JP2020002397A - 電気分解装置および電極製造方法 - Google Patents
電気分解装置および電極製造方法 Download PDFInfo
- Publication number
- JP2020002397A JP2020002397A JP2018120823A JP2018120823A JP2020002397A JP 2020002397 A JP2020002397 A JP 2020002397A JP 2018120823 A JP2018120823 A JP 2018120823A JP 2018120823 A JP2018120823 A JP 2018120823A JP 2020002397 A JP2020002397 A JP 2020002397A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- cathode
- anode
- metal
- metal powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005868 electrolysis reaction Methods 0.000 title claims abstract description 67
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 239000000843 powder Substances 0.000 claims abstract description 623
- 229910052723 transition metal Inorganic materials 0.000 claims abstract description 257
- 150000003624 transition metals Chemical class 0.000 claims abstract description 257
- 229910052751 metal Inorganic materials 0.000 claims abstract description 239
- 239000002184 metal Substances 0.000 claims abstract description 239
- 239000000203 mixture Substances 0.000 claims abstract description 164
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical group [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims abstract description 130
- 239000000956 alloy Substances 0.000 claims abstract description 97
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 97
- 239000002131 composite material Substances 0.000 claims abstract description 15
- 238000003825 pressing Methods 0.000 claims abstract description 9
- 238000002844 melting Methods 0.000 claims description 32
- 230000008018 melting Effects 0.000 claims description 32
- 239000007864 aqueous solution Substances 0.000 claims description 25
- 239000011230 binding agent Substances 0.000 claims description 23
- 239000002245 particle Substances 0.000 claims description 17
- 238000010304 firing Methods 0.000 claims description 10
- 238000002156 mixing Methods 0.000 claims description 10
- 230000005611 electricity Effects 0.000 claims description 7
- 238000002360 preparation method Methods 0.000 claims description 7
- 238000006722 reduction reaction Methods 0.000 claims description 4
- 238000000034 method Methods 0.000 claims description 3
- 238000007254 oxidation reaction Methods 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 239000010419 fine particle Substances 0.000 claims 1
- 239000000155 melt Substances 0.000 claims 1
- 238000006555 catalytic reaction Methods 0.000 abstract description 38
- 230000003197 catalytic effect Effects 0.000 abstract description 37
- 229910052697 platinum Inorganic materials 0.000 abstract description 31
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 173
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 149
- 239000010949 copper Substances 0.000 description 147
- 239000011701 zinc Substances 0.000 description 62
- 239000011572 manganese Substances 0.000 description 45
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 44
- 239000010936 titanium Substances 0.000 description 43
- 239000000446 fuel Substances 0.000 description 39
- 229910052802 copper Inorganic materials 0.000 description 34
- 229910052742 iron Inorganic materials 0.000 description 34
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 34
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 29
- 239000011651 chromium Substances 0.000 description 29
- 229910052759 nickel Inorganic materials 0.000 description 29
- 239000010955 niobium Substances 0.000 description 27
- 239000007788 liquid Substances 0.000 description 25
- 239000005518 polymer electrolyte Substances 0.000 description 23
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 20
- 239000001257 hydrogen Substances 0.000 description 20
- 229910052739 hydrogen Inorganic materials 0.000 description 20
- 229910052709 silver Inorganic materials 0.000 description 20
- 239000004332 silver Substances 0.000 description 20
- 229910052725 zinc Inorganic materials 0.000 description 20
- 239000012528 membrane Substances 0.000 description 17
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 16
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 16
- 239000003054 catalyst Substances 0.000 description 16
- 229910052750 molybdenum Inorganic materials 0.000 description 16
- 239000011733 molybdenum Substances 0.000 description 16
- 229910052719 titanium Inorganic materials 0.000 description 16
- 238000006243 chemical reaction Methods 0.000 description 15
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 14
- 239000001301 oxygen Substances 0.000 description 14
- 229910052760 oxygen Inorganic materials 0.000 description 14
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 13
- 229910052804 chromium Inorganic materials 0.000 description 13
- 229910052748 manganese Inorganic materials 0.000 description 13
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 12
- 229910017052 cobalt Inorganic materials 0.000 description 12
- 239000010941 cobalt Substances 0.000 description 12
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 12
- 239000007789 gas Substances 0.000 description 12
- 229910052758 niobium Inorganic materials 0.000 description 12
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 12
- 239000007787 solid Substances 0.000 description 12
- 238000003860 storage Methods 0.000 description 11
- 229910044991 metal oxide Inorganic materials 0.000 description 8
- 150000004706 metal oxides Chemical class 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 238000006356 dehydrogenation reaction Methods 0.000 description 6
- 238000009792 diffusion process Methods 0.000 description 6
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 4
- 238000010349 cathodic reaction Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- -1 hydrogen ions Chemical class 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 101710134784 Agnoprotein Proteins 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 239000003014 ion exchange membrane Substances 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 125000000542 sulfonic acid group Chemical group 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- CLSUSRZJUQMOHH-UHFFFAOYSA-L platinum dichloride Chemical compound Cl[Pt]Cl CLSUSRZJUQMOHH-UHFFFAOYSA-L 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 239000012495 reaction gas Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
Description
11 陽極(電極)
12 陰極(電極)
13 固体高分子電解質膜
14 陽極給電部材
15 陰極給電部材
16 陽極用貯水槽
17 陰極用貯水槽
18 陽極主電極
19 陰極主電極
20 膜/電極接合体
21 前面
22 後面
23 流路(通路孔)
24 ポーラス構造のアロイ薄板電極
25 金属粉体混合物
26 通流口
27 外周縁
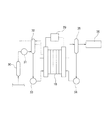
28 水素ガス生成システム
29 直流電源
30 貯水タンク
31 給水ポンプ
32 酸素気液分離器
33 循環ポンプ
34 循環ポンプ
35 水素気液分離器
36 ボンベ
37 固体高分子形燃料電池
38 燃料極
39 空気極
40 セパレータ
41 セパレータ
42 ガス拡散層
43 ガス拡散層
44 ガスシール
45 ガスシール
46 導線
47 負荷
48 遷移金属
49 粉体
50 金属薄板
L1 厚み寸法
Claims (15)
- 陽極および陰極と、前記陽極と前記陰極との間に位置してそれら極を接合する電極接合体膜とを備え、前記陽極および前記陰極に電気を通電し、該陽極で酸化反応を起こすとともに該陰極で還元反応を起こすことで所定の水溶液を化学分解する電気分解装置において、
前記陽極および前記陰極が、各種の遷移金属から選択された少なくとも3種類の遷移金属から形成され、前記選択された少なくとも3種類のそれら遷移金属の粉体を均一に混合・分散した金属粉体混合物を所定面積の薄板状に圧縮した後に焼成して多数の微細な流路を形成したポーラス構造のアロイ薄板電極であり、前記陽極および前記陰極では、前記選択された少なくとも3種類の遷移金属の仕事関数の合成仕事関数が白金族元素の仕事関数に近似するように、前記各種の遷移金属の中から少なくとも3種類の遷移金属が選択されていることを特徴とする電気分解装置。 - 前記陽極および前記陰極の厚み寸法が、0.03mm〜0.3mmの範囲にある請求項1に記載の電気分解装置。
- 前記陽極および前記陰極が、Niの粉体を主成分として0.03mm〜0.3mmの範囲の厚み寸法に成形されたポーラス構造のアロイ薄板電極であり、前記ポーラス構造のアロイ薄板電極では、前記Niの仕事関数と該Niを除く他の少なくとも2種類の遷移金属の仕事関数との合成仕事関数が前記白金族元素の仕事関数に近似するように、前記各種の遷移金属の中からNiの粉体を除く他の少なくとも2種類の遷移金属の粉体が選択されている請求項2に記載の電気分解装置。
- 前記Niの粉体の前記金属粉体混合物の全重量に対する重量比が、30%〜50%の範囲、前記Niの粉体を除く1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、20%〜50%の範囲にあり、前記Niの粉体を除く他の少なくとも1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、3%〜20%の範囲にある請求項3に記載の電気分解装置。
- 前記陽極および前記陰極が、Feの粉体を主成分として0.03mm〜0.3mmの範囲の厚み寸法に成形されたポーラス構造のアロイ薄板電極であり、前記ポーラス構造のアロイ薄板電極では、前記Feの仕事関数と該Feを除く他の少なくとも2種類の遷移金属の仕事関数との合成仕事関数が前記白金族元素の仕事関数に近似するように、前記各種の遷移金属の中からFeの粉体を除く他の少なくとも2種類の遷移金属の粉体が選択されている請求項2に記載の電気分解装置。
- 前記Feの粉体の前記金属粉体混合物の全重量に対する重量比が、30%〜50%の範囲、前記Feの粉体を除く1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、20%〜50%の範囲にあり、前記Feの粉体を除く他の少なくとも1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、3%〜20%の範囲にある請求項5に記載の電気分解装置。
- 前記陽極および前記陰極が、Cuの粉体を主成分として0.03mm〜0.3mmの範囲の厚み寸法に成形されたポーラス構造のアロイ薄板電極であり、前記ポーラス構造のアロイ薄板電極では、前記Crの仕事関数と該Cuを除く他の少なくとも2種類の遷移金属の仕事関数との合成仕事関数が前記白金族元素の仕事関数に近似するように、前記各種の遷移金属の中からCuの粉体を除く他の少なくとも2種類の遷移金属の粉体が選択されている請求項2に記載の電気分解装置。
- 前記Cuの粉体の前記金属粉体混合物の全重量に対する重量比が、30%〜50%の範囲、前記Cuの粉体を除く1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、20%〜50%の範囲にあり、前記Cuの粉体を除く他の少なくとも1種類の遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、3%〜20%の範囲にある請求項7に記載の電気分解装置。
- 前記陽極および前記陰極の空隙率が、15%〜30%の範囲にあり、前記陽極および前記陰極の密度が、5.0g/cm2〜7.0g/cm2の範囲にある請求項1ないし請求項8いずれかに記載の電気分解装置。
- 前記遷移金属の粉体の粒径が、10μm〜200μmの範囲にある請求項1ないし請求項9いずれかに記載の電気分解装置。
- 前記陽極および前記陰極では、所定面積の薄板状に圧縮した前記金属粉体混合物の焼成時に最も融点の低い遷移金属の粉体が溶融し、溶融した遷移金属をバインダーとして他の遷移金属の粉体が接合され、前記バインダーとなる遷移金属の粉体の前記金属粉体混合物の全重量に対する重量比が、3%〜20%の範囲にある請求項1ないし請求項10いずれかに記載の電気分解装置。
- 電気分解装置に使用する陽極および陰極を製造する電極製造方法において、
前記電極製造方法が、各種の遷移金属から選択する少なくとも3種類の遷移金属の仕事関数の合成仕事関数が白金族元素の仕事関数に近似するように、前記各種の遷移金属の中から少なくとも3種類の遷移金属を選択する遷移金属選択工程と、前記遷移金属選択工程によって選択された少なくとも3種類の遷移金属の粉体を均一に混合・分散した金属粉体混合物を作る金属粉体混合物作成工程と、前記金属粉体混合物作成工程によって作られた金属粉体混合物を所定圧力で加圧して金属薄板を作る金属薄板作成工程と、前記金属薄板作成工程によって作られた金属薄板を所定温度で焼成して多数の微細な流路を形成した前記ポーラス構造のアロイ薄板電極を作るポーラス構造アロイ薄板電極作成工程とを有することを特徴とする電極製造方法。 - 前記金属粉体混合物作成工程が、前記遷移金属選択工程によって選択された少なくとも3種類の遷移金属を10μm〜200μmの粒径に微粉砕する請求項12に記載の電極製造方法。
- 前記金属薄板作成工程が、前記金属粉体混合物作成工程によって作られた金属粉体混合物を500Mpa〜800Mpaの圧力で加圧し、前記0.03mm〜0.3mmの厚み寸法を有して多数の微細な流路を形成した金属薄板を作る請求項12または請求項13に記載の電極製造方法。
- 前記ポーラス構造アロイ薄板電極作成工程が、前記遷移金属選択工程によって選択された少なくとも3種類の遷移金属のうちの融点が最も低い遷移金属の粉体を溶融させる温度で前記金属薄板を焼成する請求項12ないし請求項14いずれかに記載の電極製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120823A JP2020002397A (ja) | 2018-06-26 | 2018-06-26 | 電気分解装置および電極製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018120823A JP2020002397A (ja) | 2018-06-26 | 2018-06-26 | 電気分解装置および電極製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020002397A true JP2020002397A (ja) | 2020-01-09 |
Family
ID=69098964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018120823A Pending JP2020002397A (ja) | 2018-06-26 | 2018-06-26 | 電気分解装置および電極製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020002397A (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003041390A (ja) * | 1995-10-18 | 2003-02-13 | Tosoh Corp | 低水素過電圧陰極 |
| JP2016030844A (ja) * | 2014-07-28 | 2016-03-07 | 株式会社日本触媒 | 水蒸気電解用セル |
| JP2016519214A (ja) * | 2013-03-28 | 2016-06-30 | セーウーエフィ − クイミコス インドゥストリアイス エスィ.アー. | 炭化水素の直接アミノ化のための電極/電解質接合体、リアクタおよび方法 |
| JP2017095746A (ja) * | 2015-11-20 | 2017-06-01 | 鈴木 健治 | 水素生成装置および給湯システム |
-
2018
- 2018-06-26 JP JP2018120823A patent/JP2020002397A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003041390A (ja) * | 1995-10-18 | 2003-02-13 | Tosoh Corp | 低水素過電圧陰極 |
| JP2016519214A (ja) * | 2013-03-28 | 2016-06-30 | セーウーエフィ − クイミコス インドゥストリアイス エスィ.アー. | 炭化水素の直接アミノ化のための電極/電解質接合体、リアクタおよび方法 |
| JP2016030844A (ja) * | 2014-07-28 | 2016-03-07 | 株式会社日本触媒 | 水蒸気電解用セル |
| JP2017095746A (ja) * | 2015-11-20 | 2017-06-01 | 鈴木 健治 | 水素生成装置および給湯システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019244840A1 (ja) | 電極 | |
| WO2017026291A1 (ja) | 金属多孔体、燃料電池、及び金属多孔体の製造方法 | |
| CN107208294B (zh) | 镍合金多孔体的制造方法 | |
| EP3041082A1 (en) | Air battery and battery pack | |
| JP7281157B2 (ja) | 固体高分子形燃料電池及び電極製造方法 | |
| WO2020080530A1 (ja) | 電極及び電極製造方法 | |
| JP7199080B2 (ja) | 電気分解装置及び電極製造方法 | |
| JP7171030B2 (ja) | 電気分解装置の陽極及び陰極の製造方法 | |
| JP7193109B2 (ja) | 電極及び電極製造方法 | |
| JP2020002397A (ja) | 電気分解装置および電極製造方法 | |
| JP7171024B2 (ja) | 固体高分子形燃料電池の燃料極及び空気極の製造方法 | |
| JP7179314B2 (ja) | 電気分解装置の陽極及び陰極の製造方法 | |
| JP2020004527A (ja) | 固体高分子形燃料電池および電極製造方法 | |
| JP7281158B2 (ja) | 固体高分子形燃料電池及び電極製造方法 | |
| JP7141695B2 (ja) | 電気分解装置の陽極及び陰極の製造方法 | |
| JP2020064786A (ja) | 固体高分子形燃料電池 | |
| JP7171027B2 (ja) | 固体高分子形燃料電池の燃料極及び空気極の製造方法 | |
| JP2020019980A (ja) | 電気分解装置及び電極製造方法 | |
| JP7262739B2 (ja) | 電気分解装置の陽極及び陰極の製造方法 | |
| JP7193111B2 (ja) | カーボンナノチューブ電極又はカーボンナノホーン電極及び電極製造方法 | |
| JP7235284B2 (ja) | 固体高分子形燃料電池 | |
| WO2020045643A1 (ja) | 電極 | |
| JP7411920B2 (ja) | 電気分解装置の陽極及び陰極の製造方法 | |
| JP2020087812A (ja) | 電極及び電極製造方法 | |
| WO2020059783A1 (ja) | 電極 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20200407 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200617 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20210511 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210611 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220510 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230309 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230704 |