JP2019201144A - Production apparatus for component mounting system, component mounting apparatus, and inspection method for component mounting system - Google Patents
Production apparatus for component mounting system, component mounting apparatus, and inspection method for component mounting system Download PDFInfo
- Publication number
- JP2019201144A JP2019201144A JP2018095523A JP2018095523A JP2019201144A JP 2019201144 A JP2019201144 A JP 2019201144A JP 2018095523 A JP2018095523 A JP 2018095523A JP 2018095523 A JP2018095523 A JP 2018095523A JP 2019201144 A JP2019201144 A JP 2019201144A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- production
- substrate
- component
- component mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 358
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 108
- 238000000034 method Methods 0.000 title claims description 88
- 239000000758 substrate Substances 0.000 claims abstract description 221
- 230000008859 change Effects 0.000 claims abstract description 79
- 230000005856 abnormality Effects 0.000 claims abstract description 52
- 238000004891 communication Methods 0.000 claims description 22
- 238000003384 imaging method Methods 0.000 abstract description 46
- 230000008569 process Effects 0.000 description 79
- 230000032258 transport Effects 0.000 description 31
- 238000003860 storage Methods 0.000 description 26
- 238000012360 testing method Methods 0.000 description 23
- 238000012545 processing Methods 0.000 description 19
- 238000013461 design Methods 0.000 description 13
- 238000007639 printing Methods 0.000 description 10
- 238000012937 correction Methods 0.000 description 9
- 238000007726 management method Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000004044 response Effects 0.000 description 4
- 238000001179 sorption measurement Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 239000003990 capacitor Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
Images















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- General Factory Administration (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
この発明は、部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法に関する。 The present invention relates to a production apparatus for a component mounting system, a component mounting apparatus, and an inspection method for the component mounting system.
従来、基板を生産するための部品実装システムが知られている(たとえば、特許文献1参照)。 2. Description of the Related Art Conventionally, a component mounting system for producing a board is known (for example, see Patent Document 1).
上記特許文献1には、電子部品を実装した回路基板を生産するための部品実装ライン(部品実装システム)が開示されている。部品実装ラインは、半田印刷機、部品実装機などを備える。また、上記特許文献1には、部品実装ラインの生産を管理する生産管理コンピュータが開示されている。生産管理コンピュータは、部品実装ラインの部品実装機に、回路基板の生産用のNCプログラムを伝送する。部品実装機は、伝送されたNCプログラムに基づいて、回路基板に電子部品を実装して回路基板を生産する作業を行う。
また、生産管理コンピュータは、部品実装機にNCデータを伝送する前に、NCプログラムのデータに変更があるか否かを確認する。NCプログラムのデータに変更がある場合、生産管理コンピュータは、NCプログラムのデータ変更内容を作業者に通知する。作業者は、通知されたNCプログラムのデータ変更内容に問題があるか否かを判断して、生産管理コンピュータに指示を入力する。作業者によりデータ変更内容に問題がないという指示が入力された場合、生産管理コンピュータは、データに変更があるNCプログラムを部品実装機に伝送する。部品実装機は、データに変更があるNCプログラムに基づいて、基板の生産を行う。 In addition, the production management computer checks whether there is a change in the data of the NC program before transmitting the NC data to the component mounting machine. When there is a change in the NC program data, the production management computer notifies the operator of the NC program data change contents. The operator determines whether there is a problem in the data change contents of the notified NC program, and inputs an instruction to the production management computer. When the operator inputs an instruction that there is no problem in the data change contents, the production management computer transmits the NC program whose data is changed to the component mounter. The component mounter produces a board based on the NC program whose data is changed.
しかしながら、上記特許文献1に記載された生産管理コンピュータと部品実装機とでは、基板の生産を開始する前に、NCプログラムのデータ変更内容を確認することができるだけで、データに変更があるNCプログラムにより基板の生産を行った場合、NCプログラムのデータが変更されたことに起因して異常が生じたか否かを確認することができないという問題点がある。
However, the production management computer and the component mounter described in
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、生産プログラムのパラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法を提供することである。 The present invention has been made to solve the above-described problems, and one object of the present invention is to determine whether or not an abnormality has occurred due to a change in a parameter value of a production program. A component mounting system production apparatus, a component mounting apparatus, and a component mounting system inspection method that can be confirmed.
この発明の第1の局面による部品実装システムの生産装置は、部品実装システムを構成する生産装置であって、検査を行うための検査部と、基板の生産用の生産プログラムによる基板の生産を開始する前に、生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、検査部を制御する制御部と、を備える。 A production apparatus for a component mounting system according to a first aspect of the present invention is a production apparatus that constitutes a component mounting system, and starts production of a substrate by an inspection unit for performing an inspection and a production program for producing a substrate. If it is detected that there is a change in the parameter value of the production program before the inspection, the inspection unit is controlled to inspect the inspection item corresponding to the parameter in which the value is detected to be changed. A control unit.
この発明の第1の局面による部品実装システムの生産装置では、上記のように構成することにより、パラメータの値に変更がある生産プログラムにより基板の生産を行った場合、値が変更されたパラメータに対応する検査項目について検査部により検査を行い、検査結果を得ることができる。その結果、パラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装システムの生産装置を提供することができる。また、第1の局面による部品実装システムの生産装置では、生産装置において検査項目について検査を行うことができる。これにより、生産装置よりも基板の搬送方向の下流側に配置された生産機能を有しない検査装置などの下流側装置において検査を行う場合に比べて、パラメータの値が変更されたことに起因して生じる異常を早期に発見することができる。 In the production apparatus of the component mounting system according to the first aspect of the present invention, when the board is produced by the production program having a change in the parameter value, the parameter is changed to the parameter having the changed value. A corresponding inspection item can be inspected by the inspection unit to obtain an inspection result. As a result, it is possible to provide a production apparatus for a component mounting system capable of confirming whether or not an abnormality has occurred due to a change in parameter value. Moreover, in the production apparatus of the component mounting system according to the first aspect, the production apparatus can inspect the inspection items. This is due to the fact that the parameter value has been changed compared to the case where inspection is performed in a downstream apparatus such as an inspection apparatus that does not have a production function and is disposed downstream of the production apparatus in the substrate transport direction. Can be detected at an early stage.
上記第1の局面による部品実装システムの生産装置において、好ましくは、パラメータの値に変更があることは、生産完了後に記録された過去の生産プログラムと、今回用いられる生産プログラムとの比較に基づいて、検出されている。このように構成すれば、生産実績のある過去の生産プログラムと、今回の生産プログラムとの比較に基づいて、値が変更されたパラメータを検出することができる。その結果、異常が生じるおそれがあるパラメータを、検査を行うパラメータとして効果的に検出することができる。 In the production apparatus of the component mounting system according to the first aspect, preferably, the parameter value is changed based on a comparison between a past production program recorded after the completion of production and a production program used this time. Has been detected. If comprised in this way, the parameter from which the value was changed can be detected based on the comparison with the past production program with a production track record, and this production program. As a result, it is possible to effectively detect a parameter that may cause an abnormality as a parameter to be inspected.
この場合、好ましくは、パラメータの値に変更があることは、先回用いられた生産プログラムと、今回用いられる生産プログラムとの比較に基づいて、検出されている。このように構成すれば、パラメータの最適化がより進んでいる先回(前回)の生産プログラムと、今回の生産プログラムとの比較に基づいて、値が変更されたパラメータを検出することができる。その結果、異常が生じるおそれがあるパラメータを、検査を行うパラメータとしてより効果的に検出することができる。 In this case, it is preferable that the change in the parameter value is detected based on a comparison between the production program used last time and the production program used this time. With this configuration, it is possible to detect a parameter whose value has been changed based on a comparison between the previous (previous) production program in which parameter optimization is more advanced and the current production program. As a result, a parameter that may cause an abnormality can be more effectively detected as a parameter for inspection.
上記第1の局面による部品実装システムの生産装置において、好ましくは、検査項目は、パラメータと検査項目とを対応付けた検査項目情報に基づいて、決定されている。このように構成すれば、検査項目情報から値が変更されたパラメータに対応する検査項目を選ぶだけで、適切な検査項目を決定することができる。その結果、値が変更されたパラメータに応じて、適切な検査項目を容易に決定することができる。 In the production apparatus of the component mounting system according to the first aspect, preferably, the inspection item is determined based on inspection item information in which a parameter is associated with an inspection item. If comprised in this way, an appropriate inspection item can be determined only by selecting the inspection item corresponding to the parameter whose value was changed from the inspection item information. As a result, an appropriate inspection item can be easily determined according to the parameter whose value has been changed.
上記第1の局面による部品実装システムの生産装置において、好ましくは、パラメータは、基板に関するパラメータ、基板に実装される部品に関するパラメータ、および、部品を供給する部品供給装置に関するパラメータのうちの少なくともいずれか1つを含み、検査項目は、基板に関する項目、部品に関する項目、および、部品供給装置に関する項目のうちの少なくともいずれか1つを含む。このように構成すれば、基板、部品、または、部品供給装置に関するパラメータであって、値が変更されたパラメータに対応する検査項目について、検査部により検査を行い、検査結果を得ることができる。その結果、基板、部品、または、部品供給装置に関するパラメータの値が変更されたことに起因して異常が生じたか否かを確認することができる。 In the production apparatus of the component mounting system according to the first aspect, preferably, the parameter is at least one of a parameter related to a substrate, a parameter related to a component mounted on the substrate, and a parameter related to a component supply device that supplies the component. The inspection item includes at least one of an item related to the substrate, an item related to the component, and an item related to the component supply apparatus. If comprised in this way, it is a parameter regarding a board | substrate, a component, or a component supply apparatus, Comprising: The inspection item corresponding to the parameter in which the value was changed can be test | inspected by an test | inspection part, and a test result can be obtained. As a result, it is possible to confirm whether or not an abnormality has occurred due to a change in the parameter value relating to the board, the component, or the component supply apparatus.
上記第1の局面による部品実装システムの生産装置において、好ましくは、制御部は、所定の検査項目について決められた回数だけ検査を行い、異常がないことが確認された場合、所定の検査項目についての検査を終了する制御を行うように構成されている。このように構成すれば、変更された値でも安定した基板の生産を行うことができると判断できる場合、所定の検査項目についての検査を終了して、以降の検査を省略することができる。その結果、安定した基板の生産を行いつつ、以降の検査を省略した分だけ、基板の生産に要する時間を短縮することができる。 In the production apparatus of the component mounting system according to the first aspect, preferably, the control unit performs the inspection a predetermined number of times for the predetermined inspection item, and when it is confirmed that there is no abnormality, the predetermined inspection item is determined. The control for ending the inspection is performed. With this configuration, when it can be determined that stable substrate production can be performed even with the changed value, the inspection for a predetermined inspection item can be terminated and the subsequent inspection can be omitted. As a result, it is possible to reduce the time required for the production of the substrate by the amount of omitting the subsequent inspection while producing the stable substrate.
上記第1の局面による部品実装システムの生産装置において、好ましくは、制御部は、所定の検査項目についての検査において異常があることが確認された場合、所定の検査項目に対応するパラメータの値を変更前の値に戻すか否かをユーザに問い合わせる制御を行うように構成されている。このように構成すれば、ユーザは、問い合わせに応じてパラメータの値を変更前の値に戻すことを指示するだけで、変更されたパラメータの値を変更前の適切な値に修正することができる。その結果、ユーザがパラメータの値の修正を行う手間を省きつつ、変更されたパラメータの値を適切な値に修正することができる。 In the production apparatus of the component mounting system according to the first aspect described above, preferably, when it is confirmed that there is an abnormality in the inspection for the predetermined inspection item, the control unit sets the parameter value corresponding to the predetermined inspection item. Control is performed to inquire the user whether or not to return to the value before the change. With this configuration, the user can correct the changed parameter value to an appropriate value before the change only by instructing to return the parameter value to the value before the change in response to the inquiry. . As a result, the changed parameter value can be corrected to an appropriate value while saving the user's trouble of correcting the parameter value.
この発明の第2の局面による部品実装システムの生産装置は、部品実装システムを構成する生産装置であって、基板の搬送方向の下流側に配置された下流側装置と通信する通信部と、基板の生産用の生産プログラムによる基板の生産を開始する前に、生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、通信部を介して下流側装置に指示する制御を行う制御部と、を備える。 A production apparatus for a component mounting system according to a second aspect of the present invention is a production apparatus that constitutes a component mounting system, and includes a communication unit that communicates with a downstream apparatus disposed on the downstream side in the board conveyance direction, and a board If it is detected that there is a change in the value of the parameter of the production program before starting the production of the board by the production program for the production, the inspection item corresponding to the parameter in which the value is detected to be changed And a control unit that performs control to instruct the downstream device via the communication unit.
この発明の第2の局面による部品実装システムの生産装置では、上記のように構成することにより、パラメータの値に変更がある場合にパラメータの値に変更がある生産プログラムにより基板の生産を行った場合、値が変更されたパラメータに対応する検査項目について下流側装置により検査を行い、検査結果を得ることができる。その結果、パラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装システムの生産装置を提供することができる。また、第2の局面による部品実装システムの生産装置では、下流側装置において検査項目について検査を行うことができる。これにより、検査を指示した生産装置において検査を行う場合に比べて、生産装置の負担を軽減することができる。 In the production apparatus of the component mounting system according to the second aspect of the present invention, by configuring as described above, the board is produced by the production program in which the parameter value is changed when the parameter value is changed. In this case, the inspection item corresponding to the parameter whose value has been changed can be inspected by the downstream apparatus, and the inspection result can be obtained. As a result, it is possible to provide a production apparatus for a component mounting system capable of confirming whether or not an abnormality has occurred due to a change in parameter value. Moreover, in the production apparatus of the component mounting system according to the second aspect, the inspection item can be inspected in the downstream side apparatus. Thereby, compared with the case where it inspects in the production apparatus which instruct | indicated inspection, the burden of a production apparatus can be reduced.
この発明の第3の局面による部品実装装置は、基板に部品を実装するヘッドと、検査を行うための検査部と、基板の生産用の生産プログラムによる基板の生産を開始する前に、生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、検査部を制御する制御部と、を備える。 A component mounting apparatus according to a third aspect of the present invention includes a head for mounting components on a substrate, an inspection unit for performing inspection, and a production program before starting production of a substrate by a production program for producing a substrate. A control unit that controls the inspection unit so as to inspect the inspection item corresponding to the parameter that is detected to have a change in value when it is detected that the value of the parameter is changed. .
この発明の第3の局面による部品実装装置では、上記のように構成することにより、第1の局面による部品実装システムの生産装置と同様に、生産プログラムのパラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装装置を提供することができる。 In the component mounting apparatus according to the third aspect of the present invention, due to the configuration as described above, the value of the parameter of the production program is changed as in the production apparatus of the component mounting system according to the first aspect. Thus, it is possible to provide a component mounting apparatus that can confirm whether or not an abnormality has occurred.
この発明の第4の局面による部品実装システムの検査方法は、部品実装システムを構成する生産装置における基板の生産用の生産プログラムによる基板の生産を開始する前に、生産プログラムのパラメータの値に変更があるか否かを検出し、パラメータの値に変更があることが検出されている場合、変更があることが検出されたパラメータに対応する検査項目について検査を行う。 The inspection method for a component mounting system according to the fourth aspect of the present invention changes the parameter value of the production program before starting production of the substrate by the production program for producing the substrate in the production apparatus constituting the component mounting system. If it is detected that there is a change in the parameter value, the inspection item corresponding to the parameter in which the change is detected is inspected.
この発明の第4の局面による部品実装システムの検査方法では、上記のように構成することにより、第1の局面による部品実装システムの生産装置と同様に、生産プログラムのパラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装システムの検査方法を提供することができる。 In the component mounting system inspection method according to the fourth aspect of the present invention, by configuring as described above, the parameter values of the production program are changed in the same manner as in the component mounting system production apparatus according to the first aspect. In particular, it is possible to provide a method for inspecting a component mounting system capable of confirming whether or not an abnormality has occurred.
本発明によれば、上記のように、生産プログラムのパラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装システムの生産装置、部品実装装置および部品実装システムの検査方法を提供することができる。 According to the present invention, as described above, a production apparatus for a component mounting system, a component mounting apparatus, and a component mounting system capable of confirming whether or not an abnormality has occurred due to a change in a parameter value of a production program An inspection method for a component mounting system can be provided.
以下、本発明を具体化した実施形態を図面に基づいて説明する。 DESCRIPTION OF THE PREFERRED EMBODIMENTS Embodiments embodying the present invention will be described below with reference to the drawings.
[第1実施形態]
まず、図1を参照して、第1実施形態による部品実装システム100の構成について説明する。
[First Embodiment]
First, the configuration of the
(部品実装システムの構成)
図1に示すように、部品実装システム100は、IC、トランジスタ、コンデンサおよび抵抗などの部品E(電子部品)を、プリント基板などの基板Pに実装(搭載)して、部品Eが実装(搭載)された基板Pを生産するシステムである。
(Configuration of component mounting system)
As shown in FIG. 1, a
部品実装システム100は、印刷装置100aと、部品実装装置100bと、リフロー前の検査装置100cと、リフロー炉100dと、リフロー後の検査装置100eとを備える。印刷装置100aと、部品実装装置100bと、リフロー前の検査装置100cと、リフロー炉100dと、リフロー後の検査装置100eとは、上流側から下流側に向かって、この順に並んで配置されている。また、各装置の間には、それぞれ、装置間において基板Pを搬送して受け渡す受渡コンベア(図示せず)が配置されている。受渡コンベアは、基板Pを基板搬送方向(X方向)に搬送して、上流側の装置から下流側の装置に受け渡す。なお、部品実装装置100bは、特許請求の範囲の「部品実装システムの生産装置」の一例である。
The
印刷装置100aは、基板Pの生産作業として、はんだなどの接合材を基板Pにスクリーン印刷する印刷作業を行う。部品実装装置100bは、基板Pの生産作業として、部品Eを印刷装置100aにより印刷作業が行われた基板Pに実装する実装作業を行う。リフロー前の検査装置100cは、基板Pの検査作業として、部品実装装置100bにより実装作業が行われた基板Pを検査する検査作業を行う。リフロー炉100dは、基板Pの生産作業として、基板Pに印刷された接合材を溶融させて固化させることにより、部品Eをリフロー前の検査装置100cにより検査作業が行われた基板Pに接合するリフロー作業を行う。リフロー後の検査装置100eは、基板Pの検査作業として、リフロー炉100dによりリフロー作業が行われた基板Pを検査する検査作業を行う。
The
(部品実装装置の構成)
次に、図2〜図9を参照して、部品実装システム100の部品実装装置100bの構成について説明する。なお、以下の説明では、基板搬送方向に沿う方向をX方向とし、水平面内でX方向と直交する方向をY方向とし、X方向およびY方向に直交する上下方向をZ方向とする。
(Configuration of component mounting device)
Next, the configuration of the
部品実装装置100bは、図2および図3に示すように、IC、トランジスタ、コンデンサおよび抵抗などの部品E(電子部品)を、プリント基板などの基板Pに実装する装置である。
The
部品実装装置100bは、基台1と、搬送部2と、ヘッドユニット3と、ヘッド水平移動機構部4と、部品撮像部5と、基板撮像部6と、高さ計測部7と、記憶部8と、制御部9(図3参照)と、通信部10とを備える。なお、基板撮像部6は、特許請求の範囲の「検査部」の一例である。
The
基台1は、部品実装装置100bにおいて各構成要素を配置する基礎となる台である。基台1上には、搬送部2、レール部42および部品撮像部5が設けられている。また、基台1内には、制御部9が設けられている。また、基台1には、Y方向の両側(Y1方向側およびY2方向側)に、部品供給装置11がそれぞれ配置されている。
The
部品供給装置11は、基板Pに実装される部品Eを供給する装置である。部品供給装置11は、部品Eを収納する部品供給テープT(図9参照)を送ることにより、部品Eを供給するテープフィーダである。部品供給装置11は、ヘッドユニット3による部品保持動作に応じて、部品供給テープTを間欠的に送る。部品供給テープTは、複数の部品Eを所定のピッチで収納しているテープである。部品供給テープTには、部品Eを収納して保持する凹状の部品収納部Taが所定のピッチで形成されている。
The
搬送部2は、実装前の基板Pを搬入し、基板搬送方向(X方向)に搬送し、実装後の基板Pを搬出するように構成されている。また、搬送部2は、搬入された基板Pを基板固定位置Paまで搬送するとともに、基板固定位置Paにおいて基板固定機構(図示せず)により固定するように構成されている。また、搬送部2は、一対の搬送ベルト21を含む。搬送部2は、一対の搬送ベルト21により、基板Pの幅方向(Y方向)の両端をそれぞれ下側(Z2方向側)から支持した状態で、基板Pを基板搬送方向に搬送するように構成されている。
The
ヘッドユニット3は、部品実装用のヘッドユニットである。ヘッドユニット3は、基板固定位置Paにおいて固定された基板Pに部品Eを実装する。ヘッドユニット3は、複数(5つ)のヘッド(実装ヘッド)31を含む。ヘッド31の先端には、部品Eを保持(吸着)するためのノズル31a(図6参照)が着脱可能に装着されている。ヘッド31は、負圧供給部(図示せず)からの負圧により、ノズル31aに部品Eを保持(吸着)可能に構成されている。
The
また、ヘッドユニット3は、ヘッド31を上下方向(Z方向)に移動させるZ軸モータ32(図3参照)と、ヘッド31をZ方向に延びる回転軸線回りに回転させるR軸モータ33(図3参照)とを含む。ヘッド31は、Z軸モータ32により、部品Eを保持するためかまたは保持された部品Eを実装するための下降位置と、保持された部品Eを基板Pに搬送するための上昇位置との間で、上下方向に移動可能に構成されている。また、ヘッド31は、部品Eを保持した状態でR軸モータ33により回転されることにより、保持している部品Eの向きを調整可能に構成されている。
The
ヘッド水平移動機構部4は、ヘッドユニット3を水平方向(X方向およびY方向)に移動させるように構成されている。ヘッド水平移動機構部4は、ヘッドユニット3をX方向に移動可能に支持する支持部41と、支持部41をY方向に移動可能に支持するレール部42とを含む。支持部41は、X方向に延びるボールねじ軸41aと、ボールねじ軸41aを回転させるX軸モータ41bとを有する。ヘッドユニット3には、支持部41のボールねじ軸41aと係合するボールナット(図示せず)が設けられている。ヘッドユニット3は、X軸モータ41bによりボールねじ軸41aが回転されることにより、ボールねじ軸41aと係合するボールナットとともに、支持部41に沿って基板搬送方向に移動可能に構成されている。
The head horizontal
レール部42は、支持部41のX方向の両端部をY方向に移動可能に支持する一対のガイドレール42aと、Y方向に延びるボールねじ軸42bと、ボールねじ軸42bを回転させるY軸モータ42cとを有する。支持部41には、レール部42のボールねじ軸42bと係合するボールナット(図示せず)が設けられている。支持部41は、Y軸モータ42cによりボールねじ軸42bが回転されることにより、ボールねじ軸42bと係合するボールナットとともに、レール部42の一対のガイドレール42aに沿ってY方向に移動可能に構成されている。
The
ヘッド水平移動機構部4の支持部41およびレール部42により、ヘッドユニット3は、基台1上を水平方向に移動可能に構成されている。これにより、ヘッドユニット3のヘッド31は、部品供給装置11の上方に移動して、部品供給装置11から供給される部品Eを保持(吸着)可能である。また、ヘッドユニット3のヘッド31は、基板固定位置Paにおいて固定された基板Pの上方に移動して、保持(吸着)された部品Eを基板Pに実装可能である。
The
部品撮像部5は、部品認識用のカメラである。部品撮像部5は、ヘッドユニット3のヘッド31による部品Eの基板Pへの搬送中に、ヘッド31のノズル31aに保持(吸着)された部品Eを撮像する。部品撮像部5は、基台1の上面上に固定されており、部品Eの下側(Z2方向側)から、ヘッド31のノズル31aに保持(吸着)された部品Eを撮像する。部品撮像部5による部品Eの撮像画像に基づいて、制御部9は、部品Eの保持状態(回転姿勢およびヘッド31に対する保持位置)を取得(認識)する。
The
基板撮像部6は、基板認識用のカメラである。基板撮像部6は、ヘッドユニット3のヘッド31による基板Pへの部品Eの実装開始前に、基板固定位置Paにおいて固定された基板Pにおいて、基板Pの上面に付された位置認識マーク(フィデューシャルマーク)Fを上方から撮像する。位置認識マークFは、基板Pの位置を認識するためのマークである。基板撮像部6による位置認識マークFの撮像画像に基づいて、制御部9は、基板固定位置Paにおいて固定された基板Pの正確な位置および姿勢を取得(認識)する。また、基板撮像部6は、ヘッドユニット3に取り付けられている。基板撮像部6は、ヘッドユニット3と共に、水平方向に移動可能に構成されている。また、基板撮像部6は、後述するように、検査を行うための検査部として機能する。
The
高さ計測部7は、基板固定位置Paにおいて固定された基板Pの高さ位置を計測するためのレーザ変位計である。高さ計測部7は、基板Pに対して上方からレーザ光を照射して、基板Pからの反射光を受光することにより、基板Pの高さ位置の計測結果を取得する。制御部9は、高さ計測部7により複数の位置において基板Pの高さ位置を計測させ、複数の高さ計測部7による基板Pの高さ位置の計測結果に基づいて、基板Pの反り量を取得する。また、高さ計測部7は、ヘッドユニット3に取り付けられている。高さ計測部7は、ヘッドユニット3と共に、水平方向に移動可能に構成されている。
The height measuring unit 7 is a laser displacement meter for measuring the height position of the substrate P fixed at the substrate fixing position Pa. The height measuring unit 7 obtains a measurement result of the height position of the substrate P by irradiating the substrate P with laser light from above and receiving reflected light from the substrate P. The
記憶部8は、たとえばフラッシュメモリを含む記憶媒体であり、情報を記憶する。記憶部8には、たとえば、基板Pの品種に応じて作成された基板Pの生産用の生産プログラム12(実装プログラム)が記憶されている。具体的には、記憶部8には、今回用いられる生産プログラム12、マスタプログラムとしての生産プログラム12、生産完了後に記録された過去の生産プログラム12が記憶されている。過去の生産プログラム12は、ユーザが変更不能に記憶部8に記憶されている。また、過去の生産プログラム12は、後述する生産プログラム作成装置200に記憶されていてもよい。
The storage unit 8 is a storage medium including a flash memory, for example, and stores information. The storage unit 8 stores, for example, a production program 12 (mounting program) for producing the substrate P created according to the type of the substrate P. Specifically, the storage unit 8 stores a
図4に示すように、生産プログラム12は、ユーザ(オペレータ)が設定可能(変更可能)な各種のパラメータを含む。具体的には、パラメータは、基板Pに関するパラメータ、部品Eに関するパラメータ、部品供給装置11に関するパラメータなどを含む。基板Pに関するパラメータは、基板Pのサイズ、基板Pの搬送速度などを含む。部品Eに関するパラメータは、部品Eの実装位置座標、部品Eの回転角度、部品Eのサイズ、部品Eの吸着高さ、部品Eの装着高さ、部品撮像部5による部品Eの撮像照明量、部品Eを保持したヘッド31の回転速度などを含む。部品供給装置11に関するパラメータは、フィーダ(部品供給装置11)送りピッチなどを含む。
As shown in FIG. 4, the
図3に示すように、制御部9は、部品実装装置100bの動作を制御する制御回路である。制御部9は、CPU(Central Processing Unit)、ROM(Read Only Memory)、および、RAM(Random Access Memory)を含む。制御部9は、生産プログラム12に基づいて、基板Pを生産する制御を行う。具体的には、制御部9は、生産プログラム12に基づいて、搬送部2、部品供給装置11、X軸モータ41bおよびY軸モータ42cなどを制御することにより、ヘッドユニット3により基板Pに部品Eを実装させて、基板Pを生産する制御を行うように構成されている。
As shown in FIG. 3, the
通信部10は、情報の通信を行うためのインターフェースである。通信部10は、部品実装装置100bと、部品実装システム100の他の装置(印刷装置100a、リフロー前の検査装置100c、リフロー炉100d、リフロー後の検査装置100e)とを通信可能に接続する。また、通信部10は、部品実装装置100bと、生産プログラム作成装置200とを通信可能に接続する。
The
生産プログラム作成装置200は、部品実装装置100b用の生産プログラム12などのプログラムを作成するための装置である。生産プログラム作成装置200は、表示部201と、制御部202と、通信部203とを備える。表示部201は、たとえば液晶モニタを含み、情報を表示する。表示部201は、たとえば作成中の生産プログラム12を示す情報を表示する。制御部202は、生産プログラム作成装置200の動作を制御する制御回路である。制御部202は、CPU(Central Processing Unit)、ROM(Read Only Memory)、および、RAM(Random Access Memory)を含む。通信部203は、情報の通信を行うためのインターフェースである。通信部203は、生産プログラム作成装置200と、部品実装システム100の各装置(印刷装置100a、部品実装装置100b、リフロー前の検査装置100c、リフロー炉100d、リフロー後の検査装置100e)とを通信可能に接続する。
The production
生産プログラム作成装置200は、通信部203を介して、作成した生産プログラム12を部品実装装置100bに送信する。部品実装装置100bは、通信部10を介して、生産プログラム作成装置200により作成された生産プログラム12を受信(取得)する。
The production
(生産プログラムのパラメータに変更がある場合)
ユーザは、生産プログラム12のパラメータの入力内容に誤りがある場合や生産効率の向上を図る場合に、生産プログラム12のパラメータの値を変更する場合がある。生産プログラム12のパラメータの値が変更されている場合、生産プログラム12のパラメータの値が変更されたことに起因して異常が生じるおそれがある。
(When there is a change in the parameters of the production program)
The user may change the parameter values of the
そこで、第1実施形態では、図5〜図9に示すように、制御部9は、生産プログラム12による基板Pの生産を開始する前に、生産プログラム12のパラメータの値に変更があるか否かを検出する制御を行う。そして、制御部9は、生産プログラム12のパラメータの値に変更があることが検出されている場合、基板Pの生産中に、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、基板撮像部6を制御する。
Therefore, in the first embodiment, as illustrated in FIGS. 5 to 9, the
〈パラメータに変更があることの検出〉
制御部9は、記憶部8に記憶された過去の生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、生産プログラム12のパラメータの値に変更があることを検出する制御を行う。具体的には、制御部9は、先回用いられた生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、生産プログラム12のパラメータの値に変更があることを検出する制御を行う。制御部9は、先回用いられた生産プログラム12と今回用いられる生産プログラム12とにおける同じパラメータを比較する制御を行う。そして、制御部9は、比較したパラメータ同士の値が互いに異なる場合、パラメータに変更があることを検出し、値が互いに異なるパラメータを値が変更されたパラメータとして検出する。また、制御部9は、比較したパラメータ同士の値が同じである場合、パラメータに変更がないことを検出する。
<Detection of changes in parameters>
The
〈検査項目の決定、検査項目についての検査〉
図5に示すように、制御部9は、生産プログラム12のパラメータと検査項目とを対応付けた検査項目情報13に基づいて、検査項目を決定する制御を行う。検査項目情報13は、生産プログラム12のパラメータと検査項目とを対応付けたテーブルである。検査項目情報13は、記憶部8に記憶されている。検査項目情報13の検査項目は、基板Pに関する項目、部品Eに関する項目、部品供給装置11に関する項目などを含む。基板Pに関する項目は、基板Pに実装済みの部品Eの位置ずれの検査、基板Pの固定位置の検査などを含む。基板Pに関する項目は、基板Pに関するパラメータ(基板Pのサイズ、基板Pの搬送速度など)に対応付けられている。部品Eに関する項目は、部品Eの実装状態の検査などを含む。部品Eに関する項目は、部品Eに関するパラメータ(部品Eの装着高さ、部品Eの実装位置座標など)に対応付けられている。部品供給装置11に関する項目は、フィーダ送り状態の検査などを含む。部品供給装置11に関する項目は、部品供給装置11に関するパラメータ(フィーダ送りピッチなど)に対応付けられている。制御部9は、値が変更されたパラメータが検出された場合、検査項目情報13から値が変更されたパラメータに対応する検査項目を選んで、検査を行う検査項目として決定する。
<Determination of inspection items, inspection of inspection items>
As shown in FIG. 5, the
たとえば、制御部9は、値が変更されたパラメータとして「部品Eの装着高さ」が検出された場合、「部品Eの装着高さ」に対応する「部品Eの実装状態の検査」を検査項目として決定する。値が変更されたパラメータとして「部品撮像部5による部品Eの撮像照明量」、「部品Eを保持したヘッド31の回転速度」、「部品Eの実装位置座標」が検出された場合も同様である。また、たとえば、制御部9は、値が変更されたパラメータとして「基板Pの搬送速度」が検出された場合、「基板Pの搬送速度」に対応する「基板Pに実装済みの部品Eの位置ずれの検査」を検査項目として決定する。また、たとえば、制御部9は、値が変更されたパラメータとして「基板Pのサイズ」が検出された場合、「基板Pのサイズ」に対応する「基板Pの固定位置の検査」を検査項目として決定する。また、たとえば、制御部9は、値が変更されたパラメータとして「フィーダ送りピッチ」が検出された場合、「フィーダ送りピッチ」に対応する「フィーダ送り状態の検査」を検査項目として決定する。
For example, when “mounting height of component E” is detected as a parameter whose value has been changed, the
また、制御部9は、決定された検査項目に応じて検査動作を行うように、基板撮像部6を制御する。具体的には、制御部9は、検査項目として基板Pに関する項目が決定されている場合、基板Pに関する検査動作を行うように基板撮像部6を制御する。また、制御部9は、検査項目として部品Eに関する項目が決定されている場合、部品Eに関する検査動作を行うように基板撮像部6を制御する。また、制御部9は、検査項目として部品供給装置11に関する項目が決定されている場合、部品供給装置11に関する検査動作を行うように基板撮像部6を制御する。
Further, the
たとえば、「部品Eの実装状態の検査」が検査項目として決定されている場合、図6に示すように、制御部9は、ヘッドユニット3のヘッド31による基板Pへの部品Eの実装後、実装された部品Eの実装状態を検査するように、基板撮像部6を制御する。具体的には、制御部9は、ヘッドユニット3のヘッド31による基板Pへの部品Eの実装後、実装された部品Eを撮像するように、基板撮像部6を制御する。そして、制御部9は、基板撮像部6による部品Eの撮像画像に基づいて、実装された部品Eの位置と設計位置(本来あるべき位置)とを比較して、検査結果を取得する。制御部9は、実装された部品Eの位置が設計位置からずれている場合、異常が生じたと判断する。また、制御部9は、実装された部品Eの位置が設計位置からずれていない場合、異常がないと判断する。
For example, when “inspection of the mounting state of the component E” is determined as the inspection item, as shown in FIG. 6, after the component E is mounted on the substrate P by the
また、たとえば、「基板Pに実装済みの部品Eの位置ずれの検査」が検査項目として決定されている場合、図7に示すように、制御部9は、搬送部2による基板Pの基板固定位置Paへの搬送、および、基板固定位置Paにおける基板Pの固定の後、固定された基板Pに実装済みの部品Eの位置ずれを検査するように、基板撮像部6を制御する。具体的には、制御部9は、搬送部2による基板Pの基板固定位置Paへの搬送、および、基板固定位置Paにおける基板Pの固定の後、固定された基板Pに実装済みの部品Eを撮像するように、基板撮像部6を制御する。撮像する部品Eとしては、位置がずれやすい部品E(背高の部品Eなど)が予め設定されている。そして、制御部9は、基板撮像部6による部品Eの撮像画像に基づいて、実装済みの部品Eの位置と設計位置(本来あるべき位置)とを比較して、検査結果を取得する。制御部9は、部品Eの位置が設計位置からずれている場合、異常が生じたと判断する。また、制御部9は、部品Eの位置が設計位置からずれていない場合、異常がないと判断する。
For example, when “inspection of positional deviation of the component E mounted on the substrate P” is determined as an inspection item, the
また、たとえば、「基板Pの固定位置の検査」が検査項目として決定されている場合、図8に示すように、制御部9は、搬送部2による基板Pの基板固定位置Paへの搬送、および、基板固定位置Paにおける基板Pの固定の後、固定された基板Pの固定位置を検査するように、基板撮像部6を制御する。具体的には、制御部9は、搬送部2による基板Pの基板固定位置Paへの搬送、および、基板固定位置Paにおける基板Pの固定の後、固定された基板Pの基板搬送方向の端部を撮像するように、基板撮像部6を制御する。そして、制御部9は、基板撮像部6による固定された基板Pの基板搬送方向の端部の撮像画像に基づいて、固定された基板Pの基板搬送方向の端部の位置と設計位置(本来あるべき位置)とを比較して、検査結果を取得する。制御部9は、固定された基板Pの基板搬送方向の端部の位置が設計位置からずれている場合、異常が生じたと判断する。また、制御部9は、固定された基板Pの基板搬送方向の端部の位置が設計位置からずれていない場合、異常がないと判断する。
Further, for example, when “inspection of the fixed position of the substrate P” is determined as an inspection item, the
また、たとえば、「フィーダ送り状態の検査」が検査項目として決定されている場合、図9に示すように、制御部9は、部品供給装置11による部品供給テープTの部品供給位置への送り後、部品供給装置11上の部品供給テープTの送り状態を検査するように、基板撮像部6を制御する。具体的には、部品供給装置11による部品供給テープTの部品供給位置への送り後、ヘッドユニット3のヘッド31による部品Eの取得動作の前に、部品供給位置に送られた部品供給装置11上の部品供給テープTの部品収納部Taおよび部品収納部Taに収納された部品Eを撮像するように、基板撮像部6を制御する。なお、ヘッドユニット3のヘッド31による部品Eの取得動作の後に基板撮像部6による撮像を行ってもよい。この場合、部品Eが部品収納部Taから取得されているため、部品供給位置に送られた部品供給装置11上の部品供給テープTの部品収納部Taだけを撮像する。そして、制御部9は、基板撮像部6による部品供給テープTの部品収納部Taおよび部品収納部Taに収納された部品Eの撮像画像に基づいて、部品供給テープTの部品収納部Taの位置と設計位置(本来あるべき位置)とを比較、または、部品収納部Taに収納された部品Eの位置と設計位置とを比較して、検査結果を取得する。制御部9は、部品供給テープTの部品収納部Taまたは部品収納部Taに収納された部品Eの位置が設計位置からずれている場合、異常が生じたと判断する。また、制御部9は、部品供給テープTの部品収納部Taまたは部品収納部Taに収納された部品Eの位置が設計位置からずれていない場合、異常がないと判断する。
Further, for example, when “inspection of feeder feeding state” is determined as an inspection item, the
また、第1実施形態では、制御部9は、所定の検査項目について決められた回数(たとえば、数回程度)だけ検査を行い、決められた回数だけ連続して異常がないことが確認された場合、所定の検査項目についての検査を終了する制御を行う。検査を行う回数は、固定の値であってもよいし、ユーザが設定可能であってもよい。また、検査を行う回数は、検査項目毎に個別に設定されていてもよい。また、制御部9は、所定の検査項目についての検査において異常があることが確認された場合、所定の検査項目に対応するパラメータの値を変更前の値(先回の生産プログラム12のパラメータの値)に戻すか否かをユーザに問い合わせる制御を行う。そして、制御部9は、所定の検査項目に対応するパラメータの値を変更前の値に戻す指示を受け付けた場合、所定の検査項目に対応するパラメータの値を変更前の値に戻す制御を行う。
In the first embodiment, the
また、制御部9は、生産プログラム12による基板Pの生産を開始する前に、部品Eのメーカに変更があることが検出されている場合、変更があることが検出された部品Eについて検査を行うように、基板撮像部6を制御する。この場合の検査動作は、「部品Eの実装状態の検査」が検査項目として決定された場合の検査動作と同様であるので、詳細な説明は省略する。また、制御部9は、生産プログラム12による基板Pの生産を開始する前に、基板Pの生産ロットに変更があることが検出されている場合、変更があることが検出された基板Pについて検査を行うように、高さ計測部7を制御する。具体的には、制御部9は、搬送部2による基板Pの基板固定位置Paへの搬送、および、基板固定位置Paにおける基板Pの固定の後、固定された基板Pの反り状態を検査するように、高さ計測部7を制御する。制御部9は、高さ計測部7により複数の位置において基板Pの高さ位置を計測させ、複数の高さ計測部7による基板Pの高さ位置の計測結果に基づいて、基板Pの反り量を取得する。
Further, when it is detected that there is a change in the manufacturer of the part E before the production of the substrate P by the
(基板生産処理)
次に、図10を参照して、第1実施形態の部品実装装置100bによる基板生産処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
(Board production processing)
Next, a board production process by the
図10に示すように、まず、ステップS1において、マスタプログラムとしての生産プログラム12が今回の生産プログラム12として読み込まれる。
As shown in FIG. 10, first, in step S1, the
そして、ステップS2において、部品実装装置100bの運転が開始される。
In step S2, the operation of the
そして、ステップS3において、検査項目決定処理が行われる。なお、検査項目決定処理の詳細については、後述する。 In step S3, an inspection item determination process is performed. Details of the inspection item determination process will be described later.
そして、ステップS4において、1基板の実装処理が行われる。なお、1基板の実装処理の詳細については、後述する。 In step S4, a mounting process for one substrate is performed. Details of the mounting process for one substrate will be described later.
そして、ステップS5において、基板Pの生産枚数がカウントアップされる。 In step S5, the number of produced substrates P is counted up.
そして、ステップS6において、基板Pの生産枚数が生産予定枚数に達したか否かが判断される。基板Pの生産枚数が生産予定枚数に達していないと判断された場合、ステップS4に戻る。そして、基板Pの生産枚数が生産予定枚数に達するまで、ステップS4〜S6の処理を繰り返す。 In step S6, it is determined whether or not the production number of the substrates P has reached the planned production number. If it is determined that the production number of the substrates P has not reached the planned production number, the process returns to step S4. Then, the processes in steps S4 to S6 are repeated until the number of substrates P produced reaches the planned production number.
また、ステップS6において、基板Pの生産枚数が生産予定枚数に達したと判断された場合、ステップS7に進む。 If it is determined in step S6 that the production number of substrates P has reached the planned production number, the process proceeds to step S7.
そして、ステップS7において、今回の生産プログラム12が過去の生産プログラム12として記憶部8に記憶(記録)される。
In step S7, the
そして、ステップS8において、ユーザによる指示に基づいて、マスタプログラムとしての生産プログラム12を更新するか否かが判断される。ステップS8では、マスタプログラムとしての生産プログラム12を更新しないという指示を受け付けた場合、マスタプログラムとしての生産プログラム12を更新しないと判断される。そして、基板生産処理が終了される。
In step S8, it is determined whether or not to update the
また、ステップS8では、マスタプログラムとしての生産プログラム12を更新するという指示を受け付けた場合、マスタプログラムとしての生産プログラム12を更新すると判断される。そして、ステップS9に進む。
In step S8, when an instruction to update the
そして、ステップS9において、今回の生産プログラム12がマスタプログラムとしての生産プログラム12として記憶部8に記憶(記録)される。そして、基板生産処理が終了される。
In step S9, the
(検査項目決定処理)
次に、図11を参照して、第1実施形態の部品実装装置100bによる検査項目決定処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
(Inspection item decision processing)
Next, with reference to FIG. 11, the inspection item determination process by the
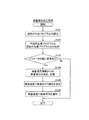
図11に示すように、まず、ステップS11において、過去の生産プログラム12が読み込まれる。
As shown in FIG. 11, first, the
そして、ステップS12において、今回の生産プログラム12と過去の生産プログラム12とが比較される。
In step S12, the
そして、ステップS13において、パラメータの値に変更があるか否かが判断される。パラメータの値に変更がないと判断された場合(比較した全部のパラメータにおいてパラメータ同士の値が同じであった場合)、検査項目決定処理が終了される。 In step S13, it is determined whether or not there is a change in the parameter value. When it is determined that there is no change in the parameter value (when all the compared parameters have the same parameter value), the inspection item determination process is terminated.
また、ステップS13において、パラメータの値に変更があると判断された場合、ステップS14に進む。 If it is determined in step S13 that the parameter value is changed, the process proceeds to step S14.
そして、ステップS14において、検査項目情報13から値が変更されたパラメータに対応する検査項目が検査を行う検査項目として選ばれて決定される。また、決定された検査項目が記憶部8に記憶される。その後、検査項目決定処理が終了される。
In step S14, the inspection item corresponding to the parameter whose value is changed from the
(1基板の実装処理)
次に、図12を参照して、第1実施形態の部品実装装置100bによる1基板の実装処理をフローチャートに基づいて説明する。フローチャートの各処理は、制御部9により行われる。
(1 substrate mounting process)
Next, with reference to FIG. 12, the mounting process of one board | substrate by the
図12に示すように、まず、ステップS21において、搬送部2により基板Pが搬入され、搬入された基板Pが基板固定位置Paに搬送され、基板固定位置Paにおいて固定される。
As shown in FIG. 12, first, in step S21, the substrate P is loaded by the
そして、ステップS22において、基板固定後の検査処理が行われる。なお、基板固定後の検査処理の詳細については、後述する。 In step S22, an inspection process after fixing the substrate is performed. Details of the inspection process after fixing the substrate will be described later.
そして、ステップS23において、部品吸着前の検査処理が行われる。なお、部品吸着前の検査処理の詳細については、後述する。 And in step S23, the inspection process before component adsorption | suction is performed. The details of the inspection process before component adsorption will be described later.
そして、ステップS24において、ヘッドユニット3のヘッド31により部品供給装置11から供給される部品Eが吸着(保持)される。
In step S <b> 24, the component E supplied from the
そして、ステップS25において、ヘッドユニット3のヘッド31により、ヘッド31のノズル31aに吸着された部品Eが基板Pに実装される。
In step S25, the component E sucked by the
そして、ステップS26において、部品実装後の検査処理が行われる。なお、部品実装後の検査処理の詳細については、後述する。 In step S26, an inspection process after component mounting is performed. The details of the inspection process after component mounting will be described later.
そして、ステップS27において、実装すべき全部の実装点への部品Eの実装が完了したか否かが判断される。全部の実装点への部品Eの実装が完了していないと判断された場合、ステップS23に戻る。そして、全部の実装点への部品Eの実装が完了するまで、ステップS23〜S27の処理を繰り返す。 In step S27, it is determined whether or not the mounting of the component E at all mounting points to be mounted is completed. When it is determined that the mounting of the component E on all mounting points is not completed, the process returns to step S23. And the process of step S23-S27 is repeated until the mounting of the components E to all the mounting points is completed.
また、ステップS27において、全部の実装点への部品Eの実装が完了したと判断された場合、ステップS28に進む。 If it is determined in step S27 that the mounting of the component E at all mounting points is completed, the process proceeds to step S28.
そして、ステップS28において、基板固定位置Paにおける基板Pの固定が解除され、固定が解除された基板Pが搬送部2により搬出される。その後、1基板の実装処理が終了される。
In step S <b> 28, the fixation of the substrate P at the substrate fixing position Pa is released, and the released substrate P is carried out by the
(検査処理)
次に、図13を参照して、第1実施形態の部品実装装置100bによる検査処理をフローチャートに基づいて説明する。ここでは、基板固定後の検査処理、部品吸着前の検査処理、および、部品実装後の検査処理を、検査処理としてまとめて説明する。フローチャートの各処理は、制御部9により行われる。
(Inspection process)
Next, with reference to FIG. 13, the inspection process by the
図13に示すように、まず、ステップS31において、検査を行う必要があるか否かが判断される。具体的には、ステップS31では、検査項目があるか否か、および、検査において異常がないことが確認された回数が決められた回数に達したか否かが判断される。 As shown in FIG. 13, first, in step S31, it is determined whether or not an inspection is necessary. Specifically, in step S31, it is determined whether or not there is an inspection item and whether or not the number of times that it has been confirmed that there is no abnormality in the inspection has reached a predetermined number.
ステップS31において、検査項目がないと判断された場合、または、検査において異常がないことが確認された回数が決められた回数に達したと判断された場合、検査を行う必要がないと判断される。この場合、検査処理が終了される。 In step S31, if it is determined that there are no inspection items, or if it is determined that the number of times that it has been confirmed that there is no abnormality in the inspection has reached a predetermined number, it is determined that it is not necessary to perform the inspection. The In this case, the inspection process is terminated.
また、ステップS31において、検査項目があると判断され、かつ、検査において異常がないことが確認された回数が決められた回数に達していないと判断された場合、検査を行う必要があると判断される。この場合、ステップS32に進む。 In step S31, if it is determined that there is an inspection item, and if it is determined that the number of times that it has been confirmed that there is no abnormality in the inspection has not reached the predetermined number, it is determined that the inspection needs to be performed. Is done. In this case, the process proceeds to step S32.
そして、ステップS32において、決定されている検査項目に応じて、基板撮像部6による検査動作が実行される。なお、検査処理が基板固定後の検査処理である場合、ステップS32では、基板Pに関する検査動作が行われる。また、検査処理が部品吸着前の検査処理である場合、ステップS32では、部品供給装置11に関する検査動作が行われる。また、検査処理が部品実装後の検査処理である場合、ステップS32では、部品Eに関する検査動作が行われる。
In step S32, the inspection operation by the
そして、ステップS33において、検査において異常が生じたか否かが判断される。検査において異常がないと判断された場合、ステップS34に進む。そして、ステップS34において、検査において異常がないことが確認された回数がカウントアップされる。その後、検査処理が終了される。 In step S33, it is determined whether an abnormality has occurred in the inspection. If it is determined that there is no abnormality in the inspection, the process proceeds to step S34. In step S34, the number of times when it is confirmed that there is no abnormality in the inspection is counted up. Thereafter, the inspection process is terminated.
また、ステップS33において、検査において異常が生じたと判断された場合、ステップS35に進む。 If it is determined in step S33 that an abnormality has occurred in the inspection, the process proceeds to step S35.
そして、ステップS35において、検査において異常が生じたことが実績情報として記憶部8に記憶される。ユーザは、実績情報に基づいて、過去に異常を生じさせたパラメータ、および、そのパラメータの値を知ることが可能である。 In step S35, the fact that an abnormality has occurred in the inspection is stored in the storage unit 8 as performance information. The user can know a parameter that has caused an abnormality in the past and the value of the parameter based on the record information.
そして、ステップS36において、エラー情報を表示させる制御が行われる。エラー情報は、たとえば、ユーザが携帯する携帯端末の表示部などに表示される。 In step S36, control to display error information is performed. For example, the error information is displayed on a display unit of a portable terminal carried by the user.
そして、ステップS37において、部品実装装置100bの運転が停止される。
In step S37, the operation of the
そして、ステップS38において、ユーザによる指示に基づいて、変更されたパラメータの値を元に戻す(変更前の値に戻す)か否かが判断される。ステップS38では、変更されたパラメータの値を元に戻すという指示を受け付けた場合、変更されたパラメータの値を元に戻すと判断される。この場合、ステップS39に進む。 In step S38, it is determined whether or not to return the changed parameter value to the original value (return to the value before the change) based on an instruction from the user. In step S38, if an instruction to restore the changed parameter value is received, it is determined that the changed parameter value is restored. In this case, the process proceeds to step S39.
そして、ステップS39において、変更されたパラメータの値が変更前の値に戻される。 In step S39, the changed parameter value is returned to the value before the change.
また、ステップS38では、変更されたパラメータの値を元に戻さないという指示を受け付けた場合、変更されたパラメータの値を元に戻さないと判断される。この場合、ステップS40に進む。 In step S38, if an instruction not to restore the changed parameter value is received, it is determined that the changed parameter value is not restored. In this case, the process proceeds to step S40.
そして、ステップS40において、変更されたパラメータを修正するように、ユーザ(作業者)に対して指示が行われる。ユーザは、部品実装装置100bからの指示に対して、修正内容を指示する。そして、指示された修正内容に基づいて、変更されたパラメータが修正される。
In step S40, an instruction is given to the user (operator) to correct the changed parameter. In response to an instruction from the
そして、ステップS41において、部品実装装置100bの運転が再開される。
In step S41, the operation of the
そして、ステップS42において、検査項目決定処理が再び行われる。その後、検査処理が終了される。 In step S42, the inspection item determination process is performed again. Thereafter, the inspection process is terminated.
(第1実施形態の効果)
第1実施形態では、以下のような効果を得ることができる。
(Effect of 1st Embodiment)
In the first embodiment, the following effects can be obtained.
第1実施形態では、上記のように、制御部9を、基板Pの生産用の生産プログラム12による基板Pの生産を開始する前に、生産プログラム12のパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、基板撮像部6を制御するように構成する。これにより、パラメータの値に変更がある生産プログラム12により基板Pの生産を行った場合、値が変更されたパラメータに対応する検査項目について基板撮像部6により検査を行い、検査結果を得ることができる。その結果、パラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装装置100bを提供することができる。また、第1実施形態の部品実装装置100bでは、部品実装装置100bにおいて検査項目について検査を行うことができる。これにより、部品実装装置100bよりも基板Pの搬送方向の下流側に配置された生産機能を有しない検査装置100cなどの下流側装置において検査を行う場合に比べて、パラメータの値が変更されたことに起因して生じる異常を早期に発見することができる。
In the first embodiment, as described above, the
また、第1実施形態では、上記のように、パラメータの値に変更があることを、生産完了後に記録された過去の生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、検出する。これにより、生産実績のある過去の生産プログラム12と、今回の生産プログラム12との比較に基づいて、値が変更されたパラメータを検出することができる。その結果、異常が生じるおそれがあるパラメータを、検査を行うパラメータとして効果的に検出することができる。
In the first embodiment, as described above, it is detected that there is a change in the parameter value based on a comparison between the
また、第1実施形態では、上記のように、パラメータの値に変更があることを、先回用いられた生産プログラム12と、今回用いられる生産プログラム12との比較に基づいて、検出する。これにより、パラメータの最適化がより進んでいる先回(前回)の生産プログラム12と、今回の生産プログラム12との比較に基づいて、値が変更されたパラメータを検出することができる。その結果、異常が生じるおそれがあるパラメータを、検査を行うパラメータとしてより効果的に検出することができる。
In the first embodiment, as described above, the change in the parameter value is detected based on a comparison between the
また、第1実施形態では、上記のように、検査項目を、パラメータと検査項目とを対応付けた検査項目情報13に基づいて、決定する。これにより、検査項目情報13から値が変更されたパラメータに対応する検査項目を選ぶだけで、適切な検査項目を決定することができる。その結果、値が変更されたパラメータに応じて、適切な検査項目を容易に決定することができる。
In the first embodiment, as described above, the inspection item is determined based on the
また、第1実施形態では、上記のように、パラメータを、基板Pに関するパラメータ、基板Pに実装される部品Eに関するパラメータ、および、部品Eを供給する部品供給装置11に関するパラメータを含むように構成する。そして、検査項目を、基板Pに関する項目、部品Eに関する項目、および、部品供給装置11に関する項目を含むように構成する。これにより、基板P、部品E、または、部品供給装置11に関するパラメータであって、値が変更されたパラメータに対応する検査項目について、基板撮像部6により検査を行い、検査結果を得ることができる。その結果、基板P、部品E、または、部品供給装置11に関するパラメータの値が変更されたことに起因して異常が生じたか否かを確認することができる。
Further, in the first embodiment, as described above, the parameters are configured to include a parameter related to the substrate P, a parameter related to the component E mounted on the substrate P, and a parameter related to the
また、第1実施形態では、上記のように、制御部9を、所定の検査項目について決められた回数だけ検査を行い、異常がないことが確認された場合、所定の検査項目についての検査を終了する制御を行うように構成する。これにより、変更された値でも安定した基板Pの生産を行うことができると判断できる場合、所定の検査項目についての検査を終了して、以降の検査を省略することができる。その結果、安定した基板Pの生産を行いつつ、以降の検査を省略した分だけ、基板Pの生産に要する時間を短縮することができる。
In the first embodiment, as described above, the
また、第1実施形態では、上記のように、制御部9を、所定の検査項目についての検査において異常があることが確認された場合、所定の検査項目に対応するパラメータの値を変更前の値に戻すか否かをユーザに問い合わせる制御を行うように構成する。これにより、ユーザは、問い合わせに応じてパラメータの値を変更前の値に戻すことを指示するだけで、変更されたパラメータの値を変更前の適切な値に修正することができる。その結果、ユーザがパラメータの値の修正を行う手間を省きつつ、変更されたパラメータの値を適切な値に修正することができる。
In the first embodiment, as described above, when it is confirmed that there is an abnormality in the inspection for the predetermined inspection item, the
[第2実施形態]
次に、図1〜図3および図14〜図18を参照して、第2実施形態について説明する。この第2実施形態では、部品実装装置において検査項目について検査を行う上記第1実施形態とは異なり、検査装置において検査項目について検査を行う例について説明する。なお、上記第1実施形態と同一の構成については、図中において同じ符号を付して図示し、その説明を省略する。
[Second Embodiment]
Next, a second embodiment will be described with reference to FIGS. 1 to 3 and FIGS. 14 to 18. In the second embodiment, an example in which an inspection item is inspected in an inspection apparatus will be described, unlike the first embodiment in which an inspection item is inspected in a component mounting apparatus. In addition, about the structure same as the said 1st Embodiment, the same code | symbol is attached | subjected and shown in the figure, and the description is abbreviate | omitted.
(部品実装システムの構成)
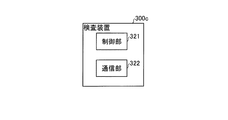
第2実施形態による部品実装システム300は、図1に示すように、部品実装装置300bと、検査装置300cとを備える点で、上記第1実施形態の部品実装システム100と相違する。また、部品実装装置300b(図2参照)は、図3に示すように、制御部309を備える点で、上記第1実施形態の部品実装装置100bと相違する。なお、検査装置300cは、特許請求の範囲の「下流側装置」の一例である。
(Configuration of component mounting system)
As shown in FIG. 1, the
検査装置300cは、図14に示すように、制御部321と、通信部322とを備える。制御部321は、検査装置300cの動作を制御する制御回路である。制御部321は、CPU(Central Processing Unit)、ROM(Read Only Memory)、および、RAM(Random Access Memory)を含む。通信部322は、情報の通信を行うためのインターフェースである。通信部322は、検査装置300cと、部品実装システム100の他の装置(印刷装置100a、部品実装装置300b、リフロー炉100d、リフロー後の検査装置100e)とを通信可能に接続する。また、通信部322は、検査装置300cと、生産プログラム作成装置200とを通信可能に接続する。
As illustrated in FIG. 14, the
第2実施形態では、部品実装装置300bの制御部309は、生産プログラム12による基板Pの生産を開始する前に、生産プログラム12のパラメータの値に変更があるか否かを検出する制御を行う。そして、部品実装装置300bの制御部309は、生産プログラム12のパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、通信部10を介して検査装置300cに指示する制御を行う。検査装置300cの制御部321は、部品実装装置300bによる指示に基づいて、指示された検査項目について検査する制御を行う。
In the second embodiment, the
また、検査装置300cの制御部321は、指示された検査項目についての検査結果を、通信部322を介して部品実装装置300bに通知する制御を行う。部品実装装置300bの制御部309は、検査装置300cから所定の検査項目についての検査において異常があることが通知された場合、所定の検査項目に対応するパラメータの値を変更前の値に戻すか否かをユーザに問い合わせる制御を行う。そして、部品実装装置300bの制御部309は、所定の検査項目に対応するパラメータの値を変更前の値に戻す指示を受け付けた場合、所定の検査項目に対応するパラメータの値を変更前の値に戻す制御を行う。また、部品実装装置300bの制御部309は、検査装置300cから所定の検査項目について決められた回数だけ異常がないことが通知された場合、所定の検査項目についての検査を終了する制御を行う。
In addition, the
(基板検査処理)
次に、図15を参照して、第2実施形態の検査装置300cによる基板検査処理をフローチャートに基づいて説明する。フローチャートの各処理は、検査装置300cの制御部321により行われる。
(Board inspection processing)
Next, with reference to FIG. 15, a substrate inspection process by the
図15に示すように、まず、ステップS101において、基板Pの検査用の検査プログラムが読み込まれる。 As shown in FIG. 15, first, in step S101, an inspection program for inspecting the substrate P is read.
そして、ステップS102において、検査装置300cの運転が開始される。
In step S102, the operation of the
そして、ステップS103において、1基板の検査処理が行われる。なお、1基板の検査処理の詳細については、後述する。 In step S103, an inspection process for one substrate is performed. Details of the inspection process for one substrate will be described later.
そして、ステップS104において、基板Pの検査枚数がカウントアップされる。 In step S104, the number of inspections of the substrate P is counted up.
そして、ステップS105において、基板Pの検査枚数が検査予定枚数に達したか否かが判断される。基板Pの検査枚数が検査予定枚数に達していないと判断された場合、ステップS103に戻る。そして、基板Pの検査枚数が検査予定枚数に達するまで、ステップS103〜S105の処理を繰り返す。また、ステップS105において、基板Pの検査枚数が検査予定枚数に達したと判断された場合、基板検査処理が終了される。 In step S105, it is determined whether or not the number of inspections of the substrate P has reached the planned inspection number. When it is determined that the number of inspections of the substrate P has not reached the scheduled inspection number, the process returns to step S103. Then, the processes in steps S103 to S105 are repeated until the number of inspections of the substrate P reaches the scheduled inspection number. If it is determined in step S105 that the number of inspections of the substrate P has reached the planned inspection number, the substrate inspection process is terminated.
(1基板の検査処理)
次に、図16を参照して、第2実施形態の検査装置300cによる1基板の検査処理をフローチャートに基づいて説明する。フローチャートの各処理は、検査装置300cの制御部321により行われる。
(1 substrate inspection process)
Next, with reference to FIG. 16, the inspection process for one substrate by the
図16に示すように、まず、ステップS111において、基板Pが搬入され、搬入された基板Pが基板固定位置に搬送され、基板固定位置において固定される。 As shown in FIG. 16, first, in step S111, the substrate P is loaded, and the loaded substrate P is transferred to the substrate fixing position and fixed at the substrate fixing position.
そして、ステップS112において、所定の検査箇所の検査が行われる。 In step S112, a predetermined inspection point is inspected.
そして、ステップS113において、検査結果の部品実装装置300bへの通知が必要であるか否かが判断される。検査結果の部品実装装置300bへの通知が必要であると判断された場合、ステップS114に進む。
In step S113, it is determined whether or not notification of the inspection result to the
そして、ステップS114において、検査結果が部品実装装置300bに通知される。
In step S114, the inspection result is notified to the
また、ステップS113において、検査結果の部品実装装置300bへの通知が必要でないと判断された場合、ステップS115に進む。
If it is determined in step S113 that notification of the inspection result to the
そして、ステップS115において、検査結果が記憶される。 In step S115, the inspection result is stored.
そして、ステップS116において、検査すべき全部の検査箇所の検査が完了したか否かが判断される。全部の検査箇所の検査が完了していないと判断された場合、ステップS112に戻る。そして、全部の検査箇所の検査が完了するまで、ステップS112〜S116の処理を繰り返す。 Then, in step S116, it is determined whether or not the inspection of all inspection points to be inspected has been completed. If it is determined that the inspection of all the inspection points has not been completed, the process returns to step S112. And the process of step S112-S116 is repeated until the test | inspection of all the test | inspection locations is completed.
また、ステップS116において、全部の検査箇所の検査が完了したと判断された場合、ステップS117に進む。 On the other hand, if it is determined in step S116 that all the inspection points have been inspected, the process proceeds to step S117.
そして、ステップS117において、基板固定位置における基板Pの固定が解除され、固定が解除された基板Pが搬出される。その後、1基板の検査処理が終了される。 In step S117, the fixing of the substrate P at the substrate fixing position is released, and the substrate P that has been released from the fixing position is carried out. Thereafter, the inspection process for one substrate is completed.
(検査項目決定処理)
次に、図17を参照して、第2実施形態の部品実装装置300bによる検査項目決定処理をフローチャートに基づいて説明する。フローチャートの各処理は、部品実装装置300bの制御部309により行われる。
(Inspection item decision processing)
Next, with reference to FIG. 17, an inspection item determination process by the
図17に示すように、まず、ステップS121において、過去の生産プログラム12が読み込まれる。
As shown in FIG. 17, first, the
そして、ステップS122において、今回の生産プログラム12と過去の生産プログラム12とが比較される。
In step S122, the
そして、ステップS123において、パラメータの値に変更があるか否かが判断される。パラメータの値に変更がないと判断された場合(比較した全部のパラメータにおいてパラメータ同士の値が同じであった場合)、検査項目決定処理が終了される。 In step S123, it is determined whether or not there is a change in the parameter value. When it is determined that there is no change in the parameter value (when all the compared parameters have the same parameter value), the inspection item determination process is terminated.
また、ステップS123において、パラメータの値に変更があると判断された場合、ステップS124に進む。 If it is determined in step S123 that the parameter value has been changed, the process proceeds to step S124.
そして、ステップS124において、パラメータと検査項目とを対応付けた検査項目情報から値が変更されたパラメータに対応する検査項目が検査を行う検査項目として選ばれて決定される。また、決定された検査項目が記憶部8に記憶される。 In step S124, the inspection item corresponding to the parameter whose value has been changed is selected and determined from the inspection item information in which the parameter and the inspection item are associated with each other. Further, the determined inspection item is stored in the storage unit 8.
そして、ステップS125において、決定された検査項目のうちから検査装置300cにおいて検査を行う項目が選ばれて決定される。
In step S125, an item to be inspected in the
そして、ステップS126において、検査装置300cに決定された検査項目が通知される。
In step S126, the inspection item determined is notified to the
(パラメータ修正処理)
次に、図18を参照して、第2実施形態の部品実装装置300bによるパラメータ修正処理をフローチャートに基づいて説明する。フローチャートの各処理は、部品実装装置300bの制御部309により行われる。
(Parameter correction processing)
Next, parameter correction processing by the
図18に示すように、まず、ステップS131において、検査装置300cにおける検査において異常が生じたか否かが判断される。検査装置300cにおける検査において異常がないと判断された場合、ステップS132に進む。そして、ステップS132において、検査装置300cにおける検査において異常がないことが確認された回数がカウントアップされる。その後、パラメータ修正処理が終了される。
As shown in FIG. 18, first, in step S131, it is determined whether or not an abnormality has occurred in the inspection in the
また、ステップS131において、検査装置300cにおける検査において異常が生じたと判断された場合、ステップS133に進む。
If it is determined in step S131 that an abnormality has occurred in the inspection performed by the
そして、ステップS133において、エラー情報を表示させる制御が行われる。エラー情報は、たとえば、ユーザが携帯する携帯端末の表示部などに表示される。 In step S133, control for displaying error information is performed. For example, the error information is displayed on a display unit of a portable terminal carried by the user.
そして、ステップS134において、部品実装装置300bの運転が停止される。
In step S134, the operation of the
そして、ステップS135において、ユーザによる指示に基づいて、変更されたパラメータの値を元に戻す(変更前の値に戻す)か否かが判断される。ステップS135では、変更されたパラメータの値を元に戻すという指示を受け付けた場合、変更されたパラメータの値を元に戻すと判断される。この場合、ステップS136に進む。 In step S135, it is determined whether or not to return the changed parameter value to the original value (return to the value before the change) based on an instruction from the user. In step S135, when an instruction to restore the changed parameter value is received, it is determined that the changed parameter value is restored. In this case, the process proceeds to step S136.
そして、ステップS136において、変更されたパラメータの値が変更前の値に戻される。 In step S136, the changed parameter value is returned to the value before the change.
また、ステップS135では、変更されたパラメータの値を元に戻さないという指示を受け付けた場合、変更されたパラメータの値を元に戻さないと判断される。この場合、ステップS137に進む。 In step S135, when an instruction not to restore the changed parameter value is received, it is determined that the changed parameter value is not restored. In this case, the process proceeds to step S137.
そして、ステップS137において、変更されたパラメータを修正するように、ユーザ(作業者)に対して指示が行われる。ユーザは、部品実装装置300bからの指示に対して、修正内容を指示する。そして、修正内容に基づいて、変更されたパラメータが修正される。
In step S137, an instruction is given to the user (operator) to correct the changed parameter. In response to an instruction from the
そして、ステップS138において、部品実装装置300bの運転が再開される。その後、パラメータ修正処理が終了される。
In step S138, the operation of the
なお、第2実施形態のその他の構成は、上記第1実施形態と同様である。 In addition, the other structure of 2nd Embodiment is the same as that of the said 1st Embodiment.
(第2実施形態の効果)
第2実施形態では、以下のような効果を得ることができる。
(Effect of 2nd Embodiment)
In the second embodiment, the following effects can be obtained.
第2実施形態では、上記のように、制御部309を、基板Pの生産用の生産プログラム12による基板Pの生産を開始する前に、生産プログラム12のパラメータの値に変更があることが検出されている場合、値に変更があることが検出されたパラメータに対応する検査項目について検査を行うように、通信部10を介して検査装置300cに指示する制御を行うように構成する。これにより、パラメータの値に変更がある場合にパラメータの値に変更がある生産プログラム12により基板Pの生産を行った場合、値が変更されたパラメータに対応する検査項目について検査装置300cにより検査を行い、検査結果を得ることができる。その結果、パラメータの値が変更されたことに起因して異常が生じたか否かを確認することが可能な部品実装装置300bを提供することができる。また、第2実施形態の部品実装装置300bでは、検査装置300cにおいて検査項目について検査を行うことができる。これにより、検査を指示した部品実装装置300bにおいて検査を行う場合に比べて、部品実装装置300bの負担を軽減することができる。
In the second embodiment, as described above, the
なお、第2実施形態のその他の効果は、上記第1実施形態と同様である。 The remaining effects of the second embodiment are similar to those of the aforementioned first embodiment.
[変形例]
なお、今回開示された実施形態は、全ての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記した実施形態の説明ではなく特許請求の範囲によって示され、さらに特許請求の範囲と均等の意味および範囲内での全ての変更(変形例)が含まれる。
[Modification]
In addition, it should be thought that embodiment disclosed this time is an illustration and restrictive at no points. The scope of the present invention is shown not by the above description of the embodiment but by the scope of claims, and further includes meanings equivalent to the scope of claims and all modifications (variants) within the scope.
たとえば、上記第1および第2実施形態では、本発明を、部品実装システムの生産装置としての部品実装装置に適用する例を示したが、本発明はこれに限られない。本発明を、部品実装システムの生産装置としての、印刷装置、接合材塗布装置などに適用してもよい。 For example, in the first and second embodiments, the example in which the present invention is applied to a component mounting apparatus as a production apparatus of a component mounting system has been described, but the present invention is not limited to this. The present invention may be applied to a printing apparatus, a bonding material coating apparatus, or the like as a production apparatus for a component mounting system.
また、上記第1および第2実施形態では、本発明の検査部を、基板撮像部により構成する例を示したが、本発明はこれに限られない。本発明では、検査部を、基板撮像部以外の検査部により構成してもよい。たとえば、検査部を、専用の撮像部により構成してもよい。また、たとえば、検査部を、レーザ変位計により構成してもよい。 Moreover, in the said 1st and 2nd embodiment, although the test | inspection part of this invention showed the example comprised by a board | substrate imaging part, this invention is not limited to this. In the present invention, the inspection unit may be configured by an inspection unit other than the board imaging unit. For example, the inspection unit may be configured by a dedicated imaging unit. Further, for example, the inspection unit may be configured by a laser displacement meter.
また、上記第1および第2実施形態では、パラメータの値に変更があることを、部品実装装置により検出する例を示したが、本発明はこれに限られない。本発明では、パラメータの値に変更があることを、部品実装装置以外の装置により検出してもよい。たとえば、パラメータの値に変更があることを、生産プログラム作成装置により検出してもよい。この場合、生産プログラム作成装置により検出されたパラメータを、部品実装システムの生産装置に通知すればよい。 In the first and second embodiments, the example in which the component mounting apparatus detects that the parameter value is changed has been described. However, the present invention is not limited to this. In the present invention, a change in the parameter value may be detected by an apparatus other than the component mounting apparatus. For example, the production program creation device may detect that there is a change in the parameter value. In this case, the parameters detected by the production program creation device may be notified to the production device of the component mounting system.
また、上記第1および第2実施形態では、パラメータの値に変更があることを、先回用いられた生産プログラムと、今回用いられる生産プログラムとの比較に基づいて検出する例を示したが、本発明はこれに限られない。本発明では、パラメータの値に変更があることを、先回用いられた生産プログラム以外の過去の生産プログラムと、今回用いられる生産プログラムとの比較に基づいて検出してもよい。この場合、比較に用いる過去の生産プログラムを、ユーザが指定してもよい。 In the first and second embodiments, the example in which the change in the parameter value is detected based on the comparison between the production program used last time and the production program used this time has been shown. The present invention is not limited to this. In the present invention, the change in the parameter value may be detected based on a comparison between a past production program other than the previously used production program and the production program used this time. In this case, the user may specify a past production program used for comparison.
また、上記第1および第2実施形態では、検査項目を、部品実装装置(部品実装システムの生産装置)により決定する例を示したが、本発明はこれに限られない。本発明では、検査項目を、部品実装システムの生産装置以外の装置により決定してもよい。たとえば、検査項目を、生産プログラム作成装置により決定してもよい。この場合、生産プログラム作成装置により決定された検査項目を、部品実装システムの生産装置に通知すればよい。 In the first and second embodiments, the example in which the inspection item is determined by the component mounting device (production device of the component mounting system) is shown, but the present invention is not limited to this. In the present invention, the inspection item may be determined by an apparatus other than the production apparatus of the component mounting system. For example, the inspection item may be determined by a production program creation device. In this case, the inspection items determined by the production program creation device may be notified to the production device of the component mounting system.
また、上記第1および第2実施形態では、パラメータを、基板に関するパラメータ、部品に関するパラメータ、および、部品供給装置に関するパラメータを含むように構成する例を示したが、本発明はこれに限られない。本発明では、パラメータを、基板に関するパラメータ、部品に関するパラメータ、および、部品供給装置に関するパラメータのうちの少なくともいずれか1つを含むように構成してもよい。また、パラメータを、基板に関するパラメータ、部品に関するパラメータ、および、部品供給装置に関するパラメータ以外のパラメータを含むように構成してもよい。 In the first and second embodiments, an example is shown in which the parameters are configured to include a parameter related to the board, a parameter related to the component, and a parameter related to the component supply device. However, the present invention is not limited to this. . In the present invention, the parameter may be configured to include at least one of a parameter related to the substrate, a parameter related to the component, and a parameter related to the component supply apparatus. Further, the parameters may be configured to include parameters other than the parameters related to the substrate, the parameters related to the components, and the parameters related to the component supply apparatus.
また、上記第1および第2実施形態では、検査項目を、基板に関する項目、部品に関する項目、および、部品供給装置に関する項目を含むように構成する例を示したが、本発明はこれに限られない。本発明では、検査項目を、基板に関する項目、部品に関する項目、および、部品供給装置に関する項目のうちの少なくともいずれか1つを含むように構成してもよい。また、検査項目を、基板に関する項目、部品に関する項目、および、部品供給装置に関する項目以外の項目を含むように構成してもよい。 In the first and second embodiments, the example in which the inspection items are configured to include the items related to the board, the items related to the components, and the items related to the component supply device has been described. However, the present invention is not limited thereto. Absent. In the present invention, the inspection item may be configured to include at least one of an item related to the substrate, an item related to the component, and an item related to the component supply device. Further, the inspection items may be configured to include items other than the items related to the substrate, the items related to the components, and the items related to the component supply device.
また、上記第1および第2実施形態では、制御部を、決められた回数だけ連続して異常がないことが確認された場合、所定の検査項目についての検査を終了する制御を行うように構成する例を示したが、本発明はこれに限られない。本発明では、制御部を、基板の生産が完了するまで、所定の検査項目についての検査を継続する制御を行うように構成してもよい。 In the first and second embodiments, the control unit is configured to perform control to end the inspection for a predetermined inspection item when it is confirmed that there is no abnormality continuously for a predetermined number of times. However, the present invention is not limited to this. In the present invention, the control unit may be configured to perform control to continue the inspection for a predetermined inspection item until the production of the substrate is completed.
また、上記第1および第2実施形態では、制御部を、所定の検査項目についての検査において異常があることが確認された場合、所定の検査項目に対応するパラメータの値を変更前の値に戻すか否かをユーザに問い合わせる制御を行うように構成する例を示したが、本発明はこれに限られない。本発明では、制御部を、所定の検査項目についての検査において異常があることが確認された場合、ユーザに問い合わせることなく、所定の検査項目に対応するパラメータの値を変更前の値に戻す制御を行うように構成してもよい。この場合、制御部を、パラメータの値を変更したこと(変更前の値に戻したこと)を、ユーザに通知する制御を行うように構成してもよい。 In the first and second embodiments, when it is confirmed that there is an abnormality in the inspection for the predetermined inspection item, the control unit sets the value of the parameter corresponding to the predetermined inspection item to the value before the change. Although an example in which control is performed to inquire the user whether or not to return is shown, the present invention is not limited to this. In the present invention, when it is confirmed that there is an abnormality in the inspection of the predetermined inspection item, the control unit returns the parameter value corresponding to the predetermined inspection item to the value before the change without inquiring the user. You may comprise so that it may perform. In this case, the control unit may be configured to perform control to notify the user that the parameter value has been changed (returned to the value before the change).
また、上記第2実施形態では、本発明の下流側装置を、リフロー前の検査装置により構成する例を示したが、本発明はこれに限られない。本発明では、下流側装置を、リフロー後の検査装置により構成してもよい。また、部品実装システムに部品実装装置が複数設けられている場合、下流側装置を、より下流側に配置された部品実装装置により構成してもよい。 Moreover, in the said 2nd Embodiment, although the downstream apparatus of this invention showed the example comprised by the inspection apparatus before reflow, this invention is not limited to this. In the present invention, the downstream device may be constituted by an inspection device after reflow. Further, when a plurality of component mounting devices are provided in the component mounting system, the downstream device may be configured by a component mounting device arranged on the further downstream side.
また、上記第1および第2実施形態では、説明の便宜上、制御部の処理動作を処理フローに沿って順番に処理を行うフロー駆動型のフローチャートを用いて説明したが、本発明はこれに限られない。本発明では、制御部の処理動作を、イベント単位で処理を実行するイベント駆動型(イベントドリブン型)の処理により行ってもよい。この場合、完全なイベント駆動型で行ってもよいし、イベント駆動およびフロー駆動を組み合わせて行ってもよい。 In the first and second embodiments, for convenience of explanation, the processing operation of the control unit has been described using a flow-driven flowchart that performs processing in order along the processing flow. However, the present invention is not limited to this. I can't. In the present invention, the processing operation of the control unit may be performed by event-driven (event-driven) processing that executes processing in units of events. In this case, it may be performed by a complete event drive type or a combination of event drive and flow drive.
6 基板撮像部(検査部)
9、309 制御部
10 通信部
11 部品供給装置
13 検査項目情報
31 ヘッド
100b、300b 部品実装装置(部品実装システムの生産装置)
100、300 部品実装システム
300c 検査装置(下流側装置)
E 部品
P 基板
6 Board imaging unit (inspection unit)
9, 309
100, 300
E component P substrate
Claims (10)
検査を行うための検査部と、
基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記検査部を制御する制御部と、を備える、部品実装システムの生産装置。 A production device constituting a component mounting system,
An inspection unit for performing an inspection;
If it is detected that there is a change in the parameter value of the production program before starting the production of the substrate by the production program for producing the substrate, the parameter in which the change is detected is detected. A production apparatus for a component mounting system, comprising: a control unit that controls the inspection unit so as to inspect a corresponding inspection item.
前記検査項目は、前記基板に関する項目、前記部品に関する項目、および、前記部品供給装置に関する項目のうちの少なくともいずれか1つを含む、請求項1〜4のいずれか1項に記載の部品実装システムの生産装置。 The parameter includes at least one of a parameter related to the substrate, a parameter related to a component mounted on the substrate, and a parameter related to a component supply device that supplies the component,
5. The component mounting system according to claim 1, wherein the inspection item includes at least one of an item related to the substrate, an item related to the component, and an item related to the component supply apparatus. Production equipment.
基板の搬送方向の下流側に配置された下流側装置と通信する通信部と、
前記基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記通信部を介して前記下流側装置に指示する制御を行う制御部と、を備える、部品実装システムの生産装置。 A production device constituting a component mounting system,
A communication unit that communicates with a downstream device disposed on the downstream side in the substrate transport direction;
If it is detected that there is a change in the parameter value of the production program before starting production of the substrate by the production program for production of the substrate, the parameter in which the value is detected to be changed And a control unit that performs control to instruct the downstream device via the communication unit so as to inspect the inspection items corresponding to the production item of the component mounting system.
検査を行うための検査部と、
前記基板の生産用の生産プログラムによる前記基板の生産を開始する前に、前記生産プログラムのパラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行うように、前記検査部を制御する制御部と、を備える、部品実装装置。 A head for mounting components on the board;
An inspection unit for performing an inspection;
If it is detected that there is a change in the parameter value of the production program before starting production of the substrate by the production program for production of the substrate, the parameter in which the value is detected to be changed And a control unit that controls the inspection unit so as to inspect the inspection items corresponding to the component mounting apparatus.
前記パラメータの値に変更があることが検出されている場合、値に変更があることが検出された前記パラメータに対応する検査項目について検査を行う、部品実装システムの検査方法。 Before starting production of the board by the production program for production of the board in the production apparatus constituting the component mounting system, it is detected whether there is a change in the parameter value of the production program,
An inspection method for a component mounting system, in which, when it is detected that the parameter value is changed, an inspection item corresponding to the parameter where the value is detected to be changed is inspected.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018095523A JP7158890B2 (en) | 2018-05-17 | 2018-05-17 | Production equipment for component mounting system, component mounting device, and inspection method for component mounting system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018095523A JP7158890B2 (en) | 2018-05-17 | 2018-05-17 | Production equipment for component mounting system, component mounting device, and inspection method for component mounting system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019201144A true JP2019201144A (en) | 2019-11-21 |
| JP7158890B2 JP7158890B2 (en) | 2022-10-24 |
Family
ID=68612331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018095523A Active JP7158890B2 (en) | 2018-05-17 | 2018-05-17 | Production equipment for component mounting system, component mounting device, and inspection method for component mounting system |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7158890B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111630463A (en) * | 2020-04-23 | 2020-09-04 | 深圳市诚捷智能装备股份有限公司 | Automatic production control system and production control method of capacitor element |
| DE112020007368T5 (en) | 2020-06-29 | 2023-05-04 | Fuji Corporation | Component assembly system |
| JP7530265B2 (en) | 2020-10-13 | 2024-08-07 | ヤマハ発動機株式会社 | OPERATION LOG MANAGEMENT METHOD, OPERATION LOG MANAGEMENT PROGRAM, AND OPERATION LOG MANAGEMENT DEVICE |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005164454A (en) * | 2003-12-04 | 2005-06-23 | Matsushita Electric Ind Co Ltd | Mounting appearance inspection method and mounting appearance inspection device |
| JP2009135176A (en) * | 2007-11-29 | 2009-06-18 | Panasonic Corp | Component mounting system and method of changing data in component mounting system |
| JP2014060310A (en) * | 2012-09-19 | 2014-04-03 | Hitachi High-Tech Instruments Co Ltd | Mounting program creation method and mounting program creation device |
| JP2014165440A (en) * | 2013-02-27 | 2014-09-08 | Fuji Mach Mfg Co Ltd | Production management device |
| WO2015079560A1 (en) * | 2013-11-29 | 2015-06-04 | 富士機械製造株式会社 | Data update method for circuit substrate work system and circuit substrate work system |
| JP2015153914A (en) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | Quality managing device, quality managing method and program |
| JP2015228474A (en) * | 2014-06-03 | 2015-12-17 | パナソニックIpマネジメント株式会社 | Component mounting system and method of changing component mounting data |
-
2018
- 2018-05-17 JP JP2018095523A patent/JP7158890B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005164454A (en) * | 2003-12-04 | 2005-06-23 | Matsushita Electric Ind Co Ltd | Mounting appearance inspection method and mounting appearance inspection device |
| JP2009135176A (en) * | 2007-11-29 | 2009-06-18 | Panasonic Corp | Component mounting system and method of changing data in component mounting system |
| JP2014060310A (en) * | 2012-09-19 | 2014-04-03 | Hitachi High-Tech Instruments Co Ltd | Mounting program creation method and mounting program creation device |
| JP2014165440A (en) * | 2013-02-27 | 2014-09-08 | Fuji Mach Mfg Co Ltd | Production management device |
| WO2015079560A1 (en) * | 2013-11-29 | 2015-06-04 | 富士機械製造株式会社 | Data update method for circuit substrate work system and circuit substrate work system |
| JP2015153914A (en) * | 2014-02-14 | 2015-08-24 | オムロン株式会社 | Quality managing device, quality managing method and program |
| JP2015228474A (en) * | 2014-06-03 | 2015-12-17 | パナソニックIpマネジメント株式会社 | Component mounting system and method of changing component mounting data |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111630463A (en) * | 2020-04-23 | 2020-09-04 | 深圳市诚捷智能装备股份有限公司 | Automatic production control system and production control method of capacitor element |
| CN111630463B (en) * | 2020-04-23 | 2024-04-23 | 深圳市诚捷智能装备股份有限公司 | Automatic production control system and production control method for capacitor element |
| DE112020007368T5 (en) | 2020-06-29 | 2023-05-04 | Fuji Corporation | Component assembly system |
| JP7530265B2 (en) | 2020-10-13 | 2024-08-07 | ヤマハ発動機株式会社 | OPERATION LOG MANAGEMENT METHOD, OPERATION LOG MANAGEMENT PROGRAM, AND OPERATION LOG MANAGEMENT DEVICE |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7158890B2 (en) | 2022-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3965288B2 (en) | Substrate work result inspection device | |
| JP4346827B2 (en) | Electronic component mounting method | |
| US8849442B2 (en) | Component mounting line and component mounting method | |
| JP7129619B2 (en) | COMPONENT MOUNTING SYSTEM, COMPONENT MOUNTING METHOD, AND CORRECTION VALUE CALCULATION DEVICE | |
| JP2007184450A (en) | Mounting system and method of mounting electronic component | |
| JP7158890B2 (en) | Production equipment for component mounting system, component mounting device, and inspection method for component mounting system | |
| JP2013221766A (en) | Visual inspection device and visual inspection method | |
| JP2007189041A (en) | Method for simultaneously sucking electronic part in mounting device and method for deciding propriety of simultaneous suction | |
| JP2008198730A (en) | Surface mounter, screen printer and mounting line | |
| JP4676886B2 (en) | Mounting system, mounting machine, printing machine, and electronic component mounting method | |
| JP7233974B2 (en) | Component mounting equipment and component mounting system | |
| JP4921346B2 (en) | Adsorption position correction method in component mounting apparatus | |
| WO2017064777A1 (en) | Component mounter | |
| JP2010118389A (en) | Component mounting method and system | |
| JP4707607B2 (en) | Image acquisition method for component recognition data creation and component mounter | |
| JP5756713B2 (en) | Substrate processing apparatus, substrate processing system | |
| JP7079371B2 (en) | Correction amount calculation device and correction amount calculation method | |
| CN109196971B (en) | Component mounting system | |
| JP6726310B2 (en) | Component mounter | |
| JP2008117975A (en) | Printing machine and component mounting system using the same | |
| JP2007287838A (en) | Parts transfer device, mounting machine, and parts transfer device for parts inspection machine | |
| WO2024062635A1 (en) | Testing device and testing method | |
| WO2024075202A1 (en) | Production assistance device and production assistance method | |
| JP7507416B2 (en) | Work line management device, work line management method, and electronic circuit board manufacturing system | |
| JP6884676B2 (en) | Component mounting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210928 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7158890 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |