JP2017192834A - パンツ型吸収性物品 - Google Patents
パンツ型吸収性物品 Download PDFInfo
- Publication number
- JP2017192834A JP2017192834A JP2017150504A JP2017150504A JP2017192834A JP 2017192834 A JP2017192834 A JP 2017192834A JP 2017150504 A JP2017150504 A JP 2017150504A JP 2017150504 A JP2017150504 A JP 2017150504A JP 2017192834 A JP2017192834 A JP 2017192834A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- region
- elastic member
- basis weight
- side seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 119
- 239000002250 absorbent Substances 0.000 title claims abstract description 119
- 239000000853 adhesive Substances 0.000 claims abstract description 265
- 230000001070 adhesive effect Effects 0.000 claims abstract description 265
- 230000008602 contraction Effects 0.000 claims description 20
- 210000001015 abdomen Anatomy 0.000 claims description 16
- 230000003247 decreasing effect Effects 0.000 claims description 3
- 239000006096 absorbing agent Substances 0.000 abstract description 8
- 239000010410 layer Substances 0.000 description 161
- 239000011248 coating agent Substances 0.000 description 28
- 238000000576 coating method Methods 0.000 description 28
- 230000003187 abdominal effect Effects 0.000 description 27
- 239000004745 nonwoven fabric Substances 0.000 description 19
- 230000002093 peripheral effect Effects 0.000 description 17
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 239000005871 repellent Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 2
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- BXOUVIIITJXIKB-UHFFFAOYSA-N ethene;styrene Chemical group C=C.C=CC1=CC=CC=C1 BXOUVIIITJXIKB-UHFFFAOYSA-N 0.000 description 1
- 229920006228 ethylene acrylate copolymer Polymers 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920002742 polystyrene-block-poly(ethylene/propylene) -block-polystyrene Polymers 0.000 description 1
- 229920005996 polystyrene-poly(ethylene-butylene)-polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
例えば、特許文献1には、コアを横切って胴周り方向へ延びる複数条の補助弾性部材が伸長状態で取り付けられた外層体を備えたパンツ型吸収性物品が記載されている。
また、特許文献2には、上層不織布と下層不織布との間に、腰回りにシャーリングを形成する複数の腰回り弾性伸縮部材を固定し、吸収性本体と重なる領域において、該腰回り弾性伸縮部材が切断された外装シートを備えたパンツ型吸収性物品が記載されている。
しかし、特許文献2に記載のパンツ型吸収性物品は、腰回りのシャーリングを形成するために、該シャーリングの形成部分における腰回り弾性伸縮部材に対応した部分に接着剤を塗布して、上層不織布と下層不織布との間に腰回り弾性伸縮部材を固定している。このように接着剤を塗布して腰回りのシャーリングを形成すると、腰回りのシャーリングの部分が硬くなり、肌触りが低下してしまう。これに対し、単に、前記シャーリングの形成部分以外の幅方向の両端部における腰回り弾性伸縮部材に対応した部分にのみ接着剤を面状に塗布して、上層不織布と下層不織布との間に腰回り弾性伸縮部材を固定しただけでは、接着剤の塗布部分が硬くなると共に、収縮力により腰回り弾性伸縮部材が抜けてしまう場合がある。
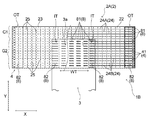
本発明の第1実施形態であるパンツ型使い捨ておむつ1A(以下、おむつ1Aともいう)は、図1及び図2に示すように、外面をなす外層シート22、外層シート22の内面側に配された内層シート23、両シート22,23間に伸長状態で配された複数本の糸状の弾性部材24を有する外層体2と、外層体2の内層シート23に固定部で固定された吸収性本体3とを備え、着用者の腹側に配される外層体2の腹側部A及び着用者の背側に配される外層体2の背側部Bそれぞれの両側縁部2a,2bが接合されて一対のサイドシール部4、ウエスト開口部5及び一対のレッグ開口部6,6が形成されている。
以下、具体的に説明する。
より具体的には、腹側シート部材2A及び背側シート部材2Bの伸縮部G1〜G2の何れにおいても、X方向に接合部25が間欠的に配置されてなる接合部列が、Y方向に複数列形成されている。即ち、ウエスト伸縮部G1においては、各弾性部材24Aが、X方向に間欠的に配された接合部25の接合部列と、該接合部列にY方向に隣り合う別のX方向に間欠的に配された接合部25の接合部列との間に配置されており、胴回り伸縮部G2においては、各弾性部材24Bが、X方向に間欠的に配された接合部25の接合部列と、該接合部列にY方向に隣り合う別のX方向に間欠的に配された接合部25の接合部列との間に配置されている。
このように、腹側シート部材2A及び背側シート部材2Bの伸縮部G1〜G2の何れにおいても、複数本の弾性部材24(24A,24B)が、それぞれ、Y方向に隣り合う接合部25,25どうしの間を通るように配されている。
具体的には、ウエスト伸縮部G1に配される弾性部材24A及び胴回り伸縮部G2に配される弾性部材24Bは、その単糸のサイズが、11dtex〜1870dtex程度であることが好ましい。このような糸状の弾性部材24A,24Bを、200%以上の伸長率となるように配することが好ましい。尚、伸長率は、自然長に対する、伸長させた状態の長さの割合であり、例えば、長さ10cmのものを20cmに伸長するとその伸長率は200%とされる。
隣り合う糸状の弾性部材24(24A,24B)どうしの配置間隔は、2mm〜20mm程度であることが好ましい。
尚、腹側シート部材2A及び背側シート部材2Bの何れにおいても、ウエスト伸縮部G1を形成する各弾性部材24Aは、サイドシール部接着領域OTとサイドシール部接着領域OTとの間の領域においては、シート22,23の何れにも固定されていない。
また、サイドシール部4近傍に形成されるサイドシール部接着領域OTは、Y方向においては、腹側シート部材2A及び背側シート部材2BそれぞれのY方向の長さとほぼ同じ長さ、即ち、ウエスト伸縮部G1及び胴回り伸縮部G2に跨ってY方向の全域に亘って形成されており、X方向においては、腹側シート部材2A及び背側シート部材2BそれぞれのY方向に沿う側部端縁からサイドシール部4を含んで、その幅が5mm〜50mm程度に形成されている。
弾性部材24の抜け防止の観点から、腹側シート部材2Aの側部接着領域ITにおける隣り合う弾性部材24(24B)間INの接着剤8(略シート塗布接着剤82のみ)の坪量は、好ましくは1g/m2以上、更に好ましくは3g/m2以上、そして好ましくは30g/m2以下、更に好ましくは20g/m2以下、より具体的には、好ましくは1g/m2以上30g/m2以下、更に好ましくは3g/m2以上20g/m2以下である。背側シート部材2Bにおいても、腹側シート部材2Aと同様である。
柔らかさ向上の観点から、腹側シート部材2Aのサイドシール部接着領域OTにおける隣り合う弾性部材24(24A,24B)間ONの接着剤8(略接着剤なし)の坪量は、少なければ少ないほど好ましく、好ましくは0g/m2である。背側シート部材2Bにおいても、腹側シート部材2Aと同様である。
先ず、おむつ1Aのサイドシール部4を破った後、固定部7にて固定された吸収性本体3を取り外し、腹側シート部材2A及び背側シート部材2Bを取り出す。次に、腹側シート部材2A或いは背側シート部材2BのY方向に沿う側部端縁からサイドシール部4を含んで10mm幅の位置でカットして、取り出した腹側シート部材2A或いは背側シート部材2Bからサイドシール部接着領域OT(X方向に沿う接着剤が塗布されている幅L1)を切り出す。また、取り出した腹側シート部材2A或いは背側シート部材2Bから、胴回り伸縮部G2を切り出し、胴回り伸縮部G2における弱機能化領域WTのY方向に沿う側部端縁の位置と該側部端縁からX方向外方に10mmの位置にてそれぞれY方向にカットして、10mm幅の側部接着領域ITを切り出す。
次に、切り出されたサイドシール部接着領域OTから、弾性部材24(24A,24B)の配された部分OPを複数個X方向にカットして切り出す。この際に、弾性部材塗布接着剤81が塗布されているY方向の長さを1mmと固定して、幅L1及び切り出した弾性部材24の個数から、該部分OPの面積を算出する。また、該部分OPを切り出す際に生じる隣り合う弾性部材24(24A,24B)間の部分を、隣り合う弾性部材24(24A,24B)間ONとする。弾性部材24(24A,24B)の配された部分OPは、弾性部材24(24A,24B)が接着剤8を介して外層シート22と内層シート23との間に固定された状態のものである。次に、切り出した弾性部材24(24A,24B)の配された部分OPの重量W1を測定した後、該部分OPを、接着剤が溶解可能な有機溶剤(クロロホルム、トルエン等)で洗浄し接着剤8を洗い流す。その後、弾性部材24(24A,24B)、外層シート22及び内層シート23を取り出して有機溶剤を蒸発させた後、それらの合計重量W2を測定する。重量W2とW1の差(W2−W1)を該部分OP中の接着剤8の重量とし、これを該部分OPの面積で除して、サイドシール部接着領域OTにおける弾性部材24(24A,24B)の配された部分OPの接着剤8の坪量(g/m2)を算出する。尚、隣り合う弾性部材24(24A,24B)間ONの接着剤8の坪量も、弾性部材24(24A,24B)の配された部分OPの接着剤8の坪量と同様にして、有機溶剤を用いて接着剤を溶解し、前後の重量差により接着剤8の重量を求め、求めた接着剤8の重量を、該間ONの面積で除して算出する。
同様にして、切り出された側部接着領域ITから、弾性部材24(24B)の配された部分IPの接着剤8(弾性部材塗布接着剤81及びシート塗布接着剤82の合計)の坪量、及び隣り合う弾性部材24(24B)間INの接着剤8(シート塗布接着剤82)の坪量を算出する。
尚、弾性部材24(24A,24B)が糸状の弾性部材なので弾性部材塗布接着剤81が塗布されているY方向の長さを1mmと固定したが、1mmより太い弾性部材の場合は、弾性部材塗布接着剤81が塗布されているY方向の長さを拡大鏡等で実測する。
さらに、第1実施形態のおむつ1Aでは、側部接着領域ITにおける隣り合う弾性部材24,24間INの接着剤8の坪量が、サイドシール部接着領域OTにおける隣り合う弾性部材24,24間ONの接着剤8の坪量よりも多くなっている。
先ず、図6に示すように、原反ロール(不図示)から連続的に供給される帯状の外層シート22と、原反ロール(不図示)から連続的に供給される帯状の内層シート23との間に、ウエスト伸縮部G1を形成する弾性部材24A及び胴回り伸縮部G2を形成する弾性部材24Bを、所定の伸長率に伸長させた伸長状態で各々複数本配する。このとき、本実施態様においては、複数本のウエスト伸縮部G1形成用弾性部材24A及び複数本の胴回り伸縮部G2形成用弾性部材24Bをそれぞれ、接着剤8を塗工するコームガン91の溝に通して、該溝の底部にて各弾性部材24(24A,24B)に弾性部材塗布接着剤81を塗工する。ウエスト伸縮部G1形成用弾性部材24Aに関しては、コームガン91によって、サイドシール部4に対応する部位を含む領域(サイドシール部4の搬送方向の長さよりも広い領域)に弾性部材塗布接着剤81が間欠的に塗工される。胴回り伸縮部G2形成用弾性部材24Bに関しては、コームガン91によって、サイドシール部4に対応する部位を含む領域(サイドシール部4の搬送方向の長さよりも広い領域)及び弱機能化領域WTに対応する部位を含む領域(弱機能化領域WTの搬送方向の長さよりも広い領域)に弾性部材塗布接着剤81が間欠的に塗工される。
分割手段95としては、シートを連続的に切断し得る各種公知の切断装置を用いることができ、例えば、シートの搬送方向の上流側にカッター刃を備えたものや、周面又は周縁部に環状の刃を有する円筒又は円盤状のカッター、レーザーカッター、高圧水流カッター等を用いることができる。
おむつ1Aは、図3に示すように、胴回り伸縮部G2においては、外層体2と吸収性本体3との固定部7に、胴回り伸縮部G2形成用弾性部材24Bの伸縮機能の低減された弱機能化領域WTを有している。その為、吸収体33に弾性部材24Bによる皺が生じ難く、外観の見栄えが向上する。また、おむつ1Aは、図3に示すように、ウエスト伸縮部G1においては、ウエスト伸縮部G1形成用弾性部材24Aが、サイドシール部接着領域OTどうしの間においては、接着剤を介して外層シート22と内層シート23との間に固定されておらず、胴回り伸縮部G2においては、胴回り伸縮部G2形成用弾性部材24Bが、弱機能化領域WTの外方側部の側部接着領域ITとサイドシール部接着領域OTとの間においては、接着剤を介して外層シート22と内層シート23との間に固定されていない。その為、おむつ1Aの肌触りが向上する。さらにまた、おむつ1Aの側部接着領域ITにおいては、図3及び図4に示すように、弾性部材24の配された部分IPと、隣り合う弾性部材24,24間INとが、Y方向に交互に繰り返し配されている。また、おむつ1Aのサイドシール部接着領域OTにおいても、図3及び図5に示すように、弾性部材24の配された部分OPと、隣り合う弾性部材24,24間ONとが、Y方向に交互に繰り返し配されている。その為、接着剤の塗布部分が硬くなり難くおむつ1Aの肌触りが向上すると共に弾性部材24の抜けも生じ難い。
尚、背側シート部材2Bは、腹側シート部材2Aと同様である為、主に腹側シート部材2Aについて説明する。
おむつ1Bの弱機能化領域WTの側部接着領域ITにおいては、おむつ1Aと同様に、図8に示すように、シート塗布接着剤82が、外層シート22にY方向に長い帯状に塗られており、弾性部材塗布接着剤81が、胴回り伸縮部G2を形成する各弾性部材24Bの周面に塗られている。
また、おむつ1Bのサイドシール部4近傍のサイドシール部接着領域OTにおいては、図8に示すように、シート塗布接着剤82が、外層シート22にY方向全域に亘ってY方向に長い帯状に塗られており、弾性部材塗布接着剤81が、ウエスト伸縮部G1を形成する弾性部材24A及び胴回り伸縮部G2を形成する各弾性部材24Bそれぞれの周面に塗られている。
おむつ1Cの弱機能化領域WTの側部接着領域ITにおいては、おむつ1Aと同様に、図9に示すように、シート塗布接着剤82が、外層シート22にY方向に長い帯状に塗られており、弾性部材塗布接着剤81が、胴回り伸縮部G2を形成する各弾性部材24Bの周面に塗られている。
また、おむつ1Cのサイドシール部4近傍のサイドシール部接着領域OTにおいては、図9に示すように、サイドシール部接着領域OTが、サイドシール部4より幅方向(X方向)内方のサイドシール部内方接着領域OT1と、サイドシール部内方接着領域OT1より幅方向(X方向)外方のサイドシール部外方接着領域OT2とからなる。
また、おむつ1Cのサイドシール部外方接着領域OT2においては、図9に示すように、弾性部材塗布接着剤81のみが、ウエスト伸縮部G1を形成する弾性部材24A及び胴回り伸縮部G2を形成する各弾性部材24Bそれぞれの周面に塗られている。
おむつ1Dの弱機能化領域WTの側部接着領域ITにおいては、図10に示すように、弾性部材塗布接着剤81のみが、胴回り伸縮部G2を形成する各弾性部材24Bの周面に塗られている。
また、おむつ1Dのサイドシール部4近傍のサイドシール部接着領域OTにおいては、おむつ1Aと同様に、図10に示すように、弾性部材塗布接着剤81のみが、ウエスト伸縮部G1を形成する弾性部材24A及び胴回り伸縮部G2を形成する各弾性部材24Bそれぞれの周面に塗られている。
おむつ1Eの弱機能化領域WTの側部接着領域ITにおいては、図11に示すように、弾性部材塗布接着剤81のみが、胴回り伸縮部G2を形成する各弾性部材24Bの周面に塗られている。
また、おむつ1Eのサイドシール部4近傍のサイドシール部接着領域OTにおいては、図11に示すように、シート塗布接着剤82が、外層シート22にY方向全域に亘ってY方向に長い帯状に塗られており、弾性部材塗布接着剤81が、ウエスト伸縮部G1を形成する弾性部材24A及び胴回り伸縮部G2を形成する各弾性部材24Bそれぞれの周面に塗られている。
例えば、上述した第1〜第5実施形態のおむつ1A〜1Eにおいては、図1,図8〜図11に示すように、外層体2が着用者の背側(背側シート部材2B)と着用者の腹側(腹側シート部材2A)とで離間したパンツ型使い捨ておむつであるが、1つの外層体2がY方向中央部において内方に括れた形状に形成されたパンツ型使い捨ておむつであってもよい。
外面をなす外層シート、該外層シートの内面側に配された内層シート、該両シート間に伸長状態で配された複数本の糸状の弾性部材を有する外層体と、該外層体の前記内層シートに固定された吸収性本体とを備え、着用者の腹側に配される前記外層体の腹側部及び着用者の背側に配される前記外層体の背側部それぞれの両側縁部が接合されて一対のサイドシール部、ウエスト開口部及び一対のレッグ開口部が形成されたパンツ型吸収性物品であって、
前記外層体は、該外層体と前記吸収性本体との固定部にて、前記複数本の弾性部材が個々複数個に分断されて伸縮機能の低減された弱機能化領域を有しており、
前記弱機能化領域の外方側部においては、前記弾性部材が前記外層シートと前記内層シートとの間に固定された側部接着領域を形成し、
前記サイドシール部近傍においては、接着剤を介して前記弾性部材が前記外層シートと前記内層シートとの間に固定されたサイドシール部接着領域を形成しており、
前記側部接着領域と前記サイドシール部接着領域との間においては、前記弾性部材が前記外層シートと前記内層シートとの間に固定されておらず、
前記側部接着領域及び前記サイドシール部接着領域それぞれは、前記弾性部材の配された部分の前記接着剤の坪量が、隣り合う該弾性部材間の前記接着剤の坪量よりも高く、パンツ型吸収性物品の縦方向に該接着剤の坪量の高低を繰り返しているパンツ型吸収性物品。
前記弱機能化領域における、個々複数個に分断された前記弾性部材は、前記接着剤を介して前記外層シートと前記内層シートとの間に固定されている前記<1>に記載のパンツ型吸収性物品。
<3>
前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量よりも多くなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも多くなっている前記<1>又は<2>に記載のパンツ型吸収性物品。
<4>
前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量よりも少なくなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも少なくなっている前記<1>又は<2>に記載のパンツ型吸収性物品。
<5>
前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量と、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量とが等しくなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量と、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量とが等しくなっている前記<1>又は<2>に記載のパンツ型吸収性物品。
<6>
前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量と、前記サイドシール部接着領域を構成する前記サイドシール部内方接着領域における前記弾性部材の配された部分の接着剤の坪量とが等しく、前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域を構成する前記サイドシール部外方接着領域における前記弾性部材の配された部分の接着剤の坪量よりも多くなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量と、前記サイドシール部接着領域を構成する前記サイドシール部内方接着領域における隣り合う前記弾性部材間の接着剤の坪量とが等しく、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域を構成する前記サイドシール部外方接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも多くなっている前記<1>又は<2>に記載のパンツ型吸収性物品。
前記吸収性本体は、液透過性の表面シート、液不透過性又は撥水性の裏面シート、及び両シート間に介在配置された液保持性の吸収体を有する前記<1>〜<6>の何れか1に記載のパンツ型吸収性物品。
<8>
前記吸収体は、パルプ繊維の繊維の集合体からなる吸収性コアに吸水性ポリマーの粒子を保持させてなる吸収性コアと、該吸収性コアを被覆するコアラップシートからなる前記<1>〜<7>の何れか1に記載のパンツ型吸収性物品。
<9>
前記外層シート及び前記内層シートは、不織布である前記<1>〜<8>の何れか1に記載のパンツ型吸収性物品。
<10>
前記外層シート及び前記内層シートは、不織布とフィルムとを一体化したシートである前記<1>〜<8>の何れか1に記載のパンツ型吸収性物品。
<11>
前記外層体は、該外層体における着用者の腹側に配される腹側シート部材、及び該外層体における着用者の背側に配される背側シート部材を備え、
前記腹側シート部材及び前記背側シート部材それぞれには、前記パンツ型吸収性物品の縦方向に伸縮性を有するウエスト伸縮部及び胴回り伸縮部が形成されており、
前記ウエスト伸縮部が、前記腹側シート部材及び前記背側シート部材のそれぞれにおいて、前記吸収性本体の前記パンツ型吸収性物品の縦方向(Y方向)の端部より該縦方向(Y方向)外方に形成されている前記<1>〜<10>の何れか1に記載のパンツ型吸収性物品。
<12>
前記外層体は、該外層体における着用者の腹側に配される腹側シート部材、及び該外層体における着用者の背側に配される背側シート部材を備え、
前記腹側シート部材及び前記背側シート部材それぞれには、前記パンツ型吸収性物品の縦方向に伸縮性を有するウエスト伸縮部及び胴回り伸縮部が形成されており、
前記胴回り伸縮部が、前記腹側シート部材及び前記背側シート部材のそれぞれにおいて、前記ウエスト伸縮部よりも前記パンツ型吸収性物品の縦方向(Y方向)内方に形成されている前記<1>〜<11>の何れか1に記載のパンツ型吸収性物品。
<13>
前記外層体は、該外層体における着用者の腹側に配される腹側シート部材、及び該外層体における着用者の背側に配される背側シート部材を備え、
前記腹側シート部材及び前記背側シート部材それぞれには、前記パンツ型吸収性物品の縦方向に伸縮性を有するウエスト伸縮部及び胴回り伸縮部が形成されており、
前記腹側シート部材には、ウエスト伸縮部に複数本の弾性部材が配され、胴回り伸縮部に複数本の弾性部材が配されており、
前記背側シート部材には、ウエスト伸縮部に複数本の弾性部材が配され、胴回り伸縮部に複数本の弾性部材が配されている前記<1>〜<12>の何れか1に記載のパンツ型吸収性物品。
<14>
前記外層体は、該外層体における着用者の腹側に配される腹側シート部材、及び該外層体における着用者の背側に配される背側シート部材を備え、
前記腹側シート部材及び前記背側シート部材それぞれには、前記パンツ型吸収性物品の縦方向に伸縮性を有するウエスト伸縮部及び胴回り伸縮部が形成されており、
前記ウエスト伸縮部及び前記胴回り伸縮部においては、前記外層シートと前記内層シートとの間が、散点状に形成された多数の接合部において接合されている前記<1>〜<13>の何れか1に記載のパンツ型吸収性物品。
複数本の前記弾性部材が、それぞれ、前記パンツ型吸収性物品の縦方向(Y方向)に隣り合う接合部どうしの間を通るように配されている前記<1>〜<14>の何れか1に記載のパンツ型吸収性物品。
<16>
前記接着剤は、前記弾性部材の周面に塗られて該弾性部材を前記外層シートと前記内層シートとの間に固定する弾性部材塗布接着剤と、該外層シート及び該内層シートの少なくとも一方に面状に塗られて該弾性部材を該外層シートと該内層シートとの間に固定するシート塗布接着剤とを有している前記<1>〜<15>の何れか1に記載のパンツ型吸収性物品。
<17>
前記側部接着領域においては、前記シート塗布接着剤が、前記外層シートに、前記吸収性物品の縦方向(Y方向)に長い帯状に塗られており、前記弾性部材塗布接着剤が、胴回り伸縮部を形成する前記弾性部材の周面に塗られている前記<1>〜<16>の何れか1に記載のパンツ型吸収性物品。
<18>
前記サイドシール部接着領域においては、前記弾性部材塗布接着剤が、ウエスト伸縮部を形成する弾性部材及び胴回り伸縮部を形成する弾性部材それぞれの周面に塗られている前記<1>〜<17>の何れか1に記載のパンツ型吸収性物品。
<19>
前記サイドシール部が、前記吸収性物品の縦方向(Y方向)に間欠的に配された多数のシール部によって形成されている前記<1>〜<18>の何れか1に記載のパンツ型吸収性物品。
<20>
前記シール部は、前記弾性部材と重ならない前記<1>〜<19>の何れか1に記載のパンツ型吸収性物品。
<21>
前記パンツ型吸収性物品は、幼児又は成人用のパンツ型使い捨ておむつである前記<1>〜<20>の何れか1に記載のパンツ型吸収性物品。
<22>
前記パンツ型吸収性物品は、パンツ型の生理用ナプキンである前記<1>〜<20>の何れか1に記載のパンツ型吸収性物品。
2 外層体
2A 腹側シート部材
2a,2a 側縁部
2c,2d 上下端縁部
2B 背側シート部材
2b,2b 側縁部
2c,2d 上下端縁部
22 外層シート
23 内層シート
24,24A〜24B 弾性部材
25 接合部
3 吸収性本体
3a,3b 縦方向の端部
31 表面シート
32 裏面シート
33 吸収体
34 側方カフス
35 側方カフス弾性部材
4 サイドシール部
41 シール部
5 ウエスト開口部
6 レッグ開口部
7 固定部
8 接着剤
81 弾性部材塗布接着剤
82 シート塗布接着剤
91 コームガン
92 コーター
93 ニップローラ
94 弾性部材分断手段
95 分割手段
WT 弱機能化領域
IT 側部接着領域
IP 弾性部材の配された部分
IN 隣り合う弾性部材間
OT サイドシール部接着領域
OT1 サイドシール部内方接着領域
OT2 サイドシール部外方接着領域
OP 弾性部材の配された部分
ON 隣り合う弾性部材間
Claims (6)
- 外面をなす外層シート、該外層シートの内面側に配された内層シート、該両シート間に伸長状態で配された複数本の糸状の弾性部材を有する外層体と、該外層体の前記内層シートに固定された吸収性本体とを備え、着用者の腹側に配される前記外層体の腹側部及び着用者の背側に配される前記外層体の背側部それぞれの両側縁部が接合されて一対のサイドシール部、ウエスト開口部及び一対のレッグ開口部が形成されたパンツ型吸収性物品であって、
前記外層体は、該外層体と前記吸収性本体との固定部にて、前記複数本の弾性部材が個々複数個に分断されて伸縮機能の低減された弱機能化領域を有しており、
前記弱機能化領域の外方側部においては、接着剤を介して前記弾性部材が前記外層シートと前記内層シートとの間に固定された側部接着領域を形成し、
前記サイドシール部近傍においては、接着剤を介して前記弾性部材が前記外層シートと前記内層シートとの間に固定されたサイドシール部接着領域を形成しており、
前記側部接着領域と前記サイドシール部接着領域との間においては、前記弾性部材が前記外層シートと前記内層シートとの間に固定されておらず、
前記側部接着領域及び前記サイドシール部接着領域それぞれは、前記弾性部材の配された部分の前記接着剤の坪量が、隣り合う該弾性部材間の前記接着剤の坪量よりも高く、パンツ型吸収性物品の縦方向に該接着剤の坪量の高低を繰り返しているパンツ型吸収性物品。 - 前記弱機能化領域における、個々複数個に分断された前記弾性部材は、前記接着剤を介して前記外層シートと前記内層シートとの間に固定されている請求項1に記載のパンツ型吸収性物品。
- 前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量よりも多くなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも多くなっている請求項1又は2に記載のパンツ型吸収性物品。
- 前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量よりも少なくなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも少なくなっている請求項1又は2に記載のパンツ型吸収性物品。
- 前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量と、前記サイドシール部接着領域における前記弾性部材の配された部分の接着剤の坪量とが等しくなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量と、前記サイドシール部接着領域における隣り合う前記弾性部材間の接着剤の坪量とが等しくなっている請求項1又は2に記載のパンツ型吸収性物品。
- 前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量と、前記サイドシール部接着領域を構成する前記サイドシール部内方接着領域における前記弾性部材の配された部分の接着剤の坪量とが等しく、前記側部接着領域における前記弾性部材の配された部分の接着剤の坪量が、前記サイドシール部接着領域を構成する前記サイドシール部外方接着領域における前記弾性部材の配された部分の接着剤の坪量よりも多くなっており、また、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量と、前記サイドシール部接着領域を構成する前記サイドシール部内方接着領域における隣り合う前記弾性部材間の接着剤の坪量とが等しく、前記側部接着領域における隣り合う前記弾性部材間の接着剤の坪量が、前記サイドシール部接着領域を構成する前記サイドシール部外方接着領域における隣り合う前記弾性部材間の接着剤の坪量よりも多くなっている請求項1又は2に記載のパンツ型吸収性物品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017150504A JP6467469B2 (ja) | 2017-08-03 | 2017-08-03 | パンツ型吸収性物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017150504A JP6467469B2 (ja) | 2017-08-03 | 2017-08-03 | パンツ型吸収性物品 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013101237A Division JP6189628B2 (ja) | 2013-05-13 | 2013-05-13 | パンツ型吸収性物品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017192834A true JP2017192834A (ja) | 2017-10-26 |
| JP6467469B2 JP6467469B2 (ja) | 2019-02-13 |
Family
ID=60155775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017150504A Active JP6467469B2 (ja) | 2017-08-03 | 2017-08-03 | パンツ型吸収性物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6467469B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019187959A (ja) * | 2018-04-27 | 2019-10-31 | ユニ・チャーム株式会社 | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 |
| JP2021090541A (ja) * | 2019-12-09 | 2021-06-17 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004298362A (ja) * | 2003-03-31 | 2004-10-28 | Kao Corp | 吸収性物品及びその製造方法 |
| JP2007151597A (ja) * | 2005-11-30 | 2007-06-21 | Daio Paper Corp | 吸収性物品及びその製造方法 |
| JP2008295930A (ja) * | 2007-06-04 | 2008-12-11 | Kao Corp | パンツ型物品 |
| JP2011010839A (ja) * | 2009-07-01 | 2011-01-20 | Kao Corp | パンツ型吸収性物品の製造方法 |
| JP2011115304A (ja) * | 2009-12-02 | 2011-06-16 | Kao Corp | パンツ型吸収性物品 |
-
2017
- 2017-08-03 JP JP2017150504A patent/JP6467469B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004298362A (ja) * | 2003-03-31 | 2004-10-28 | Kao Corp | 吸収性物品及びその製造方法 |
| JP2007151597A (ja) * | 2005-11-30 | 2007-06-21 | Daio Paper Corp | 吸収性物品及びその製造方法 |
| JP2008295930A (ja) * | 2007-06-04 | 2008-12-11 | Kao Corp | パンツ型物品 |
| JP2011010839A (ja) * | 2009-07-01 | 2011-01-20 | Kao Corp | パンツ型吸収性物品の製造方法 |
| JP2011115304A (ja) * | 2009-12-02 | 2011-06-16 | Kao Corp | パンツ型吸収性物品 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019187959A (ja) * | 2018-04-27 | 2019-10-31 | ユニ・チャーム株式会社 | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 |
| JP7037428B2 (ja) | 2018-04-27 | 2022-03-16 | ユニ・チャーム株式会社 | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 |
| JP2022066375A (ja) * | 2018-04-27 | 2022-04-28 | ユニ・チャーム株式会社 | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 |
| JP2021090541A (ja) * | 2019-12-09 | 2021-06-17 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
| WO2021117716A1 (ja) * | 2019-12-09 | 2021-06-17 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6467469B2 (ja) | 2019-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6189628B2 (ja) | パンツ型吸収性物品 | |
| JP4966355B2 (ja) | パンツ型吸収性物品 | |
| JP6050969B2 (ja) | パンツ型着用物品およびその製造方法 | |
| TWI528951B (zh) | Pant-type absorbent article | |
| JP5592737B2 (ja) | パンツ型吸収性物品 | |
| TWI577356B (zh) | Disposable disposable diaper and disposable disposable diaper | |
| JP4130057B2 (ja) | 吸収性物品 | |
| JP6342249B2 (ja) | 使い捨ておむつ | |
| JP5415165B2 (ja) | パンツ型吸収性物品の製造方法 | |
| JP6467469B2 (ja) | パンツ型吸収性物品 | |
| JP4726673B2 (ja) | パンツ型吸収性物品及びその製造方法 | |
| JP4966403B2 (ja) | パンツ型吸収性物品 | |
| JP2015112414A (ja) | パンツ型吸収性物品 | |
| JP2008148875A (ja) | パンツ型吸収性物品の製造方法 | |
| JP6941518B2 (ja) | 吸収性物品 | |
| JP4535980B2 (ja) | パンツ型使い捨ておむつ | |
| JP5492520B2 (ja) | パンツ型吸収性物品 | |
| JP2018057465A (ja) | パンツ型吸収性物品 | |
| JP6438293B2 (ja) | パンツ型吸収性物品 | |
| JP6314069B2 (ja) | 吸収性物品の製造方法 | |
| TWI605799B (zh) | Use disposable items | |
| JP2016043165A (ja) | パンツ型吸収性物品 | |
| JP6192043B2 (ja) | 使い捨ておむつ | |
| JP6071455B2 (ja) | 使い捨ておむつ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170804 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180904 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190111 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6467469 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |