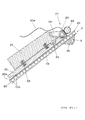
次に本発明の実施の形態を図面を参照して説明する。先ず図1を参照して、本実施の形態における部品供給装置であるテープフィーダ1の全体構成を説明する。図1において、テープフィーダ1は、図外の部品実装装置へ部品を供給する機能を有する。
テープフィーダ1による部品の供給は、部品P(図3参照)が収納された複数のポケット20b(図6参照)を有し、ポケット20bを封止するカバーテープ20aが貼付されたキャリアテープ20を搬送することにより行われる。キャリアテープ20は、キャリアテープ20に形成された送り孔20c(図6参照)に係合する係合ピン(図3に示す係合ピン7a参照)が設けられたスプロケットを回転させることにより搬送される。
テープフィーダ1は、板状のフレームより成る本体部2に、以下に説明する要素を配設して構成されている。これらの要素は、両側面に設けられた側面カバー2f(図3参照)によって覆われている。図1に示すように、本体部2には、上流側の下部に開口したテープ挿入口4aから上流側の上面の端部近傍に設定された供給位置4bに連通するテープ搬送路4(搬送路)が設けられている。部品を収納したキャリアテープ20はテープ挿入口4aからテープ搬送路4に導入され、中間に設けられた斜行部を経て本体部2の上面まで搬送され、供給位置4bに到達する。
そして供給位置4bにおいて、部品実装装置M(図示省略)のノズルが昇降して(矢印b)部品取出動作を行うことにより、本体部2から部品Pが取り出される。取り出された部品Pは、実装ヘッドによって部品実装装置へ移送され(矢印c)、作業対象の基板に実装される。上述の部品供給におけるキャリアテープ20の搬送はテープ搬送部3(搬送部)によって行われる。
テープ搬送部3は、モータ5、搬送スプロケット6、位置決めスプロケット7および排出スプロケット8を備えている。駆動源であるモータ5によって搬送スプロケット6、位置決めスプロケット7および排出スプロケット8を駆動することにより、テープ挿入口4aから挿入されたキャリアテープ20はテープフィーダ1内を搬送され、供給位置4bに位置決めされる。そして供給位置4bにて部品Pが取り出された後のキャリアテープ20は、本体部2の端面に配置された前カバー9を介して排出スプロケット8によってテープフィーダ1の下流側へ排出される。
すなわちテープ搬送部3は、前述の各スプロケットがキャリアテープ20に係合してこのキャリアテープ20をテープ搬送路4に沿って搬送する機能を有している。このテープ搬送過程においてキャリアテープ20から剥離されたカバーテープ20aは、上流側へ折返されて本体部2に設けられたカバーテープ収納部2b内へ回収される。なおキャリアテープ20の位置決めスプロケット7、排出スプロケット8への係合は、キャリアテープ20を開閉カバー18によって位置決めスプロケット7、排出スプロケット8に押し付けることにより行われる。
本体部2の上流側の下面には、部品実装装置との接続用の凸状部2aが設けられている。凸状部2aにはコネクタ2c、エアジョイント2dおよびフック2eが設けられており、部品実装装置の部品供給部に設けられたフィーダベースにテープフィーダ1をセットした状態では、コネクタ2c、エアジョイント2dは相手側(部品実装装置側)と嵌合して接続状態となる。このとき、テープフィーダ1はフック2eによってフィーダベースに位置固定される。この接続状態においては、部品実装装置からテープフィーダ1への電源供給、エアの供給、さらに部品実装装置とテープフィーダ1の間での信号授受が可能となっている。
凸状部2aにはテープフィーダ1の動作を制御するフィーダ制御部10が内蔵されている。テープフィーダ1を部品実装装置に接続した状態では、フィーダ制御部10は部品実装装置の装置制御部とコネクタ2cを介して電気的に接続される。これにより、部品実装装置の装置制御部からの動作指令がテープフィーダ1に対して伝達されるとともに、テープフィーダ1による部品供給動作の動作フィードバック信号が部品実装装置に伝達される。
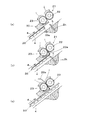
次に図2、図3を参照して、テープ搬送部3の詳細構成を説明する。なお図3は、図2におけるA−A変断面を示している。図2において本体部2の下流側の下端部には、支持部材であるモータ取付部材5aに保持されたモータ5が配置されている。図3に示すように、モータ取付部材5aは本体部2の一方側の側面に固定されている。モータ5の回転軸に結合された駆動ギア50には、第一伝動ギア51が噛み合っており、第一伝動ギア51と同軸に設けられた第二伝動ギア52には第三伝動ギア15(第5のギア)が噛み合っている。第一伝動ギア51と第二伝動ギア52を軸支する軸52aは、図3に示すように、本体部2に固定されたベアリング52bに回転自在に嵌合している。
図3において、第三伝動ギア15を軸支する軸15bは、支持部材であるスライド部材15aに固定されたベアリング15cに回転自在に嵌合している。スライド部材15aは、本体部2に形成されたガイド溝43(図14)に嵌着して、一方方向への位置調整が自在に保持されている。第三伝動ギア15には、キャリアテープ20を位置決めする位置決めスプロケット7と同軸の位置決めスプロケットギア11(第1のギア)、およびキャリアテープ20を位置決めスプロケット7まで搬送する搬送スプロケット6と同軸の搬送スプロケットギア14(第4のギア)が噛み合っている。
図3に示すように、位置決めスプロケットギア11および位置決めスプロケット7は、軸11aによって軸支されており、軸11aは本体部2に固定されたベアリング11bに回転自在に嵌合している。位置決めスプロケットギア11には、キャリアテープ20を排出する排出スプロケット8と同軸の排出スプロケットギア12(第2のギア)へトルクを伝達するための第四伝動ギア13(第3のギア)が噛み合っている。また搬送スプロケットギア14には、キャリアテープ20から剥離されたカバーテープ20aをテープ送りするテープ剥離機構21(図5参照)を駆動するための剥離ローラギア16(第6のギア)へトルクを伝達する第五伝動ギア17(第7のギア)が噛み合っている。
上記構成において、モータ5を駆動してトルクを発生させることにより、位置決めスプロケットギア11、排出スプロケットギア12、搬送スプロケットギア14に複数のギアを介してトルクが伝達される。これにより、位置決めスプロケットギア11、排出スプロケットギア12、搬送スプロケットギア14と同軸に設けられた、位置決めスプロケット7、排出スプロケット8および搬送スプロケット6にトルクが伝達される。
位置決めスプロケット7は、キャリアテープ20に設けられた送り孔に係合して回転し、部品実装装置への供給位置4bに部品Pを搬送する第1のスプロケットである。また排出スプロケット8は、部品Pが供給された後のキャリアテープ20の送り孔20cに係合して回転し、キャリアテープ20をテープフィーダ1から排出する第2のスプロケットである。また搬送スプロケット6は、キャリアテープ20の送り孔20cに係合して回転し、キャリアテープ20を第1のスプロケットへ搬送する第3のスプロケットである。
これらの3つのスプロケットのうち、位置決めスプロケット7および排出スプロケット8の上面側には、搬送スプロケットギア14によって搬送されたキャリアテープ20を押し付ける機能を有する開閉カバー18(カバー)が設けられている。この押し付けにより、キャリアテープ20の送り孔20cには位置決めスプロケット7および排出スプロケット8の係合ピンが係合する(図3参照)。すなわちテープ搬送部3は、キャリアテープ20を第1のスプロケットである位置決めスプロケット7および第2のスプロケットである排出スプロケット8へ押し付ける開閉カバー18を有する構成となっている。
すなわち、モータ5は、第1のスプロケットである位置決めスプロケット7、第2のスプロケットである排出スプロケット8および第3のスプロケットである搬送スプロケット6を駆動するトルクを発生する。上述構成のテープ搬送部3は、モータ5が発生したトルクを位置決めスプロケット7、排出スプロケット8および搬送スプロケット6に伝達する複数のギアを有する構成となっている。そしてこれらの複数のギアは、第1のスプロケットである位置決めスプロケット7と同軸の位置決めスプロケットギア11(第1のギア)と、第2のスプロケットである排出スプロケット8と同軸の排出スプロケットギア12(第2のギア)と、位置決めスプロケットギア11および排出スプロケットギア12と噛み合う第四伝動ギア13(第3のギア)と、を含む構成となっている。
図3に示すように、位置決めスプロケット7の外周には係合ピン7aが設けられている。キャリアテープ20には、係合ピン7aのピッチに対応したピッチで送り孔20c(図6参照)が形成されている。係合ピン7aを送り孔に係合させた状態で位置決めスプロケット7を間歇回転させることにより、キャリアテープ20は所定の送りピッチでテープ搬送路4に沿ってテープ送りされる。排出スプロケット8および搬送スプロケット6においても、同様にこれらを間歇回転させることにより、キャリアテープ20は所定の送りピッチでテープ送りされる。
そしてテープ搬送部3が有する複数のギアは、さらに以下のギアを含む。すなわちこれらの複数のギアには、第3のスプロケットである搬送スプロケット6と同軸の搬送スプロケットギア14(第4のギア)と、位置決めスプロケットギア11(第1のギア)と搬送スプロケットギア14(第4のギア)に噛み合う第三伝動ギア15(第5のギア)とが含まれる。
さらに、上述の複数のギアは、キャリアテープ20から剥離されたカバーテープ20aをテープ送りして引き取るテープ剥離機構21の駆動剥離ローラ22と同軸の剥離ローラギア16(第6のギア)、剥離ローラギア16および搬送スプロケットギア14と噛み合う第五伝動ギア17(第7のギア)をさらに含んで構成されている。本実施の形態においては、上述の複数のギアを配列したテープ搬送部3により、単一のモータ5を駆動源として、搬送スプロケット6、位置決めスプロケット7および排出スプロケット8を回転駆動するようにしている。
これにより、テープ挿入口4aから導入されたキャリアテープ20を搬送スプロケット6によって位置決めスプロケット7まで搬送する。次いで位置決めスプロケット7によってキャリアテープ20を供給位置4bに位置決めする。さらに供給位置4bにて部品Pが取り出された後のキャリアテープ20を排出スプロケット8によってテープフィーダ1の下流側に排出する。このような構成により、テープフィーダ1においてキャリアテープ20を安定して確実に搬送することが可能となっている。
なお本実施の形態においては、第2のスプロケットである排出スプロケット8の径は、第1のスプロケットである位置決めスプロケット7の径よりも小さい寸法設定となっている。これにより、テープフィーダ1において部品実装装置に近接する側をコンパクトな形状にすることができ、部品実装装置において複数のテープフィーダ1が装着される部品供給部を小型化することが可能となる。
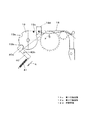
次に図4、図5を参照して、位置決めスプロケット7、排出スプロケット8の上面を覆うとともに、キャリアテープ20を位置決めスプロケット7、排出スプロケット8に押し付けて係合させる開閉カバー18の構成および機能について説明する。図4(a)は、開閉カバー18を保持した開閉カバー保持部19(カバー保持部)を、本体部2に固定されたブロック31に支持軸32よって軸支した状態における平面図である。なお図4(b)は、図4(a)に示す開閉カバー18を単体で示す平面図である。
開閉カバー18は下面側が開放された略U字断面を有する部材である。開閉カバー18の上面部は、キャリアテープ20に当接して押さえるカバー部18a(図3参照)となっている。カバー部18aには、供給位置4bにて部品Pを取り出すための部品取り出し開口部18bが設けられている。部品取り出し開口部18bは、部品Pを部品実装装置へ供給する供給部としての機能を有している。
さらにカバー部18aには、図4(a)に示すように開閉カバー18を本体部2に対して下降させて閉じた状態において、それぞれ位置決めスプロケット7の係合ピン7a、排出スプロケット8の係合ピン8aを逃がすための第1の逃がし部18d、第2の逃がし部18eが設けられている。さらに、カバー部18aには、第1の逃がし部18dが一方の側面まで切り欠かれた切り欠き部18cが設けられている。図4(b)に示すように、開閉カバー18には両側の側面が上流側に延出した基部18fが設けられている。さらに開閉カバー18には、カバー部18aが下流側に延出した係止部18g(図5参照)が設けられている。
図5において、ブロック31は矩形ブロック状の部材であり、本体部2に固定されている。ブロック31の下面側においてテープ搬送路4の上面との間には、略板形状のテープ押さえ部材30がテープ搬送路4に沿って配置されている。テープ押さえ部材30はテープ搬送路4に沿って搬送されるキャリアテープ20の上面に当接して、上方から押さえつける機能を有している(図6参照)。
テープ押さえ部材30はブロック31との間に配置されたバネ部材33によって下方に付勢されており、キャリアテープ20の厚み方向に変位可能となっている。これにより、厚み寸法の異なる複数種類のキャリアテープ20を搬送対象として、押さえ面に隙間を生じることなく、安定して搬送することが可能となっている。
ブロック31には、支持軸32を介して開閉カバー保持部19が支持軸32廻りの回転が自在に軸支されている。開閉カバー保持部19は一部が接線方向に延出した延出部19cを有する略円板形状の部材である。延出部19cには、図4(b)に示す開閉カバー18の基部18fが、ビス締結により固定される。このような構成により、開閉カバー18はテープフィーダ1の本体部2に対して開閉カバー保持部19によって開閉可能に保持される。
図5は、開閉カバー保持部19によって保持された開閉カバー18が閉じた状態を示している。この状態では、前カバー9に設けられたロック機構によって開閉カバー18は閉状態に保たれる。すなわち前カバー9は、基部9bに対して上下方向にスライド可能で(矢印d)、且つ付勢バネ部材9cによって下方に付勢された昇降部9aを備えている。昇降部9aのスライド動作は、昇降部9aに設けられた長穴部9eと基部9bに設けられたピン9dとを組み合わせたガイド機構によってガイドされる。
昇降部9aの上部には係止ピン9f(図4(a)参照)が設けられており、係止ピン9fは開閉カバー18の下流側の端部から延出した係止部18gを係止可能な形状となっている。開閉カバー18を閉じるには、先ず昇降部9aを持ち上げて係止ピン9fを上昇させ、この状態で開閉カバー18を閉じて係止部18gを係止ピン9fの下方に位置させる。次いでこの状態で昇降部9aを下降させて、係止ピン9fを係止部18gに当接させる。これにより、係止部18gは付勢バネ部材9cの付勢力により下方に押さえ込まれてロックされ、開閉カバー18の閉状態が保持される。
この閉状態から開閉カバー18を開状態にするには、図9に示す開動作を行う。すなわち先ず昇降部9aを付勢バネ部材9cの付勢力に抗して上昇させ、係止ピン9fにより係止部18gを押さえ込んだロック状態を解除する。次いで開閉カバー18を持ち上げて図9に示す開状態にする(矢印m)。
本実施の形態における開閉カバー保持部19には、上述の開閉動作において、開状態および閉状態での開閉カバー保持部19の位置決めを行う以下に説明する構成の位置決め部が設けられている。すなわち、図12に示すように、開閉カバー保持部19の外周には、開閉カバー18の開閉状態に対応した第1の係合部19a、第2の係合部19bの2つの凹部が形成されている。
さらに開閉カバー保持部19の外周にはこれらの第1の係合部19a、第2の係合部19bに係合可能な位置決め凸部40aが設けられた位置決め部材40が配置されている。位置決め部材40は支点40b廻りに回動可能となっており、位置決め凸部40aの反対端に結合された付勢バネ部材41によって矢印q方向、すなわち位置決め凸部40aを第1の係合部19a、第2の係合部19bに係合させる方向に付勢されている。これにより、以下に示すような開閉カバー18の開閉時の位置決めが行われる。
先ず開閉カバー18を開状態とする場合には、図13に示すように、開閉カバー18を持ち上げることにより(矢印r)、開閉カバー保持部19を回転させて位置決め凸部40aを第1の係合部19aに係合させる。また開閉カバー18を閉状態とする場合には、図12に示すように、位置決め凸部40aを第2の係合部19bに係合させる。
これにより、開閉カバー18の開閉状態に応じた開閉カバー保持部19の位置決めが可能となる。すなわち本実施の形態では、開閉カバー保持部19は、開閉カバー18が開いた位置で位置決め凸部40aと係合する第1の係合部19aを有し、開閉カバー18が閉じた位置で位置決め凸部40aと係合する第2の係合部19bを有する構成となっている。
なお、図12に示す開閉カバー18の閉状態において、テープ搬送部3を構成する位置決めスプロケット7、排出スプロケット8へのキャリアテープ20の係合状態を安定させるため、開閉カバー18をテープ搬送部3に対して押圧する付勢力Fが作用していることが望ましい。この付勢力Fを簡便な構成によって実現するため、開閉カバー18を開閉カバー保持部19に結合する延出部19cに、上述の付勢力Fを作用させる機能を有する付勢手段19dを設けることが望ましい。付勢手段19dとしては、例えば弦巻ばねなど回転方向の弾発力を発生する弾性部材を用いることができる。
次に図4,図5を参照して、キャリアテープ20から剥離されたカバーテープ20aを引き取るテープ剥離機構21の構成および機能を説明する。図5に示すように、テープ搬送路4において位置決めスプロケット7の上流側の斜行部には、テープ剥離機構21が配置されている。テープ剥離機構21は、キャリアテープ20から剥離されたカバーテープ20aを引き取る一対のローラである駆動剥離ローラ22、従動剥離ローラ23を備えている。
駆動剥離ローラ22、従動剥離ローラ23は、外周に相互に噛み合う歯部が設けられた歯付きローラであり、噛み合った歯部の間にカバーテープ20aを挟み込むことにより、キャリアテープ20からカバーテープ20aを引き取る機能を有している。図5に示すように、これら1対のローラのうち一方の駆動剥離ローラ22は、開閉カバー保持部19に回転可能に設けられている。また1対のローラの片方である従動剥離ローラ23は、ブロック31の下面側にテープ搬送路4に沿って配置されたテープ押さえ部材30の下流側の端部に回転可能に設けられている。
テープ搬送路4においてテープ押さえ部材30の下流側には、テープ搬送路4の上面に沿って供給位置4bの手前に至る位置までテープカバー24が設けられている。テープカバー24はテープ押さえ部材30に固定されており、テープ押さえ部材30とともにキャリアテープ20の厚み方向に変位可能となっている。テープカバー24は、テープ剥離機構21によってカバーテープ20aが剥離されたキャリアテープ20の上面を覆う第1のカバーとして機能する。
すなわちカバーテープ20aが剥離された状態のキャリアテープ20においては、ポケット20bが露呈されて収納された部品Pが不安定となる。テープカバー24によってキャリアテープ20の上面を覆うことにより、カバーテープ20aが剥離された後のキャリアテープ20を、部品Pの脱落などの不具合を生じることなく、安定して搬送することができる。
なお、テープカバー24の下流側の先端部を、カバーテープ20aをキャリアテープ20から剥離する剥離部24aとして機能させることも可能である(図10,図11参照)。この場合には、テープカバー24はキャリアテープ20を押さえるとともにカバーテープ20aを剥離する剥離部24aが設けられた第1のカバーとなっている。
本実施の形態に示すテープフィーダ1において、第1のカバーであるテープカバー24は、1対の駆動剥離ローラ22、従動剥離ローラ23の上流にてキャリアテープ20を押さえるテープ押さえ部材30に固定して設けられている。また第2のカバーである開閉カバー18は、部品Pを部品実装装置へ供給する供給部としての部品取り出し開口部18bが設けられ、テープフィーダ1の本体に対して開閉自在に設けられた構成となっている。
次に、テープ剥離機構21の駆動機構について説明する。図4に示すように、駆動剥離ローラ22は剥離ローラギア16と同軸に設けられている。また剥離ローラギア16と噛み合う第五伝動ギア17は開閉カバー保持部19と同軸に設けられている。また開閉カバー保持部19において、駆動剥離ローラ22は同軸の剥離ローラギア16が第五伝動ギア17と噛み合う位置に配置されている(図2も参照)。
したがって開閉カバー18の開閉に伴う開閉カバー保持部19の回転において、剥離ローラギア16は常に第五伝動ギア17と噛み合った状態にあり、開閉カバー保持部19の回転において剥離ローラギア16は第五伝動ギア17の外周に沿って転動する。この転動においては、剥離ローラギア16の位置に拘わらず剥離ローラギア16には第五伝動ギア17から回転が伝達され、駆動剥離ローラ22が回転駆動される。
すなわち上記構成においては、第五伝動ギア17は一方の駆動剥離ローラ22と同軸の剥離ローラギア16(ローラギヤ)が外周に沿って転動自在に設けられたローラ駆動ギアとなっている。そして1対のローラのうち一方の駆動剥離ローラ22は、開閉カバー保持部19の開閉に伴って第五伝動ギア17の外周に沿った転動を行うとともに、ローラ駆動ギアである第五伝動ギア17およびローラギアである剥離ローラギア16を介して回転駆動されるようになっている。
このようにして回転駆動される駆動剥離ローラ22は、図5に示すように、開閉カバー18が閉じられた状態においてのみ、従動剥離ローラ23と噛み合う。すなわち、本実施の形態におけるテープ剥離機構21は、開閉カバー18が閉じた状態においてのみ駆動剥離ローラ22と従動剥離ローラ23との間にカバーテープ20aを挟み込んで引き取る機能を果たすように構成されている。
次に、図6,図7を参照して、テープ剥離機構21を構成する従動剥離ローラ23およびテープ剥離機構21に搬送されるキャリアテープ20をガイドするガイド機構の詳細構成を説明する。図6(a)は、テープ押さえ部材30の下流側端部においてキャリアテープ20の搬送方向と直交する方向の断面を示している。図6(a)において、本体部2の上面はキャリアテープ20を搬送するテープ搬送面2iとなっている。テープ搬送面2iにはテープ搬送路4が開口しており、搬送状態においてキャリアテープ20は、テープ搬送路4にポケット20bを位置させた姿勢でセットされる。このセット状態では、キャリアテープ20はテープ搬送面2iに当接し、テープ押さえ部材30の下面に凸設された凸部30aがカバーテープ20aの上面に当接している。
図6(b)に示すように、テープ押さえ部材30の上面に形成された凹部30b、ブロック31の下面に形成された凹部31aには、弾性体であるバネ部材33が装着されている。バネ部材33は圧縮バネであり、固定されたブロック31と厚み方向に変位可能なテープ押さえ部材30との間に押し付け方向の付勢力を作用させる。これにより、テープ押さえ部材30の下面に形成された凸部30aはカバーテープ20aに当接して、キャリアテープ20をテープ搬送面2iに対して押圧する(矢印e)。
上記構成において、テープ押さえ部材30は、弾性体としてのバネ部材33によってテープフィーダ1の本体部2に固定されたブロック31と接続された形態となっている。これにより、搬送対象のキャリアテープ20に厚みの差を吸収することが可能となる。またテープ押さえ部材30は、キャリアテープ20の上面のカバーテープ20aに当接可能な凸部30aを有している。これにより、テープ押さえ部材30によってキャリアテープ20を押さえつける構成において、テープ押さえ部材30がカバーテープ20aに密着して円滑なスライド動作を妨げる不具合を防止することができる。
図6(a)において、テープ押さえ部材30の一方側の側端部に設けられた軸受け部34には、ベアリング35を介して剥離ローラ支持軸36が回転自在に保持されている。剥離ローラ支持軸36には、従動剥離ローラ23を構成するローラ部材37が結合されている。ローラ部材37は外周に駆動剥離ローラ22と噛み合う歯部が設けられた歯付きローラ部材であり、その外周には2条の円周溝部37aが形成されている。
円周溝部37aには、図7に示す巻き込み防止部材38が、ローラ部材37の剥離ローラ支持軸36廻りの回転を許容する形態で係合している。巻き込み防止部材38は、円周溝部37aの内周にEリング形式で係合するプレート部材であり、その上流側端部はブロック31に固定されている(図7参照)。
すなわちローラ部材37は、剥離ローラ支持軸36廻りに軸支されるとともに、巻き込み防止部材38によって回転が許容された状態で保持されている。なお、図4においては巻き込み防止部材38の図示を省略している。また駆動剥離ローラ22についても、同様構成の巻き込み防止部材38が装着されている。ローラ部材37に形成された円周溝部37aに巻き込み防止部材38が嵌入する形で存在することにより、以下のような効果を得る。
1対の駆動剥離ローラ22、従動剥離ローラ23によってカバーテープ20aを挟み込んで引き取るテープ剥離においては、挟み込まれたカバーテープ20aがいずれかの剥離ローラに巻き付いて正常なテープ引き取りが阻害されるテープ巻き込みが発生する虞がある。この不具合に対し、本実施の形態に示すような巻き込み防止部材38を備えることにより、駆動剥離ローラ22、従動剥離ローラ23の外周へのカバーテープ20aの巻き込みが防止される。
すなわち、巻き込み防止部材38は、1対の駆動剥離ローラ22、従動剥離ローラ23よって引き取られたカバーテープ20aが巻き込まれることを防止する巻き込み防止部として機能している。そして1対の駆動剥離ローラ22、従動剥離ローラ23の片方である従動剥離ローラ23は、テープフィーダ1の本体部2に固定されたブロック31に、巻き込み防止部としての巻き込み防止部材38を介して連結された形態となっている。
上述構成において、テープ剥離機構21の従動剥離ローラ23は、剥離ローラ支持軸36を介してテープ押さえ部材30に装着された保持形態となっている。これにより、対象となるキャリアテープ20の厚みが変化しても、テープ押さえ部材30とともに従動剥離ローラ23もキャリアテープ20の厚み方向に移動し、従動剥離ローラ23のカバーテープ20aからの距離が一定に保たれる。
図6(a)において、テープ搬送路4の底面には、1対のローラより成るテープ剥離機構21に対応した位置(図7参照)に、エア噴出孔2hが開口している。エア噴出孔2hは、エアジョイント2d(図1参照)およびエア供給孔2gを介して供給されるエアを、駆動剥離ローラ22と従動剥離ローラ23との間に噴射する。これにより、キャリアテープ20から剥離されたカバーテープ20aの先端を吹き上げて、駆動剥離ローラ22と従動剥離ローラ23との間に導入する。
すなわちエアを供給するエアジョイント2d、エア供給孔2g、エア噴出孔は、キャリアテープ20のテープ搬送路4による搬送経路において1対のローラである駆動剥離ローラ22と従動剥離ローラ23に対応する位置に設けられ、エア噴出孔から噴射された気体の流れを用いてカバーテープ20aを駆動剥離ローラ22と従動剥離ローラ23との間に導入する導入部を構成している。このとき上述のように、従動剥離ローラ23のカバーテープ20aからの距離が一定に保たれることから、吹き上げられたカバーテープ20aの先端を駆動剥離ローラ22と従動剥離ローラ23によって確実に捕捉することができる。
本実施の形態に示す例では、上述の気体の流れとしてエア噴出孔から噴出されたエアを用いている。なお、エアを噴出する代わりに、駆動剥離ローラ22と従動剥離ローラ23との間に負圧を作用させ、この負圧を用いてカバーテープ20aを駆動剥離ローラ22と従動剥離ローラ23との間に導入するようにしてもよい。
図8は、上述の導入部によるカバーテープ20aの引き取り動作を示している。この引き取り動作は、開閉カバー18を閉じた状態で実行される自動剥離である。先ず図8(a)に示すように、予め先端部の所定長さのカバーテープ20aがキャリアテープ20から剥離された状態のキャリアテープ20がテープ搬送路4に沿って搬送される(矢印g)。このとき、テープ剥離機構21においては、1対の駆動剥離ローラ22、従動剥離ローラ23は、駆動剥離ローラ22が回転駆動されることによっていずれも回転状態にある(矢印i,j)。そしてテープ搬送路4に設けられたエア噴出孔からは導入用のエアが噴出している(矢印h)。
この状態で搬送が継続されると、図8(b)に示すように、剥離された先端部のカバーテープ20aがテープ剥離機構21に到達する。これにより、エア噴出孔から噴出するエアの作用により、先端部のカバーテープ20aは吹き上げられて、駆動剥離ローラ22と従動剥離ローラ23との間に導入される。そしてカバーテープ20aが回転する駆動剥離ローラ22と従動剥離ローラ23によって挟み込まれることにより、図8(c)に示すように、カバーテープ20aはキャリアテープ20から剥離されて引き取られる。
図9は、上述の自動剥離の後に開閉カバー18を開にした状態を示している。先ず前カバー9の昇降部9aを昇降させて(矢印k)、係止ピン9fによる係止部18gの係止を解除する。次いで開閉カバー18を持ち上げて(矢印m)、開閉カバー保持部19を支持軸32廻りに回動させ、図13に示すように、位置決め凸部40aを第1の係合部19aに係合させる。これにより、開閉カバー18は本体部2に対して開状態に保たれる。
次に、図10、図11を参照して、上述のテープ剥離機構21による自動剥離を用いずに、テープカバー24の剥離部24aを用いてカバーテープ20aの剥離を行う形態について説明する。本実施の形態のように、複数種類のキャリアテープ20を作業対象とする場合には、対象となるキャリアテープ20によってカバーテープ20aの剥離特性が異なる。すなわち図8に示す自動剥離が問題なく適用できるテープ種類のみならず、動作エラーなく自動剥離を行うことが困難なテープ種類が存在する。
このため、本実施の形態では自動剥離の適用が困難なテープ品種については、以下に説明するように、テープカバー24の剥離部24aを用いてカバーテープ20aの剥離を行う。この形態では先ず図10に示すように、開閉カバー18を開状態とする(矢印n)。この状態でテープ搬送路4に沿ってキャリアテープ20をテープ送りし、テープカバー24の下面側を通過させてその先端部を位置決めスプロケット7、排出スプロケット8の上方を経由して前カバー9に到達させる。これにより、テープカバー24の下流側において、カバーテープ20aが露呈される。
次いで露呈したカバーテープ20aをキャリアテープ20から引きはがして、図10に示すように、第1のカバーであるテープカバー24の下流端部の剥離部24aにて上流側へ折り返すことによって剥離させる。剥離されたカバーテープ20aは、開閉カバー18とテープカバー24の間を通じて上流側のカバーテープ収納部2bまで導かれる(矢印o)。
次いで図11に示すように、開閉カバー18を閉じて前カバー9によって係止する。すなわち前カバー9の昇降部9aに付勢バネ部材9cに下向きの付勢力を作用させ(矢印p)、係止ピン9fによって開閉カバー18の係止部18gを下方に押圧する。この状態では、開閉カバー保持部19に固定された駆動剥離ローラ22は従動剥離ローラ23と噛み合う位置にある。これにより、カバーテープ20aは1対の駆動剥離ローラ22と従動剥離ローラ23によって挟み込まれて、上流側へ引き取られる。
すなわちテープカバー24の剥離部24aを用いた剥離形態では、カバーテープ20aは第1のカバーであるテープカバー24の剥離部24aにて、キャリアテープ20の搬送方向とは逆向きに折返されることによって剥離される。そして剥離部24aによって剥離されたカバーテープ20aは、第1のカバーであるテープカバー24と第2のカバーである開閉カバー18の間を通じて1対の駆動剥離ローラ22と従動剥離ローラ23によって引き取られる。
換言すれば、本実施の形態に示すテープフィーダ1は、前述の自動剥離を行うための第1の剥離経路と、テープカバー24の剥離部24aを用いてカバーテープ20aを剥離するための第2の剥離経路を備えた構成となっている。
すなわち、第1の剥離経路は、キャリアテープ20が搬送されるテープ搬送路4と、キャリアテープ20の先端にあるカバーテープ20aを挟み込んで、キャリアテープ20からカバーテープ20aを剥離する一対の駆動剥離ローラ22、従動剥離ローラ23とを有する構成となっている。
また第2の剥離経路は、キャリアテープ20が搬送されるテープ搬送路4と、キャリアテープ20を押えるとともにキャリアテープ20の搬送方向側の端部にキャリアテープ20からカバーテープ20aを剥離する剥離部24aが設けられたテープカバー24と、剥離部24aで剥離されたカバーテープ20aを一対の駆動剥離ローラ22、従動剥離ローラ23へ導く経路とを有する構成となっている。
次に図14,図15,図16を参照して、本実施の形態に示すテープフィーダ1が備えたテープ搬送部3におけるバックラッシュの調整機能について説明する。テープフィーダ1において、供給位置4bにおける部品の停止位置精度を高精度に確保するには、駆動源であるモータ5が発生したトルクを精度よく位置決めスプロケット7に伝達することが求められる。このため、本実施の形態に示すテープ搬送部3では、トルク伝達の枢要箇所におけるバックラッシュの調整を高精度に且つ作業性よく行えるよう、以下のような構成を採用している。
図14は、テープ搬送部3においてモータ5が発生したトルクを位置決めスプロケット7に伝達する伝達経路を示している。この伝達経路において、モータ5と駆動ギア50、第一伝動ギア51と第二伝動ギア52、位置決めスプロケット7と位置決めスプロケットギア11とはそれぞれ同軸であることから、回転伝達誤差が発生する可能性がある箇所は、駆動ギア50から第一伝動ギア51への伝達箇所、第二伝動ギア52から第三伝動ギア15を介して位置決めスプロケットギア11への伝達箇所に限られる。
このため本実施の形態では、上述の2つの伝達箇所におけるバックラッシュの調整を高精度且つ作業性よく行えるよう、調整対象となる少なくとも一つのギアを回転自在に支持するとともに、テープフィーダ1の本体部2に対して変位可能な支持部材を設けるようにしている。
先ず、少なくとも一つのギアには、モータ5と同軸に設けられる駆動ギア50が含まれている。そしてモータ取付部材5aはモータ5および駆動ギア50を支持しており、モータ取付部材5aの位置を微調整することにより、駆動ギア50と第一伝動ギア51との相対位置を微調整して(矢印s)、バックラッシュを調整する。ここでモータ取付部材5aは支持軸5bを介してテープフィーダ1の本体部2に接続されており、モータ取付部材5aは支持軸5b周りに回動する変位が可能となっている。
次に、少なくとも一つのギアには、位置決めスプロケットギア11と第二伝動ギア52に噛み合う第三伝動ギア15が含まれている。そして第三伝動ギア15を支持するスライド部材15aはテープフィーダ1の本体部2に形成されたガイド溝43(図2も参照)に嵌合している。すなわちスライド部材15aはテープフィーダ1の本体部2に対して、ガイド溝43のガイド面43aによって矢印tで示される所定方向にガイドされている。ここで矢印tで示される所定方向とは、第三伝動ギア15と位置決めスプロケットギア11および第二伝動ギア52との相対位置を併せて微調整可能な方向であり、スライド部材15aはこの所定方向へスライドする変位が可能となっている。
そして上述のモータ取付部材5a、スライド部材15aは、モータ取付部材5aの支持軸5b周りに回動する変位、スライド部材15aの所定方向へスライドする変位を、それぞれ図15に示す位置調整ツールによって調整可能に取り付けられている。すなわち、モータ取付部材5a、スライド部材15aのそれぞれに設けられた調整用開口42に、以下に説明する位置調整ツール44を嵌合させて所定の調整動作を行うことにより、モータ取付部材5a、スライド部材15aの位置の微調整が実行される。そして微調整が実行された後には、それぞれ固定ねじ5c、15dを締結することにより、モータ取付部材5a、スライド部材15aを本体部2に対して固定する。
図15は、この微調整に使用される位置調整ツール44の構成および調整動作を示している。図15(a)に示すように、位置調整ツール44は円形部材46に円柱棒状の操作用部材45を結合し、操作用部材45の先端部を円形部材46から突出させた突起部45aを有する構成となっている。
位置調整ツール44は偏心ツールであり、図15(b)に示すように、操作用部材45の軸線は円形部材46の中心に対して所定の偏心量eだけ偏心して設けられている。本体部2においてモータ取付部材5a、スライド部材15aに形成された調整用開口42に対応する位置には、突起部45aを嵌合させるための嵌合部2jが設けられている。
位置調整ツール44によってモータ取付部材5a、スライド部材15aの位置を微調整するには、図15(c)に示すように、円形部材46をモータ取付部材5a、スライド部材15aに設けられた調整用開口42に嵌合させるとともに、突起部45aを嵌合部2jに嵌合させる。そしてこの状態で操作用部材45を回転操作して(矢印u)、円形部材46を操作用部材45廻りに回転させる。このとき、操作用部材45の回転方向および回転量を調整することにより、モータ取付部材5a、スライド部材15aを所望の調整量だけ変位させることができる(矢印v)。
この位置調整に際しては、図16に示すように、先ず固定ねじ5c、15dを緩めてモータ取付部材5a、スライド部材15aを変位可能な状態にして、図15(c)に示す作業動作を行う。すなわち、モータ取付部材5a、スライド部材15aの調整用開口42に順次位置調整ツール44を挿入して、図15(c)に示す操作、すなわち操作用部材45を所要量だけ回転させる操作(矢印x,y)を行う。
この操作により、モータ取付部材5aは、駆動ギア50が矢印s方向に移動するように支持軸5b廻りに変位する。同様にスライド部材15aは、第三伝動ギア15が矢印t方向にスライドするように変位する。そしてこの変位により、駆動ギア50と第一伝動ギア51、第三伝動ギア15と位置決めスプロケットギア11および第二伝動ギア52のそれぞれの噛み合い部のバックラッシュの調整が行われる。このようにしてバックラッシュの調整を行った後には、固定ねじ5c、15dを締結して、モータ取付部材5a、スライド部材15aの位置固定が行われる。
上記説明したように、本実施の形態に示すテープフィーダ1は、部品が収納された複数のポケット20bを有しポケット20bを封止するカバーテープ20aが貼付されたキャリアテープ20を搬送して、部品を部品実装装置へ供給するテープフィーダ1であって、キャリアテープ20に係合してキャリアテープ20を搬送するテープ搬送部3と、キャリアテープ20をテープ搬送部3に係合させる開閉カバー18と、開閉カバー18をテープフィーダ1の本体部2に対して開閉可能に保持する開閉カバー保持部19と、キャリアテープ20から剥離されたカバーテープ20aを引き取る一対の駆動剥離ローラ22、従動剥離ローラ23を備え、一対の駆動剥離ローラ22、従動剥離ローラ23のうち一方の駆動剥離ローラ22は、開閉カバー保持部19に回転可能に設けられる構成となっている。この構成により、開閉カバー18の開閉と一対の駆動剥離ローラ22、従動剥離ローラ23の開閉とを単一動作で同時に行うことができ、キャリアテープ20のセットのための準備作業を簡略化して作業効率を向上させることができる。
また本実施の形態に示すテープフィーダ1は、上述と同様構成のテープフィーダ1であって、カバーテープ20aを挟み込んで引き取ることによりキャリアテープ20からカバーテープ20aを剥離する1対の駆動剥離ローラ22、従動剥離ローラ23と、キャリアテープ20を押さえるとともにカバーテープ20aを剥離する剥離部24aが設けられたテープカバー24とを備え、2種類の剥離方式を選択的に実行可能な構成としている。この構成により、特性が異なる複数種類のキャリアテープ20を対象とする場合にあっても、キャリアテープ20の特性に応じた剥離方式によって、キャリアテープ20からカバーテープ20aを確実に剥離し、実装ミスの発生を抑制することができる。
また本実施の形態に示すテープフィーダ1は、上述と同様構成のテープフィーダ1であって、キャリアテープ20に設けられた送り孔20cに係合して回転し、部品実装装置への供給位置4bに部品を搬送する位置決めスプロケット7と、部品が供給された後のキャリアテープ20の送り孔20cに係合して回転し、キャリアテープ20をテープフィーダ1から排出する排出スプロケット8とを備え、排出スプロケット8の径を位置決めスプロケット7の径よりも小さく設定している。これにより、排出スプロケット8を備えた構成のテープフィーダ1において、先端部分を小型化して、コンパクト化を実現することができる。
また本実施の形態に示すテープフィーダ1は、上述と同様構成のテープフィーダ1であって、キャリアテープ20が搬送されるテープ搬送路4上に設けられカバーテープ20aを挟み込んで引き取る一対の駆動剥離ローラ22、従動剥離ローラ23と、キャリアテープ20の上面を押えるとともに、キャリアテープ20の厚み方向に変位可能なテープ押さえ部材30とを備えた構成において、一対のローラの片方である従動剥離ローラ23は、テープ押さえ部材30に回転可能に設けられている。これにより、一対のローラによってカバーテープ20aの引き取りを行う構成において、薄いキャリアテープ20を対象とする場合にあっても安定してカバーテープ20aの引き取りを行える。
また本実施の形態に示すテープフィーダ1は、上述と同様構成のテープフィーダ1であって、キャリアテープ20に設けられた送り孔20cに係合して回転し部品実装装置への供給位置に部品を搬送する搬送する位置決めスプロケット7と、位置決めスプロケット7を回転させるトルクを発生するモータ5と、トルクを位置決めスプロケット7伝達する少なくとも一つギアを備え、少なくとも一つのギアを回転自在に支持するとともに、テープフィーダ1の本体部2に対して変位可能なモータ取付部材5a、スライド部材15aを有する構成としている。これにより、バックラッシュの調整を容易に行うことができ、高い部品停止位置精度を確保することができる。