ma Packaging:Kk | 食品容器用蓋材、食品容器、および飲食品包装体 |
| JP2010047268A (ja) * | 2008-08-20 | 2010-03-04 | Toppan Printing Co Ltd | 蓋材 |
| JP2011020705A (ja) * | 2009-07-15 | 2011-02-03 | Dainippon Printing Co Ltd | 液体用紙容器 |
| JP2012096410A (ja) * | 2010-10-29 | 2012-05-24 | Dainippon Printing Co Ltd | ポリエステル樹脂組成物の積層体 |
| JP2012167172A (ja) * | 2011-02-14 | 2012-09-06 | Dainippon Printing Co Ltd | 植物由来ポリエチレンを用いたフィルムおよび容器、包装袋 |
| JP2012251006A (ja) * | 2011-05-31 | 2012-12-20 | Dainippon Printing Co Ltd | ポリオレフィン樹脂フィルム |
| JP2012250350A (ja) * | 2011-05-31 | 2012-12-20 | Dainippon Printing Co Ltd | ポリオレフィン複層樹脂フィルム |
-
2020
- 2020-07-17 JP JP2020123133A patent/JP2020175673A/ja active Pending
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH046909Y2 (ja) * | 1983-05-12 | 1992-02-25 | ||
| JPH053316Y2 (ja) * | 1983-05-18 | 1993-01-27 | ||
| JPH0437777B2 (ja) * | 1985-03-28 | 1992-06-22 | Kyodo Insatsu Kk | |
| JPS6386048U (ja) * | 1986-11-20 | 1988-06-04 | ||
| JPH04212843A (ja) * | 1990-12-06 | 1992-08-04 | Sun A Chem Ind Co Ltd | ラミネートチューブ用原反 |
| JP2000335559A (ja) * | 2000-01-01 | 2000-12-05 | Toppan Printing Co Ltd | 紙容器 |
| JP2002219782A (ja) * | 2001-01-25 | 2002-08-06 | Toppan Printing Co Ltd | 紙容器用積層材料 |
| JP2002219783A (ja) * | 2001-01-25 | 2002-08-06 | Toppan Printing Co Ltd | 紙容器用積層材料 |
| JP2006282257A (ja) * | 2005-04-04 | 2006-10-19 | Dainippon Printing Co Ltd | 紙カップ |
| JP2006327196A (ja) * | 2005-05-20 | 2006-12-07 | Weyerhaeuser Co | ガスバリヤー性包装用板紙 |
| JP2006327197A (ja) * | 2005-05-20 | 2006-12-07 | Weyerhaeuser Co | ガスバリヤー性包装用板紙 |
| JP2007210638A (ja) * | 2006-02-09 | 2007-08-23 | Dainippon Printing Co Ltd | 紙カップ |
| JP2009255980A (ja) * | 2008-03-17 | 2009-11-05 | Ma Packaging:Kk | 食品容器用蓋材、食品容器、および飲食品包装体 |
| JP2010047268A (ja) * | 2008-08-20 | 2010-03-04 | Toppan Printing Co Ltd | 蓋材 |
| JP2011020705A (ja) * | 2009-07-15 | 2011-02-03 | Dainippon Printing Co Ltd | 液体用紙容器 |
| JP2012096410A (ja) * | 2010-10-29 | 2012-05-24 | Dainippon Printing Co Ltd | ポリエステル樹脂組成物の積層体 |
| JP2012167172A (ja) * | 2011-02-14 | 2012-09-06 | Dainippon Printing Co Ltd | 植物由来ポリエチレンを用いたフィルムおよび容器、包装袋 |
| JP2012251006A (ja) * | 2011-05-31 | 2012-12-20 | Dainippon Printing Co Ltd | ポリオレフィン樹脂フィルム |
| JP2012250350A (ja) * | 2011-05-31 | 2012-12-20 | Dainippon Printing Co Ltd | ポリオレフィン複層樹脂フィルム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6136272B2 (ja) | バイオマス由来の樹脂層を備えた積層体 | |
| JP6635355B2 (ja) | バイオマス由来の樹脂層を備えた包装製品用積層体 | |
| JP7454139B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP6909419B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP2019043145A (ja) | バイオマス由来の樹脂層を備えた包装製品用積層体 | |
| JP6443768B2 (ja) | バイオマス由来の樹脂層を有する積層体を備える包装製品 | |
| JP6818245B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP7015460B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP2023090733A (ja) | 液体用紙容器 | |
| JP6770700B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP7261397B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP6948603B2 (ja) | 液体用紙容器 | |
| JP7243775B2 (ja) | バイオマス由来の樹脂層を有する積層体を備える包装製品 | |
| JP2021008120A (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP2019043146A (ja) | バイオマス由来の樹脂層を備えた包装製品用積層体 | |
| JP6773249B1 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP2020175673A (ja) | バイオマス由来の樹脂層を有する積層体を備える包装製品 | |
| JP2021062632A (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP7037774B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP7821406B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP7373137B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP6743990B2 (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 | |
| JP2022008820A (ja) | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210713 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210909 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220113 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20220113 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20220126 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20220128 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20220218 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20220222 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220920 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20221011 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20221209 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20230106 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20230127 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20230127 |