JP2019098640A - 空気入りタイヤの製造方法 - Google Patents
空気入りタイヤの製造方法 Download PDFInfo
- Publication number
- JP2019098640A JP2019098640A JP2017232798A JP2017232798A JP2019098640A JP 2019098640 A JP2019098640 A JP 2019098640A JP 2017232798 A JP2017232798 A JP 2017232798A JP 2017232798 A JP2017232798 A JP 2017232798A JP 2019098640 A JP2019098640 A JP 2019098640A
- Authority
- JP
- Japan
- Prior art keywords
- carcass ply
- bead
- reinforcing layer
- side reinforcing
- drum
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 239000011324 bead Substances 0.000 claims abstract description 56
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 51
- 229920001971 elastomer Polymers 0.000 claims abstract description 45
- 239000005060 rubber Substances 0.000 claims abstract description 45
- 239000000945 filler Substances 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims abstract description 8
- 238000010030 laminating Methods 0.000 claims abstract description 4
- 238000004804 winding Methods 0.000 claims abstract description 3
- 238000010586 diagram Methods 0.000 abstract 1
- 230000002093 peripheral effect Effects 0.000 description 10
- 238000000465 moulding Methods 0.000 description 5
- 230000002787 reinforcement Effects 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229920001875 Ebonite Polymers 0.000 description 1
- 241000254043 Melolonthinae Species 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images





Landscapes
- Tyre Moulding (AREA)
Abstract
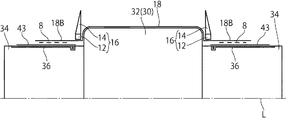
【課題】サイド補強層を所望位置に配置することができる空気入りタイヤの製造方法を提供する。【解決手段】成形ドラム30の外周にカーカスプライ18を巻き付ける工程と、巻き付けたカーカスプライ18の外周にビードコア12とビードフィラー14を備える一対のビード部材16,16を載置する工程と、ビード部材16,16を巻き込むようにカーカスプライ18の側部部分18Bをドラム軸方向内側に折り返す工程と、サイドウォールゴム43にサイド補強層20を設ける工程と、サイド補強層20をカーカスプライ18の折返し部18Aに向けてサイドウォールゴム43をカーカスプライ18に積層する工程とを有する。【選択図】 図3
Description
本発明は、空気入りタイヤの製造方法に関する。
空気入りタイヤは、一般に、成形ドラムでグリーンタイヤ(未加硫タイヤ)を成形し、得られたグリーンタイヤを加硫モールドで加硫することにより製造される。グリーンタイヤの成形工程では、成形ドラムの外周にカーカスプライを巻き付け、巻き付けたカーカスプライの外周にビードコア及びビードフィラーを備えるビード部材を載置し、次いで、ビードフィラーをカーカスプライに沿わせるようにステッチャーローラを用いてドラム軸方向内側に押し曲げてから、ビード部材を包み込むようにカーカスプライの側部部分をドラム軸方向内側に折り返す。その後、サイドウォールゴムを積層し、カーカスプライの中央部を膨らませてタイヤ形状に沿った変形を行わせた後、クラウン部にベルトとトレッドゴムを積層することでグリーンタイヤが成形される。
ところで、従来、ビード部からサイドウォール部にかけてタイヤ径方向に延びるサイド補強層を埋設する技術が知られている(例えば、特許文献1〜3参照)。サイド補強層は、所定間隔で平行に引き揃えて配列された複数本のスチールコードなどの補強コードと、該補強コードを被覆するトッピングゴムからなるものであり、補強コードをタイヤ径方向及びタイヤ周方向に対して傾斜させた状態でタイヤに埋設される。
上記のようなサイド補強層を持つ空気入りタイヤを製造する場合、予めサイド補強層を貼り付けたビード部材を、成形ドラムの外周に巻き付けたカーカスプライの両端部に載置し、その後、カーカスプライの側部部分をドラム軸方向内側に折り返してグリーンタイヤを成型する。
しかしながら、円環状のビード部材の側面にサイド補強層を位置精度良く貼り付けることは難しく、サイド補強層が不所望に配置されることで、操縦安定性や乗り心地に悪影響を与えることがある。
本発明は上記実情に鑑みてなされたものであり、その目的は、サイド補強層を所望位置に配置することができる空気入りタイヤの製造方法を提供することを目的とする。
本発明の空気入りタイヤの製造方法は、成形ドラムの外周にカーカスプライを巻き付ける工程と、巻き付けた前記カーカスプライの外周にビードコアとビードフィラーを備える一対のビード部材を載置する工程と、前記ビード部材を巻き込むように前記カーカスプライの側部部分をドラム軸方向内側に折り返す工程と、サイドウォールゴムにサイド補強層を設ける工程と、前記サイド補強層を前記カーカスプライの折返し部に向けて前記サイドウォールゴムを前記カーカスプライに積層する工程とを有する。
本発明の好ましい態様において、前記サイド補強層が前記サイドウォールゴムに埋設されてもよい。
本発明の他の好ましい態様において、前記サイド補強層の径方向内側端が、前記ビードコアの径方向外側端より径方向外側に位置してもよい。
本実施形態によれば、サイドウォールゴムにサイド補強層を設けておくことにより、サイド補強層を所望位置に配置することができ、操縦安定性や乗り心地の悪化を低減することができる。
(第1実施形態)
以下、本発明の第1実施形態について図面を参照して説明する。
以下、本発明の第1実施形態について図面を参照して説明する。
図1は、第1実施形態に係る空気入りタイヤの半断面図、図2は、第1実施形態に係る空気入りタイヤのビード部10を含むその周りの構造を示した断面図である。空気入りタイヤは、左右一対のビード部10と、ビード部10からタイヤ径方向外側Y2に延びる一対のサイドウォール部8と、左右のサイドウォール部8間に設けられたトレッド部9+とを備える。本実施形態に係る空気入りタイヤは、サイド補強層30を備えるビード部10及びサイドウォール部8の成形方法に特徴があり、それ以外のタイヤ構成及び製法については一般的な空気入りタイヤの構成及び製法を採用することができる。
図1に示すように、ビード部10には、鋼線等の収束体をゴム被覆してなるビードコア12と、断面略三角形状をなす硬質ゴム製のビードフィラー14と、が一体化された環状のビード部材16が埋設されている。
タイヤ内部には、一対のビード部10間にまたがって延びる少なくとも1枚のカーカスプライ18が埋設されており、この例ではカーカスプライ18は1枚である。カーカスプライ18は、平行配列された複数本のカーカスコードを、トッピングゴムで被覆してなるものである。カーカスプライ18は、トレッド部からサイドウォール部8を通りビード部10に至り、ビード部10においてカーカスプライ18の両端部がビード部材16の周りをタイヤ軸方向内側X1から外側X2に折り返されることで折返し部18Aが形成されている。カーカスプライ18の折返し部18Aの外側には、ビード部10を巻き込むようにラバーチェーハー19が設けられている。
カーカスプライ18よりタイヤ径方向外側Y2には、ベルト40、補強層41、トレッドゴム42が設けられている。カーカスプライ18よりタイヤ軸方向外側X2にはサイドウォールゴム43が設けられている。
図1に示すように、ビード部10からサイドウォール部8までの領域内に、タイヤ径方向Yに延びるサイド補強層20が設けられている。サイド補強層20は、所定間隔で平行に配列された複数本の補強コードと、該補強コードを被覆するトッピングゴムからなるものである。補強コードとしては、スチールコードが好ましく用いられる。補強コードは、この例では、タイヤ径方向Y及びタイヤ周方向に対して傾斜させて配設されている。タイヤ径方向Yに対する傾斜角度は、特に限定されず、例えば20°〜70°でもよい。一実施形態として、サイド補強層20の補強コードの傾斜は、左右のビード部においてタイヤ径方向Yに対する傾斜方向が逆向きに設定される。
サイド補強層20は、カーカスプライ18の折返し部18Aとサイドウォールゴム43との間にタイヤ周方向の全周にわたって設けられている。
サイド補強層20は、この例では、ビード部10からサイドウォール部8に跨がるように、ビードコア12の近傍からタイヤ径方向外方Y2へ延び、サイド補強層20の外周端20Aがビードフィラー14の先端14Aよりタイヤ径方向外方Y2に位置している。なお、サイド補強層20は、ビード部10内だけで設けられてもよく、すなわち、ビードフィラー14の先端14Aよりもタイヤ径方向内側Y1で終端していてもよい。
なお、符号22は、カーカスプライ18のタイヤ内面側に設けられた空気圧保持のためのインナーライナー層を示す。インナーライナー層22は、タイヤ内面の全体にわたって設けられる。
次に、第1実施形態に係る空気入りタイヤの製造方法について、図2〜図5に基づき説明する。
成形ドラム30は、図2に示すように、ドラム軸方向(タイヤ軸方向Xと同じ)に三分割されており、中央部に位置する中央ドラム32と、その両側に位置する端部ドラム34,34とが、各々独立して拡縮可能に構成されている。端部ドラム34には、ターンアップブラダー36が設けられている。符号Lは、ドラム軸、即ち成形ドラムの回転軸を示す。
グリーンタイヤの成形工程においては、まず、図2及び図3に示すように、成形ドラム30の外周に、未加硫のインナーライナー層22と、インナーライナー層22のドラム軸方向両側に未加硫のサイドウォールゴム43を巻き付け、次いで、その外周に未加硫のラバーチェーハー19及びカーカスプライ18を重ねて円筒状に巻き付ける。
本実施形態では、図3に示すように、未加硫のサイド補強層20は、この段階で、サイドウォールゴム43の外周面にそれぞれ全周にわたって貼り付けられている。この未加硫のサイド補強層20は、カーカスプライ18のドラム軸方向両側の側部部分18B,18Bの内周面にそれぞれ対向している。ここで、カーカスプライ18の側部部分18Bとは、カーカスプライ18のうち、ビード部材16が載置された位置よりもドラム軸方向外側の部分であり、図1に示すようにターンアップ後には折返し部18Aとなる。
なお、サイド補強層20のサイドウォールゴム43への貼り付け時期は、サイドウォールゴム43を成形ドラム30に巻き付ける前でもよく、サイドウォールゴム43を成形ドラム30に巻き付けた後でもよい。
次いで、巻き付けたカーカスプライ18の幅方向両端部における外周面に、それぞれ環状をなす未加硫のビード部材16,16を載置する。ビード部材16を装着する際には、図4に示されるように、端部ドラム34は中央ドラム32に対して縮径されており、従って、中央ドラム32の外周面と端部ドラム34の外周面との間には段差が形成されている。ビード部材16は、この段差部の外側に沿わせて装着される。
次いで、ステッチャーローラ等の不図示の押圧部材を用いて、左右一対のビードフィラー14,14を、それぞれカーカスプライ18の外周面に沿わせるようにドラム軸方向内側に押し曲げる。詳細には、中央ドラム32の両端の湾曲面に沿って配されたカーカスプライ18に対してビードフィラー14を押し付けて、ビードフィラー14の先端側をドラム軸方向内側に湾曲状に曲げる。
その後、図5に示すように、左右のビード部材16,16をそれぞれ包み込むように、カーカスプライ18の両側の側部部分18B,18Bをドラム軸方向内側に折り返す(即ち、ターンアップする)。この例では、端部ドラム34に設けられたターンアップブラダー36の内部に気体が充填されることで、ターンアップブラダー36が膨張し、これにより、カーカスプライ18の側部部分18Bが、ドラム周方向の全周にわたって同時に折り返され、ビード部材16がカーカスプライ18に挟み込まれる。
このターンアップと同時に、サイドウォールゴム43が、カーカスプライ18のドラム軸方向外側に積層される。このとき、サイドウォールゴム43の外周面にはサイド補強層20が、カーカスプライ18の側部部分18B,18Bに対向するように予め取り付けられているので、サイド補強層20は、カーカスプライ18の側部部分18B(即ち、折返し部18A)と、サイドウォールゴム43との間に挟み込まれた状態となる。
ターンアップ後の工程は従来の製造方法と同様であり、例えば、中央部を膨らませてタイヤ形状に沿った変形が行われ、踏面部にベルト40、補強層41及びトレッドゴム42となる未加硫のベルトプライおよびトレッド部材が配設されることで、グリーンタイヤが成形される。得られたグリーンタイヤを、加硫モールドにセットし、加硫成型することにより空気入りタイヤが得られる。
本実施形態であると、成形ドラム30上においてカーカスプライ18の折返し部18Aとなる側部部分18Bに対向するように、サイド補強層20がサイドウォールゴム43に設けられているため、サイド補強層を所望位置に配置することができ、操縦安定性や乗り心地の悪化を低減することができる。
本実施形態では、サイドウォールゴム43をカーカスプライ18のドラム軸方向外側に積層して、サイド補強層20をカーカスプライ18の折返し部18Aに沿わせたときに、サイド補強層20の内周端20Bがビードコア12の外周端12Aよりタイヤ径方向外側に位置するように設定されている(図1参照)。
上記の実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。この新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。
(変更例1)
上記した実施形態では、サイド補強層20をサイドウォールゴム43の外周面の所定位置に貼り付ける場合について説明したが、例えば、図6(a)に示すように、サイドウォールゴム43の外周面にサイド補強層20を埋設してもよく、また、図6(b)に示すように、一部がサイドウォールゴム43から突出するようにサイドウォールゴム43の外周面にサイド補強層20を埋設してもよい。このようにサイド補強層20の少なくとも一部をサイドウォールゴム43に埋設することで、サイド補強層20を構成するトッピングゴムがサイドウォールゴム43に対する接着性の低いゴムであっても、サイドウォールゴム43をカーカスプライ18に積層する前にサイド補強層20がサイドウォールゴム43から剥がれ落ちにくくなり、カーカスプライ18の折返し部18Aとサイドウォールゴム43との間にサイド補強層20を確実に設けることができる。なお、その他の構成及び作用効果は第1実施形態と同様であり、詳細な説明は省略する。
上記した実施形態では、サイド補強層20をサイドウォールゴム43の外周面の所定位置に貼り付ける場合について説明したが、例えば、図6(a)に示すように、サイドウォールゴム43の外周面にサイド補強層20を埋設してもよく、また、図6(b)に示すように、一部がサイドウォールゴム43から突出するようにサイドウォールゴム43の外周面にサイド補強層20を埋設してもよい。このようにサイド補強層20の少なくとも一部をサイドウォールゴム43に埋設することで、サイド補強層20を構成するトッピングゴムがサイドウォールゴム43に対する接着性の低いゴムであっても、サイドウォールゴム43をカーカスプライ18に積層する前にサイド補強層20がサイドウォールゴム43から剥がれ落ちにくくなり、カーカスプライ18の折返し部18Aとサイドウォールゴム43との間にサイド補強層20を確実に設けることができる。なお、その他の構成及び作用効果は第1実施形態と同様であり、詳細な説明は省略する。
(変更例2)
上記した実施形態では、ターンアップと同時にカーカスプライ18にサイドウォールゴム43を積層する場合について説明したが、サイドウォールゴム43を成形ドラム30の外周に設けることなくカーカスプライ18の両側の側部部分18Bをターンアップ後、サイド補強層20を設けたサイドウォールゴム43をカーカスプライ18のドラム軸方向外側から積層してもよい。このような場合でも、第1実施形態と同様の作用効果を得ることができる。なお、その他の構成は第1実施形態と同様であり、詳細な説明は省略する。
上記した実施形態では、ターンアップと同時にカーカスプライ18にサイドウォールゴム43を積層する場合について説明したが、サイドウォールゴム43を成形ドラム30の外周に設けることなくカーカスプライ18の両側の側部部分18Bをターンアップ後、サイド補強層20を設けたサイドウォールゴム43をカーカスプライ18のドラム軸方向外側から積層してもよい。このような場合でも、第1実施形態と同様の作用効果を得ることができる。なお、その他の構成は第1実施形態と同様であり、詳細な説明は省略する。
10…ビード部、12…ビードコア、14…ビードフィラー、16…ビード部材、18…カーカスプライ、18A…折返し部、20…サイド補強層、40…ベルト、41…補強層、42…トレッドゴム、43…サイドウォールゴム
Claims (3)
- 成形ドラムの外周にカーカスプライを巻き付ける工程と、巻き付けた前記カーカスプライの外周にビードコアとビードフィラーを備える一対のビード部材を載置する工程と、前記ビード部材を巻き込むように前記カーカスプライの側部部分をドラム軸方向内側に折り返す工程と、サイドウォールゴムにサイド補強層を設ける工程と、前記サイド補強層を前記カーカスプライの折返し部に向けて前記サイドウォールゴムを前記カーカスプライに積層する工程とを有する空気入りタイヤの製造方法。
- 前記サイド補強層が前記サイドウォールゴムに埋設されている請求項1に記載の空気入りタイヤの製造方法。
- 前記サイド補強層の径方向内側端が、前記ビードコアの径方向外側端より径方向外側に位置する請求項1又は2に記載の空気入りタイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232798A JP2019098640A (ja) | 2017-12-04 | 2017-12-04 | 空気入りタイヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232798A JP2019098640A (ja) | 2017-12-04 | 2017-12-04 | 空気入りタイヤの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019098640A true JP2019098640A (ja) | 2019-06-24 |
Family
ID=66975309
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017232798A Pending JP2019098640A (ja) | 2017-12-04 | 2017-12-04 | 空気入りタイヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019098640A (ja) |
-
2017
- 2017-12-04 JP JP2017232798A patent/JP2019098640A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012162204A (ja) | 空気入りタイヤおよび、ビードコアの製造方法 | |
| JP2019104168A (ja) | 空気入りタイヤの製造方法 | |
| JP6720539B2 (ja) | 空気入りタイヤ | |
| JP5056150B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP6109703B2 (ja) | タイヤビード部材及び空気入りタイヤの製造方法 | |
| JP2018099850A (ja) | 空気入りタイヤの製造方法 | |
| JP6186245B2 (ja) | グリーンタイヤ成型装置及び空気入りタイヤの製造方法 | |
| JP2009143137A (ja) | 空気入りタイヤの製造方法、及び空気入りタイヤ | |
| JP6603566B2 (ja) | 空気入りタイヤの製造方法 | |
| JP6084444B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2019098640A (ja) | 空気入りタイヤの製造方法 | |
| JP4507920B2 (ja) | ランフラットタイヤの製造方法 | |
| CN102802927A (zh) | 用于确定基本圆柱形接收表面的横向曲线的方法 | |
| JP5566843B2 (ja) | ベルトトレッド組立体の成形ドラム及びそれを用いたタイヤの製造方法 | |
| JP4507921B2 (ja) | ランフラットタイヤ及びその製造方法 | |
| JP5952700B2 (ja) | 剛性中子及びそれを用いた空気入りタイヤの製造方法 | |
| JP5529563B2 (ja) | 空気入りタイヤ | |
| JP2011148392A (ja) | タイヤ用チューブ | |
| KR101982844B1 (ko) | 공기입 타이어 | |
| JP5056440B2 (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| JP2007301830A (ja) | 重荷重用空気入りラジアルタイヤの製造方法および重荷重用空気入りラジアルタイヤ | |
| JP2005212278A (ja) | タイヤの製造方法 | |
| JP2005178483A (ja) | 空気入りタイヤおよび空気入りタイヤの製造方法 | |
| JP2019104111A (ja) | 空気入りタイヤの製造方法 | |
| JP2023095545A (ja) | 空気入りタイヤ及び空気入りタイヤの製造方法 |