JP2017526128A - 極片コーティングの除去方法 - Google Patents
極片コーティングの除去方法 Download PDFInfo
- Publication number
- JP2017526128A JP2017526128A JP2017508671A JP2017508671A JP2017526128A JP 2017526128 A JP2017526128 A JP 2017526128A JP 2017508671 A JP2017508671 A JP 2017508671A JP 2017508671 A JP2017508671 A JP 2017508671A JP 2017526128 A JP2017526128 A JP 2017526128A
- Authority
- JP
- Japan
- Prior art keywords
- pole piece
- coating
- coating according
- current collector
- solvent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/0035—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by radiant energy, e.g. UV, laser, light beam or the like
- B08B7/0042—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by radiant energy, e.g. UV, laser, light beam or the like by laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B7/00—Cleaning by methods not provided for in a single other subclass or a single group in this subclass
- B08B7/04—Cleaning by methods not provided for in a single other subclass or a single group in this subclass by a combination of operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/30—Batteries in portable systems, e.g. mobile phone, laptop
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
本願発明は、極片コーティングの除去方法を提供している。極片は、集電体と、集電体の少なくとも1つの表面に塗布されているコーティングを備え、その除去方法は、極片上の被除去領域のコーティングを溶媒で濡らすステップ(一)と、レーザビームにより極片上の該被除去領域のコーティングに照射することにより、極片上の該被除去領域のコーティングを浸潤した溶媒を気化させて、極片上の該被除去領域のコーティングを打ち潰して、極片上の該被除去領域にての集電体を露出させるステップ(二)と、ステップ(二)において生じたコーティング残留物を取り除くステップ(三)と、を備える。予め極片上の被除去領域のコーティングを溶媒で濡らし、レーザビームが湿潤な極片に照射した後、極片に含まれる溶媒はレーザビームのエネルギーを吸収して瞬間的に気化し、非常に強い瞬間的な圧力が発生し、かなり大きな圧力の作用により、コーティングの顆粒は集電体から剥離されて、このため、コーティングの顆粒を除去する作用を発揮し、極片に損害することがなく、極片の変形が回避できる。【選択図】図2
Description
本願は、エネルギー貯蔵デバイスの分野に関し、特に極片コーティングの除去方法に関する。
リチウムイオン電池は、エネルギー密度が高く、環境に優しいなどのメリットを有するため、幅広く注目され、携帯電話、ノートパソコンなどの電子機器において幅広く適用され、また、電気自動車技術の発展に伴って、電気自動車分野におけるリチウムイオン電池の適用も益々注目されている。
市場でのリチウムイオン電池に対するニーズが益々大きくなっているが、高エネルギー密度のリチウムイオン電池の製造速度を向上させることは困難である。その理由として、リチウムイオン電池の製造工程において、リチウムイオン電池の製造速度に影響する1つの重要な工程は、リチウムイオン電池の極片にタブを溶接することであり、図1と図2に示すように、塗布時に、極片1には連続的なコーティング12がある、又は、タブは極片の中間位置において溶接される必要があるため、タブを極片1に溶接することを実現するために、まず、極片1におけるタブを溶接しようとする領域(又は、被除去領域Rと称する)上のコーティング12を除去する必要がある。しかも、特殊な電池生産プロセスにおいて、更に電池の極片1の異なる位置にて異なる形状のコーティング12を除去する必要がある。例えば、図3と4に示すように、更に極片1の2つの表面における対応する位置で被除去領域Rにおけるコーティング12を除去する必要がある場合もある。
現在、一般的な除去方法は、機械的な擦り落とし除去法と化学的な除去法を含むが、この2つの除去方法には多くの問題が存在している。機械的な除去では、除去の清潔度を保証し難く、特に、薄い極片の場合に極片を擦って損傷しやすく、化学的な除去では、ある程度の損害を環境に与えることで、作業環境が悪く、生産効率が低いなどの欠点がある。以上の2つの方法に存在する不足に対して、2012年11月13日に特許公告になった米国特許番号US8309880B2である特許文献には、レーザにより極片上のコーティングを除去する方法が開示されており、上記の2つの除去方法に存在している問題を解決した。
しかしながら、該特許における方法には以下の不足が存在している。
第一、レーザ除去の原理は、レーザの作用により、ある程度でエネルギーがコーティングに吸収され、コーティングの顆粒が気化、昇華及び振動などを発生することで、コーティングが除去されるものである。レーザ装置から発射するレーザビームのエネルギー分布は、一般的にガウス分布であり、このような分布のレーザビームは、中間のエネルギーが高く、縁部のエネルギーが低いものである。然しながら、極片1上のコーティング12を除去するには、所定の範囲内のエネルギーが必要とされるため、このようなガウス分布のエネルギーのレーザビームでは、エネルギーが高い中間部分は、箔材を損傷しやすく(電池の極片1の集電体11が一般的に銅箔とアルミニウム箔であり、厚みが数ミクロン〜十数ミクロンであり、この部分の高エネルギーは銅箔又はアルミニウム箔を突き抜きやすく)、除去品質とタブの溶接品質に影響を与える。縁部のエネルギーは、除去に必要なエネルギーよりも低く、このように、コーティングが残されることになり、同様に除去品質に影響を与える。また、これらの高エネルギーと低エネルギーは、効果的に利用されることができないため、エネルギーの利用率が低くなる。
第二、レーザにより極片1のコーティング12を除去する過程において、レーザの作用によりコーティング12が熱を受け、応力が変化し、更に極片1の変形を引き起こし、コーティング12が除去された後、残りの応力がリリーズされることで、極片1も多少変形し、後継のタブの溶接に影響を与える。
第三、上記の特許出願において、気流を吐出する方法により、不活性ガスを極片1の除去後の領域に吹き付けて、極片1を清掃して冷却する。然しながら、この方法は、除去後の領域における顆粒を完全に取り除くことができず、顆粒が除去後の領域の周りに残されることになり、電池の性能に影響を与える。
第四、除去中、レーザはコーナーにて絶えず加速したり、減速したりする必要があり、レーザヘッドが移動して除去する品質は安定せず、除去サイズは正確でないため、この方法では量産化を実現し難い。
第一、レーザ除去の原理は、レーザの作用により、ある程度でエネルギーがコーティングに吸収され、コーティングの顆粒が気化、昇華及び振動などを発生することで、コーティングが除去されるものである。レーザ装置から発射するレーザビームのエネルギー分布は、一般的にガウス分布であり、このような分布のレーザビームは、中間のエネルギーが高く、縁部のエネルギーが低いものである。然しながら、極片1上のコーティング12を除去するには、所定の範囲内のエネルギーが必要とされるため、このようなガウス分布のエネルギーのレーザビームでは、エネルギーが高い中間部分は、箔材を損傷しやすく(電池の極片1の集電体11が一般的に銅箔とアルミニウム箔であり、厚みが数ミクロン〜十数ミクロンであり、この部分の高エネルギーは銅箔又はアルミニウム箔を突き抜きやすく)、除去品質とタブの溶接品質に影響を与える。縁部のエネルギーは、除去に必要なエネルギーよりも低く、このように、コーティングが残されることになり、同様に除去品質に影響を与える。また、これらの高エネルギーと低エネルギーは、効果的に利用されることができないため、エネルギーの利用率が低くなる。
第二、レーザにより極片1のコーティング12を除去する過程において、レーザの作用によりコーティング12が熱を受け、応力が変化し、更に極片1の変形を引き起こし、コーティング12が除去された後、残りの応力がリリーズされることで、極片1も多少変形し、後継のタブの溶接に影響を与える。
第三、上記の特許出願において、気流を吐出する方法により、不活性ガスを極片1の除去後の領域に吹き付けて、極片1を清掃して冷却する。然しながら、この方法は、除去後の領域における顆粒を完全に取り除くことができず、顆粒が除去後の領域の周りに残されることになり、電池の性能に影響を与える。
第四、除去中、レーザはコーナーにて絶えず加速したり、減速したりする必要があり、レーザヘッドが移動して除去する品質は安定せず、除去サイズは正確でないため、この方法では量産化を実現し難い。
背景技術に存在している課題に鑑みて、本願発明は、極片の変形を回避可能な極片コーティングの除去方法を提供することを目的としている。
上記目的を実現するために、本願発明は、極片コーティングの除去方法を提供している。極片は、集電体と、集電体の少なくとも1つの表面に塗布されているコーティングを備え、その除去方法は、極片上の被除去領域のコーティングを溶媒で濡らすステップ(一)と、レーザビームにより極片上の該被除去領域のコーティングに照射することにより、極片上の該被除去領域のコーティングを浸潤した溶媒を気化させて、極片上の該被除去領域のコーティングを打ち潰して、極片上の該被除去領域にての集電体を露出させるステップ(二)と、ステップ(二)において生じたコーティング残留物を取り除くステップ(三)と、を備える。
本願の有益な効果は以下の通りである。
予め極片上の被除去領域のコーティングを溶媒で濡らし、レーザビームが湿潤な極片に照射した後、極片に含まれる溶媒はレーザビームのエネルギーを吸収して瞬間的に気化することができる、又は、コーティングの顆粒はレーザのエネルギーを吸収して界面を介して熱を伝導することにより、コーティングの顆粒と溶媒との界面での瞬間温度上昇量は溶媒の汽化(蒸発)の温度よりも遥かに高くなり、液体の爆発性蒸発を形成し、非常に強い瞬間的な圧力が発生し、かなり大きな圧力の作用により、コーティングの顆粒は集電体から剥離され、このため、コーティングの顆粒を除去する作用を発揮した。圧力は瞬間的に発生するため、瞬時的な圧力は極片に損害することがなく、また、レーザのエネルギーは溶媒に直接的又は間接的に吸収され、極片の集電体に損害することがないと共に、極片上のコーティングは、溶媒の瞬間的な気化で発生された圧力の作用により除去されるため、コーティングが剥離された後にリリーズした応力は非常に小さく、極片の変形が回避できる。
予め極片上の被除去領域のコーティングを溶媒で濡らし、レーザビームが湿潤な極片に照射した後、極片に含まれる溶媒はレーザビームのエネルギーを吸収して瞬間的に気化することができる、又は、コーティングの顆粒はレーザのエネルギーを吸収して界面を介して熱を伝導することにより、コーティングの顆粒と溶媒との界面での瞬間温度上昇量は溶媒の汽化(蒸発)の温度よりも遥かに高くなり、液体の爆発性蒸発を形成し、非常に強い瞬間的な圧力が発生し、かなり大きな圧力の作用により、コーティングの顆粒は集電体から剥離され、このため、コーティングの顆粒を除去する作用を発揮した。圧力は瞬間的に発生するため、瞬時的な圧力は極片に損害することがなく、また、レーザのエネルギーは溶媒に直接的又は間接的に吸収され、極片の集電体に損害することがないと共に、極片上のコーティングは、溶媒の瞬間的な気化で発生された圧力の作用により除去されるため、コーティングが剥離された後にリリーズした応力は非常に小さく、極片の変形が回避できる。
以下、図面を参照しながら、本願に係る極片コーティングの除去装置について詳細に説明する。
図1〜図8に示すように、本願に係る極片コーティングの除去方法において、極片1は、集電体11と、集電体11の少なくとも1つの表面に塗布されているコーティング12を備え、その除去方法は、極片1上の被除去領域Rのコーティング12を溶媒で濡らすステップ(一)と、レーザビームにより極片1上の該被除去領域Rのコーティング12に照射することにより、極片1上の該被除去領域Rのコーティング12を浸潤した溶媒を気化させて、極片1上の該被除去領域Rのコーティング12を打ち潰して、極片1上の該被除去領域Rにての集電体11を露出させるステップ(二)と、ステップ(二)において生じたコーティング残留物を取り除くステップ(三)と、を備える。
本願に係る極片コーティングの除去方法において、予め極片1上の被除去領域Rのコーティング12を溶媒で濡らし、レーザビームが湿潤な極片1に照射した後、極片1に含まれる溶媒はレーザビームのエネルギーを吸収して瞬間的に気化することができる、又は、コーティング12の顆粒はレーザのエネルギーを吸収して界面を介して熱を伝導することにより、コーティング12の顆粒と溶媒との界面での瞬間温度上昇量が溶媒の汽化(蒸発)温度よりも遥かに高くなり、液体の爆発性蒸発を形成し、非常に強い瞬間的な圧力が発生し、かなり大きな圧力の作用により、コーティング12の顆粒は集電体11から剥離されて、このため、コーティング12の顆粒を除去する作用を発揮した。圧力は瞬間的に発生するため、瞬時的な圧力は極片1に損害することがなく、また、レーザのエネルギーは溶媒に直接的又は間接的に吸収され、極片1の集電体11に損害することがないと共に、極片1上のコーティング12は、溶媒の瞬間的な気化で発生された圧力の作用により除去されるため、コーティング12が剥離された後にリリーズした応力は非常に小さく、極片1の変形が回避できる。
本願に係る極片コーティングの除去方法において、コーティング12が除去された領域に露出された集電体11は、タブを溶接することに用いられることができる。
本願に係る極片コーティングの除去方法において、1つの実施例において、極片1のコーティング12には、活性材料、接着剤及び導電剤が含まれることができる。
本願に係る極片コーティングの除去方法において、図1と図2に示すように、集電体11の1つの表面にはコーティング12が塗布されてもよい。図1と図2に示す例において、極片11上の被除去領域Rのコーティング12は一箇所のみ示されているが、実際には、極片における被除去領域Rのコーティング12の位置、形状、及び数量は、これに限定されず、いずれも必要に応じて変更可能である。また、異なる位置、形状及び数量の被除去領域Rのコーティング12に対して、ステップ(一)〜(三)を段階的に又は同時に実行することができる。
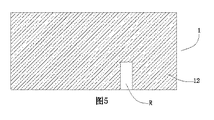
本願に係る極片コーティングの除去方法において、図3と図4、図5と図6、図7と図8に示すように、集電体11の2つの表面にはコーティング12が塗布されてもよい。
図3と図4に示す例において、集電体11の2つの表面にはコーティング12が塗布され、そのコーティング12は集電体11を中心に鏡面対称を呈する。図5と図6に示す例において、集電体11の2つの表面にはコーティング12が塗布され、そのコーティング12は集電体11に中心に鏡面対称を呈していない。図7と図8に示す例において、集電体11の2つの表面にはコーティング12が塗布され、そのコーティング12は集電体11を中心に鏡面対称を呈していない。図7と図8に示す例において、集電体11の2つの表面にはコーティング12が塗布され、そのコーティング12の一部は集電体11を中心に鏡面対称を呈する。実際には、極片の集電体11の2つの表面における、被除去領域Rの各コーティング12の位置、形状、及び数は、これに限定されず、いずれも必要に応じて変更可能である。また、異なる位置、形状及び数量の被除去領域Rのコーティング12に対して、ステップ(一)〜(三)を段階的に又は同時に実行することができる。
本願に係る極片コーティングの除去方法において、極片1は、正極極片又は負極極片である。
本願に係る極片コーティングの除去方法において、1つの実施例において、極片1は、リチウムイオン電池の極片であってもよい。
本願に係る極片コーティングの除去方法において、1つの実施例において、溶媒は、レーザエネルギーを吸収可能な特性を有してもよい。
本願に係る極片コーティングの除去方法において、1つの実施例において、溶媒は、コーティング12における接着剤を溶解可能な特性を有してもよい。そのため、極片1上のコーティング12の顆粒の間の結合力を低下させ、レーザビームが湿潤の極片1に照射した後、溶媒がレーザビームのエネルギーを吸収して瞬間的に気化した後に生じた圧力により、コーティング12の顆粒が集電体11からより容易に剥離されることで、より良い洗浄効果に達することができる。
本願に係る極片コーティングの除去方法では、1つの実施例において、溶媒は、水、N−メチルピロリドン(NMP)、ジメチルホルムアミド(DMF)、リン酸トリエチル(TEP)、ジメチルアセトアミド(DMAC)、ジメチルスルホキシド(DMSO)から選出された少なくとも1つである。
本願に係る極片コーティングの除去方法では、1つの実施例において、ステップ(一)とステップ(二)の間に、更に、極片1上の被除去領域Rを固定するステップを備えてもよい。1つの実施例において、固定方式は、真空吸着固定及び引っ張り固定のうちの少なくとも1つであってもよい。
本願に係る極片コーティングの除去方法において、極片1の1つの表面に塗布されているコーティング12の厚みは、30μm〜200μmである。
本願に係る極片コーティングの除去方法において、1つの実施例において、レーザビームはフラットトップビームであってもよい。
フラットトップ光源からのレーザビームのエネルギー分布は、平坦曲線状を呈し、分布が均一であるため、レーザビームエネルギーが非均一であることにより極片1上の被除去領域Rが完全に除去されていない状況の発生が回避され、また、レーザビームのエネルギー分布が非均一であることにより極片1が非均一に熱を受けて変形することが回避される。前記フラットトップビームの全てのエネルギーは、最適な形態で十分に利用される。平坦度(Flatness)は、1に近いほどよい。
本願に係る極片コーティングの除去方法では、1つの実施例において、レーザのパワーは、20W〜500Wであってもよい。レーザのパワーが低過ぎると、極片1上の被除去領域Rのコーティング12を効果的に完全に除去することができず、その上、レーザのパワーが低過ぎると、コーティング12は複数の回数の除去により除去されることができることで、極片1の熱変性を増加させる。レーザのパワーが高過ぎると、多量の熱が生じ、極片1には大き過ぎる熱影響領域が生じると共に、集電体11に損害する可能性もある。
本願に係る極片コーティングの除去方法では、1つの実施例において、レーザビームは、ガルバノスキャンの方法により、極片1上の被除去領域Rのコーティング12を打ち潰すことができる。ガルバノスキャンは、レーザヘッドが移動しないように確保することができることで、レーザビームによる除去の品質が向上し、コーティングが安定的に除去され、除去サイズが正確であり、量産化を実現し易い。
本願に係る極片コーティングの除去方法では、1つの実施例において、ステップ(三)において採用可能な方法は、負圧吸着除去及び空気吹きかけのうちの少なくとも1つである。そのため、コーティング除去領域における顆粒を完全に取り除くことができる。
本願に係る極片コーティングの除去方法において、ステップ(三)の後に、更に、塵粘着の方法によりコーティング残留物を取り除くステップを備え、そのステップにより、補助の更なる清掃の作用を発揮する。
1 極片
11 集電体
12 コーティング
R 被除去領域
11 集電体
12 コーティング
R 被除去領域
Claims (17)
- 集電体(11)と集電体(11)の少なくとも1つの表面に塗布されているコーティング(12)を備える極片(1)の極片コーティングの除去方法であって、
極片(1)上の被除去領域(R)のコーティング(12)を溶媒で濡らすステップ(一)と、
レーザビームにより極片(1)上の該被除去領域(R)のコーティング(12)に照射することにより、極片(1)上の該被除去領域(R)のコーティング(12)を浸潤した溶媒を気化させて、極片(1)上の該被除去領域(R)のコーティング(12)を打ち潰して、極片(1)上の該被除去領域(R)にての集電体(11)を露出させるステップ(二)と、
ステップ(二)において生じたコーティング残留物を取り除くステップ(三)と、
を備えることを特徴とする極片コーティングの除去方法。 - コーティング(12)が除去された領域に露出された集電体(11)は、タブを溶接することに用いられることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 集電体(11)の2つの表面にはコーティング(12)が塗布されていることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 極片(1)は正極極片又は負極極片であることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 極片(1)はリチウムイオン電池の極片であることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 極片(1)のコーティング(12)には活性材料、接着剤及び導電剤が含まれることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 溶媒はレーザエネルギーを吸収可能な特性を有することを特徴とする請求項1に記載の極片コーティングの除去方法。
- 溶媒はコーティング(12)における接着剤を溶解可能な特性を有することを特徴とする請求項6に記載の極片コーティングの除去方法。
- 溶媒は、水、N−メチルピロリドン(NMP)、ジメチルホルムアミド(DMF)、リン酸トリエチル(TEP)、ジメチルアセトアミド(DMAC)、ジメチルスルホキシド(DMSO)から選出された少なくとも1つであることを特徴とする請求項1に記載の極片コーティングの除去方法。
- ステップ(一)とステップ(二)の間に、更に、極片(1)上の被除去領域(R)を固定するステップを備えることを特徴とする請求項1に記載の極片コーティングの除去方法。
- 固定方式は、真空吸着固定及び引っ張り固定のうちの少なくとも1つであることを特徴とする請求項10に記載の極片コーティングの除去方法。
- 極片(1)の1つの表面に塗布されているコーティング(12)の厚みは、30μm〜200μmであることを特徴とする請求項1に記載の極片コーティングの除去方法。
- レーザビームはフラットトップビームであることを特徴とする請求項1に記載の極片コーティングの除去方法。
- レーザのパワーは20W〜500Wであることを特徴とする請求項1に記載の極片コーティングの除去方法。
- レーザビームは、ガルバノスキャンの方法により、極片(1)上の被除去領域(R)のコーティング(12)を打ち潰すことを特徴とする請求項1に記載の極片コーティングの除去方法。
- ステップ(三)において採用された方法は、負圧吸着除去及び空気吹きかけのうちの少なくとも1つであることを特徴とする請求項1に記載の極片コーティングの除去方法。
- ステップ(三)の後に、更に、塵粘着の方法によりコーティング残留物を取り除くステップを備えることを特徴とする請求項16に記載の極片コーティングの除去方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CN2014/086400 WO2016037352A1 (zh) | 2014-09-12 | 2014-09-12 | 极片涂层的移除方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017526128A true JP2017526128A (ja) | 2017-09-07 |
Family
ID=55458273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017508671A Pending JP2017526128A (ja) | 2014-09-12 | 2014-09-12 | 極片コーティングの除去方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20170170454A1 (ja) |
| EP (1) | EP3190646A4 (ja) |
| JP (1) | JP2017526128A (ja) |
| KR (1) | KR20170036005A (ja) |
| CN (1) | CN106797015A (ja) |
| WO (1) | WO2016037352A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105406028A (zh) * | 2014-09-12 | 2016-03-16 | 东莞新能源科技有限公司 | 极片涂层的移除方法 |
| CN107661885B (zh) * | 2017-10-23 | 2020-07-03 | 惠州市成泰自动化科技有限公司 | 一种电芯极耳自动清洗装备 |
| CN109465251A (zh) * | 2018-11-23 | 2019-03-15 | 惠州锂威新能源科技有限公司 | 一种清除极片涂层的工艺及装置 |
| DE102020112500A1 (de) * | 2020-05-08 | 2021-11-11 | Einhell Germany Ag | Kontaktlose Aufbereitung einer Trägerfolie für eine Elektrode eines Lithium-Ionen-Akkumulators |
| CN112038565B (zh) * | 2020-07-23 | 2022-02-08 | 深圳市比亚迪锂电池有限公司 | 极片开槽方法及装置 |
| CN112038558B (zh) * | 2020-07-23 | 2022-11-18 | 惠州锂威新能源科技有限公司 | 一种极片涂层刮除系统及极片涂层刮除方法 |
| CN112658489B (zh) * | 2020-12-29 | 2022-05-13 | 比亚迪股份有限公司 | 清除极片活性物质的方法 |
| CN112792006B (zh) * | 2020-12-29 | 2022-01-07 | 比亚迪股份有限公司 | 极片活性物质的清除方法及清除设备 |
| WO2023064062A1 (en) * | 2021-10-13 | 2023-04-20 | Applied Materials, Inc. | Laser processing of lithium battery web |
| CN116174405A (zh) * | 2022-12-30 | 2023-05-30 | 广东利元亨智能装备股份有限公司 | 一种激光清洗设备、激光清洗方法和极片制造系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10223208A (ja) * | 1997-02-04 | 1998-08-21 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板の製造方法 |
| JP2002050350A (ja) * | 2000-08-02 | 2002-02-15 | Toshiba Battery Co Ltd | 電池用電極の製造方法 |
| JP2007152420A (ja) * | 2005-12-08 | 2007-06-21 | Aisin Seiki Co Ltd | 基板上膜の除去方法 |
| JP2009537066A (ja) * | 2006-05-12 | 2009-10-22 | エイ 123 システムズ,インク. | 被覆シートを処理するための装置およびその方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0814521B1 (en) * | 1996-06-17 | 2002-03-27 | Dai Nippon Printing Co., Ltd. | Process for producing porous coating layer and process for producing electrode plate for secondary battery with nonaqueous electrolyte |
| US7157326B2 (en) * | 2003-07-10 | 2007-01-02 | Sanyo Electric Co., Ltd. | Process for fabricating capacitor element |
| US7633033B2 (en) * | 2004-01-09 | 2009-12-15 | General Lasertronics Corporation | Color sensing for laser decoating |
| CN100455397C (zh) * | 2004-01-14 | 2009-01-28 | 臼井国际产业株式会社 | 从树脂涂层金属管上去除树脂层的方法 |
| JP2008042017A (ja) * | 2006-08-08 | 2008-02-21 | Tomozumi Kamimura | レジストを回収可能なレジスト剥離除去方法及びそれを用いる半導体製造装置 |
| US20100201038A1 (en) * | 2007-01-19 | 2010-08-12 | Basf Se | Method for the transfer of structural data, and device therefor |
| EP2253413A1 (en) * | 2009-05-15 | 2010-11-24 | National University of Ireland Galway | Method for laser ablation |
| US8309880B2 (en) * | 2010-01-29 | 2012-11-13 | Phoenix Silicon International Corporation | Coating layer removing apparatus and method for the same |
| DE102010044080A1 (de) * | 2010-11-17 | 2012-05-24 | Varta Microbattery Gmbh | Herstellungsverfahren für Elektroden |
-
2014
- 2014-09-12 KR KR1020177004931A patent/KR20170036005A/ko not_active Application Discontinuation
- 2014-09-12 CN CN201480081503.4A patent/CN106797015A/zh active Pending
- 2014-09-12 WO PCT/CN2014/086400 patent/WO2016037352A1/zh active Application Filing
- 2014-09-12 EP EP14901768.3A patent/EP3190646A4/en not_active Withdrawn
- 2014-09-12 JP JP2017508671A patent/JP2017526128A/ja active Pending
-
2017
- 2017-02-27 US US15/444,179 patent/US20170170454A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10223208A (ja) * | 1997-02-04 | 1998-08-21 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板の製造方法 |
| JP2002050350A (ja) * | 2000-08-02 | 2002-02-15 | Toshiba Battery Co Ltd | 電池用電極の製造方法 |
| JP2007152420A (ja) * | 2005-12-08 | 2007-06-21 | Aisin Seiki Co Ltd | 基板上膜の除去方法 |
| JP2009537066A (ja) * | 2006-05-12 | 2009-10-22 | エイ 123 システムズ,インク. | 被覆シートを処理するための装置およびその方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170036005A (ko) | 2017-03-31 |
| EP3190646A1 (en) | 2017-07-12 |
| WO2016037352A1 (zh) | 2016-03-17 |
| US20170170454A1 (en) | 2017-06-15 |
| CN106797015A (zh) | 2017-05-31 |
| EP3190646A4 (en) | 2018-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017526128A (ja) | 極片コーティングの除去方法 | |
| JP2017532721A (ja) | 極片コーティングの除去方法 | |
| JP6510008B2 (ja) | レーザパターニングのための一体化された光および熱遮蔽層を有する薄膜構造およびデバイス | |
| JP6287946B2 (ja) | 電池用積層体の製造方法 | |
| JP5348244B2 (ja) | 電池用電極の製造方法及びそれに用いる塗工ダイ | |
| JPWO2011016200A1 (ja) | 密閉型電池およびその製造方法 | |
| WO1999025035A1 (en) | Method of manufacturing enclosed battery and enclosed battery | |
| Pfleging et al. | Laser generated microstructures in tape cast electrodes for rapid electrolyte wetting: new technical approach for cost efficient battery manufacturing | |
| US20170170456A1 (en) | Device for removing coating layer of electrode plate | |
| JP6213021B2 (ja) | 電極製造方法および電極製造装置 | |
| Pfleging et al. | Laser processes and analytics for high power 3D battery materials | |
| JP6003464B2 (ja) | 蒸着マスク材、及び蒸着マスク材の固定方法 | |
| US20230113276A1 (en) | Laser processing of lithium battery web | |
| JP6904164B2 (ja) | 全固体電池の製造方法 | |
| Pfleging et al. | Laser structuring for improved battery performance | |
| Lutey et al. | Lithium iron phosphate battery electrode integrity following high speed pulsed laser cutting | |
| Pröll et al. | Fs-laser microstructuring of laser-printed LiMn2O4 electrodes for manufacturing of 3D microbatteries | |
| CN110695536B (zh) | 激光加工的方法 | |
| Zhang et al. | Laser ablation on lithium-ion battery electrode solid electrolyte interface removal | |
| Pfleging et al. | Surface micro-structuring of intercalation cathode materials for lithium-ion batteries: a study of laser-assisted cone formation | |
| Luo et al. | Laser processing lithium-ion battery anode | |
| Lee | Research on Electrode Structuring for Enhanced Battery Performance | |
| Pfleging et al. | Laser processing and functionalization of battery materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180828 |