JP2016148420A - 密封装置における回転検出部材の製造方法 - Google Patents
密封装置における回転検出部材の製造方法 Download PDFInfo
- Publication number
- JP2016148420A JP2016148420A JP2015026257A JP2015026257A JP2016148420A JP 2016148420 A JP2016148420 A JP 2016148420A JP 2015026257 A JP2015026257 A JP 2015026257A JP 2015026257 A JP2015026257 A JP 2015026257A JP 2016148420 A JP2016148420 A JP 2016148420A
- Authority
- JP
- Japan
- Prior art keywords
- slinger
- surface roughness
- manufacturing
- sealing device
- metal plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】粗面化処理が必要とされる密封装置における回転検出部材を、寸法ひずみやすり跡を生じさせることなく効率的に製造することができる製造方法を提供する。
【解決手段】軸受装置の非回転部材と回転部材の間を密封するよう構成される密封装置の回転検出部材の製造方法であって、シート状の金属板80の片側面81を第1の表面粗さにブラスト処理する第一の粗面化処理工程と、前記金属板の反対側面82を前記第1の表面粗さより小さい第2の表面粗さにブラスト処理する第二の粗面化処理工程と、両面が粗面化処理された前記金属板を前記第1の表面粗さに粗面化処理された側から前記第2の表面粗さに粗面化処理された側に屈曲するようプレス加工して円筒部8aと鍔部8bとからなる形状の前記スリンガ8を作製するプレス加工工程と、スリンガ8の鍔部8bの前記第1の表面粗さに粗面化処理された側の面に磁気エンコーダを固着する工程を含むことを特徴とする。
【選択図】図1
【解決手段】軸受装置の非回転部材と回転部材の間を密封するよう構成される密封装置の回転検出部材の製造方法であって、シート状の金属板80の片側面81を第1の表面粗さにブラスト処理する第一の粗面化処理工程と、前記金属板の反対側面82を前記第1の表面粗さより小さい第2の表面粗さにブラスト処理する第二の粗面化処理工程と、両面が粗面化処理された前記金属板を前記第1の表面粗さに粗面化処理された側から前記第2の表面粗さに粗面化処理された側に屈曲するようプレス加工して円筒部8aと鍔部8bとからなる形状の前記スリンガ8を作製するプレス加工工程と、スリンガ8の鍔部8bの前記第1の表面粗さに粗面化処理された側の面に磁気エンコーダを固着する工程を含むことを特徴とする。
【選択図】図1
Description
本発明は、相対的に同軸回転する2部材、例えば、自動車等の車輪を支持する軸受装置における回転部材と非回転部材(固定部材)との間の環状空間を密封する密封装置に設けられる回転検出部材の製造方法に関する。
前記のような自動車等の車輪は、固定側としての車体に対して回転側としての車輪が軸回転可能に支持される。そして、この支持部には、非回転部材に対して回転部材を相対的に軸回転可能に支持するよう構成される軸受装置が組み込まれる。この軸受装置において、前記非回転部材及び回転部材からなる2部材間には、当該2部材間に形成される環状空間を密封する密封装置が装着される。このような密封装置としては、前記回転部材に固定されたスリンガと、非回転部材に固定され、スリンガに弾性的に摺接するシールリップを備えたものを挙げることができる。さらに、近時、前記密封装置の回転側のスリンガに磁気エンコーダを設けて回転検出部材とし、固定側に前記磁気エンコーダに対峙するよう磁気センサーを設置して、回転側の回転速度等を検出し得るよう構成する例も多く見られるようになった(例えば、特許文献1参照)。
特許文献1には、スリンガにおけるシールリップが弾性的に摺接する面に粗面化処理を施し、摺接面におけるシールリップの摺動抵抗を小さくして回転部材の回転トルクを低減することが記載されている。そして、特許文献1には、金属板をプレス成形して円筒部及び鍔部を有するスリンガを作製した後、スリンガにおけるシールリップが摺接する面をブラスト処理して粗面化する例も記載されている。
ところで、特許文献1に記載されたスリンガの粗面化処理方法の場合、スリンガ毎にそのリップ摺接面に対し個別にブラスト処理を行うため、製造効率が良くないというデメリットがある。また、所定の形状に成形されたスリンガにブラスト処理が施されるため、使用される金属板によっては、ブラスト処理の衝撃によって、中間製品としてのスリンガの寸法にひずみが生じることが懸念される。さらに、従来のスリンガの粗面化処理方法として、プレス成形された複数のスリンガをドラム内に入れてバッチ処理することでスリンガを粗面化処理する方法もある。この方法の場合、特許文献1に記載された粗面化処理方法に比べて製造効率の点で優れているが、ブラスト処理中に、スリンガ同士の接触によってスリンガにすり跡が入る懸念もある。一方、スリンガに磁性ゴムを一体成型して磁性ゴムによる磁気エンコーダを固着形成する場合、磁気エンコーダの固着強度を高めるために、固着面を事前にブラスト処理して粗面化することもなされるが、このブラスト処理の際にも前記と同様の懸念が生じる。
本発明は、上記に鑑みなされたもので、粗面化処理が必要とされる密封装置における回転検出部材を、寸法ひずみやすり跡を生じさせることなく効率的に製造することができる製造方法を提供することを目的としている。
本発明に係る密封装置における回転検出部材の製造方法は、非回転部材に対して回転部材が軸回転可能に支持される軸受装置において、前記回転部材に嵌合固着されるスリンガ及び該スリンガに固着される回転検出用の磁気エンコーダを備えた回転検出部材と、前記非回転部材に嵌合固着される芯金及び該芯金に固着され前記スリンガに弾性的に摺接するシールリップを備えたシール部材とが組み合わさって、前記非回転部材と前記回転部材との間を密封するよう構成される密封装置における回転検出部材の製造方法であって、シート状の金属板の片側面を第1の表面粗さにブラスト処理する第一の粗面化処理工程と、前記金属板の反対側面を前記第1の表面粗さより小さい第2の表面粗さにブラスト処理する第二の粗面化処理工程と、両面が粗面化処理された前記金属板を前記第1の表面粗さに粗面化処理された側から前記第2の表面粗さに粗面化処理された側に屈曲するようプレス加工して円筒部と鍔部とからなる形状の前記スリンガを作製するプレス加工工程と、前記スリンガの鍔部における前記第1の表面粗さに粗面化処理された側の面に磁気エンコーダを固着する工程と、を含むことを特徴とする。
本発明によれば、金属板の状態で両面をブラスト処理するため効率良く粗面化処理を行うことができる。金属板をブラスト処理によって粗面化処理した後プレス加工してスリンガを作製するようにしているから、スリンガを作製した後にブラスト処理する場合のように、中間製品としてのスリンガに寸法ひずみが生じる懸念がない。また、ブラスト処理中に、スリンガ同士の接触によってスリンガにすり跡が入る懸念もない。したがって、中間製品としてのスリンガの品質が安定し、不良率が低減され、製造歩留りが向上する。さらに、磁気エンコーダが固着される面も粗面化処理が施されるから、磁気エンコーダの固着力が強化される。
本発明の密封装置における回転検出部材の製造方法において、前記第一の粗面化処理工程では、前記第1の表面粗さがRa0.8μm以上となるようにブラスト処理し、前記第二の粗面化処理工程では、前記スリンガにおける前記シールリップの摺接面となる前記第2の表面粗さがRa0.2μm以上且つ0.8μm未満となるようにブラスト処理し、前記プレス加工工程では、前記スリンガにおける円筒部の前記回転部材に対する嵌合面の表面粗さが前記第1の表面粗さより小さくなるようにプレス加工するものとしても良い。
本発明によれば、スリンガにおける鍔部の前記第1の表面粗さに粗面化処理された側の面に磁気エンコーダが固着されるが、当該面は表面粗さがRa0.8μm以上とされるから、磁気エンコーダが成型一体に或いは接着剤を介してスリンガに対して固着される場合には、固着強度がより強化される。また、前記シールリップの摺接面となる前記第2の表面粗さがRa0.2μm以上且つ0.8μm未満とされるから、前記回転部材の回転トルクが適正化される。因みに、第2の表面粗さがRa0.2μm未満の場合は、回転トルクの低減効果が少なく、同表面粗さがRa0.8μmより大きい場合は、シールリップの摺接部におけるシール効果が減退する傾向となる。さらに、プレス加工工程では、前記スリンガにおける円筒部の前記回転部材に対する嵌合面の表面粗さが前記第1の表面粗さより小さくなるようにプレス加工されるから、スリンガの回転部材に対する嵌合部のシール性が向上する。この場合、プレス加工前には、前記嵌合面に相当する面の表面粗さは前記第1の表面粗さであるRa0.8μm以上とされているが、プレス加工時におけるプレス型の作用によって、当該面が平滑化されて、その表面粗さが第1の表面粗さより小さくされる。
本発明の密封装置における回転検出部材の製造方法において、前記第一の粗面化処理工程及び前記第二の粗面化処理工程を前記金属板の両面に対して同時に行うようにしても良い。
本発明によれば、金属板の両面に対する粗面化処理が同時になされるから、製造効率がより向上する。このような金属板における両面の同時粗面化処理は、プレス加工によるスリンガの作製前にブラスト処理をすることにより可能とされ、また、これによって、スリンガの各部位毎の表面粗さの適正化も容易になし得る。
本発明によれば、金属板の両面に対する粗面化処理が同時になされるから、製造効率がより向上する。このような金属板における両面の同時粗面化処理は、プレス加工によるスリンガの作製前にブラスト処理をすることにより可能とされ、また、これによって、スリンガの各部位毎の表面粗さの適正化も容易になし得る。
本発明の密封装置における回転検出部材の製造方法において、前記第一の粗面化処理工程及び前記第二の粗面化処理工程では、長尺帯状のフープ材からなるシート状の金属板をその長手方向に所定の速度で移送しながら前記金属板にブラスト処理を行うようにしても良い。
本発明によれば、長尺帯状のフープ材からなるシート状の金属材の両面に予めブラスト処理をするため、プレス加工後のスリンガの各面にブラスト処理を行う場合に比べて効率的に粗面化処理を行うことができる。
本発明によれば、長尺帯状のフープ材からなるシート状の金属材の両面に予めブラスト処理をするため、プレス加工後のスリンガの各面にブラスト処理を行う場合に比べて効率的に粗面化処理を行うことができる。
本発明によれば、粗面化処理が必要とされる密封装置における回転検出部材を、寸法ひずみやすり跡を生じさせることなく効率的に製造することができる。
以下に本発明の実施の形態について、図面を参照して説明する。図2は、本発明に係る製造方法によって得られた回転検出部材を含む密封装置が組付けられた軸受装置であって、自動車の車輪(不図示)を軸回転可能に支持する軸受装置1を示す。該軸受装置1は、大略的に、外輪(非回転部材)2と、ハブ輪(回転部材)3と、ハブ輪3の車体側に嵌合一体とされる内輪部材(回転部材)4と、前記外輪2とハブ輪3及び内輪部材4との間に介装される2列の転動体(ボール)5…とを含んで構成される。前記外輪2は、自動車の車体(不図示)に固定される。また、前記ハブ輪3にはドライブシャフト(不図示)が同軸的にスプライン嵌合される。外輪2と、ハブ輪3及び内輪部材4とにより、相対的に同軸(軸心L回りに)回転する2部材が構成され、該2部材間に環状空間Sが形成される。前記環状空間S内には、前記2列の転動体5…が、リテーナ5aに保持された状態で、外輪2の軌道輪2a、ハブ輪3及び内輪部材4の軌道輪3a,4aを転動可能に介装されている。前記ハブ輪3は、ハブフランジ3bを有し、該ハブフランジ3bにボルト3c及び不図示のナットによって車輪が取付固定される。前記環状空間Sは、軸受空間を形成し、この環状空間(以下、軸受空間と言う)Sの軸心L方向に沿った両端部であって、外輪2とハブ輪3との間、及び外輪2と内輪部材4との間には、ベアリングシール(密封装置)6,7が装着され、軸受空間Sの両端部が密封される。これによって、軸受空間S内への汚泥の浸入や軸受空間S内に充填される潤滑剤(グリース等)の外部への漏出が防止される。
なお、本明細書において、図2の軸心L方向に沿った左側を車体側、右側を車輪側と言う。
なお、本明細書において、図2の軸心L方向に沿った左側を車体側、右側を車輪側と言う。
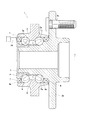
前記ベアリングシール6,7のうち、車体側のベアリングシール7において、本発明の製造方法によって得られる回転検出部材を備えた密封装置が適用される。図3をも参照して、同回転検出部材を備えた密封装置の一実施形態について説明する。図示のベアリングシール7は、内輪部材(回転部材)4に嵌合固着されるスリンガ8及びスリンガ8に固着される回転検出用の磁気エンコーダ9を備えた回転検出部材10と、外輪(非回転部材)2に嵌合固着される芯金11及び芯金11に固着されスリンガ8に弾性的に摺接するシールリップ12を備えたシール部材13とが組み合わさって構成される。スリンガ8は、内輪部材4の外径面4bに嵌合される円筒部8aと、円筒部8aの一端部(車体側端部)8aaより外向きに延出された鍔部8bとからなる。磁気エンコーダ9は、磁性粉を含有する磁性ゴム材料からなり、スリンガ8における鍔部8bの車体側面に加硫成型により固着一体とされ、その車体側の面には多数のN極及びS極が周方向に交互に繰り返すよう着磁され、多極磁石を構成する。車体側には、磁気センサー14が磁気エンコーダ9に対峙するよう設置され、磁気センサー14により回転検出部材10の軸心L回りの回転に伴う磁気エンコーダ9の磁気変化が検出される。即ち、回転検出部材10と磁気センサー14とにより、車輪(不図示)の回転速度や回転角度等の回転検出機構が構成される。
芯金11は、外輪2の車体側内径面2bに嵌合される芯金円筒部11aと、芯金円筒部11aの車輪側(軸受空間S側)端部より内向きに延出された芯金鍔部11bとを有している。また、シールリップ12は、芯金11に固着されるシールリップ基部120と、シールリップ基部120から延出された3個のリップ12a,12b,12cとを有している。シールリップ12は、ゴム材の加硫成型により、シールリップ基部120を介して芯金11に固着一体とされる。本実施形態では、シールリップ12の3個のリップ12a,12b,12cのうち、リップ12aは、スリンガ8における鍔部8bの車輪側面(軸受空間S側面)8bbに弾性的に摺接するアキシャルリップであり、リップ12b,12cはスリンガ8における円筒部8aの外径面8abに弾性的に摺接するラジアルリップである。このようなシールリップ12の構成は図例のものに限定されず、アキシャルリップ及びラジアルリップのそれぞれの数や形状等は、仕様等に応じて適宜変更が可能である。
スリンガ8及び磁気エンコーダ9を備えた回転検出部材10は後記する製造方法によって作製されるが、この作製過程で、スリンガ8における円筒部8aの外径面8ab、内径面8ac、鍔部8bの車体側面8ba、車輪側面8bbは、以下のような表面粗さの粗面化処理面とされる。即ち、磁気エンコーダ9が固着される鍔部8bの車体側面8baは、表面粗さがRa0.8μm以上の第1の粗面化処理面とされ、シールリップ12が弾性的に摺接するスリンガ8における円筒部8aの外径面8ab及び鍔部8bの車輪側面8bbは、表面粗さがRa0.2μm以上且つ0.8μm未満の第2の粗面化処理面とされる。そして、内輪部材4に対する嵌合面とされるスリンガ8における円筒部8aの内径面8acは、前記第1の粗面化処理面の表面粗さより小さい第3の粗面化処理面とされる。
前記のように構成されるベアリングシール(密封装置)7における回転検出部材10の製造方法の一実施形態について、図1を参照して説明する。図1(a)は、第一及び第二の粗面化処理工程を示しており、本工程では、ステンレス鋼板等の長尺帯状のフープ材からなるシート状の金属板80をその長手方向に所定の速度で移送しながら、ブラスト処理装置100に連続的に供給する。ブラスト処理装置100は、金属材80の片側面81及び反対側面82にそれぞれ対向して配置された第1及び第2のショットブラスト装置101,102を備える。第1のショットブラスト装置101は、金属板80の片側面81を第1の表面粗さ(Ra8.0μm以上)に粗面化し、第2のショットブラスト装置102は、金属板80の反対側面82を第2の表面粗さ(Ra0.2μm以上且つ0.8μm未満)に粗面化するよう構成される。本実施形態では、第1のショットブラスト装置101によるブラスト処理が第一の粗面化処理工程であり、第2のショットブラスト装置102によるブラスト処理が第二の粗面化処理工程であり、両粗面化処理工程が同時になされる。ショットブラスト装置101,102としては、ウエットブラスト装置、或いは、ドライブラスト装置が、求められる表面仕上がり状態に応じて、適宜選択採用される。ブラスト処理装置100によって両面が前記所定の表面粗さに粗面化された金属材80は、そのまま洗浄装置200に導入されて、粗面化処理面の素洗いとリンス処理がなされる。洗浄装置200によって洗浄処理された金属板80は一旦ロール状に巻き取られる。
図1(b)は、プレス加工工程を示している。本工程では、図1(a)の工程で両面に粗面化処理がなされた金属板80をプレス装置300に連続的に供給して、第1の表面粗さに粗面化処理された片側面81側から第2の表面粗さに粗面化処理された反対側面82側に屈曲するようプレス加工して円筒部8aと鍔部8bとからなる形状のスリンガ8を作製する。プレス装置300は、打抜部を有する上下型301,302からなり、上下型301,302を互いに噛み合うように接近させ、上下型301,302間に供給された金属板80を円環状に打抜くととともに、前記プレス加工を施して前記形状のスリンガ8を作製する。この屈曲を伴うプレス加工は、第1の表面粗さに粗面化処理された片側面81側から第2の表面粗さに粗面化処理された反対側面82側になされる。このとき、第1の表面粗さに粗面化処理された片側面81のうち、円筒部8aの嵌合面(内径面)8acに相当する面には、上型301の雄型面が強く作用し、第1の表面粗さが平滑化されて第1の表面粗さより小さな第3の表面粗さの嵌合面8acとされる。
このようなスリンガ8の作製過程では、金属板80の両面に粗面化処理がなされた後、プレス工程がなされるから、スリンガ8を作製した後にブラスト処理する場合のように、中間製品としてのスリンガ8に寸法ひずみが生じる懸念がない。また、ブラスト処理中に、スリンガ8同士の接触によってスリンガ8にすり跡が入る懸念もない。したがって、中間製品としてのスリンガ8の品質が安定し、不良率が低減され、製造歩留りが向上する。しかも、金属板80の状態で両面81,82をブラスト処理するため効率良く粗面化処理を行うことができる。特に、本実施形態では、金属板80の両面81,82に対する粗面化処理が同時になされるから、製造効率がより向上する。このような金属板80における両面81,82の同時粗面化処理は、プレス加工によるスリンガ8の作製前にブラスト処理をすることにより可能とされ、また、これによって、スリンガ8の各部位毎の表面粗さの適正化も容易になし得る。
図1(c)は、スリンガ8に磁気エンコーダ9を固着する工程を示している。本実施形態では、図1(b)の工程で得られたスリンガ8を射出成型装置400の下型403側のキャビティ401内に配置し、上型402及び下型403を型締めした後、磁性粉を含有する未加硫のゴム材90をキャビティ401内に注入する。このゴム材90の注入は、スリンガ8における鍔部8bの車体側面8baになされ、当該車体側面8baには、磁気エンコーダ9の原体が加硫成型により一体に固着形成される。磁気エンコーダ9の原体が固着される鍔部8bの車体側面8baは第1の表面粗さRa8.0μm以上となるように粗面化処理がなされているから、磁気エンコーダ9の原体と車体側面8baとの固着が強固になされる。そして、このようにスリンガ8における鍔部8bの車体側面8baに磁気エンコーダ9の原体が加硫成型により一体に固着された後、磁気エンコーダ9の原体の表面には、不図示の着磁装置によって、周方向に交互に繰り返す多数のN極及びS極が着磁されて磁気エンコーダ9とされる。これによって、ベアリングシール7を構成する回転検出部材10の作製が完了する。
なお、前記ゴム材90の加硫成型時に、鍔部8bの車体側面8baに事前にホットメルトタイプの接着剤を塗布するようにしておけば、前記固着がより強固になされる。
なお、前記ゴム材90の加硫成型時に、鍔部8bの車体側面8baに事前にホットメルトタイプの接着剤を塗布するようにしておけば、前記固着がより強固になされる。
前記のように作製された回転検出部材10は、図2に示すようにシール部材13と組み合わさって、ベアリングシール7とされて、軸受空間Sの車体側端部の外輪2と内輪部材4との間に装着される。この装着は、シール部材13を芯金11をして外輪2の内径面2bに嵌合することによって、回転検出部材10をスリンガ8をして内輪部材4の外径面4bに嵌合することによってなされる。スリンガ8の内輪部材4の外径面4bに対する嵌合は、円筒部8aを内輪部材4の外径面4bに嵌合することによってなされるが、円筒部8aの嵌合面(内径面)8acは第3の表面粗さに粗面化処理がなされているから、この嵌合は強固になされる。しかも、この第3の表面粗さは第1の表面粗さより小さいので、嵌合部への泥水等の浸入が抑えられ、嵌合部の発錆も抑制される。
軸受空間Sの車体側端部の外輪2と内輪部材4との間に装着された状態のベアリングシール7において、シールリップ12のアキシャルリップ12aはスリンガ8における鍔部8bの車輪側面8bbに弾接し,ラジアルリップ12b,12cは円筒部8aの外径面8abに弾接する。そして、回転部材としてのハブ輪3及び内輪部材4が軸心L回りに回転すると、アキシャルリップ12aは、スリンガ8における鍔部8bの車輪側面8bbに弾性的に相対摺接し、ラジアルリップ12b,12cは、円筒部8aの外径面8abに相対摺接する。シールリップ12の摺接面となる鍔部8bの車輪側面8bb及び円筒部8aの外径面8abは、表面粗さ(第2の表面粗さ)がRa0.2μm以上且つ0.8μm未満となるよう粗面化処理がなされているから、ハブ輪3及び内輪部材4の回転トルクが適正化される。また、摺接面にグリース等の潤滑剤が塗布される場合は、潤滑剤の保持性が維持され、適正な回転トルクが持続される。
なお、前記実施形態では、第1のショットブラスト装置101及び第2ショットブラスト装置102による第一の粗面化処理工程及び第二の粗面化処理工程を同時に行うようにしているが、両ショットブラスト装置101,102を金属板80の移送方向(長手方向)でずらせて配置し、第一及び第二の粗面化処理工程をタイムラグをもって行うようにしても良い。また、磁気エンコーダ9の固着工程では、磁性ゴムをスリンガ8に対して加硫成型によって一体に固着するようにしているが、磁気エンコーダ9を事前に作製し、スリンガ8に接着剤によって固着するようにしても良い。さらに、磁気エンコーダ9としてゴム磁石からなる例について述べたが、プラスチック磁石や焼結体磁石からなるものであってもよい。加えて、本発明の製造方法によって得られる回転検出部材を備えた密封装置が適用される軸受装置として、図2及び図3に示す自動車用軸受装置1を例示したが、他の形態の自動車用軸受装置や、他の産業機械用の軸受装置であっても良い。
1 軸受装置
2 外輪(非回転部材)
3 ハブ輪(回転部材)
4 内輪部材(回転部材)
7 ベアリングシール(密封装置)
8 スリンガ
8a 円筒部
8ac 内径面(嵌合面)
8b 鍔部
80 金属板
81 片側面
82 反対側面
9 磁気エンコーダ
10 回転検出部材
11 芯金
12 シールリップ
13 シール部材
2 外輪(非回転部材)
3 ハブ輪(回転部材)
4 内輪部材(回転部材)
7 ベアリングシール(密封装置)
8 スリンガ
8a 円筒部
8ac 内径面(嵌合面)
8b 鍔部
80 金属板
81 片側面
82 反対側面
9 磁気エンコーダ
10 回転検出部材
11 芯金
12 シールリップ
13 シール部材
Claims (4)
- 非回転部材に対して回転部材が軸回転可能に支持される軸受装置において、前記回転部材に嵌合固着されるスリンガ及び該スリンガに固着される回転検出用の磁気エンコーダを備えた回転検出部材と、前記非回転部材に嵌合固着される芯金及び該芯金に固着され前記スリンガに弾性的に摺接するシールリップを備えたシール部材とが組み合わさって、前記非回転部材と前記回転部材との間を密封するよう構成される密封装置における回転検出部材の製造方法であって、
シート状の金属板の片側面を第1の表面粗さにブラスト処理する第一の粗面化処理工程と、
前記金属板の反対側面を前記第1の表面粗さより小さい第2の表面粗さにブラスト処理する第二の粗面化処理工程と、
両面が粗面化処理された前記金属板を前記第1の表面粗さに粗面化処理された側から前記第2の表面粗さに粗面化処理された側に屈曲するようプレス加工して円筒部と鍔部とからなる形状の前記スリンガを作製するプレス加工工程と、
前記スリンガの鍔部における前記第1の表面粗さに粗面化処理された側の面に磁気エンコーダを固着する工程と、を含むことを特徴とする密封装置における回転検出部材の製造方法。 - 請求項1に記載の密封装置における回転検出部材の製造方法において、
前記第一の粗面化処理工程では、前記第1の表面粗さがRa0.8μm以上となるようにブラスト処理し、前記第二の粗面化処理工程では、前記スリンガにおける前記シールリップの摺接面となる前記第2の表面粗さがRa0.2μm以上且つ0.8μm未満となるようにブラスト処理し、前記プレス加工工程では、前記スリンガにおける円筒部の前記回転部材に対する嵌合面の表面粗さが前記第1の表面粗さより小さくなるようにプレス加工することを特徴とする密封装置における回転検出部材の製造方法。 - 請求項1又は請求項2に記載の密封装置における回転検出部材の製造方法において、
前記第一の粗面化処理工程及び前記第二の粗面化処理工程を前記金属板の両面に対して同時に行うことを特徴とする密封装置における回転検出部材の製造方法。 - 請求項1〜請求項3のいずれか一項に記載の密封装置における回転検出部材の製造方法において、
前記第一の粗面化処理工程及び前記第二の粗面化処理工程では、長尺帯状のフープ材からなるシート状の金属板をその長手方向に所定の速度で移送しながら前記金属板にブラスト処理を行うことを特徴とする密封装置における回転検出部材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015026257A JP2016148420A (ja) | 2015-02-13 | 2015-02-13 | 密封装置における回転検出部材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015026257A JP2016148420A (ja) | 2015-02-13 | 2015-02-13 | 密封装置における回転検出部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016148420A true JP2016148420A (ja) | 2016-08-18 |
Family
ID=56687842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015026257A Pending JP2016148420A (ja) | 2015-02-13 | 2015-02-13 | 密封装置における回転検出部材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016148420A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018150954A (ja) * | 2017-03-10 | 2018-09-27 | 中西金属工業株式会社 | 回転用シール |
| JP2019534429A (ja) * | 2016-11-10 | 2019-11-28 | ユチンソンHutchinson | シール組立体、当該組立体を備えるころ軸受及び当該組立体を製造するための方法 |
| EP3689488A1 (en) * | 2019-01-29 | 2020-08-05 | Nakanishi Metal Works Co., Ltd. | Manufacturing method for slinger used in rotary seal, and rotary seal |
-
2015
- 2015-02-13 JP JP2015026257A patent/JP2016148420A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019534429A (ja) * | 2016-11-10 | 2019-11-28 | ユチンソンHutchinson | シール組立体、当該組立体を備えるころ軸受及び当該組立体を製造するための方法 |
| US10935137B2 (en) | 2016-11-10 | 2021-03-02 | Hutchinson | Seal assembly, roller bearing comprising such an assembly, and method for manufacturing this assembly |
| JP6991210B2 (ja) | 2016-11-10 | 2022-01-12 | ユチンソン | シール組立体、当該組立体を備えるころ軸受及び当該組立体を製造するための方法 |
| JP2018150954A (ja) * | 2017-03-10 | 2018-09-27 | 中西金属工業株式会社 | 回転用シール |
| EP3689488A1 (en) * | 2019-01-29 | 2020-08-05 | Nakanishi Metal Works Co., Ltd. | Manufacturing method for slinger used in rotary seal, and rotary seal |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6241188B2 (ja) | エンコーダ付組み合わせシールリング及びエンコーダ付転がり軸受ユニット | |
| JP2007010343A (ja) | トーンホイールの製造方法 | |
| JP5376234B2 (ja) | 車輪用転がり軸受装置の製造方法 | |
| JP5845746B2 (ja) | 軸受用内外輪の製造方法 | |
| JP2016148420A (ja) | 密封装置における回転検出部材の製造方法 | |
| JP4596701B2 (ja) | 車輪用軸受の磁気エンコーダ付きシ−ル装置の製造方法 | |
| JP7260581B2 (ja) | 車輪用軸受装置とその製造方法 | |
| JP2008045719A (ja) | 軸受ユニット | |
| JP2006181638A (ja) | ラジアル玉軸受用軌道輪及びその製造方法 | |
| CN204003963U (zh) | 车轮支承用滚动轴承单元 | |
| JP2006017222A (ja) | 軸受軌道輪の製造方法 | |
| JP5644881B2 (ja) | 車輪支持用転がり軸受装置の製造方法 | |
| JP6341001B2 (ja) | リング状部材の製造方法及び製造装置 | |
| JP2017082824A (ja) | 車輪支持用転がり軸受ユニットの外輪の製造方法 | |
| JP6171741B2 (ja) | 車輪支持用転がり軸受ユニットの製造方法及び車輪支持用転がり軸受ユニット用ハブの製造方法 | |
| WO2013015334A1 (ja) | 車輪用軸受装置の組み付け装置およびその組み付け方法 | |
| JP2017223253A (ja) | 車輪用軸受装置の製造方法 | |
| JP2018532960A (ja) | 転がり軸受用の変形加工されたリング | |
| JP2005233405A (ja) | 車両用軸受装置の製造方法 | |
| JP2008266667A (ja) | 車輪支持用転がり軸受装置 | |
| JP2016043404A5 (ja) | ||
| JP6136653B2 (ja) | 車輪用転がり軸受装置の軸部材の製造方法、及び車輪用転がり軸受装置の製造方法 | |
| JP2014214765A (ja) | カバーの製造方法 | |
| JP2012219889A (ja) | シール部材の製造方法 | |
| JP2008128397A (ja) | 密封装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20171011 |