JP2018537726A - 直接的なラミネーションに適した形態で提供される光学物品、光学装置を製造する方法 - Google Patents
直接的なラミネーションに適した形態で提供される光学物品、光学装置を製造する方法 Download PDFInfo
- Publication number
- JP2018537726A JP2018537726A JP2018535241A JP2018535241A JP2018537726A JP 2018537726 A JP2018537726 A JP 2018537726A JP 2018535241 A JP2018535241 A JP 2018535241A JP 2018535241 A JP2018535241 A JP 2018535241A JP 2018537726 A JP2018537726 A JP 2018537726A
- Authority
- JP
- Japan
- Prior art keywords
- optical
- roughness
- optical article
- layer
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/04—Optical elements characterised by the material of which they are made; Optical coatings for optical elements made of organic materials, e.g. plastics
- G02B1/041—Lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/0073—Optical laminates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00865—Applying coatings; tinting; colouring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00951—Measuring, controlling or regulating
- B29D11/00961—Measuring, controlling or regulating using microprocessors or computers
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C2202/00—Generic optical aspects applicable to one or more of the subgroups of G02C7/00
- G02C2202/16—Laminated or compound lenses
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Ophthalmology & Optometry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Testing Of Optical Devices Or Fibers (AREA)
- Optical Filters (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Polarising Elements (AREA)
Abstract
Description
・算術平均プロファイル粗度Raは、平均ラインからの粗度プロファイルの垂直方向の逸脱に基づいて表面の特徴を判定する振幅パラメータである。算術平均プロファイル粗度Raは、粗度プロファイル縦座標の絶対値の算術平均値である。
・粗度二乗平均平方根勾配Rdqは、粗度プロファイルの勾配の特性を記述する勾配パラメータである。粗度二乗平均平方根勾配Rdqは、サンプリング長内におけるプロファイルの二乗平均平方根勾配である。
− 同時にラミネートされることを意図された感圧接着剤層及び熱可塑性薄膜は、感圧接着剤層が熱可塑性薄膜上に配置される多層薄膜の形態であり、
− 受け入れ表面は、以下の式:
RSM≧min(0.64×Ra;0.58×Ra+0.007)
による、RSMと呼称されるピーク間の平均間隔を有し、ここで、「min(x;y)」は、xとyとの間の最小値の選択を指し、
− 受け入れ表面は、以下の式:RSM≧0.64×Raによる、RSMと呼称されるピーク間の平均間隔を有し、
− 受け入れ表面は、以下の式:RSM≧0.58×Ra+0.007による、RSMと呼称されるピーク間の平均間隔を有する。
・選択された粗度特徴を有する光学物品を提供するステップと、
・感圧接着剤層及び熱可塑性薄膜を提供するステップと、
・感圧接着剤層が前記受け入れ表面上に接着し、及び熱可塑性薄膜が感圧接着剤上に配置されるように、感圧接着剤層及び熱可塑性薄膜を光学物品の受け入れ表面上に直接ラミネートするステップと
を含む方法も対象とする。
− 提供された感圧接着剤及び熱可塑性薄膜は、感圧接着剤層が熱可塑性薄膜上に配置される多層薄膜の形態であり、
− 熱可塑性薄膜は、被覆を更に含む構造化薄膜の一部分であり、前記被覆は、優先的に、感圧接着剤層と接触することを意図された熱可塑性薄膜の別の面とは反対側の熱可塑性薄膜の面上に配置され、更に場合により、被覆は、熱可塑性薄膜と感圧層との間に存在し得、この場合、前記被覆は、熱可塑性薄膜、ハードコート層、下塗層、フォトクロミック層、分極層、液晶層、エレクトロクロミック層、静電防止層、反射防止層などの干渉性積層体、ミラー若しくは反射性層又は可視スペクトルの一部の部分に反射性を有する層、着色層、1つ又は複数の波長範囲をフィルタリングする選択的フィルタ、防汚層、防曇層、抗雨層、疎水層、或いはこれらの組合せからなるリスト内で選択され、
− 前記製造方法は、感圧接着剤層及び熱可塑性薄膜が予めラミネートされている光学装置の表面上に少なくとも補助層を提供するステップを更に含み、この場合、前記少なくとも1つの補助層は、熱可塑性薄膜、ハードコート層、下塗層、フォトクロミック層、分極層、液晶層、エレクトロクロミック層、静電防止層、反射防止層などの干渉性積層体、ミラー若しくは反射性層又は可視スペクトルの一部の部分に反射性を有する層、着色層、1つ又は複数の波長範囲をフィルタリングする選択的フィルタ、防汚層、防曇層、抗雨層、疎水層、或いはこれらの組合せからなるリスト内で選択され、
− 前記製造方法では、熱可塑性薄膜は、被覆を更に含む構造化薄膜の一部分であり、及び方法は、感圧接着剤層及び熱可塑性薄膜が予めラミネートされている光学装置の表面上に少なくとも1つの補助層を提供するステップを更に含み、
− 前記製造方法では、熱可塑性薄膜又は感圧層のいずれかは、少なくとも染料、顔料、吸収剤、フォトクロミック染料の追加又は存在により、更なる光学特性を含み、
− 光学物品は、粗化ステップ及び微細化ステップの少なくとも1つと、粗化ステップ、微細化ステップ、及び粗さ消去ステップから選択される2つ以下のステップとを含む半完成光学物品の機械加工プロセスにより、受け入れ表面を提供するために半完成光学物品から予め製造され、一実施形態によれば、半完成光学物品の機械加工プロセスは、粗さ消去ステップのみを含み、一実施形態によれば、半完成光学物品の機械加工プロセスは、粗化ステップのみを含み、
− 前記製造方法は、制御ステップ及び意思決定ステップによって後続される、互いに対向する凸状及び凹状光学表面を含む供給された光学物品を提供する予備ステップを含み、この場合、
・制御ステップは、受け入れ表面となることを意図される供給された光学物品の表面の粗度を判定するステップを含み、
・意思決定ステップは、
i.前記光学表面の予め判定された粗度を、選択された粗度特徴を有する光学物品の受け入れ表面の1つと比較するサブステップと、
ii.選択された粗度特徴に対応する粗度要件が満たされる場合、供給された光学物品を製造方法の提供ステップに提供し、且つ選択された粗度特徴に対応する粗度要件が満たされない場合、供給された光学物品を補完ステップに提供するサブステップと
を含み、
− 受け入れ表面となることを意図される表面の粗度を判定するステップは、前記表面の粗度を計測するステップと、前記表面の事前の製造データに基づいて前記表面の粗度を推定するステップと、前記表面を既知の粗度の表面と比較するステップとからなるリスト内で選択される方法に従って実施され、
− 補完ステップは、供給された光学物品を拒絶するステップと、供給された光学物品を製造方法の提供ステップに提供するために、前記表面の粗度が、機械加工ステップ後、選択された粗度特徴を満たすように、受け入れ表面となることを意図される表面を更に前記機械加工するステップとのリスト内で選択され、一実施形態によれば、受け入れ表面となることを意図される表面を更に機械加工するステップは、フラッシュ研磨ステップからなる。
○その望ましい厚さ及び曲率半径を光学物品に付与するために、砥石車(通常、接合されたダイヤアモンドの微細粒子から製造されている)によって光学物品の材料を研削するステップからなる「研削」。
○その望ましい厚さ及び曲率半径を光学物品に付与するために、回転駆動された切削ツールによって光学物品の材料を除去するステップからなる「ミリング」。
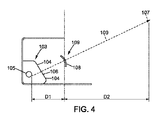
・5秒以下の期間に光学品質装置によってサンプルを観察した後、1つ(又はいくつか)の光学的欠陥が観察された場合、マーク=2である。欠陥の例は、歪円、ヘイズ円、引っ掻き傷である。
・5秒超且つ20秒以下である期間に品質装置によってサンプルを観察した後、1つ(又はいくつか)の光学的欠陥が観察された場合、マーク=1である。欠陥の例は、歪円、ヘイズ円、引っ掻き傷である。
・光学品質装置によってサンプルを観察した後、光学的欠陥が観察されない場合、マーク=0である。
マーク=1という結果は、受け入れ可能な結果として見なされ、マーク=0という結果は、良好な結果として見なされる。マーク=0とマーク=1との両方を有する結果を有するサンプルは、満足できる光学的品質を有するものとして見なされる。
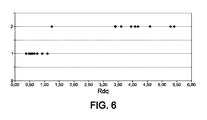
・エッジ上の黒色正方形は、良好な計測光学品質(マーク=0)を有するサンプルを示し、
・円形は、受け入れ可能な計測光学品質(マーク=1)を有するサンプルを示し、
・灰色の三角形は、受け入れ不能な計測光学品質(マーク=2)を有するサンプルを示す。
RSM≧min(0.64×Ra;0.58×Ra+0.007)
の要件が満たされるサンプルは、満足できる光学品質を有するサンプルであることが実証された。
・直線の点線D1は、以下の式:
RSM=0.58×Ra+0.007
に対応し、
・直線の実線D2は、以下の式:
RSM=0.64×Ra
に対応する。
・正方形は、光学物品が1.67の屈折率を有するサンプルを示し、
・明るい三角形は、光学物品が1.59の屈折率を有するサンプルを示し、
・星形は、光学物品が1.53の屈折率を有するサンプルを示し、
・灰色の円形は、光学物品が1.56の屈折率を有するサンプルを示し、
・黒色の三角形は、光学物品が1.49の屈折率を有するサンプルを示す。
・制御ステップは、受け入れ表面となることを意図される供給された光学物品の表面の粗度を判定するステップを含み、
・意思決定ステップは、
i.前記光学表面の予め判定された粗度を、選択された粗度特徴を有する光学物品の受け入れ表面の1つと比較するサブステップと、
ii.選択された粗度特徴に対応する粗度要件が満たされる場合、供給された光学物品を製造方法の提供ステップに提供し、且つ選択された粗度特徴に対応する粗度要件が満たされない場合、供給された光学物品を補完ステップに提供するサブステップと
を含む。
Claims (15)
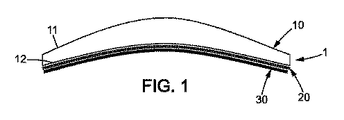
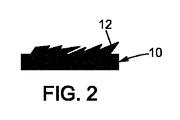
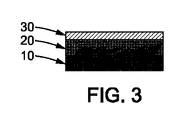
- 感圧接着剤層及び熱可塑性薄膜の同時ラミネーションに適した形態で提供される光学物品であって、互いに対向する凸状及び凹状光学表面を含み、前記凸状及び/又は凹状光学表面は、感圧接着剤であって、その上に前記熱可塑性薄膜が配置されることが意図される、感圧接着剤を受け入れることを意図された()受け入れ表面であり、前記受け入れ表面は、0.01μm以上且つ0.3μm以下の算術平均プロファイル粗度Raを有し、及び/又は前記受け入れ表面は、0.2°以上且つ1.2°以下のプロファイル粗度二乗平均平方根勾配Rdqを有する、光学物品。
- 同時にラミネートされることを意図された前記感圧接着剤層及び前記熱可塑性薄膜は、前記感圧接着剤層が前記熱可塑性薄膜上に配置される多層薄膜の形態である、請求項1に記載の光学物品。
- 前記受け入れ表面は、以下の式:
RSM≧min(0.64×Ra;0.58×Ra+0.007)
による、RSMと呼称されるピーク間の平均間隔を有し、
例えば、RSM≧0.64×Raであり、又は
例えば、RSM≧0.58×Ra+0.007である、請求項1又は2に記載の光学物品。 - 請求項1〜3のいずれか一項に記載の光学物品、感圧接着剤層、及び熱可塑性薄膜を含む光学装置であって、同時ラミネーションにより、前記感圧接着剤層は、前記光学物品の前記受け入れ表面上に接着され、及び前記熱可塑性薄膜は、前記感圧接着剤層上に配置される、光学装置。
- 前記感圧接着剤層の厚さは、20μm以上且つ250μm以下、例えば25μm以上且つ/又は75μm以下であり、及び前記熱可塑性薄膜の厚さは、30μm以上且つ500μm以下、例えば80μm以上且つ/又は200μm以下である、請求項4に記載の光学装置。
- 光学装置を製造する方法であって、
・請求項1〜3のいずれか一項に記載の光学物品を提供するステップと、
・感圧接着剤層及び熱可塑性薄膜を提供するステップと、
・前記感圧接着剤が前記受け入れ表面上に接着し、及び前記熱可塑性薄膜が前記感圧接着剤上に配置されるように、前記感圧接着剤層及び前記熱可塑性薄膜を前記光学物品の受け入れ表面上に直接ラミネートするステップと
を含む方法。 - 前記提供された感圧接着剤層及び熱可塑性薄膜は、前記感圧接着剤層が前記熱可塑性薄膜上に配置される多層薄膜の形態である、請求項6に記載の製造方法。
- 前記熱可塑性薄膜は、被覆を更に含む構造化薄膜の一部分であり、前記被覆は、前記熱可塑性薄膜の面上に配置される、請求項6又は7に記載の製造方法。
- 感圧接着剤層及び熱可塑性薄膜が予めラミネートされている前記光学装置の表面上に少なくとも補助層を提供するステップを更に含み、前記少なくとも1つの補助層は、熱可塑性薄膜、ハードコート層、下塗層、色付与層、フォトクロミック層、分極層、液晶層、エレクトロクロミック層、静電防止層、反射防止層、着色層、1つ又は複数の波長範囲をフィルタリングする選択的フィルタ、トップコート層、防汚、防曇層、抗雨層、疎水層、又はこれらの組合せからなるリスト内で選択される、請求項6〜8のいずれか一項に記載の製造方法。
- 前記熱可塑性薄膜又は前記感圧層のいずれかは、少なくとも染料、顔料、吸収剤、フォトクロミック染料の追加又は存在により、更なる光学特性を含む、請求項6〜9のいずれか一項に記載の製造方法。
- 前記光学物品は、粗化ステップ及び微細化ステップの少なくとも1つと、粗化ステップ、微細化ステップ、及び粗さ消去ステップから選択される2つ以下のステップとを含む半完成光学物品の機械加工プロセスにより、受け入れ表面を提供するために前記半完成光学物品から予め製造される、請求項6〜10のいずれか一項に記載の製造方法。
- 前記半完成光学物品の前記機械加工プロセスは、粗化ステップのみを含む、請求項11に記載の製造方法。
- 制御ステップ及び意思決定ステップによって後続される、互いに対向する凸状及び凹状光学表面を含む供給された光学物品を提供する予備ステップを含み、
・前記制御ステップは、受け入れ表面となることを意図される前記供給された光学物品の表面の粗度を判定するステップを含み、
・前記意思決定ステップは、
i.前記光学表面の前記予め判定された粗度を、請求項1〜3のいずれか一項に記載の光学物品の受け入れ表面の1つと比較するサブステップと、
ii.請求項1〜3のいずれか一項に記載の粗度要件が満たされる場合、前記供給された光学物品を請求項6に記載の製造方法の前記提供ステップに提供し、且つ請求項1〜3のいずれか一項に記載の粗度要件が満たされない場合、前記供給された光学物品を補完ステップに提供するサブステップと
を含む、請求項6〜12のいずれか一項に記載の製造方法。 - 受け入れ表面となることを意図される表面の粗度を判定するステップは、前記表面の前記粗度を計測するステップと、前記表面の事前の製造データに基づいて前記表面の前記粗度を推定するステップと、前記表面を既知の粗度の表面と比較するステップと、類似の製造データを使用して予め製造されたサンプル表面の粗度に基づいて前記表面の前記粗度を判定するステップとからなるリスト内で選択される方法に従って実施される、請求項13に記載の製造方法。
- 前記補完ステップは、前記供給された光学物品を拒絶するステップと、前記供給された光学物品を請求項6に記載の製造方法の前記提供ステップに提供するために、前記表面の前記粗度が、前記機械加工ステップ後、請求項1〜3のいずれか一項に記載の粗度要件を満たすように、受け入れ表面となることを意図される前記表面を更に機械加工するステップとのリスト内で選択される、請求項13又は14に記載の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15306531.3A EP3150364B1 (en) | 2015-09-29 | 2015-09-29 | Method for manufacturing an optical device |
| EP15306531.3 | 2015-09-29 | ||
| PCT/EP2016/072956 WO2017055265A1 (en) | 2015-09-29 | 2016-09-27 | Optical article provided in a form suitable for direct lamination; method for manufacturing an optical device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018537726A true JP2018537726A (ja) | 2018-12-20 |
| JP6943863B2 JP6943863B2 (ja) | 2021-10-06 |
Family
ID=54251465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018535241A Active JP6943863B2 (ja) | 2015-09-29 | 2016-09-27 | 直接的なラミネーションに適した形態で提供される光学物品、光学装置を製造する方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US11099299B2 (ja) |
| EP (2) | EP3150364B1 (ja) |
| JP (1) | JP6943863B2 (ja) |
| KR (1) | KR102530249B1 (ja) |
| CN (1) | CN108025517B (ja) |
| BR (1) | BR112018006123B1 (ja) |
| WO (1) | WO2017055265A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3587093A1 (en) * | 2018-06-28 | 2020-01-01 | Essilor International | Device and method for forming a functional film intended to be laminated on an optical article |
| EP3763517A1 (en) * | 2019-07-09 | 2021-01-13 | Essilor International | Method for manufacturing a photochromic optical article |
| US12429714B2 (en) | 2019-11-26 | 2025-09-30 | Oakley, Inc. | High transmittance eyewear with chroma enhancement |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS603601A (ja) * | 1983-06-22 | 1985-01-10 | Olympus Optical Co Ltd | 光学用接合素子 |
| JPS62196613A (ja) * | 1986-02-25 | 1987-08-31 | Hitachi Ltd | 非球面レンズ |
| JPH035702A (ja) * | 1989-06-01 | 1991-01-11 | Canon Inc | 貼り合わせレンズ等及びその製造方法 |
| US20030137634A1 (en) * | 2000-01-24 | 2003-07-24 | Dungar Christopher Mark | Method and kit for making ophthalmic lenses |
| JP2007226241A (ja) * | 2006-02-23 | 2007-09-06 | Essilor Internatl (Co Generale D'optique) | 偏光光学素子を製造する方法 |
| JP2008040497A (ja) * | 2006-08-07 | 2008-02-21 | Stephen M Dillon | 均一拡散全方向性反射レンズ |
| JP2010101918A (ja) * | 2008-09-26 | 2010-05-06 | Toshiba Corp | 眼鏡 |
| JP2010536060A (ja) * | 2007-08-08 | 2010-11-25 | エシロール アテルナジオナール カンパニー ジェネラーレ デ オプティック | レンズ基材上に被覆済みまたは未被覆の膜を設ける方法 |
| JP2012008524A (ja) * | 2010-02-26 | 2012-01-12 | Canon Inc | 光学用部材、ポリイミド、およびその製造方法 |
| JP2014048242A (ja) * | 2012-09-03 | 2014-03-17 | Hoya Corp | 眼鏡レンズの製造方法及び眼鏡レンズの評価方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3334911B2 (ja) * | 1992-07-31 | 2002-10-15 | キヤノン株式会社 | パターン形成方法 |
| KR100301948B1 (ko) * | 1999-05-11 | 2001-09-22 | 윤덕용 | 비구면 렌즈 연마장치 및 방법 |
| FR2883984B1 (fr) | 2005-04-04 | 2007-06-22 | Essilor Int | Appareil pour conformer un film plan sur une lentille optique, procedes de fonctionnalisation d'une lentille optique au moyen dudit appareil, et lentille ainsi obtenue |
| FR2897693B1 (fr) * | 2006-02-23 | 2008-11-21 | Essilor Int | Element optique polarisant comprenant un film polariseur et procede de farbrication d'un tel element |
| DE102006060141A1 (de) * | 2006-12-18 | 2008-06-26 | Docter Optics Gmbh | Scheinwerferlinse für einen Kraftfahrzeugscheinwerfer |
| KR20100020906A (ko) * | 2008-08-13 | 2010-02-23 | 소니 가부시끼가이샤 | 광학 필름 및 그 제조 방법, 눈부심방지성 필름, 광학층이 부착된 편광자 및 표시 장치 |
| FR2979713B1 (fr) * | 2011-09-06 | 2013-09-20 | Bnl Eurolens | Element optique polarisant teinte et procede de fabrication d'un tel element |
| PT2724815E (pt) | 2012-10-29 | 2014-08-28 | Essilor Int | Método de usinagem de uma superfície de uma lente ótica |
-
2015
- 2015-09-29 EP EP15306531.3A patent/EP3150364B1/en active Active
-
2016
- 2016-09-27 EP EP16775174.2A patent/EP3356127B1/en active Active
- 2016-09-27 US US15/764,424 patent/US11099299B2/en active Active
- 2016-09-27 WO PCT/EP2016/072956 patent/WO2017055265A1/en not_active Ceased
- 2016-09-27 KR KR1020187011800A patent/KR102530249B1/ko active Active
- 2016-09-27 CN CN201680056447.8A patent/CN108025517B/zh active Active
- 2016-09-27 BR BR112018006123-9A patent/BR112018006123B1/pt active IP Right Grant
- 2016-09-27 JP JP2018535241A patent/JP6943863B2/ja active Active
-
2021
- 2021-06-30 US US17/363,210 patent/US20210325568A1/en not_active Abandoned
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS603601A (ja) * | 1983-06-22 | 1985-01-10 | Olympus Optical Co Ltd | 光学用接合素子 |
| JPS62196613A (ja) * | 1986-02-25 | 1987-08-31 | Hitachi Ltd | 非球面レンズ |
| JPH035702A (ja) * | 1989-06-01 | 1991-01-11 | Canon Inc | 貼り合わせレンズ等及びその製造方法 |
| US20030137634A1 (en) * | 2000-01-24 | 2003-07-24 | Dungar Christopher Mark | Method and kit for making ophthalmic lenses |
| JP2007226241A (ja) * | 2006-02-23 | 2007-09-06 | Essilor Internatl (Co Generale D'optique) | 偏光光学素子を製造する方法 |
| JP2008040497A (ja) * | 2006-08-07 | 2008-02-21 | Stephen M Dillon | 均一拡散全方向性反射レンズ |
| JP2010536060A (ja) * | 2007-08-08 | 2010-11-25 | エシロール アテルナジオナール カンパニー ジェネラーレ デ オプティック | レンズ基材上に被覆済みまたは未被覆の膜を設ける方法 |
| JP2010101918A (ja) * | 2008-09-26 | 2010-05-06 | Toshiba Corp | 眼鏡 |
| JP2012008524A (ja) * | 2010-02-26 | 2012-01-12 | Canon Inc | 光学用部材、ポリイミド、およびその製造方法 |
| JP2014048242A (ja) * | 2012-09-03 | 2014-03-17 | Hoya Corp | 眼鏡レンズの製造方法及び眼鏡レンズの評価方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3356127A1 (en) | 2018-08-08 |
| BR112018006123B1 (pt) | 2022-04-05 |
| EP3150364B1 (en) | 2018-11-14 |
| EP3150364A1 (en) | 2017-04-05 |
| KR102530249B1 (ko) | 2023-05-09 |
| KR20180061277A (ko) | 2018-06-07 |
| US20180284325A1 (en) | 2018-10-04 |
| WO2017055265A1 (en) | 2017-04-06 |
| BR112018006123A2 (pt) | 2018-10-23 |
| CN108025517B (zh) | 2020-11-24 |
| US11099299B2 (en) | 2021-08-24 |
| JP6943863B2 (ja) | 2021-10-06 |
| US20210325568A1 (en) | 2021-10-21 |
| CN108025517A (zh) | 2018-05-11 |
| EP3356127B1 (en) | 2020-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210325568A1 (en) | Optical article provided in a form suitable for direct lamination; method for manufacturing an optical device | |
| US9304330B2 (en) | Experiential optical device | |
| CN207752263U (zh) | 层叠反射镜式镜片和眼睛佩戴件 | |
| US20150331259A1 (en) | Film Laminated Ophthalmic Lenses with Improved Wheel Edging Performance | |
| US20190324289A1 (en) | Spectacle lens comprising at least one ultrathin lens and process for production thereof | |
| CN109130260A (zh) | 制造偏振光学制品的方法和偏振光学制品 | |
| CN102985220A (zh) | 使涂覆膜的眼镜镜片成形的方法 | |
| JP2016509250A (ja) | 疎水二重層と一時金属フッ化物層とを含む縁取り可能な眼用レンズ | |
| JP5511287B2 (ja) | プラスチックレンズの製造方法 | |
| JP6691920B2 (ja) | 光学要素 | |
| JP2019518230A (ja) | エッジング耐性を改善した機能化ラミネート光学素子 | |
| US10274656B2 (en) | Optical device with a functionalised coating and method for such optical device | |
| US11106057B2 (en) | Temporary polar patches | |
| WO2023110887A1 (en) | Method for thermoforming a film by thermal shrinkage and lamination thereof on an optical article | |
| CN120091909A (zh) | 用于保护光学薄片的可剥离衬垫 | |
| JP2023031185A (ja) | 眼鏡レンズ用シール | |
| JP2012215640A (ja) | 眼鏡レンズの製造方法 | |
| GB2494936A (en) | Lens engraved with image logo or text |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210419 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210716 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210816 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6943863 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |