JP2018154392A - 蓋材、及び該蓋材を用いた包装容器 - Google Patents
蓋材、及び該蓋材を用いた包装容器 Download PDFInfo
- Publication number
- JP2018154392A JP2018154392A JP2017054114A JP2017054114A JP2018154392A JP 2018154392 A JP2018154392 A JP 2018154392A JP 2017054114 A JP2017054114 A JP 2017054114A JP 2017054114 A JP2017054114 A JP 2017054114A JP 2018154392 A JP2018154392 A JP 2018154392A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- lid
- polyethylene
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Packages (AREA)
- Laminated Bodies (AREA)
Abstract
Description
1.少なくとも、基材層と、シーラント層と、該基材層と該シーラント層とを接着する接着性樹脂層とを有するフィルム状の蓋材であって、前記基材層は、ガスバリア層を有し、前記接着性樹脂層は、酸変性ポリオレフィン樹脂組成物を用いて形成される溶融押出し層であり、前記シーラント層は、ポリエチレン系樹脂層と、表面に露出したイージーピール層とを有し、該イージーピール層は、互いに非相溶性の、2種または3種以上の樹脂を含むブレンドポリマーからなる、蓋材。
2.香辛料または香辛料を多量に含有した内容物を収容するための包装容器用の、上記1に記載の耐香辛料性の蓋材。
3.前記ガスバリア層が、プラスチックフィルム上に蒸着された、酸化珪素蒸着層または酸化アルミニウム蒸着層を有する、上記1または2に記載の蓋材。
4.前記ガスバリア層が、更に、ガスバリア樹脂塗布層を有するものであり、該ガスバリア樹脂塗布層が、厚みが、0.01〜100μmであり、下記一般式(1)で表される、1種または2種以上のアルコキシドと、水酸基を有する水溶性高分子とを含有したガスバリア性樹脂組成物がゾルゲル法によって加水分解重縮合物を生成して形成された塗布膜層である、上記1〜3の何れかに記載の蓋材。
R1 nM(OR2)m (1)
(式中、Mは金属原子を表し、R1、R2は炭素数1〜8の有機基を表し、nは0以上の整数であり、mは1以上の整数であり、n+mはMの原子価を表す)
5.前記接着性樹脂層は、厚みが5〜25μmであり、溶媒含有量が、前記接着性樹脂層中に、0質量%または1質量%以下であり、前記酸変性ポリオレフィン樹脂組成物の190℃におけるMFR値が、3〜100g/10分である、上記1〜4の何れかに記載の蓋材。
6.前記ポリエチレン系樹脂層が、高密度ポリエチレン層を有する多層構造である、上記1〜5の何れかに記載の蓋材。
7.前記ポリエチレン系樹脂層が、低密度ポリエチレン層と、高密度ポリエチレン層とを有する多層構造であり、該高密度ポリエチレン層が該低密度ポリエチレン層と前記イージーピール層との間に存在しているものである、上記1〜5の何れかに記載の蓋材。
8.前記ポリエチレン系樹脂層の厚みが、5〜70μmであり、前記イージーピール層の厚みが、1〜20μmである、上記1〜7の何れかに記載の蓋材。
9.前記低密度ポリエチレン層の厚みが、2.5〜35μmであり、前記高密度ポリエチレン層の厚みが、2.5〜35μmである、上記7に記載の蓋材。
10.前記酸変性ポリオレフィン系樹脂は、少なくとも、アルケンと、(メタ)アクリル酸エステルと、不飽和カルボン酸との共重合体である、上記1〜9の何れかに記載の蓋材。
11.前記共重合体における前記不飽和カルボン酸由来の残基の含有量が、前記共重合体の全量中に、0.05質量%以上、1.0質量%未満である、上記10に記載の蓋材。
12.前記共重合体における(メタ)アクリル酸エステル由来の残基の含有量が、前記共重合体の全量中に、5〜40質量%である、上記10または11に記載の蓋材。
13.前記ブレンドポリマーが、少なくとも、ポリエチレン系樹脂とポリプロピレン系樹脂とを、含み、海島構造を有するブレンドポリマーである、上記1〜12の何れかに記載の蓋材。
14.前記ブレンドポリマーの、ポリエチレン系樹脂とポリプロピレン系樹脂との質量比が、ポリエチレン系樹脂/ポリプロピレン系樹脂=10/90〜50/50である、上記13に記載の蓋材。
15.前記ブレンドポリマーが、少なくとも、ポリエチレン系樹脂とポリスチレン系樹脂とを、含み、海島構造を有するブレンドポリマーである、上記1〜12の何れかに記載の蓋材。
16.前記ブレンドポリマーのポリエチレン系樹脂とポリスチレン系樹脂との質量比が、ポリエチレン系樹脂/ポリスチレン系樹脂=20/80〜50/50である、上記15に記載の蓋材。
17.上記1〜16の何れかに記載の蓋材と、ポリプロピレン系樹脂またはポリエチレン系樹脂からなる底材とで形成される包装容器であって、前記蓋材の前記シーラント層と、前記底材の開口部の周縁フランジ部とが、熱シールされている、包装容器。
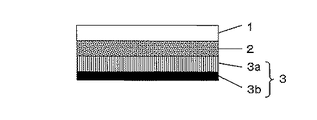
図1は、本発明の蓋材の層構成について、その一例を示す概略的断面図である。図1に示されるように、本発明の蓋材は、基材層1と、接着性樹脂層2と、ポリエチレン系樹脂層3aとイージーピール層3bとからなるシーラント層とを積層してなるものである。
本発明において、基材層としては、通常の包装材料を構成する任意のガスバリア性フィルムを適宜使用することができる。
R1 nM(OR2)m (1)
(ただし、式中、R1、R2は、炭素数1〜8の有機基を表し、Mは、金属原子を表し、nは、0以上の整数を表し、mは、1以上の整数を表し、n+mは、Mの原子価を表す。)
本発明において、接着性樹脂層は、酸変性ポリオレフィン系樹脂組成物を溶融押出して形成される層である。酸変性ポリオレフィン系樹脂組成物に含有される酸変性ポリオレフィン系樹脂は、例えば、不飽和カルボン酸がアルケン−や(メタ)アクリル酸エステルと共重合した、アルケン−不飽和カルボン酸や、(メタ)アクリル酸エステル−不飽和カルボン酸の二元共重合体や、アルケン−(メタ)アクリル酸エステル−不飽和カルボン酸の三元共重合体が挙げられる。共重合の形態としては、ランダム共重合、交互共重合、ブロック共重合、グラフト共重合のいずれでもよい。
本発明において、シーラント層は、ポリエチレン系樹脂層と表面に露出したイージーピール層とを有するシーラントフィルムからなる層であり、包装容器底材との熱シール時はイージーピール層が接着し、包装容器からピールする際には、イージーピール層の凝集破壊、更には海島界面の剥離によって、蓋材が剥離するものである。
底材は、包装容器の、内容物を収納する部分であり、素材としては、例えば、ポリプロピレン系樹脂、ポリエチレン系樹脂等が挙げられる。内容物の保存性を向上させる場合は、多層構成となっており、中間層にバリア層を設けている。バリア層としては、エチレンービニルアルコール共重合体樹脂などを用いている。
本発明の蓋材で熱シールされて形成された包装容器は、蓋材由来のイージーピール層の厚みのバラツキが小さく、最大厚み値−最小厚みの値が、平均厚みの10%以内に収まり、安定した接着強度、隠蔽性、剥離強度、及び、易開封性を発揮することができる。
シランカップリング剤A:ダウ・コーニング東レ(株)社製、SH6040。エポキシ基含有アルコキシシラン。
接着性樹脂組成物A:アルケマ(株)製、Lotader(R)4503。エチレン−アクリル酸メチル−マレイン酸三元共重合体。無水マレイン酸成分量0.3質量%、アクリル酸メチル成分量19質量%。融点80℃。
接着剤B:ロックペイント(株)製、RU−40/H−4。2液硬化型ウレタン接着剤
EVOH:日本合成化学工業(株)社製、ソアノールD2908。エチレン・ビニルアルコール共重合体。エチレン共重合比率29モル%。
ポリビニルアルコール:(株)クラレ社製、PVA110。ケン化度=98〜99%、重合度=1100。
エチルシリケート40:コルコート(株)社製、エチルシリケートの加水分解縮合物。平均五量体。
PETフィルムA:東洋紡(株)社製、E−5100。ニ軸延伸品。厚さ12μm、片面コロナ処理済み。
高密度ポリエチレンA:(株)プライムポリマー社製、HZ3300F。
高密度ポリエチレンB:日本ポリエチレン(株)社製、HF−313。
低密度ポリエチレンA:日本ポリエチレン(株)製、LC600A。
低密度ポリエチレンB:(株)プライムポリマー製、3510F。
ポリプロピレンA:日本ポリプロ(株)社製、FL02−C。
イージーピールフィルム:ジェイフィルム(株)社製、SMX−1010CL。ポリエチレン(45μm)/ポリエチレン+ポリスチレン(5μm)
片面がコロナ処理された厚さ12μmの2軸延伸PETフィルムAのコロナ処理面に、プラズマ化学気相成長装置を用いて、有機珪素化合物であるヘキサメチルジシロキサン(HMDSO)を原料として、厚さ20nmの酸化珪素蒸着膜を設けた。次いで、この蒸着膜面にプラズマ処理を行った。
[ガスバリア樹脂組成物Aの作製]
下記の原料を混合、撹拌して、溶液aを調整した。
EVOH 0.610質量部
イソプロピルアルコール 3.294質量部
イオン交換水 2.196質量部
エチルシリケート40 11.460質量部
イソプロピルアルコール 17.662質量部、
アセチルアセトンアルミニウム 0.020質量部、
イオン交換水 13.752質量部
ポリビニルアルコール水溶液 1.520質量部
シランカップリング剤A 0.050質量部
酢酸 0.130質量部
イソプロピルアルコール 13.844質量部
イオン交換水 35.462質量部
[ブレンドポリマーAの作製]
下記原料を混合し、溶融混練してブレンドポリマーAを得た。
高密度ポリエチレンA 30質量部
ポリプロピレンA 70質量部
表2の配合に従って、ブレンドポリマーAと同様に操作して、ブレンドポリマーBを作製した。
(1)基材層フィルムの作製
PETフィルムAのプラズマ処理面に、ガスバリア性樹脂組成物Aを塗布し、100℃で30秒間加熱処理して、厚さ0.4g/m2 (乾操状態)のガスバリア性樹脂組成物Aを塗布して乾燥し、基材層フィルムを作製した。
(2)シーラント層フィルムの作製
ポリエチレン系樹脂層用に高密度ポリエチレンBと、イージーピール層用にブレンドポリマーAを用いて、高密度ポリエチレンB(45μm)/ブレンドポリマーA(5μm)の2層フィルムを製膜し、シーラント層フィルムを作製した。
(3)積層体フィルムの作製
上記(1)で製造した基材層フィルムを押出ラミネート機にセットし、そのガスバリア性樹脂層面に、接着性樹脂組成物Aを、厚さ20μmとなるように、ダイスから330℃で溶融押出しし、それと同時に、上記(2)で用意したシーラントフィルムを繰り出し、サンドイッチラミネートにより積層して、下記の層構成を有する積層フィルムを得た。
PETフィルムA(12μm)/酸化珪素蒸着膜(200nm)/ガスバリア性樹脂組成物A(0.4g/m2)/接着性樹脂組成物A(20μm)/高密度ポリエチレンB(45μm)/ブレンドポリマーA(5μm)
(4)蓋材の作製
(3)で得られた積層フィルムを、枚葉状に裁断し、底材の開口部の形状に合わせて、角部につまみ片を設けた長方形に打ち抜き、本発明の蓋材を作製した。
(5)包装容器の作製
上記で得られた蓋材のイージーピール層の面が、ポリプロピレンからなるトレー状の容器底材の開口部周縁のフランジ部と対向するように重ね合せ、シーラー(テスター産業社製、TP−701−A)を用いて、シール温度160℃、圧力5.0MPa、時間1秒の条件でヒートシールして、本発明の包装容器を作製した。
(6)評価
得られた蓋材と包装容器を用いて、シール強度、シール強度保存性、易開封性、イージーピール層の厚みバラツキを評価した。結果を表3に示す。
接着性樹脂層の厚さを15μmとした以外は、実施例1と同様にして、本発明の蓋材及び包装容器を製造し、評価した。
接着性樹脂層の厚さを10μmとした以外は、実施例1と同様にして、本発明の蓋材及び包装容器を製造し、評価した。
シーラント層の高密度ポリエチレンB層の厚みを60μmとした以外は、実施例1と同様にして、本発明の蓋材及び包装容B器を製造し、評価した。
イージーピール層を、ブレンドポリマーAに代わってブレンドポリマーBとした以外は、実施例1と同様にして、本発明の蓋材及び包装容器を製造し、評価した。
イージーピール層のポリエチレン系樹脂層を、高密度ポリエチレンB(45μm)に代わって低密度ポリエチレンB(22.5μm)/高密度ポリエチレンB(22.5μm、イージーピール層側)とした以外は、実施例1と同様にして、本発明の蓋材及び包装容器を製造し、評価した。
積層方法として、接着性樹脂組成物Aを溶融押出してサンドイッチラミネートにより積層する代わりに、接着性樹脂組成物Bを用いて、ドライラミネートにより積層した以外は、実施例1と同様にして、蓋材及び包装容器を製造し、評価した。接着性樹脂組成物Bの塗布量は、3g/m2(乾燥膜厚)とした。
基材層フィルムのガスバリア性塗布膜の面に、ウレタン系アンカーコート剤(三井化学(株)製、A−3210/A−3075)0.3g/m2(乾燥膜厚)を塗布し、接着性樹脂組成物Aの代わりに低密度ポリエチレンAを溶融押出しして積層した以外は、実施例1と同様にして、蓋材及び包装容器を製造し、評価した。
シーラント層フィルムを、高密度ポリエチレンB(45μm)/ブレンドポリマーA(5μm)に代わって、イージーピールフィルム(50μm)とした以外は、実施例1と同様にして、本発明の蓋材及び包装容器を製造し、評価した。
実施した評価項目の詳細は下記の通りである。
各実施例及び比較例で得られた蓋材と、トレー状の容器底材に用いられているのと同質のポリプロピレンフィルムとを、下記シール条件にて熱シールし、15mm幅の短冊状に切り出して、試験片を作製し、引張試験機を用いて、110℃〜180℃におけるシール強度(N/15mm幅)を測定した。
更に、密封容器内に、上記160℃でシールした試験片を固形カレールウとともに収容し、40℃×75%RHで30日間放置した後のシール強度を同様に測定して、シール強度の保存性を評価した。結果を表3に示す。
保存率(%)=放置後平均シール強度/シール直後平均シール強度×100
熱シール条件
シーラー:テスター産業社製、TP−701−A
温度:150〜180℃
圧力:5.0MPa
時間:1秒
引張強度試験条件
試験速度:300mm/分
剥離角度:180°
合否判定基準:7〜12N/15mm範囲内であること。
各実施例及び比較例で得られた包装体について、それぞれ10個のサンプルを用意した。このサンプルを即時開封し、蓋材のフィルム裂け・破断の有無(フィルム裂け・破断が生じたサンプル数/10個)をカウントした。結果を表3に示す。
各実施例及び比較例で得られた包装容器の各容器1個について、熱シール後のイージーピール層の厚みを15箇所測定して、平均値、最大値、最小値を算出し、厚みバラツキを評価した。結果を表3に示す。
実施例1〜6は、良好な結果を示したが、比較例1〜3は、通常のシール温度150〜170℃において不十分なシール強度または開封性を示し、更には、40℃×75%RH、30日後放置後のシール強度は不十分なレベルに劣化していた。また、熱シール後のイージーピール層の厚みのバラツキが大きかった。
2:接着性樹脂層
3:シーラント層
3a:ポリエチレン系樹脂層
3b:イージーピール層
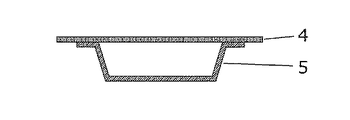
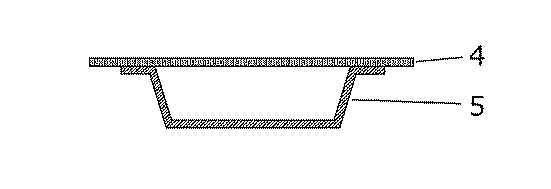
4:蓋材
5:底材
Claims (17)
- 少なくとも、基材層と、シーラント層と、該基材層と該シーラント層とを接着する接着性樹脂層とを有するフィルム状の蓋材であって、
前記基材層は、ガスバリア層を有し、
前記接着性樹脂層は、酸変性ポリオレフィン樹脂組成物を用いて形成される溶融押出し層であり、
前記シーラント層は、ポリエチレン系樹脂層と、表面に露出したイージーピール層とを有し、
該イージーピール層は、互いに非相溶性の、2種または3種以上の樹脂を含むブレンドポリマーからなる、蓋材。 - 香辛料または香辛料を多量に含有した内容物を収容するための包装容器用の、請求項1に記載の耐香辛料性の蓋材。
- 前記ガスバリア層が、プラスチックフィルム上に蒸着された、酸化珪素蒸着層または酸化アルミニウム蒸着層を有する、請求項1または2に記載の蓋材。
- 前記ガスバリア層が、更に、ガスバリア樹脂塗布層を有するものであり、
該ガスバリア樹脂塗布層が、厚みが、0.01〜100μmであり、下記一般式(1)で表される、1種または2種以上のアルコキシドと、水酸基を有する水溶性高分子とを含有したガスバリア性樹脂組成物がゾルゲル法によって加水分解重縮合物を生成して形成された塗布膜層である、
請求項1〜3の何れか1項に記載の蓋材。
R1 nM(OR2)m (1)
(式中、Mは金属原子を表し、R1、R2は炭素数1〜8の有機基を表し、nは0以上の整数であり、mは1以上の整数であり、n+mはMの原子価を表す) - 前記接着性樹脂層は、
厚みが5〜25μmであり、
溶媒含有量が、前記接着性樹脂層中に、0質量%または1質量%以下であり、
前記酸変性ポリオレフィン樹脂組成物の190℃におけるMFR値が、3〜100g/10分である、請求項1〜4の何れか1項に記載の蓋材。 - 前記ポリエチレン系樹脂層が、高密度ポリエチレン層を有する多層構造である、請求項1〜5の何れか1項に記載の蓋材。
- 前記ポリエチレン系樹脂層が、低密度ポリエチレン層と、高密度ポリエチレン層とを有する多層構造であり、該高密度ポリエチレン層が該低密度ポリエチレン層と前記イージーピール層との間に存在しているものである、請求項1〜5の何れか1項に記載の蓋材。
- 前記ポリエチレン系樹脂層の厚みが、5〜70μmであり、
前記イージーピール層の厚みが、1〜20μmである、
請求項1〜7の何れか1項に記載の蓋材。 - 前記低密度ポリエチレン層の厚みが、2.5〜35μmであり、
前記高密度ポリエチレン層の厚みが、2.5〜35μmである、
請求項7に記載の蓋材。 - 前記酸変性ポリオレフィン系樹脂は、少なくとも、アルケンと、(メタ)アクリル酸エステルと、不飽和カルボン酸との共重合体である、請求項1〜9の何れか1項に記載の蓋材。
- 前記共重合体における前記不飽和カルボン酸由来の残基の含有量が、前記共重合体の全量中に、0.05質量%以上、1.0質量%未満である、請求項10に記載の蓋材。
- 前記共重合体における(メタ)アクリル酸エステル由来の残基の含有量が、前記共重合体の全量中に、5〜40質量%である、請求項10または11に記載の蓋材。
- 前記ブレンドポリマーが、少なくとも、ポリエチレン系樹脂とポリプロピレン系樹脂とを、含み、海島構造を有するブレンドポリマーである、請求項1〜12の何れか1項に記載の蓋材。
- 前記ブレンドポリマーの、ポリエチレン系樹脂とポリプロピレン系樹脂との質量比が、ポリエチレン系樹脂/ポリプロピレン系樹脂=10/90〜50/50である、請求項13に記載の蓋材。
- 前記ブレンドポリマーが、少なくとも、ポリエチレン系樹脂とポリスチレン系樹脂とを、含み、海島構造を有するブレンドポリマーである、請求項1〜12の何れか1項に記載の蓋材。
- 前記ブレンドポリマーのポリエチレン系樹脂とポリスチレン系樹脂との質量比が、ポリエチレン系樹脂/ポリスチレン系樹脂=20/80〜50/50である、請求項15に記載の蓋材。
- 請求項1〜16の何れか1項に記載の蓋材と、ポリプロピレン系樹脂またはポリエチレン系樹脂からなる底材とで形成される包装容器であって、
前記蓋材の前記シーラント層と、前記底材の開口部の周縁フランジ部とが、熱シールされている、包装容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017054114A JP6874451B2 (ja) | 2017-03-21 | 2017-03-21 | 蓋材、及び該蓋材を用いた包装容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017054114A JP6874451B2 (ja) | 2017-03-21 | 2017-03-21 | 蓋材、及び該蓋材を用いた包装容器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018154392A true JP2018154392A (ja) | 2018-10-04 |
| JP6874451B2 JP6874451B2 (ja) | 2021-05-19 |
Family
ID=63716134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017054114A Active JP6874451B2 (ja) | 2017-03-21 | 2017-03-21 | 蓋材、及び該蓋材を用いた包装容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6874451B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021054443A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | 容器用蓋材、コンタクトレンズ収容容器用蓋材、および、コンタクトレンズ収容容器 |
| JP2022007961A (ja) * | 2020-06-04 | 2022-01-13 | 大日本印刷株式会社 | 積層体及びそれを用いた蓋材 |
| JP2022144520A (ja) * | 2021-03-19 | 2022-10-03 | 花王株式会社 | フィルム |
| JP2022151410A (ja) * | 2021-03-25 | 2022-10-07 | 大日本印刷株式会社 | シーラントフィルム、積層体及び包装袋 |
| JP7373710B1 (ja) | 2022-07-08 | 2023-11-06 | 東洋インキScホールディングス株式会社 | 再封性ヒートシール積層体、並びに再封性包装容器 |
| KR102617700B1 (ko) * | 2023-08-30 | 2023-12-22 | 김영완 | 용기 봉합체 및 이의 제조 방법 |
| JP7460011B1 (ja) | 2023-07-07 | 2024-04-02 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7485173B1 (ja) | 2023-07-07 | 2024-05-16 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7593535B1 (ja) * | 2023-07-07 | 2024-12-03 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006027621A (ja) * | 2004-07-12 | 2006-02-02 | Dainippon Printing Co Ltd | 蓋材 |
| JP2006256637A (ja) * | 2005-03-15 | 2006-09-28 | Dainippon Printing Co Ltd | 蓋材 |
| JP2016120963A (ja) * | 2014-12-25 | 2016-07-07 | 大日本印刷株式会社 | 蓋材 |
-
2017
- 2017-03-21 JP JP2017054114A patent/JP6874451B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006027621A (ja) * | 2004-07-12 | 2006-02-02 | Dainippon Printing Co Ltd | 蓋材 |
| JP2006256637A (ja) * | 2005-03-15 | 2006-09-28 | Dainippon Printing Co Ltd | 蓋材 |
| JP2016120963A (ja) * | 2014-12-25 | 2016-07-07 | 大日本印刷株式会社 | 蓋材 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021054443A (ja) * | 2019-09-27 | 2021-04-08 | 凸版印刷株式会社 | 容器用蓋材、コンタクトレンズ収容容器用蓋材、および、コンタクトレンズ収容容器 |
| JP2022007961A (ja) * | 2020-06-04 | 2022-01-13 | 大日本印刷株式会社 | 積層体及びそれを用いた蓋材 |
| JP7784052B2 (ja) | 2020-06-04 | 2025-12-11 | 大日本印刷株式会社 | 積層体及びそれを用いた蓋材 |
| JP2022144520A (ja) * | 2021-03-19 | 2022-10-03 | 花王株式会社 | フィルム |
| JP2022151410A (ja) * | 2021-03-25 | 2022-10-07 | 大日本印刷株式会社 | シーラントフィルム、積層体及び包装袋 |
| JP7676907B2 (ja) | 2021-03-25 | 2025-05-15 | 大日本印刷株式会社 | シーラントフィルム、積層体及び包装袋 |
| JP7373710B1 (ja) | 2022-07-08 | 2023-11-06 | 東洋インキScホールディングス株式会社 | 再封性ヒートシール積層体、並びに再封性包装容器 |
| JP2024008560A (ja) * | 2022-07-08 | 2024-01-19 | 東洋インキScホールディングス株式会社 | 再封性ヒートシール積層体、並びに再封性包装容器 |
| JP2025010485A (ja) * | 2023-07-07 | 2025-01-21 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7593535B1 (ja) * | 2023-07-07 | 2024-12-03 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| WO2025013359A1 (ja) * | 2023-07-07 | 2025-01-16 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| WO2025013358A1 (ja) * | 2023-07-07 | 2025-01-16 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| WO2025013360A1 (ja) * | 2023-07-07 | 2025-01-16 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| JP2025009192A (ja) * | 2023-07-07 | 2025-01-20 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP2025009191A (ja) * | 2023-07-07 | 2025-01-20 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7485173B1 (ja) | 2023-07-07 | 2024-05-16 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP2025019182A (ja) * | 2023-07-07 | 2025-02-06 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| JP7666699B2 (ja) | 2023-07-07 | 2025-04-22 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7460011B1 (ja) | 2023-07-07 | 2024-04-02 | Toppanホールディングス株式会社 | 包装フィルム、包装袋及び包装製品 |
| JP7736150B2 (ja) | 2023-07-07 | 2025-09-09 | Toppanホールディングス株式会社 | 包装フィルム、包装容器及び包装製品 |
| KR102617700B1 (ko) * | 2023-08-30 | 2023-12-22 | 김영완 | 용기 봉합체 및 이의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6874451B2 (ja) | 2021-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6874451B2 (ja) | 蓋材、及び該蓋材を用いた包装容器 | |
| JP6497068B2 (ja) | 蓋材 | |
| KR101492789B1 (ko) | 재활용성 폴리올레핀계 다기능성 식품포장재 및 이의 제조방법 | |
| JP6609921B2 (ja) | アルコール含有液用包装材料 | |
| JP6451231B2 (ja) | 積層体及びそれよりなる非吸着性包装容器 | |
| JP2019119132A (ja) | ラミネートフィルムおよび成形品 | |
| JP2021191633A (ja) | バリアフィルム | |
| JP2016028856A (ja) | 積層体 | |
| JP6398560B2 (ja) | アルカリ溶液用包装材料 | |
| JP6424503B2 (ja) | バリア性積層体 | |
| JP2009248456A (ja) | チューブ用積層体およびラミネートチューブ | |
| JP2010076341A (ja) | 易開封性および透明性を有する多層積層フィルム | |
| JP6492499B2 (ja) | 輸液用包装材料及びそれよりなる輸液バッグ、並びにその製造方法 | |
| JP6459349B2 (ja) | 積層体の製造方法、並びに積層体及びそれよりなる医療用包装容器 | |
| JP2012076292A (ja) | ガスバリア性フィルム積層体 | |
| JP2022075632A (ja) | バリアフィルム、積層体、包装製品及びバリアフィルムの製造方法 | |
| JP6375663B2 (ja) | 積層体 | |
| JP6492498B2 (ja) | 医療用包装材料及びそれよりなる医療用包装容器、並びにその製造方法 | |
| JP4857871B2 (ja) | 紙容器 | |
| JP4946412B2 (ja) | 液体紙容器 | |
| JP2005145491A (ja) | ラミネ−トチュ−ブ容器 | |
| JP2016155574A (ja) | 農薬用包装材料 | |
| JP2016190389A (ja) | 積層体 | |
| JP2015189071A (ja) | 積層体 | |
| JP4760495B2 (ja) | 紙容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210405 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6874451 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |