JP2018007352A - ロボット、ボビン、及びコイルボビンの製造方法 - Google Patents
ロボット、ボビン、及びコイルボビンの製造方法 Download PDFInfo
- Publication number
- JP2018007352A JP2018007352A JP2016128520A JP2016128520A JP2018007352A JP 2018007352 A JP2018007352 A JP 2018007352A JP 2016128520 A JP2016128520 A JP 2016128520A JP 2016128520 A JP2016128520 A JP 2016128520A JP 2018007352 A JP2018007352 A JP 2018007352A
- Authority
- JP
- Japan
- Prior art keywords
- winding
- conducting wire
- bobbin
- trunk
- robot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
- Manipulator (AREA)
Abstract
Description
図10〜図13は、従来の整列巻きコイルの製作工程を示す図である。図10は第1周目の導線56の巻始めの状態を示している。図11は第1周目の導線56の巻き回しが終了し、第2周目の導線58を巻始める状態を示している。図12は第2周目の導線58の巻き回しが終了する一回前の状態を示している。
図12に示す箇所70は、第2周目の導線58の巻き回しの最終より一回前の部分が第1周目の導線56側に脱落している状態を示している。この脱落は、図10及び図11に示す導入部の導線54と第1周目の導線56の一回巻いた箇所とが囲む三角形状の空間68に、先述の第2周目の導線58の最終より一巻前の箇所が落ち込むためである。この脱落により、図13に示すように、第2周目の導線58の最終巻の箇所が最終より一巻前の箇所に乗り上げ、巻きが乱れている。この乱れは第3周目以降にも影響を及ぼし、結果整列巻が行えなくなる。
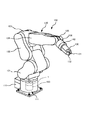
まず、本発明のロボットの実施形態について説明する。本実施形態に係るロボットは、精密機器やこれを構成する部品(対象物)の給材、除材、搬送、及び組立等の作業を行うことができる。
本実施形態に係るロボット100は、図1に示すように、6軸の垂直多関節ロボットであり、第1部材としての基台111と、基台111に接続されたロボットアーム120と、ロボットアーム120の先端部に設けられた力検出器140及びハンド130とを備えている。また、ロボット100は、ロボットアーム120を駆動させる動力を発生させる複数の駆動源(モーター150及び歯車装置1を含む)を制御する制御装置110を備えている。
以上説明したようなロボット100は、以下に説明するようなモーター150を備えている。
図2は、本実施形態に係るモーター150の概略構成を示す断面図である。
本実施形態に係るモーター150は、図2に示すように、ハウジング10と、ボビン26を備えるステーター14と、ローター16とを備えている。なお、モーター150としては、特に限定されず、例えば、サーボモーター、ステッピングモーター等が挙げられる。また、本実施形態の以下の説明及び図は、ローター16がステーター14の内側に配置する、インナーローター構造で行う。
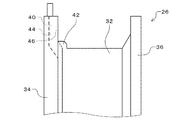
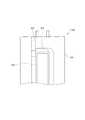
本実施形態に係るボビン26は、導線30(図7参照)が巻き回(巻回)される胴部32と、胴部32の外周面上に形成され、導線30を規制する第1及び第2鍔部34,36とを備えている。
ここで、「略平行」とは、完全に平行である構成に加えて、10度以内の範囲で交差している構成を含むものと定義する。
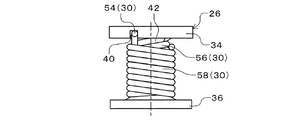
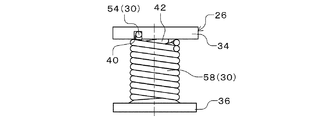
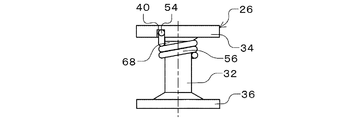
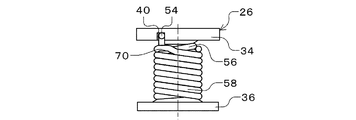
図7〜図9は、本実施形態に係るコイルボビン50の製作工程を示す図である。図7は導入部の導線54と巻き始めの第1周目の導線56との状態を示す図であり、図8は第2周目の導線58の最終一回前の状態を示す図であり、図9は第2周目の導線58の巻完了状態を示す図である。
先ず、ボビン26を巻き線機(図示せず)にセットする。
次に、図7に示すように、導入部の導線54をボビン26の形状に沿って凹部40に挿入(収納)する。
先ず、図7に示すように、導線30をボビン26の突出部42に接触させる。これにより、ボビン26の突出部42を第1周目の導線56に適切な力で当てることによりボビン26の位置が決まり、導線30の径の整数倍に合わせた最適な胴部32の幅が得られる。
Claims (8)
- 第1部材と、
前記第1部材に対して回動可能に設けられた第2部材と、
前記第1部材及び前記第2部材の一方から他方へ駆動力を伝達するモーターと、
を有し、
前記モーターは、ボビンを有し、
前記ボビンは、
導線が巻回される胴部と、
巻回の軸方向で前記胴部の端部にある鍔部と、
を有し、
前記鍔部は、
前記胴部側に向けて開口している凹部と、
前記凹部に隣接する位置で突出していて、前記胴部に接続している突出部と、
を有することを特徴とするロボット。 - 前記凹部は、巻回の軸方向で開口部に対して、前記胴部の端部側に底部を有することを特徴とする請求項1に記載のロボット。
- 前記突出部の巻回の軸方向の幅は、前記導線の幅に対して±20%の範囲内であることを特徴とする請求項1又は2に記載のロボット。
- 前記突出部が巻回の軸方向と直交する方向に前記胴部から張り出している幅は、前記導線の幅に対して±20%の範囲内であることを特徴とする請求項1〜3のいずれか一項に記載のロボット。
- 前記突出部は、前記胴部の巻回周方向に沿って配置されていることを特徴とする請求項1〜4のいずれか一項に記載のロボット。
- 前記胴部の断面は、長方形で、
前記突出部の前記胴部の巻回周方向での長さは、前記長方形の短辺の長さの30〜90%の範囲内であることを特徴とする請求項1〜5のいずれか一項に記載のロボット。 - 導線が巻回される胴部と、
巻回の軸方向で前記胴部の端部にある鍔部と、
を有し、
前記鍔部は、
前記胴部側に向けて開口している凹部と、
前記凹部に隣接する位置で突出していて、前記胴部に接続している突出部と、
を有することを特徴とするボビン。 - 胴部と、巻回の軸方向で前記胴部の端部にある鍔部とを有し、前記鍔部は、前記胴部側に向けて開口している凹部と、前記凹部に隣接する位置で突出していて、前記胴部に接続している突出部とを有するボビンと、前記胴部に巻回される導線とを有するコイルボビンの製造方法であって、
前記凹部に前記導線を挿入する工程と、
前記導線を前記突出部に巻き付ける工程と、
を含むことを特徴とするコイルボビンの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016128520A JP2018007352A (ja) | 2016-06-29 | 2016-06-29 | ロボット、ボビン、及びコイルボビンの製造方法 |
| US15/635,740 US20180006518A1 (en) | 2016-06-29 | 2017-06-28 | Robot and motor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016128520A JP2018007352A (ja) | 2016-06-29 | 2016-06-29 | ロボット、ボビン、及びコイルボビンの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018007352A true JP2018007352A (ja) | 2018-01-11 |
| JP2018007352A5 JP2018007352A5 (ja) | 2019-06-06 |
Family
ID=60949812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016128520A Withdrawn JP2018007352A (ja) | 2016-06-29 | 2016-06-29 | ロボット、ボビン、及びコイルボビンの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018007352A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021106674A1 (ja) * | 2019-11-25 | 2021-06-03 | パナソニックIpマネジメント株式会社 | モータ巻線用ボビン |
| JP2022500978A (ja) * | 2018-09-11 | 2022-01-04 | エルジー イノテック カンパニー リミテッド | モータ |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006115565A (ja) * | 2004-10-12 | 2006-04-27 | Asmo Co Ltd | インシュレータ、電動機、及び巻線の巻回方法 |
| JP2007014097A (ja) * | 2005-06-29 | 2007-01-18 | Honda Motor Co Ltd | ステータ |
| JP2015173556A (ja) * | 2014-03-12 | 2015-10-01 | セイコーエプソン株式会社 | コイルボビン、モーター、及びロボット |
-
2016
- 2016-06-29 JP JP2016128520A patent/JP2018007352A/ja not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006115565A (ja) * | 2004-10-12 | 2006-04-27 | Asmo Co Ltd | インシュレータ、電動機、及び巻線の巻回方法 |
| JP2007014097A (ja) * | 2005-06-29 | 2007-01-18 | Honda Motor Co Ltd | ステータ |
| JP2015173556A (ja) * | 2014-03-12 | 2015-10-01 | セイコーエプソン株式会社 | コイルボビン、モーター、及びロボット |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022500978A (ja) * | 2018-09-11 | 2022-01-04 | エルジー イノテック カンパニー リミテッド | モータ |
| JP7793367B2 (ja) | 2018-09-11 | 2026-01-05 | エルジー イノテック カンパニー リミテッド | モータ |
| WO2021106674A1 (ja) * | 2019-11-25 | 2021-06-03 | パナソニックIpマネジメント株式会社 | モータ巻線用ボビン |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6580252B2 (ja) | 磁極、磁極の製造方法および固定子 | |
| JP6350666B2 (ja) | ステータ製造方法及びステータ | |
| EP2648317A1 (en) | Stator for rotating electric machine | |
| JP2013058658A (ja) | 電磁コイル、コアレス電気機械装置、移動体、ロボット、及び、電磁コイルの製造方法 | |
| US20200287437A1 (en) | Stator | |
| US20180358858A1 (en) | Armature of rotary electric machine | |
| CN108141082A (zh) | 旋转电机 | |
| JP2018007352A (ja) | ロボット、ボビン、及びコイルボビンの製造方法 | |
| JP6225804B2 (ja) | ボビン及び回転電機 | |
| JP5941015B2 (ja) | 回転電機用のステータの製造方法 | |
| US9608489B2 (en) | Rotating electrical machine armature | |
| JP2014023299A5 (ja) | ||
| JP6323084B2 (ja) | コイルボビン、モーター、及びロボット | |
| WO2015146019A1 (ja) | 外転型電動機およびそれを搭載した天井扇 | |
| CN1236540C (zh) | 用于分解器的绝缘帽结构 | |
| JP2016063663A (ja) | 固定子の製造方法および装置 | |
| JP2019134555A (ja) | モータ、及び、駆動装置 | |
| EP2955820B1 (en) | Production method for stator for rotating electrical machines | |
| US20230318385A1 (en) | Coil wire rod, manufacturing method for coil wire rod, stator, and electric motor | |
| US20180006518A1 (en) | Robot and motor | |
| JP7814112B2 (ja) | モータ | |
| JP6520475B2 (ja) | 回転電機 | |
| JP2018125898A (ja) | 回転電機 | |
| US10756590B2 (en) | Stator and conductor-wire winding method | |
| JP6495114B2 (ja) | 張力付与装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20180907 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190418 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200317 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20200518 |