JP2020122492A - 回転用シールに用いるスリンガの製造方法、及び回転用シール - Google Patents
回転用シールに用いるスリンガの製造方法、及び回転用シール Download PDFInfo
- Publication number
- JP2020122492A JP2020122492A JP2019013117A JP2019013117A JP2020122492A JP 2020122492 A JP2020122492 A JP 2020122492A JP 2019013117 A JP2019013117 A JP 2019013117A JP 2019013117 A JP2019013117 A JP 2019013117A JP 2020122492 A JP2020122492 A JP 2020122492A
- Authority
- JP
- Japan
- Prior art keywords
- slinger
- sliding contact
- contact surface
- seal
- core metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 29
- 239000000463 material Substances 0.000 claims abstract description 90
- 239000002184 metal Substances 0.000 claims abstract description 52
- 238000000034 method Methods 0.000 claims abstract description 37
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 29
- 239000010959 steel Substances 0.000 claims abstract description 29
- 238000012545 processing Methods 0.000 claims abstract description 25
- 230000008569 process Effects 0.000 claims abstract description 22
- 238000003825 pressing Methods 0.000 claims description 32
- 230000002093 peripheral effect Effects 0.000 claims description 16
- 238000003698 laser cutting Methods 0.000 claims description 5
- 230000003746 surface roughness Effects 0.000 description 50
- 238000012360 testing method Methods 0.000 description 10
- 229920001971 elastomer Polymers 0.000 description 8
- 239000005060 rubber Substances 0.000 description 8
- 238000000465 moulding Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 5
- 229920000459 Nitrile rubber Polymers 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000004519 grease Substances 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000005480 shot peening Methods 0.000 description 2
- 238000012916 structural analysis Methods 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007688 edging Methods 0.000 description 1
- 229920006229 ethylene acrylic elastomer Polymers 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/088—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws for flanging holes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/04—Assembling rolling-contact bearings
- F16C43/045—Mounting or replacing seals
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7816—Details of the sealing or parts thereof, e.g. geometry, material
- F16C33/783—Details of the sealing or parts thereof, e.g. geometry, material of the mounting region
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/10—Making other particular articles parts of bearings; sleeves; valve seats or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/16—Making other particular articles rings, e.g. barrel hoops
- B21D53/20—Making other particular articles rings, e.g. barrel hoops washers, e.g. for sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B27/00—Hubs
- B60B27/0073—Hubs characterised by sealing means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7803—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members suited for particular types of rolling bearings
- F16C33/7806—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members suited for particular types of rolling bearings for spherical roller bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7816—Details of the sealing or parts thereof, e.g. geometry, material
- F16C33/782—Details of the sealing or parts thereof, e.g. geometry, material of the sealing region
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7816—Details of the sealing or parts thereof, e.g. geometry, material
- F16C33/782—Details of the sealing or parts thereof, e.g. geometry, material of the sealing region
- F16C33/7823—Details of the sealing or parts thereof, e.g. geometry, material of the sealing region of sealing lips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7816—Details of the sealing or parts thereof, e.g. geometry, material
- F16C33/782—Details of the sealing or parts thereof, e.g. geometry, material of the sealing region
- F16C33/7826—Details of the sealing or parts thereof, e.g. geometry, material of the sealing region of the opposing surface cooperating with the seal, e.g. a shoulder surface of a bearing ring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7869—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted with a cylindrical portion to the inner surface of the outer race and having a radial portion extending inward
- F16C33/7879—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted with a cylindrical portion to the inner surface of the outer race and having a radial portion extending inward with a further sealing ring
- F16C33/7883—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted with a cylindrical portion to the inner surface of the outer race and having a radial portion extending inward with a further sealing ring mounted to the inner race and of generally L-shape, the two sealing rings defining a sealing with box-shaped cross-section
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7889—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted to an inner race and extending toward the outer race
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3204—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings with at least one lip
- F16J15/3232—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings with at least one lip having two or more lips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/3248—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings provided with casings or supports
- F16J15/3252—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings provided with casings or supports with rigid casings or supports
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
- F16C19/186—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement with three raceways provided integrally on parts other than race rings, e.g. third generation hubs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/02—Shaping by casting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/40—Shaping by deformation without removing material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/40—Shaping by deformation without removing material
- F16C2220/42—Shaping by deformation without removing material by working of thin-walled material such as sheet or tube
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/60—Shaping by removing material, e.g. machining
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/80—Shaping by separating parts, e.g. by severing, cracking
- F16C2220/82—Shaping by separating parts, e.g. by severing, cracking by cutting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/46—Gap sizes or clearances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/54—Surface roughness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/60—Thickness, e.g. thickness of coatings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sealing Of Bearings (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
ここで、前記スリンガは、円筒状のスリーブ、及び前記スリーブの軸方向の一端から径方向外方に延びるフランジからなる。
また、前記芯金は、円筒状の芯金円筒、及び前記芯金円筒の軸方向の一端から径方向内方へ延びる芯金フランジからなる。
さらに、前記シール部材は、前記芯金に接合された基部、及び前記基部から延びるシールリップ部からなる。
このような回転用シールは、前記スリンガのスリーブを径方向内側部材に装着するとともに、前記芯金の芯金円筒を径方向外側部材に装着した状態で使用し、前記シール部材のシールリップ部が前記スリンガの摺接面に摺接する。
このような社会的要請に鑑み、前記スリンガの摺接面と前記シール部材のシールリップ部との間の油膜保持性を向上して前記回転用シールの回転トルクを低減するために、特許文献1及び2の回転用シールでは、前記スリンガの摺接面に表面加工を施して凹凸面を形成している。
例えば、特許文献1では、前記摺接面を、微小剛体粒子を衝突させることにより加工して、多数のディンプルを備えた凹凸面としている。
また、特許文献2では、前記摺接面を、切削加工、凹凸が形成された金型をスリンガに転写する凹凸転写加工処理、ウェットブラスト処理、又はショットピーニング処理等により加工して、粗さのピッチが細かくエッジの無い凹凸面としている。
すなわち、先ず、スリンガの摺接面の表面粗さとシール部材のシールリップ部の摩耗量との関係を求める試験を行った。そして、前記関係から、スリンガの摺接面とシール部材のシールリップ部との間の油膜保持性を確保しながら前記シールリップ部の摩耗を抑制できる、スリンガの摺接面の表面粗さの範囲を求めた。
〔1〕回転用シールに用いるスリンガの製造方法であって、
前記回転用シールは、スリンガ、芯金、及びシール部材からなり、
前記スリンガは、円筒状のスリーブ、及び前記スリーブの軸方向の一端から径方向外方に延びるフランジからなり、
前記芯金は、円筒状の芯金円筒、及び前記芯金円筒の軸方向の一端から径方向内方へ延びる芯金フランジからなり、
前記シール部材は、前記芯金に接合された基部、及び前記基部から延びるシールリップ部からなり、
前記シールリップ部は、前記スリンガのフランジの内面である第1摺接面に摺接するアキシャルリップ、及び前記スリンガのスリーブの外周面である第2摺接面に摺接するラジアルリップを含み、
鋼板のダル仕上げ材から、板金プレス加工、レーザー切断加工、又はワイヤーカット放電加工により円環状ブランク材を成形する工程と、
前記円環状ブランク材をバーリング加工して前記スリンガを成形する工程と、
を含み、
前記バーリング加工に用いる金型において、前記第1摺接面に当接する面及び前記第2摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、
前記円環状ブランク材を挟む加圧力を、前記ダル仕上げ材の0.2%耐力比で、1.0以上、1.53以下とし、
前記バーリング加工に用いる金型のクリアランスを、前記円環状ブランク材の板厚をTとして、T×(0.9〜0.7)とすることにより、
前記スリンガの前記第1摺接面及び前記第2摺接面の算術平均粗さRaを、0.25μm≦Ra≦0.5μmとすることを特徴とする、
回転用シールに用いるスリンガの製造方法。
前記回転用シールは、スリンガ、芯金、及びシール部材からなり、
前記スリンガは、円筒状のスリーブ、及び前記スリーブの軸方向の一端から径方向外方に延びるフランジからなり、
前記芯金は、円筒状の芯金円筒、及び前記芯金円筒の軸方向の一端から径方向内方へ延びる芯金フランジからなり、
前記シール部材は、前記芯金に接合された基部、及び前記基部から延びるシールリップ部からなり、
前記シールリップ部は、前記スリンガのフランジの内面である第1摺接面に摺接するアキシャルリップ、及び前記スリンガのスリーブの外周面である第2摺接面に摺接するラジアルリップを含み、
鋼板のダル仕上げ材から、板金プレス加工、レーザー切断加工、又はワイヤーカット放電加工により円環状ブランク材を成形する工程と、
前記円環状ブランク材をバーリング加工して前記スリンガを成形する工程と、
成形した前記スリンガの前記第1摺接面に金型を押圧する押圧工程と、
を含み、
前記バーリング加工に用いる金型において、前記第2摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、
前記バーリング加工に用いる金型のクリアランスを、前記円環状ブランク材の板厚をTとして、T×(0.9〜0.7)とし、
前記押圧工程に用いる金型の、前記第1摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、前記押圧工程で前記金型を押圧する押圧力を、前記ダル仕上げ材の0.2%耐力比で、1.0以上、1.53以下とすることにより、
前記スリンガの前記第1摺接面及び前記第2摺接面の算術平均粗さRaを、0.25μm≦Ra≦0.5μmとすることを特徴とする、
回転用シールに用いるスリンガの製造方法。
(2)特に、鋼板のダル仕上げ材から円環状ブランク材を成形し、円環状ブランク材をバーリング加工することにより、スリンガの摺接面の表面粗さを前記規定範囲内に入れる方法(請求項1)によれば、バーリング加工によりスリンガの第1摺接面及び第2摺接面の両方の表面粗さを規定範囲内に入れることができる。それにより、押圧加工等の別工程が不要になるので、スリンガを一層安価に製造できる。
(3)前記規定範囲は、本願の発明者らが実験により定めたものであり、スリンガの第1摺接面及び第2摺接面の表面粗さを前記規定範囲内に入れることにより、油膜保持性を確保しながら、アキシャルリップ及びラジアルリップの摩耗量を小さく抑えることができる。
本発明の製造方法により製造されたスリンガは、アキシャルリップが摺接する第1摺接面、及びラジアルリップが摺接する第2摺接面の表面粗さが前記規定範囲内に入っている。それにより、当該スリンガを用いた回転用シールにおいて、油膜保持性を確保しながら、アキシャルリップ及びラジアルリップの摩耗量を小さく抑えることができる。
なお、本明細書において、自動車のホイール支持用の軸受装置に回転用シールを装着した状態で、前記軸受装置の回転軸の方向を「軸方向」、軸方向に直交する方向を「径方向」という。
また、自動車の車体から車輪側に向かう方向を「アウトボード」、その反対方向を「インボード」という。
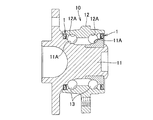
図1の部分縦断面概略図は、本発明の実施の形態に係る回転用シール1を自動車のホイール支持用の軸受装置10に用いた例を示している。
軸受装置10は、外周面に内輪軌道面11Aが形成された、車輪とともに回転する内輪11、及び内周面に外輪軌道面12Aが形成された、車体と一体の外輪12、並びに、内輪軌道面11A及び外輪軌道面12A間を転動する転動体である玉13,13,…等を有する軸受を備える。
また、軸受装置10は、内輪11及び外輪12間のインボード側及びアウトボード側の端部(インボード側の玉13,…よりもインボード側、及びアウトボード側の玉13,…よりもアウトボード側)に、泥水等の浸入を防止するとともに潤滑用グリースの漏出を防止する回転用シール1,1を備える。
図1の部分縦断面概略図において、アウトボード側及びインボード側の回転用シール1,1は同じ構造である。
図2の要部拡大縦断面図に示す回転用シール1の軸方向長さ(厚み)Fは、インボード側の回転用シール1では、3.5mm≦F≦7mm、アウトボード側の回転用シール1では、5mm≦F≦10mmである。
図2の要部拡大縦断面図に示す回転用シール1の径方向長さ(幅)Gは、インボード側及びアウトボード側の回転用シール1,1ともに、5mm≦G≦9mmである。
本発明の実施の形態に係る回転用シール1は、スリンガ2、芯金3、及びシール部材4からなる。スリンガ2及び芯金3は、ステンレス鋼板から例えばプレス加工で製造される。シール部材4はゴム等の弾性体であり、基部4Aが芯金3に接合される。
芯金3は、円筒状の芯金円筒3A、及び芯金円筒3Aのアウトボード側端から径方向内方へ延びる芯金フランジ3Bからなる。
シール部材4は、基部4A、及び、基部4Aから突出する、シールリップ部4B,4C,4Dを有する。
シール部材4のシールリップ部4Bは、基部4Aからインボード側へ拡径突出する、アキシャルリップであり、アキシャルリップ4Bの先端は、スリンガ2のフランジ2Bのアウトボード側面である第1摺接面A1に摺接する。
シール部材4のシールリップ部4C,4Dは、基部4Aから径方向内方へ突出するラジアルリップであり、ラジアルリップ4C,4Dの先端は、スリンガ2のスリーブ2Aの外周面である第2摺接面A2に摺接する。
(目的)
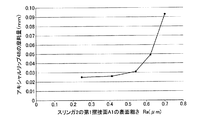
スリンガ2のフランジ2Bの第1摺接面A1とシール部材4のアキシャルリップ4Bとの間の油膜保持性を確保しながら、アキシャルリップ4Bの摩耗を抑制できる、スリンガ2の第1摺接面A1の表面粗さの範囲を求める。
表1のNo.1ないし6のスリンガ2に対し、JIS B 0633:2001(ISO 4288:1996)の「7.触針式表面粗さ測定機による評価の方式及び手順」に基づき、基準長さを0.8mm、評価長さを4mmとし、触針式表面粗さ測定機(株式会社東京精密製の表面粗さ・輪郭形状測定機、型式:SURFCOM 1800D)を用い、アキシャルリップ4Bの第1摺接面A1について、圧延方向に対して直角方向の周方向の粗さ曲線を測定し、算術平均粗さRaを測定した。
表1のNo.1ないし6のスリンガ2を組み込んだ回転用シール1において、封入するグリースの量を、通常量である0.24gとし、1000rpmの回転速度で60時間回転させた後のアキシャルリップ4Bの摩耗量を測定した。
(鋼板のダル仕上げ材のばらつきの確認)
本発明のスリンガの製造方法において、スリンガは鋼板のダル仕上げ材から成形するので、市販されている鋼板のダル仕上げ材の表面粗さのばらつきを確認する。
鋼板のダル仕上げ材であるSUS430を5個1ロットで2ロット購入し、計10個について表面粗さ(算術平均粗さRa)を測定した。
その結果、購入した10個のSUS430において、0.5μm≦Ra≦0.82μmの範囲でばらつきがあり、計10個の算術平均粗さRaの算術平均は0.61μmであった。
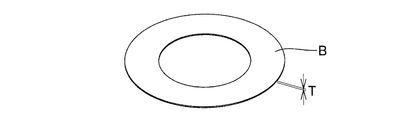
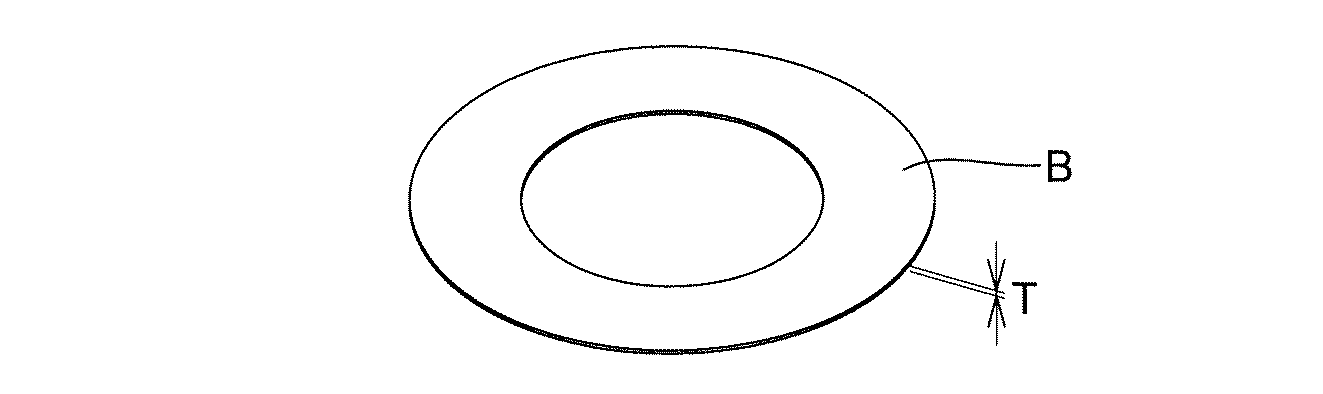
鋼板のダル仕上げ材から、板金プレス加工、レーザ切断加工、又はワイヤカット放電加工により、図4Aの斜視図に示す円環状ブランク材Bを成形する。スリンガ2の製造コストをなるべく低減するという観点から、円環状ブランク材Bを板金プレス加工で成形するのがより好ましい実施態様である。
図5Aの縦断面概略図に示すバーリング加工用金型Cのダイ5とストリッパー6の間に円環状ブランク材Bをセットする。
次に、図5Aの縦断面概略図では下死点にあるパンチ7を、図5Bの縦断面概略図に示すようにパンチ7を上死点まで移動させ、その押圧力によるスリンガ2を成形する。
パンチ7の形状は、側面下部は円筒面、側面上部は円錐面である。そして、パンチ7の側面上部の円錐面の上端角部をR面とし、当該R面を図5Aに示す円環状ブランク材Bの内径部に当接するように設定している。
図5Bのように成形したスリンガ2を、バーリング加工用金型Cから取り出した、単体のスリンガ2を図4Bの斜視図に示す。
(目的)
本発明の回転用シール1に用いるスリンガ2の製造方法は、前記スリンガを成形する工程を経ることにより、スリンガ2の摺接面A1,A2の表面粗さ(算術平均粗さRa)を規定範囲(0.25μm≦Ra≦0.5μm)内にするものである。バーリング加工用金型Cの有効な加圧力の範囲を求めるために、鋼板のダル仕上げ材であるSUS430を粗さ加工試験用金型で加圧する試験を行い、素材の表面粗さと押圧後の表面粗さの関係を求める。
使用するSUS430の製造時の鋼材検査証明書(ミルシート)の値は、0.2%耐力が283MPa、引張強さが454MPa、板厚が0.6mmであった。
なお、SUS430の規格値は、0.2%耐力が205MPa、引張強さが420MPaである。
購入した材料から、素材の粗さ毎に円形状ブランク材を製作した。各ブランク材は素材の表面粗さ(算術平均粗さRa)毎に、以下のグループ1ないし4にグループ分けした。
(1)グループ1:Ra0.82±0.01μm
(2)グループ2:Ra0.65±0.01μm
(3)グループ3:Ra0.61±0.01μm
(4)グループ4:Ra0.50±0.01μm
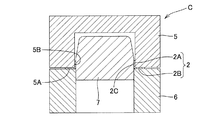
図6の概略図に示す粗さ加工試験用金型Dの上型8と下型9の間に円形状ブランク材Eをセットする。円形状ブランク材Eを押圧する上型8の下面8Aの表面粗さ(算術平均粗さRa)を0.07μm、円形状ブランク材Eを押圧する下型9の上面9Aの表面粗さ(算術平均粗さRa)を0.03μmとした。
粗さ加工試験用金型Dにより、143MPa、295MPa、433MPaの加圧力で加圧し、加圧後における円形状ブランク材Eの表面粗さ(算術平均粗さRa)を測定した。
表2及び表3の測定結果に示すように、加圧後における円形状ブランク材Eの表面粗さ(算術平均粗さRa)の最小値は0.32μm(金型:Ra0.03、加圧力:433MPa)であり、最大値は0.61μm(金型:Ra0.07、加圧力:143MPa)であった。
また、金型の表面粗さ(算術平均粗さRa)は、0.03〜0.07μm(素材の粗さの約10%程度)であればよいことが分かる。
すなわち、ダイ5の下面5Aの表面粗さ(算術平均粗さRa)を0.03〜0.07μmとし、バーリング加工用金型Cのストリッパー6の加圧力を295MPa〜433MPaとしてバーリング加工する。ここで、ストリッパー6の加圧力の調整は、油圧シリンダー又はガススプリング等で行う。
前記クリアランスは、円環状ブランク材Bの板厚をT(図4A及び図5A参照)として、T×(0.9〜0.7)とする。
このようにして、スリーブ2Aの内周面2Cは、バーリング加工の最初の段階の拡径で縁を立て始める時から常にパンチ7に当接しながら加工される。スリーブ2Aの第2摺接面A2は、バーリング加工の最終の段階でダイ5の内周面5Bに押し受けられる。
なお、加圧力の範囲は0.2%耐力を超えているが、0.2%耐力+53%でも、板厚に大きな変化はなく実用上問題がないことを、以下の構造解析で確認した。
(目的)
バーリング加工用金型Cによる拘束条件下で、スリンガ2のフランジ2Bにストリッパー6により0.2%耐力×1.53(433MPa)の圧力を負荷し、前記圧力を除荷した後の板厚変化量(板厚方向の塑性変形量)を確認する。
スリンガ2を軸対称要素でモデル化(板厚0.6mm)し、フランジ2Bに圧力を負荷するダイ5及びストリッパー6は剛体とする。
SUS430とし、塑性域まで考慮する。
スリンガ2のフランジ2Bに負荷した圧力(433MPa)を除荷した後の板厚は0.582mmであり、板厚方向の塑性変形量は0.018mmであった。
これは、スリンガ2のフランジ2Bの板厚公差±0.1mmの範囲内である。
なお、バーリング加工と別工程の押圧工程でスリンガ2の第1摺接面A1に金型を押圧する製造方法(請求項2)においても、前記押圧工程で第1摺接面A1に押圧する金型は、ダイ5及びストリッパー6に相当するものであるので、同様の解析結果となる。
以上のような本発明の実施の形態に係る回転用シール1に用いるスリンガ2の製造方法によれば、鋼板のダル仕上げ材から円環状ブランク材Bを成形し、円環状ブランク材Bをバーリング加工用金型Cによりバーリング加工することにより、又は円環状ブランク材Bを前記バーリング加工及び押圧加工することにより、スリンガ1の第1摺接面A1及び第2摺接面A2の表面粗さを規定範囲(0.25μm≦Ra≦0.5μm)内に入れることができる。それにより、回転用シール1に用いるスリンガ2を安価にかつ効率的に製造できる。
本発明の製造方法により製造されたスリンガは、アキシャルリップ4Bが摺接する第1摺接面A1、及びラジアルリップ4C,4Dが摺接する第2摺接面A2の表面粗さが前記規定範囲内に入っている。それにより、当該スリンガ2を用いた回転用シール1において、油膜保持性を確保しながら、アキシャルリップ4B、及びラジアルリップ4C,4Dの摩耗量を小さく抑えることができる。
2 スリンガ
2A スリーブ
2B フランジ
2C 内周面
3 芯金
3A 芯金円筒
3B 芯金フランジ
4 シール部材
4A 基部
4B シールリップ部(アキシャルリップ)
4C,4D シールリップ部(ラジアルリップ)
5 ダイ
5A 下面
5B 内周面
6 ストリッパー
7 パンチ
8 上型
8A 下面
9 下型
9A 上面
10 軸受装置
11 内輪(径方向内側部材)
11A 軌道面
12 外輪(径方向外側部材)
12A 軌道面
13 玉(転動体)
A1 第1摺接面
A2 第2摺接面
B 円環状ブランク材
C バーリング加工用金型
D 粗さ加工試験用金型
E 円形状ブランク材
F 軸方向長さ
G 径方向長さ
T 板厚
Claims (3)
- 回転用シールに用いるスリンガの製造方法であって、
前記回転用シールは、スリンガ、芯金、及びシール部材からなり、
前記スリンガは、円筒状のスリーブ、及び前記スリーブの軸方向の一端から径方向外方に延びるフランジからなり、
前記芯金は、円筒状の芯金円筒、及び前記芯金円筒の軸方向の一端から径方向内方へ延びる芯金フランジからなり、
前記シール部材は、前記芯金に接合された基部、及び前記基部から延びるシールリップ部からなり、
前記シールリップ部は、前記スリンガのフランジの内面である第1摺接面に摺接するアキシャルリップ、及び前記スリンガのスリーブの外周面である第2摺接面に摺接するラジアルリップを含み、
鋼板のダル仕上げ材から、板金プレス加工、レーザー切断加工、又はワイヤーカット放電加工により円環状ブランク材を成形する工程と、
前記円環状ブランク材をバーリング加工して前記スリンガを成形する工程と、
を含み、
前記バーリング加工に用いる金型において、前記第1摺接面に当接する面及び前記第2摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、
前記円環状ブランク材を挟む加圧力を、前記ダル仕上げ材の0.2%耐力比で、1.0以上、1.53以下とし、
前記バーリング加工に用いる金型のクリアランスを、前記円環状ブランク材の板厚をTとして、T×(0.9〜0.7)とすることにより、
前記スリンガの前記第1摺接面及び前記第2摺接面の算術平均粗さRaを、0.25μm≦Ra≦0.5μmとすることを特徴とする、
回転用シールに用いるスリンガの製造方法。 - 回転用シールに用いるスリンガの製造方法であって、
前記回転用シールは、スリンガ、芯金、及びシール部材からなり、
前記スリンガは、円筒状のスリーブ、及び前記スリーブの軸方向の一端から径方向外方に延びるフランジからなり、
前記芯金は、円筒状の芯金円筒、及び前記芯金円筒の軸方向の一端から径方向内方へ延びる芯金フランジからなり、
前記シール部材は、前記芯金に接合された基部、及び前記基部から延びるシールリップ部からなり、
前記シールリップ部は、前記スリンガのフランジの内面である第1摺接面に摺接するアキシャルリップ、及び前記スリンガのスリーブの外周面である第2摺接面に摺接するラジアルリップを含み、
鋼板のダル仕上げ材から、板金プレス加工、レーザー切断加工、又はワイヤーカット放電加工により円環状ブランク材を成形する工程と、
前記円環状ブランク材をバーリング加工して前記スリンガを成形する工程と、
成形した前記スリンガの前記第1摺接面に金型を押圧する押圧工程と、
を含み、
前記バーリング加工に用いる金型において、前記第2摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、
前記バーリング加工に用いる金型のクリアランスを、前記円環状ブランク材の板厚をTとして、T×(0.9〜0.7)とし、
前記押圧工程に用いる金型の、前記第1摺接面に当接する面の算術平均粗さRaを、0.03μm≦Ra≦0.07μmとし、前記押圧工程で前記金型を押圧する押圧力を、前記ダル仕上げ材の0.2%耐力比で、1.0以上、1.53以下とすることにより、
前記スリンガの前記第1摺接面及び前記第2摺接面の算術平均粗さRaを、0.25μm≦Ra≦0.5μmとすることを特徴とする、
回転用シールに用いるスリンガの製造方法。 - 請求項1又は2に記載の回転用シールに用いるスリンガの製造方法で製造されたスリンガを備えた回転用シール。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019013117A JP2020122492A (ja) | 2019-01-29 | 2019-01-29 | 回転用シールに用いるスリンガの製造方法、及び回転用シール |
| CN201911179359.9A CN111486178B (zh) | 2019-01-29 | 2019-11-27 | 用于旋转用密封装置的甩油环的制造方法以及旋转用密封装置 |
| EP20153025.0A EP3689488B1 (en) | 2019-01-29 | 2020-01-22 | Manufacturing method for slinger used in rotary seal |
| US16/773,290 US11421741B2 (en) | 2019-01-29 | 2020-01-27 | Manufacturing method for slinger used in rotary seal, and rotary seal |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019013117A JP2020122492A (ja) | 2019-01-29 | 2019-01-29 | 回転用シールに用いるスリンガの製造方法、及び回転用シール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020122492A true JP2020122492A (ja) | 2020-08-13 |
Family
ID=69187600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019013117A Pending JP2020122492A (ja) | 2019-01-29 | 2019-01-29 | 回転用シールに用いるスリンガの製造方法、及び回転用シール |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11421741B2 (ja) |
| EP (1) | EP3689488B1 (ja) |
| JP (1) | JP2020122492A (ja) |
| CN (1) | CN111486178B (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112355141B (zh) * | 2020-10-19 | 2022-10-21 | 苏州宝成汽车冲压有限公司 | 一种用于加工轴承油封的冲压模具 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007275976A (ja) * | 2006-04-11 | 2007-10-25 | Fujifilm Corp | プレス金型、バーリング加工方法、プレス加工品の製造方法およびプレス加工品 |
| JP2012159170A (ja) * | 2011-02-02 | 2012-08-23 | Ntn Corp | 車輪用軸受シールおよびその組立方法 |
| JP2014527468A (ja) * | 2011-08-19 | 2014-10-16 | スリーエム イノベイティブ プロパティズ カンパニー | 塗膜積層シートメタルの成形方法、及びそれを用いて作製する物品 |
| JP2018150954A (ja) * | 2017-03-10 | 2018-09-27 | 中西金属工業株式会社 | 回転用シール |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5234651B2 (ja) | 1974-04-08 | 1977-09-05 | ||
| US4078287A (en) * | 1976-04-16 | 1978-03-14 | Trw Inc. | Method of forming sealing members |
| EP3101292A3 (en) | 2004-12-16 | 2017-02-22 | Uchiyama Manufacturing Corp. | Seal structure of a rotation member |
| WO2006121052A1 (ja) * | 2005-05-10 | 2006-11-16 | Nsk Ltd. | 磁気エンコーダ及び磁気エンコーダを備える転がり軸受ユニット |
| JP5234651B2 (ja) * | 2008-08-29 | 2013-07-10 | 内山工業株式会社 | 密封装置 |
| JP2014126105A (ja) * | 2012-12-26 | 2014-07-07 | Nsk Ltd | 車輪支持用転がり軸受ユニット |
| CN203881352U (zh) * | 2014-02-20 | 2014-10-15 | 日本精工株式会社 | 磁性编码器 |
| JP2016023669A (ja) * | 2014-07-17 | 2016-02-08 | 日本精工株式会社 | 密封転がり軸受 |
| JP6399471B2 (ja) * | 2014-07-30 | 2018-10-03 | Nok株式会社 | 密封装置及びその製造方法 |
| JP2016148420A (ja) * | 2015-02-13 | 2016-08-18 | 内山工業株式会社 | 密封装置における回転検出部材の製造方法 |
| JP2017047542A (ja) * | 2015-08-31 | 2017-03-09 | 中西金属工業株式会社 | センサホルダ部を有する保護カバーの製造方法 |
| DE102016215672A1 (de) * | 2016-08-22 | 2018-02-22 | Schaeffler Technologies AG & Co. KG | Reibreduzierte Gegenlaufflächen für Dichtlippen |
| EP3546776B1 (en) * | 2016-11-25 | 2021-06-16 | Nok Corporation | Sealing device and hub bearing |
-
2019
- 2019-01-29 JP JP2019013117A patent/JP2020122492A/ja active Pending
- 2019-11-27 CN CN201911179359.9A patent/CN111486178B/zh active Active
-
2020
- 2020-01-22 EP EP20153025.0A patent/EP3689488B1/en active Active
- 2020-01-27 US US16/773,290 patent/US11421741B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007275976A (ja) * | 2006-04-11 | 2007-10-25 | Fujifilm Corp | プレス金型、バーリング加工方法、プレス加工品の製造方法およびプレス加工品 |
| JP2012159170A (ja) * | 2011-02-02 | 2012-08-23 | Ntn Corp | 車輪用軸受シールおよびその組立方法 |
| JP2014527468A (ja) * | 2011-08-19 | 2014-10-16 | スリーエム イノベイティブ プロパティズ カンパニー | 塗膜積層シートメタルの成形方法、及びそれを用いて作製する物品 |
| JP2018150954A (ja) * | 2017-03-10 | 2018-09-27 | 中西金属工業株式会社 | 回転用シール |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200240473A1 (en) | 2020-07-30 |
| EP3689488A1 (en) | 2020-08-05 |
| CN111486178A (zh) | 2020-08-04 |
| US11421741B2 (en) | 2022-08-23 |
| EP3689488B1 (en) | 2021-11-17 |
| CN111486178B (zh) | 2022-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8955225B2 (en) | Method for producing an actuator | |
| JP6798780B2 (ja) | 円すいころ軸受 | |
| JP2020122492A (ja) | 回転用シールに用いるスリンガの製造方法、及び回転用シール | |
| JP2017087629A (ja) | 成型金型及び密封装置の製造方法 | |
| WO2006001144A1 (ja) | 転がり軸受 | |
| CN110682252A (zh) | 一种抛物线形关节轴承滚包装配设备 | |
| JP2012180091A (ja) | 車輪用軸受装置 | |
| JP6874431B2 (ja) | 回転用シール | |
| JP2005306157A (ja) | 車輪支持用転がり軸受ユニット及びその製造方法 | |
| JP2010029993A (ja) | 研削加工装置、及び研削加工方法 | |
| JP2009191902A (ja) | 車輪用軸受装置 | |
| JP6171741B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法及び車輪支持用転がり軸受ユニット用ハブの製造方法 | |
| JP4284951B2 (ja) | 玉軸受用軌道輪の製造方法 | |
| CN111373168B (zh) | 滚动部件、轴承及它们的制造方法 | |
| CN101210276A (zh) | 排气阀阀面的滚压方法 | |
| JP7329496B2 (ja) | 密封装置の円盤部材の表面加工方法、及び、密封装置 | |
| CN113378319B (zh) | 一种双端面不对称轴承套圈端面磨削余量的设计方法 | |
| JP2005271197A (ja) | 金属製半加工品仕上げ方法 | |
| Meissner et al. | Influence of lubrication on manufacturing of multicomponent gear wheels by lateral extrusion | |
| US11221046B2 (en) | Manufacturing method and manufacturing apparatus for wheel bearing device | |
| JP2005105856A (ja) | ピストンポンプ駆動部の支持構造 | |
| EP4108942A1 (en) | Rolling bearing and method for producing same | |
| JP2019158067A (ja) | 転がり軸受およびその製造方法 | |
| CN112005021A (zh) | 滚动部件、轴承及它们的制造方法 | |
| CN112059188A (zh) | 基于粉末冶金转子制造过程的控制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221024 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230106 |